

Гибка труб большого диаметра: Гибка металлических труб по радиусу в Москве. Стальные трубы под гибку на заказ
Гибка труб большого диаметра
Изменение формы труб
Для чего может использоваться методика по изменению формы труб? Если площадь помещения, в котором производится их установка, ограничена, а применение специальных фитинговых соединений недопустимо, то стоит прибегнуть к гибке. Как обеспечить “безболезненное” изменение физических характеристик стальных или пластиковых поверхностей? Гибка труб выполняется как в специальных, так и в домашних условиях. Под “специальными” условиями имеется ввиду применение автоматических трубогибочных машин, которыми оборудованы рабочие мастерские. Данный способ наиболее эффективен, так как ограничений по радиусу нет, а количество материала требуется на ваше усмотрение. Не стоит забывать, что стоимость и затраченное время не совсем пропорциональны результату, поэтому будет разумно рассмотреть способ гибки труб большого и малого диаметров в домашних условиях.
Необходимость гнуть требы появляется тогда, когда необходимо подстроить трубы под особенности помещений.
Что для этого понадобится? В первую очередь инструмент. Если вы прибегаете к изменению формы труб единожды, то данный способ вам не подойдет, так как рациональнее будет обратиться к мастеру. Итак, используемый инструмент будет напрямую зависеть от диаметра стенок и толщины трубы:
Все металлические трубы, для качественного гнуться, подвергаются нагреву.
- Если это профильные трубопроводы с толстыми и тонкими стенками, то можно применить способы распила. После расчетов радиуса закругления выполняются пропилы, которые равноудалены и расположены поперечно. Их можно нанести угловой шлифовальной машиной (болгаркой). Колонна сгибается в нужном положении, а места распила завариваются сваркой.
- Гибка труб из меди производится весьма просто. Если это холодное время года, то результат не заставит себя ждать. Наполняем трубу водой, а один из концов перекрываем. После чего выставляем на улицу до замерзания. Впоследствии произвести гибку такой трубы вручную не составит особого труда.

- Для изменения формы стояков с диаметром большого типа (или ТБД) потребуются многоэтапные работы. Стальную пружину с общим диаметром, меньшим чем внутренний диаметр трубы на 2 мм, обвивают вокруг предполагаемого участка изгиба. После чего поверхность разогревается паяльной лампой, а с помощью специальной болванки (ее радиус должен быть равен радиусу изгиба) выполняется гибка.
- Гибка труб из “нержавейки” также потребует нагрева и, кроме того, применения наполнителя. В качестве такого наполнителя можно использовать песок.
- При гибке металлопластиковых колонн большого диаметра можно применить один из народных способов. После расчетов соотношений диаметра к радиусу изгиба и длине труба засыпается обычной поваренной солью, которую требуется предварительно прогреть на сковороде. В дальнейшем можно произвести гибку по требуемым шаблонам.

Кроме вышеперечисленных “обыденных” методов, гибка труб может производиться с помощью специализированных способов гнутья.
 Одним из таких является применение ручного трубогиба, который имеет вид обычных плоскогубцев. Минусы такого способа – необходимость в нагреве и невозможность работы с трубами большого диаметра.
Одним из таких является применение ручного трубогиба, который имеет вид обычных плоскогубцев. Минусы такого способа – необходимость в нагреве и невозможность работы с трубами большого диаметра.Если рассматривать холодные методы гибки, с использованием пневматических и гидравлических приспособлений, то их всего три:
- обкатка
- наматывание
- изгиб на двух опорах
Ручное исполнение данных способов полностью исключается, так как промышленность выпускает специальные установки, которые выполняют гибку автоматически, шаблонно и вне зависимости от диаметра.
Рассмотрим принцип, при котором гибка труб выполняется на примере работы обкаточного станка. Такие станки могут производить сгибание труб как большого, так и малого диаметра. Между специальными роликами вставляется один из концов “водовода”. Используя рукоятку, прижимной ролик проворачивается, а материал проходит в паз. Материал загибают в требуемом направлении, при этом учитывая погрешность при окончательном распрямлении трубы.
Материал загибают в требуемом направлении, при этом учитывая погрешность при окончательном распрямлении трубы.
Компания Wirken — поставка металлообрабатывающего оборудования и инструмента. Поставка листообрабатывающего оборудования и инструмента. листогиб, оснастка, amada promecam, rolleri, гибочная оснастка, гибочный инструмент для станка, гибочный пуансон, инструмент для гибочных прессов, инструмент для листогибочного пресса, листогибочный инструмент, матрица гибка, матрица гибочного пресса, матрица листогибочного пресса, матрица листогибочного пресса, листогиб, гибка, матрица пуансон гибка, оснастка гибочного пресса, пуансон для листогиба, пуансоны и матрицы для прессов, системы rol, штампы пуансоны, Металлообрабатывающее оборудование, гибочный инструмент, инструмент для гибочного пресса, гильотинные ножницы, гибочный пресс, гидравлический гибочный пресс с ЧПУ, гильотинные ножницы с ЧПУ, для гибки металла, для резки металла, плазменный раскрой, фланжирование, отбортовка, станок EHT, инструмент Rolleri, инструмент ROLLERI, LUCAS, оборудование LUCAS, станки LUCAS, 3 х валковый листогиб, вальцы, 4 х валковый листогиб, профилегиб, инструмент для координатно-пробивного пресса, VANAD, IMCAR, для производства дорожных знаков, KETEC, WIRKEN, ВИРКЕН, ротационная вытяжка, круговые ножницы, дисковые ножницы, трубогиб, вальцовочный станок, обработка трубы, фланжировка, фланжирование.
 Станки для гибки труб диаметром до 273 мм. прекрасно справляются с тонкостенными трубами малыми радиусами гибки.
Станки для гибки труб диаметром до 273 мм. прекрасно справляются с тонкостенными трубами малыми радиусами гибки.Жесткая конструкция станков гарантирует длительный срок службы, а устройство быстрой смены инструмента обеспечивает высокую производительность.
Модельный ряд
| Гибка стальной трубы | Гибка трубы из нерж. стали | Макс. радиус, мм | Рабочая длина, мм | Время гибки |
|---|---|---|---|---|
| 115 x 6,0 | 115 x 4,5 | 300 | 6096 | 12°/сек. |
| 140 x 6,0 | 140 x 4,0 | 350 | 6096 | 10°/ сек. |
| 170 x 8,0 | 170 x 6,0 | 425 | 6096 | 7°/ сек. |
| 220 x 12 | 220 x 10 | 700 | 6096 | 6°/ сек. |
| 273 x 16 | 273 x 14 | 820 | 6096 | 3°/ сек. |
Способы гибки труб в домашних условиях — как согнуть трубу?
Необходимость проводить гибку труб в домашних условиях в настоящее время является определенной проблемой для многих. Монтаж систем водопровода и отопления доступен любому мастеру, изготовление различных декоративных конструкций требует получения радиальных изгибов разного размера, что может поставить в тупик бывалых. Наша статья подскажет вам каким образом правильно производить данную операцию.
Монтаж систем водопровода и отопления доступен любому мастеру, изготовление различных декоративных конструкций требует получения радиальных изгибов разного размера, что может поставить в тупик бывалых. Наша статья подскажет вам каким образом правильно производить данную операцию.
Гибка стальных труб
Оптимальным инструментом для сгибания металлических труб по радиусу того или иного размера является трубогиб, состоящий из стационарного и подвижного роликов. Простому обывателю при разовой необходимости его использования приобретать или изготавливать это приспособление нецелесообразно. Существуют способы гибки различных труб без трубогиба.
Согнуть стальную трубу небольшого диаметра несложно с помощью паяльной лампы и чистого речного песка. Для этого предварительно одно отверстие в трубе заглушают деревянной пробкой. Далее во второе засыпают сухой песок, слегка утрамбовывая его легкими ударами о твердую поверхность. После заполнения внутреннего пространства и во второе отверстие забивают заглушку. Песок в данном случае обеспечивает необходимое сопротивление, препятствующее деформации трубы, и более равномерный прогрев, препятствуя быстрому охлаждению металла.
Песок в данном случае обеспечивает необходимое сопротивление, препятствующее деформации трубы, и более равномерный прогрев, препятствуя быстрому охлаждению металла.
Следующий этап – нагрев участка трубы с помощью паяльной лампы. Старайтесь прогреть деталь равномерно со всех сторон. После этого можно выполнять изгибание трубы. Для получения равномерного изгиба с правильной геометрией лучше использовать кусок трубы или стержень соответствующего сечения в качестве оправки.
При необходимости гибки труб большого диаметра понадобятся болгарка и сварочный аппарат. В этом случае в месте сгиба необходимо выполнить несколько параллельных пропилов на достаточную глубину. Затем, так же как и в первом способе, сгибаем трубу и тщательно провариваем полученные резы.
При использовании трубы в водопроводе или системе отопления необходимо контролировать герметичность сварных швов, для механических конструкций такой необходимости нет.
Гибка труб из меди и алюминия
Данные металлы отличает меньшая прочность и высокая пластичность, что в значительной степени способствует и их гибке.
В данном случае может также с успехом применяться песок по технологии, описанной в предыдущем пункте. Кроме этого можно порекомендовать еще один наполнитель – лёд. Конечно, данный способ хорош, прежде всего, для холодного времени года, но небольшие обрезки труб не сложно поместить и в морозильную камеру, что позволяет сделать способ не зависящим от погоды.
Для осуществления гибки труб из алюминия или меди со льдом так же глушим пробкой один из торцов, и заливаем воду в полученный сосуд. Далее глушим второе отверстие, помещаем деталь на холод и ждем полного затвердения жидкости. Затем на любой оправке сгибаем под нужным нам радиусом, предварительно защитив руки перчатками.
После достижения желаемого результат оставьте трубку на некоторое время в тепле для таяния льда и слива воды.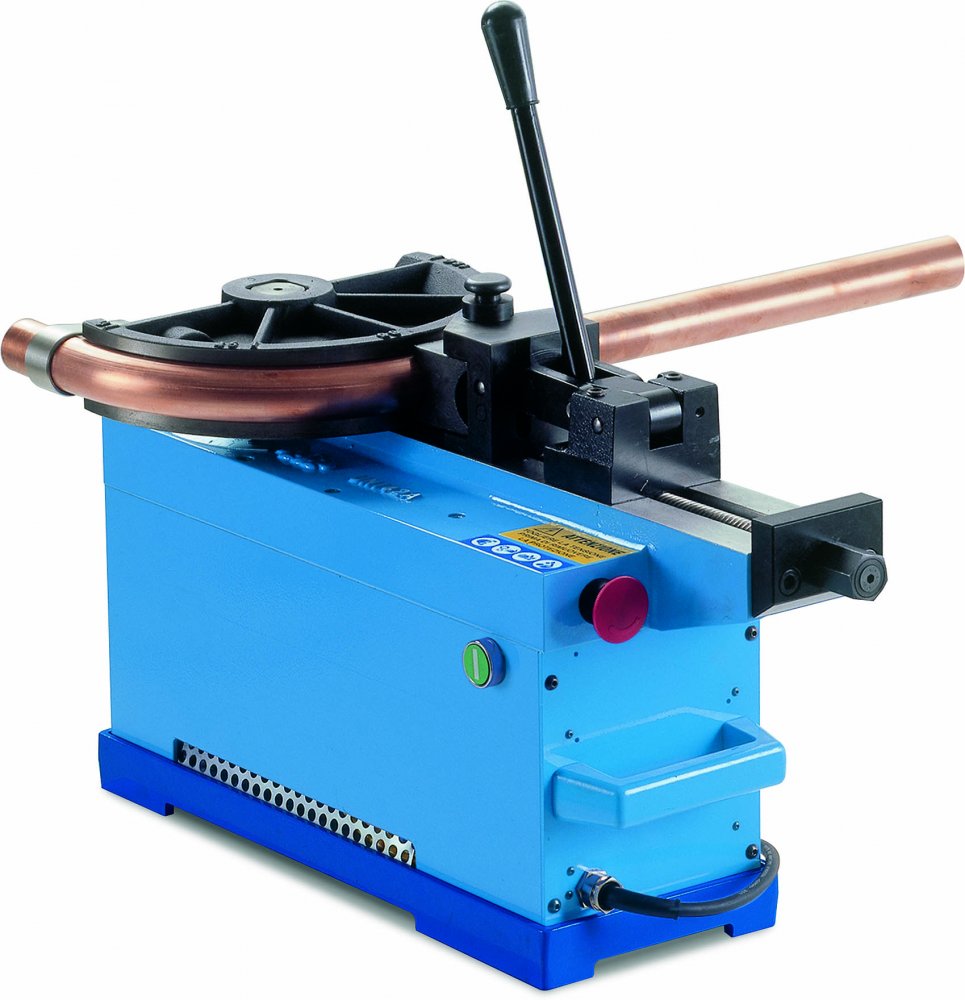 Лед при этом способе защищает трубку от деформаций и сохраняет ее внутреннее сечение.
Лед при этом способе защищает трубку от деформаций и сохраняет ее внутреннее сечение.
Гнем металлопластиковую трубу
В последние несколько лет значительно возросла популярность труб на основе пластмасс. Одним из видов этого материала стали металлопластиковые изделия. Они сочетают в себе лучшие свойства металла и пластических масс. При их использовании так же может возникнуть необходимость сгибания под тем или иным углом. В данном случае существует способ, слегка отличающийся от всех предыдущих.
Гибку металлопластиковых труб осуществляют с использованием плотно навитых стальных пружин. Они могут быть двух видов: наружные и внутренние. Первые более удобны, так как надеваются поверх трубы и облегчают контроль их положения и удаление после использования. Вторые помещаются внутрь, что осложняет правильность постановки и извлечение их после использования, но они гарантируют сохранение правильной внутренней формы изделия после осуществления гибки.
Независимо от вида пружин качество сгиба имеет высокие показатели, сгибание осуществляется исключительно силой человеческих рук и не требует дополнительного термического воздействия. Извлечение труб как снаружи, так и изнутри осуществляют их вращением по ходу часовой стрелки.
Извлечение труб как снаружи, так и изнутри осуществляют их вращением по ходу часовой стрелки.
Гнем трубу из полипропилена
Часто альтернативой металлопластиковым трубам становятся трубы, изготавливаемые из полипропилена – прочной пластмассы, имеющей небольшое тепловое расширение и высокую механическую прочность. Монтаж систем водопровода или отопления из них не предполагает сгибание – производитель предлагает большое количество углов, тройников и обводов. Но если у вас возникла необходимость согнуть полипропиленовую трубу, наша инструкция вам в помощь.
Перед началом работ подготовьте строительный фен, так как использование источников открытого огня для нагрева чревато расплавлением полипропилена и даже его возгоранием. Температура деформации материала составляет примерно 140 оС. При этом плавка материала начинается при нагреве до 175 оС. То есть вы должны попасть в этот небольшой интервал, иначе результат будет плачевным. Помочь в достижении указанных параметров может строительный фен с регулировкой температуры нагрева воздушного потока.
Перед нагревом рекомендуем подобрать внутреннюю пружину по примеру описанных в предыдущем абзаце. Далее, установив витую спираль в необходимом месте и разогрев трубу, аккуратно изогните ее на оправке и зафиксируйте в новом положении. Если этого не сделать, полипропилен может частично разогнуться при остывании. После охлаждения детали извлеките пружину и используйте трубу по назначению.
Гнем трубы из пластика
Трубы из пластика сложно поддаются гибке. Отсутствие прогрева однозначно приводит к заломам и разрывам, поэтому не обойтись без строительного фена. Перед работой тщательно изучите внутреннее строение трубы, толщину стенок, их прочность. Из толстой фанеры или ДСП изготовьте шаблон, выпилив электролобзиком изгиб желаемой формы. После этого аккуратно прогревая пластик феном пробуйте возможность изгиба. Следите за прилагаемыми усилиями. При работе с таким податливым материалом гибку необходимо осуществлять постепенно, неспеша.
При получении изгиба не рекомендуется использовать пластиковые детали в системах с высоким давлением, так как уменьшение толщины стенок из-за текучести материала чревато прорывом.
Уважаемые читатели, если у вас остались вопросы, задавайте их, используя форму ниже. Мы будем рады общению с вами 😉
Рекомендуем другие статьи по теме
Услуги компании: Проектирование, лазерная резка, гибка труб, ЦПП
Заключающим и важным этапом каждого проекта является составление смет, представляющих его денежное выражение в базисных ценах. В состав сметной документации входят расчеты по всему строительному объекту, отдельным очередям и пусковым комплексам строительства.
Сметы могут изготавливаться для различных этапов строительства (эскизного либо рабочего проекта или проведения аукционов).
Разработка смет заключается в составлении множества документов, в том числе: локальных и объектных смет и расчетов, смет на отдельные виды затрат, сводных смет и других.
Проектирование
Проектная деятельность по созданию новых или реконструкции уже действующих объектов – это широкий спектр профильных, высококвалифицированных услуг, предоставляемых лицензированными компаниями. Она состоит из комплексного анализа исходного состояния строительной площадки, изучения пожеланий Заказчика и учета действующих стандартов строительства с целью создания типового или эксклюзивного проекта. Грамотный, профессионально разработанный проект – это залог качественного строительства, гарантия безопасности объекта, его надежности и экономической эффективности.
Она состоит из комплексного анализа исходного состояния строительной площадки, изучения пожеланий Заказчика и учета действующих стандартов строительства с целью создания типового или эксклюзивного проекта. Грамотный, профессионально разработанный проект – это залог качественного строительства, гарантия безопасности объекта, его надежности и экономической эффективности.
Лазерная резка
Лазерная резка труб небольших и средних диаметров, на сегодняшний день, является обычным производственным процессом.
И, тем не менее, наша компания предлагает услуги лазерной резки труб, с использованием волоконного лазера, незаменимого, когда дело доходит до труб большого диаметра. Уже более 3 лет наша компания является поставщиком конструкционных стальных труб и трубчатых компонентов с лазерной резкой.
Мы предлагаем наши услуги для компаний из самых разных отраслей промышленности, включая строительство мостов и стадионов, обслуживание сельскохозяйственной техники, и пр. Нашими партнерами являются компании занимающиеся дизайном интерьеров и архитектурных элементов. Короче говоря, нашими клиентами могут быть все, кто использует трубы и трубные компоненты с лазерной резкой.
Нашими партнерами являются компании занимающиеся дизайном интерьеров и архитектурных элементов. Короче говоря, нашими клиентами могут быть все, кто использует трубы и трубные компоненты с лазерной резкой.
Гибка труб
Гнутые трубы, колена и отводы очень важны для трубопроводов, которые изменяют направление. Гибы труб изготавливаются с использованием гибочной машины — горячего (ТВЧ) и холодного изгиба. Использование изгибов является экономичным, так как оно уменьшает количество дорогостоящих соединительных элементов. Гибы осуществляются на определенный градус и могут быть от 1 до 90 градусов. Возможно, так же, изготовление изгибов труб на 180 градусов. Радиус изгиба может быть разным. Для стандартизированных изделий он может быть коротким 1DN или длинным до 20DN.
Цементно-песчаная изоляция труб (ЦПП изоляция) представляет собой внутреннее антикоррозийное изоляционное покрытие, наносимое методом центробежного набрызга на внутреннюю поверхность стальных и чугунных трубопроводов, изготовленных по ГОСТ 8731-74, ГОСТ 8732-78, ГОСТ 8696-74, ГОСТ 10704-91, ГОСТ 10706-76 и ГОСТ 9583-75 с диаметром условного прохода от 100 мм до 1600 мм.
Поделиться ссылкой:
Гибка труб в Екатеринбурге по выгодной цене
Гибка трубы-зачастую в проектах металлоконструкции заложены ответственные узлы. Для таких узлов не допустимо применение сварного, болтового или иного типа соединения. Возникает необходимость изготовлении цельного-металлической соединения. Тут приходит на помощь гибка. С помощью гибки труб можно выполнять всевозможные детали
Наша компания предлагает гибку труб на заказ с применением специального оборудования. Эта услуга стала востребованной в различных отраслях промышленности: изогнутые с точно определенным радиусом трубы используются в машиностроении, автомобилестроении, изготовлении мебели, строительных металлоконструкций и не только. Услуги по гибке труб оказываются физическим лицам и различным организациям, предлагаются доступные расценки на выполнение работ любой сложности.
Особенности процесса гибки
Сгибание трубы – сложный процесс, так как при деформации металла меняются его толщина и прочностные характеристики. Чтобы придать металлическому изделию правильную форму и при этом не допустить снижения прочности, используются специальные станки с ЧПУ: такое оборудование позволяет провести операцию с точно рассчитанными параметрами. Чтобы снизить напряжение металла, используется его параллельное растяжение – эта операция может проводиться в том числе для конструкций небольшого диаметра.
Чтобы придать металлическому изделию правильную форму и при этом не допустить снижения прочности, используются специальные станки с ЧПУ: такое оборудование позволяет провести операцию с точно рассчитанными параметрами. Чтобы снизить напряжение металла, используется его параллельное растяжение – эта операция может проводиться в том числе для конструкций небольшого диаметра.
Наша компания оказывает услуги гибки профильной трубы, а также работает с круглыми вариантами различного диаметра. Процесс имеет несколько особенностей:
- Точный поворот при сгибании обеспечивается с помощью специального оборудования с автоматизированной подачей металлического изделия.
- Все параметры предварительно просчитываются с помощью компьютерной программы. Это дает возможность предотвратить деформацию металла.
- Возможно сгибание по небольшому радиусу с помощью специальных трубогибов. Эта работа используется для создания трубопроводов сложной конфигурации с большим количеством изгибов.
- Сгибание изделий большого диаметра выполняется с использованием мощных гидравлических и электромеханических станков.

Воспользуйтесь услугами по гибке круглых труб в Екатеринбурге по выгодным ценам: наша компания предлагает доступные условия сотрудничества частным лицам и предприятиям.
Почему стоит обратиться к нам?
Закажите услуги по гибке труб в Екатеринбурге и получите требуемый результат с высокой точностью исполнения. Воспользуйтесь несколькими преимуществами:
- Отличная техническая оснащенность и профессионализм сотрудников позволяет нам успешно работать со стальными трубами любого диаметра.
- Задача любой сложности будет выполнена в короткие сроки.
- Гарантируются доступные расценки на выполнение любой задачи.
Позвоните по указанным номерам и обсудите подробные условия выполнения заказов.
Образцы гибки труб на трубогибочных станках с ЧПУ
Образцы, выполненные на трубогибочных станках с ЧПУ.
 Спасибо, что заглянули в раздел ОБРАЗЦЫ. Еще раз напомним и подтвердим, что компания CSM — самая известная и крупная в Тайване, за 35-летнее успешное существование имеет самый большой ассортимент трубогибочных станков с ЧПУ — практически на любое техническое задание. Компания специализируется только на трубогибочном направлении, выпуская порядка 500 трубогибов в год. Это и классические трубогибочные станки с ЧПУ, и полностью сервоприводные, и с бустером, и лево-правосторонные, и для гибки спец. профилей, и для симметричной гибки и т.д. Предлагаем Вашему вниманию некоторую подборку фотографий образцов изделий, выполненных на трубогибочных станках. Образцы сгруппированы по направлениям :
Спасибо, что заглянули в раздел ОБРАЗЦЫ. Еще раз напомним и подтвердим, что компания CSM — самая известная и крупная в Тайване, за 35-летнее успешное существование имеет самый большой ассортимент трубогибочных станков с ЧПУ — практически на любое техническое задание. Компания специализируется только на трубогибочном направлении, выпуская порядка 500 трубогибов в год. Это и классические трубогибочные станки с ЧПУ, и полностью сервоприводные, и с бустером, и лево-правосторонные, и для гибки спец. профилей, и для симметричной гибки и т.д. Предлагаем Вашему вниманию некоторую подборку фотографий образцов изделий, выполненных на трубогибочных станках. Образцы сгруппированы по направлениям :- Образцы гибки труб в мебельном производстве (каркасы стульев, столов, ручки, вешалки и т.д.)
- Образцы гибки труб в автомобильной промышленности (патрубки, глушители, подголовники, каркасы сидений и т.д.)
- Образцы гибки труб в других областях (змеевики, полотенцесушители, садовый инвентарь, трубки для ТЭНов и т. д.)
- Образцы гибки труб и профиля сложного (некруглого) сечения (алюминиевый оконный профиль, SADEF, Р-профиль и т.д.)
- Образцы гибки толстостенных труб для котельного производства (змеевики-экономайзеры, элементы амбразуры и т.д.)
- Образцы гибки труб большого диаметра в судостроении (трубы из МНЖ 5-1, титановые, нержавеющие и т.д.)
 д.)
д.)Не забудьте, что по всем возникнувшим вопросам или пожеланиям Вы можете к нам позвонить, и мы с удовольствием Вам ответим и поможем… Как с нами связаться — можете найти в разделе Контакты. Удачи!
Образцы гибки труб в мебельном производстве.
Образцы гибки труб в автомобильной промышленности.
Образцы гибки труб в других областях.
Образцы гибки труб и профиля сложного (некруглого) сечения.
Образцы гибки толстостенных труб для котельного произ-ва.
Образцы гибки труб большого диаметра в судостроении.
сохранение диаметра трубы при гибке – фото
Металлические трубы – стальные, железные, медные, алюминиевые, поступают в продажу и применяются в уже готовом виде, и не предполагает его изменения, так как при монтаже используется резьбовое или сварочное соединение. Изделия из мягких металлов – медь, алюминиевые сплавы, и небольшого сечения изгибать своими руками возможно, хотя и нежелательно.
Изделия из мягких металлов – медь, алюминиевые сплавы, и небольшого сечения изгибать своими руками возможно, хотя и нежелательно.
Процесс загибания
Если же речь идет о железных трубах с большой толщиной стенок, то такого рода процесс должен производиться только в заводских условиях.
Классификация изделий
Трубопровод, помимо материала, сечения, формы и толщины стенки отличается методом производства. Последнее имеет весьма большое значение при эксплуатации изделия.
- Сварные – прямошовные или спиралешовные. Имеют сварной шов по всей длине, при этом сваренные кромки характеризуются разной толщиной. При изгибании форму сечения и диаметр изделия крайне сложно сохранить.
- Бесшовные – производятся методом прессования, волочения и так далее, и, в свою очередь, подразделяются на две категории.
2.1. Горячекатаные – характеризуются небольшой гибкостью. Толщина стенки неравномерна, что обусловлено технологией изготовления.
2. 2. Холоднокатаные – менее всего склонны к деформации при изгибании. Поэтому несмотря на высокую стоимость при создании сложных инженерных систем, используется эта категория продукции.
2. Холоднокатаные – менее всего склонны к деформации при изгибании. Поэтому несмотря на высокую стоимость при создании сложных инженерных систем, используется эта категория продукции.
Деформации при гибке
Изменение первоначальной формы трубопровода сопровождается появлением дефектов, сказывающихся на последующей эксплуатации.
- Овализация – круглая или овальная труба при изгибе теряет точную форму сечения – сплющивается. Полезная площадь сечения при этом не изменяется, но распределение потоков воды происходит иначе, что в водопроводной или отопительной системе создает дополнительную нагрузку.
- Образование гофров и изломов – деформируется внутренняя часть трубопровода, что образует преграду для протекающей воды и провоцирует усиленное отложение солей.
- Утоньшение – изменяется толщина стенки, что ведет к потере механической прочности.
- Формирование упругого отпора – при этом изменяется радиус изгиба, то есть трубопровод не образует заданной конструкции.

Избежать вышеперечисленных проблем позволяет специальное оборудование.
Что такое дорн
Это механическая составная часть станка или комплекса, на котором осуществляется гибка изделий. С конструкционной точки зрения различают два вида устройства:
- Жесткий дорн – являет собой стержень определенной формы, классифицируется по форме сечения трубопровода.
- Составной или шаровой – включает подвижные сегменты, благодаря которым можно изгибать трубы с очень малым диаметром.
На фото демонстрируется трубогибочный станок.
Технология гибки
Применяются два основных варианта. Выбор зависит от радиуса изгиба трубопровода и толщины стенки – больше 3 мм.
- Гибка без дорна – осуществляется при большом радиусе гиба – 3D и более (D – диаметр трубопровода). Для предотвращения деформаций требуются дополнительные операции, например: набивка дробью или песком. Технология считается устаревшей и используется в тех случаях, когда высокое качество не требуется.
- Гибка с дорном – труба размещается на дорне и под действием соответствующих инструментов изгибается под нужным углом. Применяются оба вида устройства в зависимости от характеристик изделия. Таким образом получают дуги, «кривые отводы», S-образные и элипсообразные изгибы. Осуществляется процедура двумя методами.

2.1. Проталкиванием – в этом случае изделие прокатывается через конструкцию из трех вальцов. Последние сообщают величину радиуса изгиба. Технология более известна как трех- или четырех- вальцовая гибка.
2.2. Гибка с поджимом – производится при помощи каретки или направляющей линейки, в зависимости от типа оборудования. Во время работы труба поджимом прижимается к гибочному ролику. Когда последний приходит в движение, изделие снимается с дорна и изгибается на заданную величину. Поджим предотвращает изменение толщины стенки при изгибе и позволяет подвергать трубы изгибанию с очень малым радиусом – 0.95 D и даже 0,78 D. Как правило, при этом используется составной дорн, так как последний позволяет получать трубопровод без прямолинейных участков.
При изгибании трубы с тонкими стенками или из мягких металлов – алюминий, медь, рекомендуется применять метод с поджимом, так как он более точен и предохраняет стенки от утоньшения.
Гибка труб большого размера, Гибка труб, Гибка труб большого размера
Изгиб трубы большого размера используется для изменения направления движения трубы.
Сегодня мы закончили изгиб 3D и 5D толщиной 0,688 дюйма OD 60 дюймов, материал — API5L GRB PSL2.
Эти отводы используются на проектах нашего чилийского клиента по добыче полезных ископаемых, поэтому трубопровод такого большого размера является нашим самым большим преимуществом.
Гибка труб большого диаметра большого диаметра
Мы увлечены гибкой труб:
Изгиб трубы, изгиб трубы, изгиб трубы, стандарты ANSI, ISO, JIS и DIN, размеры от 1/2 до 56 дюймов.
Изгиб используется для изменения направления движения трубы. Его преимущество заключается в том, что он может соответствовать требованиям перехода на большие расстояния, поэтому обычно размер изгиба зависит от конструкции заказчика.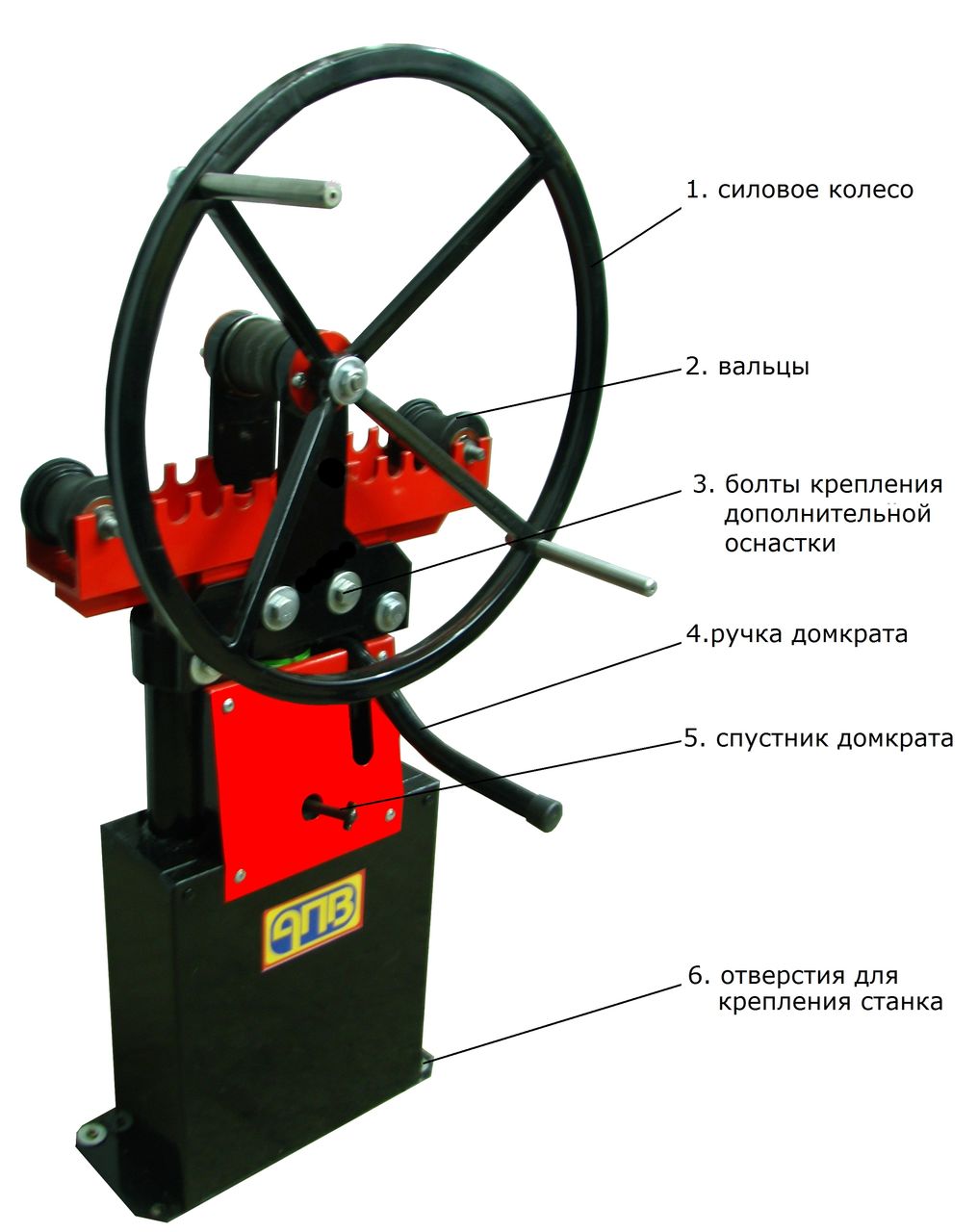 Обычно отводы состоят из серий 3Д, 5Д, 7Д и 12Д.
Обычно отводы состоят из серий 3Д, 5Д, 7Д и 12Д.
Основные характеристики / особенности:
Концевая фаска: в соответствии с фаской конструкции сварочных фитингов, все размеры могут быть произведены в соответствии с требованиями клиентов.
Стандарт:
Давление: СЧ5 до СЧ260 Радиус изгиба (R): R = 3D, 5D, 7D и 12D
Угол изгиба (θ): 15 °, 30 °, 45 °, 60 °, 90 °, 135 °, 180 °
Наружный диаметр (D): D≤1800 мм
Толщина стенки (T): T≤120 мм
Прямая длина (L): Общая длина между двумя концами от 300 мм до 1500 мм
Материалы
- Углеродистая сталь: ASTM / ASME A234 WPB-WPC
- Легированная сталь: ASTM / ASME A234 WP 1-WP 12-WP 11-WP 22-WP 5-WP 91-WP 911
- Нержавеющая сталь: ASTM / ASME A403 WP 304-304L-304H-304LN-304N
- ASTM / ASME A403 WP 316-316L-316H-316LN-316N-316Ti
- ASTM / ASME A403 WP 321-321H ASTM / ASME A403 WP 347-347H
- Низкотемпературная сталь: ASTM / ASME A402 WPL 3-WPL 6
- Высококачественная сталь: ASTM / ASME A860 WPHY 42-46-52-60-65-70
Промышленные процессы
Гибка, выжимка, прессование, ковка, обработка и др.
Поведение при изгибе тонкостенной трубки большого диаметра из CP-Ti при поворотной гибке с вытяжкой
Аннотация
При поворотной гибке с вытяжкой (RDB) тонкостенной трубки большого диаметра (LDTW) требуется строгое согласование нескольких параметров обработки, чтобы множественные дефекты.Из-за особых свойств поведение трубы из технического чистого титана LDTW (CP-Ti) при изгибе намного сложнее для достижения точной деформации. С трубкой CP-Ti размером 50,8 мм (внешний диаметр, D ) × 0,508 мм (толщина стенки, т ) × 101,6 мм (радиус изгиба, R ) в качестве типичного компонента, поведение LDTW CP при изгибе -Ti трубки в различных условиях обработки. С помощью экспериментов и аналитического анализа были определены характеристики изгиба трубки CP-Ti.Затем, на основе ортогонального плана эксперимента, была создана серия трехмерных КЭ-моделей RDB для трубки LDTW CP-Ti, и было численно исследовано влияние параметров обработки на поведение при изгибе. Результаты показывают, что: 1) Сморщивание является основным поведением трубки LDTW CP-Ti в RDB, и чем больше разница между максимальной толщиной стенки и максимальной степенью утончения стенки изогнутой трубки, тем больше склонность к складкам; 2) Поведение трубки LDTW CP-Ti при изгибе очень чувствительно к некоторым параметрам обработки, и на сморщивание в значительной степени влияет диаметр хвостовика оправки, в то время как на утонение стенки в значительной степени влияет зазор между шлифовальной головкой и трубкой, оправкой. диаметр хвостовика.Таким образом получают квалифицированную гнутую трубу с утонением стенки 11,43%, деформацией поперечного сечения 2,69% и высотой складки менее 2%.
Результаты показывают, что: 1) Сморщивание является основным поведением трубки LDTW CP-Ti в RDB, и чем больше разница между максимальной толщиной стенки и максимальной степенью утончения стенки изогнутой трубки, тем больше склонность к складкам; 2) Поведение трубки LDTW CP-Ti при изгибе очень чувствительно к некоторым параметрам обработки, и на сморщивание в значительной степени влияет диаметр хвостовика оправки, в то время как на утонение стенки в значительной степени влияет зазор между шлифовальной головкой и трубкой, оправкой. диаметр хвостовика.Таким образом получают квалифицированную гнутую трубу с утонением стенки 11,43%, деформацией поперечного сечения 2,69% и высотой складки менее 2%.
Ключевые слова
CP-Ti трубка
большого диаметра
ротационная гибка с вытяжкой
поведения при изгибе
параметры обработки
Рекомендуемые статьиЦитирующие статьи (0)
Просмотреть аннотацию Copyright © 2011 Китайское общество исследования материалов. Производство и размещение в Elsevier B.V.
Производство и размещение в Elsevier B.V.
Рекомендуемые статьи
Ссылки на статьи
Гибка труб | Гибка труб
Основные факты и часто задаваемые вопросы
Трубы и трубки представляют собой трубчатые изделия, предназначенные в первую очередь для транспортировки воды, топлива, газа, воздуха и пара.Металлические трубы и трубки также могут использоваться в строительстве в качестве колонн и перил.
Основы конструкции труб и трубокСуществует два типа трубчатой конструкции, каждая из которых имеет свои преимущества и недостатки.
- Сварные (швы): Сварные трубы производятся из полосы, которая формируется в рулонах и сваривается для получения трубы. С швом снаружи и сварным швом внутри используйте эту трубку, когда ваше приложение не требует гладкой внутренней части. Для некоторых труб сварной валик сглажен (также известен как вытяжной), что снижает вероятность скопления частиц и делает его экономичной альтернативой бесшовным трубкам. Сварные трубы значительно дешевле бесшовных труб, и их можно приобрести в виде длинных непрерывных отрезков.
- Экструдированная (бесшовная) : Бесшовная труба экструдирована и вытягивается из заготовки и не имеет сварного шва, поэтому внутренняя поверхность гладкая, что снижает вероятность скопления частиц. Рабочее давление бесшовной трубы на 20% больше, чем у сварной трубы, она имеет большую коррозионную стойкость и может развальцовываться без раскалывания по шву.
 Для некоторых труб сварной валик сглажен (также известен как вытяжной), что снижает вероятность скопления частиц и делает его экономичной альтернативой бесшовным трубкам. Сварные трубы значительно дешевле бесшовных труб, и их можно приобрести в виде длинных непрерывных отрезков.
Для некоторых труб сварной валик сглажен (также известен как вытяжной), что снижает вероятность скопления частиц и делает его экономичной альтернативой бесшовным трубкам. Сварные трубы значительно дешевле бесшовных труб, и их можно приобрести в виде длинных непрерывных отрезков.Разница между металлическими трубами и металлическими трубами
Гибка выполняется как с металлическими трубами, так и с металлическими трубками, однако между ними существуют явные различия, которые определяют возможности гибки, а также возможность применения чистовых операций, таких как нарезание резьбы. Выбор металлических трубок по сравнению с металлическими трубками также определяется материалом, который требуется для вашего приложения.
Выбор металлических трубок по сравнению с металлическими трубками также определяется материалом, который требуется для вашего приложения.
Труба металлическая изготавливается из стали и алюминия марки .Обычно он производится в больших количествах, чем металлические трубы, и имеет относительно небольшое количество стандартных размеров.
- Обычно изготавливаются с менее строгими требованиями к размерам, отделке, химическому составу и механическим свойствам, чем трубки.
- Размеры и толщина стенки трубы изначально были стандартизированы, чтобы можно было нарезать конец для соединения отрезков с муфтами или другими соединителями.
- Большая часть труб также используется без винтовой резьбы (гладкий конец), когда отрезки соединяются вместе или присоединяются фитинги с помощью сварки или других средств.
Металлические трубы изготавливаются из стали, нержавеющей стали, латуни, меди и алюминия . Он легче трубы и с ним легче работать. Металлические трубки можно сгибать в нужную форму без использования колен или других фитингов. Фитинги используются для подсоединения трубок к насосам, клапанам и другим компонентам.
Он легче трубы и с ним легче работать. Металлические трубки можно сгибать в нужную форму без использования колен или других фитингов. Фитинги используются для подсоединения трубок к насосам, клапанам и другим компонентам.
Трубогиб
Несмотря на то, что, как правило, процесс простой оснастки трубы и изгиба сопряжен с такими сложностями, как сплющивание или обрушение из-за тонких стенок, ямки, вызванные неправильным или неправильным выбором материала, или складки и изгибы из-за несоосности и толщины стенки.Понимая материал, радиус изгиба и различные процессы гибки, вы можете помочь предотвратить проблемы, которые приводят к материальному ущербу и потере производственного времени.
Прежде чем приступить к проекту по трубопроводу или гибке труб, первым делом необходимо подумать о том, для чего вам нужен ваш продукт.
- Требуются ли в вашем случае тяжелые или легкие материалы?
- Должен ли материал быть устойчивым к ржавчине или коррозии или обладать способностью проводить тепловую энергию?
- Вам также необходимо учитывать внутренний диаметр (ID) и внешний диаметр (OD) трубы или трубки; Эти измерения определяют толщину стенки, которая определяет радиус изгиба, с которым может справиться ваша труба или труба.

При изгибе трубы или трубы внешний радиус растягивается, что приводит к утонению материала. Если стенка растягивается слишком тонко, труба или труба сжимаются до овальной формы, что может повлиять на функциональность трубы, особенно в точных применениях. Чтобы предотвратить эту проблему, вам необходимо убедиться, что толщина вашей стены достаточна для изгибаемого радиуса. Еще одно соображение — это радиус центральной линии (CLR), который представляет собой расстояние между центром кривой и центральной линией (осью) участка трубопровода или трубки.Желаемая CLR будет определяющим фактором при использовании процесса гибки трубы.
Какие существуют процессы гибки труб и трубок?
Существует четыре основных процесса гибки труб. Все четыре процесса являются стандартными для труб и труб из различных материалов и диаметров, но конфигурация и радиус готовой детали являются определяющими факторами, при выборе метода лучше всего.
При выборе метода гибки наиболее важными факторами являются толщина стенки и желаемый радиус. Также следует учитывать стоимость инструментов. Для достижения наилучших результатов рекомендуется, чтобы радиус был в 3 раза больше диаметра трубы или трубы. Возможны меньшие радиусы, но могут возникнуть осложнения, особенно если стенки трубы слишком тонкие. Использование штампов или оправок может помочь предотвратить проблемы, но они также увеличивают стоимость вашего производства.
Также следует учитывать стоимость инструментов. Для достижения наилучших результатов рекомендуется, чтобы радиус был в 3 раза больше диаметра трубы или трубы. Возможны меньшие радиусы, но могут возникнуть осложнения, особенно если стенки трубы слишком тонкие. Использование штампов или оправок может помочь предотвратить проблемы, но они также увеличивают стоимость вашего производства.
Ротационная гибка с вытяжкой
Гибка с вращающейся вытяжкой — это универсальный процесс, который включает в себя зажим снаружи трубы, а затем ее гибку на штампе с тем же радиусом, что и желаемый радиус трубы.Этот метод хорошо подходит для приложений по гибке, требующих меньшего радиуса, поскольку матрица помогает предотвратить формирование овальной формы трубы при ее изгибе. Во время процесса необходимо внимательно следить за давлением зажима, чтобы не допустить появления внешних складок и чтобы материал не стал слишком тонким, что может привести к разрушению. Выбор подходящего материала для желаемого радиуса и поддержание постоянного давления зажима может помочь предотвратить эти проблемы.
Барабан для гибки
Плашечная гибка — это, пожалуй, самый простой и экономичный метод гибки труб.В процессе гибки с помощью плунжера трубы изгибаются за счет приведения гидроцилиндра в короткие отрезки трубы, которые прикреплены к поворотному блоку или ролику. Затем труба сдвигается, и процесс повторяется в нескольких местах, пока не будет достигнут желаемый радиус. Простота процесса гибки с помощью плунжера означает меньший контроль, поэтому это не всегда лучший процесс для гибки труб, требующих жестких допусков.
Компрессионная гибка
Гибка сжатием аналогична поворотной гибке с вытяжкой.Этот процесс включает зажатие трубки, а затем протягивание ее вокруг гибочной матрицы для создания желаемого радиуса. Этот метод более ограничен, чем поворотная гибка с вытяжкой, и поэтому его не следует использовать для гибки, требующей меньшего радиуса.
Валковая гибка
Вальцегибка использует два неподвижных ролика и мобильный внутренний ролик для формования трубы или трубы в изгиб. Ролики находятся в форме пирамиды, причем два неподвижных ролика надежно удерживают трубу, когда мобильный ролик вдавливается в металл, создавая изгиб.После изгиба одного участка трубы или трубки материал поворачивают, чтобы изогнуть новый участок, и процесс повторяется до достижения желаемого радиуса. Этот метод обычно используется для строительных работ с большим радиусом или для создания спиральных труб, таких как охлаждающие змеевики.
Ролики находятся в форме пирамиды, причем два неподвижных ролика надежно удерживают трубу, когда мобильный ролик вдавливается в металл, создавая изгиб.После изгиба одного участка трубы или трубки материал поворачивают, чтобы изогнуть новый участок, и процесс повторяется до достижения желаемого радиуса. Этот метод обычно используется для строительных работ с большим радиусом или для создания спиральных труб, таких как охлаждающие змеевики.
Плашки и оправки
Набор штампов используется для зажима и создания давления или определения радиуса изгиба во время процесса гибки труб. Существуют также оправки, которые представляют собой компоненты, которые поддерживают внутреннюю часть трубы, чтобы предотвратить сжатие или образование складок при изгибе трубы.Для предотвращения образования складок в трубку или трубопровод также могут быть вставлены фильеры стеклоочистителя. Потребность в оправке или дополнительных штампах зависит от вашего материала, толщины стенки и радиуса. Дополнительные инструменты могут значительно увеличить стоимость вашего производства, поэтому важно обсудить эти элементы с вашим поставщиком труб, ожидающим рассмотрения, когда вы отправляете свои проектные спецификации.
Важные факторы при гибке труб
При разработке проекта гибки труб необходимо учитывать несколько важных факторов, включая материал трубы и трубки, толщину стенки, радиус осевой линии и допуски.
Трубы и материалы для трубопроводов
Материалы выбираются по целому ряду причин, включая прочность, устойчивость к коррозии и теплопроводность. Общие материалы включают:
- Алюминий: обычно выбирают из-за его веса и коррозионной стойкости
- Нержавеющая сталь: обеспечивает коррозионную стойкость
- Сталь: дешевле, чем другие материалы, но не устойчива к ржавчине и коррозии.
- Медь: является теплопроводной и обычно используется для обогрева и охлаждения, включая системы лазерного охлаждения и бытовые или коммерческие нагревательные и охлаждающие устройства.Алюминиевые трубопроводы и трубки иногда покрывают медью для обеспечения теплопередачи.

Толщина стенки играет важную роль в определении радиуса, на который труба может изгибаться. Каждый наружный диаметр трубки может иметь различную толщину стенки. По мере того, как стенки становятся толще, давление, которое трубка может выдержать, увеличивается, а величина потока уменьшается. Чем тоньше стенка, тем более подвержена разрушению труба или труба в процессе гибки.
Радиус центральной линии (CLR)Радиус центральной линии обычно должен быть в 2-3 раза больше диаметра трубы, в зависимости от толщины стенки. Некоторые материалы можно гнуть с меньшим радиусом (до 1X диаметра трубы), но не без более сложной оснастки. Чем меньше радиус, тем больше требуется инструментов и тем дороже деталь.
Что необходимо учитывать при определении радиуса центральной линии, включает:
- Сведите к минимуму затраты на инструмент, используя одну и ту же среду CLR для всех изгибов, если это не запрещено конструктивными ограничениями.
- Сократите общие затраты, увеличив диаметр прямой трубы в 3 раза для зажима между изгибами и от края трубы. Это снижает общую стоимость детали за счет сокращения дополнительных операций по обрезке и увеличения скорости гибки.
- Для зажатия трубы ближе, чем в 3 раза больше диаметра, может потребоваться более агрессивная обработка рукоятки и / или составной инструмент, что может увеличить производственные затраты.
- Чем жестче допуск, тем выше стоимость.Снизьте производственные затраты, сконструировав трубу или трубу с минимальными допусками, необходимыми для правильного функционирования вашего продукта.
- По возможности, откройте все допуски и при необходимости отклонитесь от допусков инженерных блоков.

- Чем жестче допуск, тем выше стоимость. Снизьте производственные затраты, сконструировав трубу или трубу с минимальными допусками, необходимыми для правильного функционирования вашего продукта.
- По возможности открывайте все допуски и при необходимости отклоняйтесь от допусков инженерных блоков.

Подробнее о трубах и гибке труб
Свяжитесь с Triad Products Corp. сегодня, чтобы узнать больше о том, как мы можем помочь вам в гибке труб на заказ и производстве трубных компонентов. Triad Products специализируется на малых и средних производственных тиражах от 100 до 1000 единиц.
Трубные отводы: быстрое праймер
Технологические трубопроводные системы редко перемещаются по прямой линии от процесса к процессу.Современные системы обработки часто представляют собой сложную сеть поворотов, перепадов высот, приспособлений и т. Д.
Как и в большинстве случаев, касающихся трубопроводов, понимание идеального использования изогнутой трубы в вашем проекте или проекте имеет важное значение для правильной работы готовой системы.
В этом руководстве мы рассмотрим, почему вы можете учитывать изгибы труб при проектировании системы, а также общие соображения при поиске идеального изгиба трубы.
Зачем нужны гнутые трубы и трубки?
Гибка труб позволяет системам минимизировать перепады давления, продолжая при этом прокладывать материалы через сложные системы трубопроводов.
Поскольку большинство изогнутых труб не изменяют концы труб, изгибы труб часто легко реализовать в рамках технологической системы, используя стандартные процессы сварки, фланцы или другие методы соединения.
Огромное разнообразие размеров колен труб и материалов также делает их пригодными для прокладки всего, от горячих или едких жидкостей до поддержания давления и движения в жидкостях с высокой вязкостью или жидкостях с взвешенными твердыми частицами, таких как трубопроводы для шлама нефтеносных песков, которые содержат высокую концентрацию кремнезема. песок.
Наконец, поскольку большинство методов гибки труб являются довольно экономичными, использование изогнутых труб и трубок будет иметь минимальное влияние на общий проектный бюджет при использовании идеальной длины и размеров для вашего приложения.
Распространенные методы гибки труб и их преимущества
Несмотря на то, что существует несколько методов гибки труб, большинство из них можно разделить на две категории:
Методы холодной гибки часто основываются на чистой физической силе, которая помогает придать трубе окончательную форму, в то время как методы горячей гибки используют осторожный нагрев для уменьшения требуемого усилия.
Каждый метод имеет уникальные преимущества и определяет степень возможного изгиба и окончательную форму трубы.
Методы холодной гибки
Ротационная гибка с вытяжкой: Труба или труба изгибается с использованием комбинации штампов и других различных компонентов, работающих во вращательном действии. Это действие вытягивает трубу или трубу вперед, делая желаемый изгиб. Для гибки с вращательной вытяжкой также можно использовать оправки.
Изгиб на оправке: Оправка помещается внутрь трубы или трубы, которая изгибается, особенно с материалами с более тонкими стенками, чтобы предотвратить дефекты, которые могут возникнуть при изгибе детали, такие как волнистость, сплющивание или сжатие.
Компрессионная гибка: Гибка трубы или трубки с использованием неподвижной матрицы, в то время как контр-матрица сгибает материал вокруг неподвижной матрицы.
Валковая гибка: Используется, когда требуются изгибы или изгибы большого радиуса. Этот метод пропускает кусок трубы через серию из трех роликов в пирамидальной конфигурации для достижения желаемой кривой.
Горячая или индукционная гибка
Хотя существуют небольшие различия в различных методах гибки горячей трубы, почти все они относятся к индукционной гибке.
Этот метод точно нагревает трубу с помощью индукционной нагревательной катушки перед приложением давления для выполнения заданного изгиба.
Он требует гораздо меньшей физической силы, чем методы холодной гибки, и может производить изгибы аналогичного или более высокого качества без присадочных материалов, оправок или других добавок, используемых для предотвращения деформации.
Индукционная гибка, хотя и сводит к минимуму уменьшение диаметра в месте изгиба, вызывает некоторые изменения толщины трубы.
Обычно внутренняя часть — или внутренняя часть изгиба — становится толще, а внешняя часть — или внешняя часть изгиба — тоньше.
Этот метод чаще всего используется для труб большого диаметра и гибов с большим радиусом.
Однако он также может использоваться для труб меньшего диаметра и изгибов с коротким радиусом.
Размер и посадка колена трубы
В большинстве случаев изгибы труб измеряются относительно номинального размера или диаметра трубы (D).
Колена с длинным радиусом, например, имеют расстояние от конца до центра, равное 1,5 диаметра (иногда обозначается как> 1,5D).
Отводы с коротким радиусом имеют расстояние от конца до центра, равное диаметру трубы.
Радиус осевой линии изогнутых труб и трубок можно определить, умножив обозначение D на диаметр трубы.
Например, труба 5D с диаметром 10 дюймов будет иметь радиус центральной линии 50 дюймов.
Трубные отводы на 180 градусов используют другое измерение, основанное на расстоянии от центра к центру, чтобы дать лучшее представление о необходимом пространстве и о том, как отводы трубы впишутся в систему.
Как и в случае с коленами, умножение диаметра 180-градусного трубного изгиба на обозначение D даст вам размер от центра до центра.
Отводы труб с коротким радиусом 180 градусов представляют собой 2D, а сгибы труб с большим радиусом — 3D.
Это означает, что 4-дюймовая труба с коротким радиусом будет иметь расстояние от центра до центра 8 дюймов, тогда как такая же 4-дюймовая труба с большим радиусом изгиба будет иметь расстояние от центра до центра 12 дюймов.
Независимо от того, смотрите ли вы на колена или 180-градусные изгибы, касательные концы индукционной изогнутой трубы часто не подвергаются влиянию процесса гибки и могут быть согласованы с существующими трубопроводами по диаметру, фланцу, клапану или требованиям фитинга.
Хотя установка и определение размеров изогнутых труб на первый взгляд может показаться сложным, базовое понимание используемых измерений позволяет легко сопоставить их с существующей системой или интегрировать в новую конструкцию.
Популярные материалы, используемые для гибки труб
Методы гибки труб зависят от используемых металлов.
Однако из-за уменьшения усилия, необходимого для достижения общих углов, индукционная гибка совместима с широким спектром как черных, так и цветных материалов, включая:
Это особенно верно для более тонких металлов, которые могут деформироваться, защемляться, разрушаться или иным образом искажаться при использовании методов холодной гибки.
Последние мысли
Когда стандартные 90-градусные отводы не подходят для вашей системы или требований к пространству, изогнутые трубы и трубки — отличный вариант прокладки.
Обладая глубоким пониманием методов гибки, материалов и общей терминологии гибки труб, легко найти решение для труб и пространств любого размера.
Если у вас есть вопросы, специалисты Unified Alloys уже более четырех десятилетий поставляют изгибы труб и другие компоненты из нержавеющей стали и сплавов для предприятий Северной Америки и Канады. Свяжитесь с нами сегодня , чтобы поговорить с нашими техническими специалистами по продажам и найти идеальное решение для вашего проекта.
Свяжитесь с нами сегодня , чтобы поговорить с нашими техническими специалистами по продажам и найти идеальное решение для вашего проекта.
Труба: гибка и формовка
ПРИНЦИПЫ для гибки труб во многом такие же, как и для гибки стержней. Двумя важными дополнительными характеристиками при изгибе труб являются то, что часто требуется внутренняя опора, а иногда требуется поддержка на внутренней стороне изгиба трубы.
Толщина стенки трубы влияет на распределение растягивающих и сжимающих напряжений при изгибе; толстостенная трубка обычно легче изгибается до малого радиуса, чем тонкостенная.
В Таблице 2 приведены минимальные практические внутренние радиусы для гибки холодным волочением круглых стальных или медных труб с различными опорами для предотвращения сплющивания и складывания и без них.
ВЫБОР СПОСОБА ИЗГИБА
Четыре наиболее распространенных метода гибки труб в основном те же, что и при гибке стержней; гибка под давлением, гибка с растяжением, гибка с вытяжкой и гибка в рулонах. Выбор метода для конкретного применения зависит от имеющегося оборудования, количества требуемых деталей, размера и толщины стенки трубы, обрабатываемого металла, радиуса изгиба, количества изгибов в заготовке, требуемой точности и количества уплощения, которое можно терпеть.
Выбор метода для конкретного применения зависит от имеющегося оборудования, количества требуемых деталей, размера и толщины стенки трубы, обрабатываемого металла, радиуса изгиба, количества изгибов в заготовке, требуемой точности и количества уплощения, которое можно терпеть.
ИНСТРУМЕНТЫ
Инструменты, используемые для гибки труб, аналогичны инструментам, используемым для гибки стержней. Одним из важных отличий является то, что для инструментов для труб необходимы направляющие канавки тщательно продуманной формы для поддержки боковых стенок и сохранения поперечного сечения при изгибе.
Для круглых труб глубина канавки в опалубочном блоке должна составлять половину внешнего диаметра трубки, чтобы обеспечить достаточную поддержку боковой стенки. Блок становится шаблоном для сохранения формы изгиба.Блоки формы могут быть из дерева, пластика или ДВП; если они будут использоваться для серийного производства, они могут быть изготовлены из инструментальной стали и закалены.
ТРУБКА ИЗГИБНАЯ С МАНДРЕЛЕМ
При изгибе иногда используются оправкидля предотвращения разрушения НКТ или неконтролируемого сплющивания в изгибе. Оправка не может исправить разрушение при изгибе после того, как разрушение началось, а также не может удалить складки.
Пять типов оправок, используемых при гибке НКТ, показаны на рис.3. Оправка заглушки и сформированная оправка являются жесткими, но три других показанных типа являются гибкими или соединенными, чтобы проникать дальше в изгиб.
Наибольший диаметр жесткой части оправки должен достигать небольшого расстояния до изгиба, расстояние, на которое она выходит (за касательной прямой частью), в зависимости от типа оправки и размера трубы и обычно устанавливается пробным путем. . Если оправка выходит слишком далеко, это может вызвать выпуклость на изгибе. И наоборот, если оправка выходит недостаточно далеко, могут образовываться складки или внешняя поверхность трубы может уплощаться в области изгиба.
Необходимость в оправке зависит от длины трубы и степени изгиба. Отношение трубы составляет D / t, где D — внешний диаметр, а t — толщина стенки. Коэффициент изгиба равен R / D, где R — радиус изгиба, измеренный до средней линии.
Таблица 3 может использоваться, чтобы определить, нужна ли оправка для гибки стальных труб.
| Рабочий металл | Смазка |
|---|---|
| Низкоуглеродистая сталь | Водорастворимое масло для рисования на основе растительных масел |
| Нержавеющая сталь и другие высоколегированные сплавы на основе железа | Масло для волочения на минеральной масляной основе |
| Алюминиевые и медные сплавы | Минеральное масло |
| Латунь (тяжелые изгибы) | Мыльный раствор |
| Горячая гибка углеродистых, легированных и нержавеющих сталей | дисульфид молибдена |
ТРУБКА ИЗГИБА БЕЗ РУКОЯТКИ
Гнуть НКТ без оправки дешевле. Пробная гибка обычно необходима, чтобы определить, какие изгибы можно сделать. Трубки с толстыми стенками с большей вероятностью будут изгибаться без оправки, чем тонкостенные. Изгибы с большим радиусом с большей вероятностью будут формоваться без оправки, чем изгибы с малым радиусом. Небольшие изгибы более осуществимы, чем острые. Широкие допуски на допустимое сплющивание облегчают формирование гибки без оправки.
Пробная гибка обычно необходима, чтобы определить, какие изгибы можно сделать. Трубки с толстыми стенками с большей вероятностью будут изгибаться без оправки, чем тонкостенные. Изгибы с большим радиусом с большей вероятностью будут формоваться без оправки, чем изгибы с малым радиусом. Небольшие изгибы более осуществимы, чем острые. Широкие допуски на допустимое сплющивание облегчают формирование гибки без оправки.
Пружинность больше без оправки, но ее можно компенсировать за счет чрезмерного изгиба или уменьшить за счет увеличения усилия на пресс-матрицу.
СТАНКИ
Роторные гибочные машины с приводом обычно используются для гибки труб диаметром до 8 дюймов. Существуют возможности для изгиба труб диаметром до 12 дюймов со стенкой 1/4 дюйма, а специальные силовые гибочные станки могут изгибать трубы диаметром 18 дюймов.
Гибочные прессы — это гидравлические машины, предназначенные специально для гибки прутков и труб, но чаще всего труб. Плунжер гибочного пресса можно остановить в любой момент хода. Штампы крыльев и амортизирующее устройство помогают обернуть изделие вокруг штампа ползуна, как показано на рис.4. Когда ползун движется вниз, он заставляет плашки крыла поворачиваться за счет своего рода кулачкового действия и обертывает заготовку вокруг плашки. Крылья плашки протирают работу, чтобы контролировать поток металла; На каждой матрице штампа ползуна выполнен изгиб на сжатие без складок или деформации.
Штампы крыльев и амортизирующее устройство помогают обернуть изделие вокруг штампа ползуна, как показано на рис.4. Когда ползун движется вниз, он заставляет плашки крыла поворачиваться за счет своего рода кулачкового действия и обертывает заготовку вокруг плашки. Крылья плашки протирают работу, чтобы контролировать поток металла; На каждой матрице штампа ползуна выполнен изгиб на сжатие без складок или деформации.
СМАЗКА ДЛЯ ИЗГИБА ТРУБ
При использовании оправки и оправка, и внутренняя часть трубы покрыты густой смазкой. Пигментированные смазки полезны для добавления тела между оправкой и трубкой. Иногда густые смазочные материалы нагревают до 250 F и распыляют на внутреннюю поверхность трубки.Отверстие для масла в оправке можно использовать для смазки внутренней части трубы во время изгиба.
Пигментированные смазки полезны для добавления тела между оправкой и трубкой. Иногда густые смазочные материалы нагревают до 250 F и распыляют на внутреннюю поверхность трубки.Отверстие для масла в оправке можно использовать для смазки внутренней части трубы во время изгиба.
ГИБКА И ФОРМОВКА ТРУБ
Трубогибочная машина большого диаметра, горячая продажа и высокое качество
Трубогибочная машина большого диаметра Введение:
Принцип работы трубогибочной машины большого диаметра включает индукционный нагрев и толкание гидравлического цилиндра, скорость толкания регулируется частотным двигателем и регулируется бесступенчато.Труба большого диаметра специально разработана для производства труб с большим наружным диаметром, с максимальным наружным диаметром трубы до 1820 мм.
Характеристики гибочного станка для труб большого диаметра:
√ Весь станок для гибки труб большого диаметра управляется Siemens PLC. ПЛК используется для координации и контроля движения оборудования, а также для управления безопасностью. Станок для гибки труб большого диаметра может автоматически отправлять световую и звуковую сигнализацию при возникновении неисправности.
√ Станок для гибки труб большого диаметра оснащен интеллектуальным сенсорным экраном, который может отображать температуру гибки, скорость гибки, давление, угол гибки и т. Д. Параметры. Номер трубы, радиус изгиба, время изгиба, скорость изгиба и температура изгиба могут быть записаны и распечатаны. Это может гарантировать прослеживание каждого изгиба трубы.
Диаграмма параметров и характеристики гибки трубогибочного станка большого диаметра:
1) Диапазон внешнего диаметра гибочной трубы: φ21.
3 мм — φ1820 мм2) Радиус изгиба трубы: 1,5D — 20D
3) Максимальный угол изгиба: 270 °
4) Максимальная толщина стенки трубы изгиба: 120 мм
5) Материал гибочных труб: бесшовные и сварные трубы из углеродистой стали, легированной стали, нержавеющей стали и т. Д.
 3 мм — φ1820 мм
3 мм — φ1820 ммПроизводитель трубогибочных станков большого диаметра:
We Dezhou Yaxing Steel Tube Equipment Factory является ведущие производители трубогибочных машин большого диаметра в Китае.У нас есть собственная технологическая и производственная команда, мы предлагаем профессиональные решения и обучение, включая компоновку трубогибочного станка большого диаметра, установку и отладку, эксплуатацию и обновление программы и т. Д., Чтобы решить все проблемы производства гибки в одном месте. Станок для гибки труб большого диаметра YAXING становится все более популярным на мировом рынке, экспортируется в Канаду, Аргентину, Нидерланды, Россию, Саудовскую Аравию, Вьетнам, Индонезию и другие страны. Свяжитесь с нами, чтобы узнать больше о станке для гибки стальных труб большого диаметра!
Свяжитесь с нами, чтобы узнать больше о станке для гибки стальных труб большого диаметра!
FAQ- (Часто задаваемые вопросы)
|
 Он также может сохранять и печатать модель трубы, радиус изгиба, время изгиба, скорость изгиба, температуру и т. Д.
Он также может сохранять и печатать модель трубы, радиус изгиба, время изгиба, скорость изгиба, температуру и т. Д.Если вы все еще не можете найти здесь ответ, напишите нам!
Трубопровод большого диаметра | все о трубопроводах
Трубопроводы — это не просто способ транспортировки топлива, они представляют собой идентичность, которая пересекает длину и ширину географических участков, влияя на жизнь флоры и фауны в районе, который они пересекают.Таким образом, первоочередной обязанностью братства трубопроводов становится анализ каждого аспекта конструкции трубопровода и прокладка трубопровода таким образом, чтобы это привело к благоприятному развитию, не нарушая хрупкого баланса, установленного матерью-природой. Растущий спрос на энергию требует транспортировки огромного количества ГСМ для удовлетворения гигантских потребностей нефтеперерабатывающих заводов, нефтехимических комплексов, городских газовых сетей и т. Д. Кроме того, с возрастающими трудностями в приобретении земли для прокладки трубопровода, трубопроводы большого диаметра становятся единственным жизнеспособным вариантом.В соответствии с промышленной практикой и для данной статьи трубопроводы с размером 36 дюймов (910 мм) и выше считаются трубопроводами большого диаметра .
Д. Кроме того, с возрастающими трудностями в приобретении земли для прокладки трубопровода, трубопроводы большого диаметра становятся единственным жизнеспособным вариантом.В соответствии с промышленной практикой и для данной статьи трубопроводы с размером 36 дюймов (910 мм) и выше считаются трубопроводами большого диаметра .
Большой диаметр не только облегчает операторам выполнение текущих, а также будущих требований, но и избавляет их от повторной установки нескольких трубопроводов. Благодаря большому диаметру потери на трение сравнительно меньше, что помогает размещать насосные / компрессорные станции на большем интервале.Кроме того, токи CP проходят на большие расстояния по трубопроводам большого диаметра, что еще больше снижает потребность в земле для станций CP.
Приходится к управлению трубопроводами большого диаметра, что является чрезвычайно сложной задачей, так как любой разлив или утечка в трубопроводе большого диаметра может привести к катастрофическим повреждениям близлежащей территории из-за большого количества ГСМ.