

Индуктор нагревательный: Индуктор (нагревательный пояс) НИГ
Индуктор. Индуктор нагревательный. | мтомд.инфо
Индуктор нагревательный (лат. inductor, от induce — ввожу, нахожу, побуждаю) — электромагнитное устройство, предназначенное для индукционного нагрева. Индуктор нагревательный состоит из двух основных частей — индуктирующего провода, с помощью которого создаётся переменное магнитное поле, и токоподводов для подключения индуктирующего провода к источнику электрической энергии. Проводящее электрический ток тело, помещенное в магнитное переменное поле, нагревается вследствие теплового действия вихревых токов, наводимых в участках изделия, непосредственно охватываемых индуктирующим проводом.
Индукционная нагревательная установка
Индукционная печь. Схема индукционной печи.
В основном все типы нагревательных индукторов могут быть разделены на два вида: одновременного и непрерывно-последовательного нагрева. В первом случае площадь индуктирующего провода примерно равна площади нагреваемой поверхности, что позволяет одновременно нагревать все её участки.
Существуют нагревательные индукторы для поверхностного нагрева и закалки различных изделий (деталей), для сквозного нагрева кузнечных заготовок, нагрева листового материала, для плавки металлов и др., различающиеся конструктивным выполнением, частотой питающего электрического тока, материалом магнитопровода индуктирующей системы и пр.
Поверхностная закалка стали. Закалка ТВЧ. Закалка стали ТВЧ. Установка для закалки ТВЧ. Закалка токами высокой частоты.
На рис. 1 показан индуктор нагревательный для нагрева под закалку простых цилиндрических деталей способом одновременного нагрева. Чтобы избежать перегрева и расплавления индуктирующего провода, его выполняют массивным. Такие нагревательные индукторы питают током с частотой 10 кгц. На поверхности индуктирующего провода расположены отверстия для подачи на нагретую деталь закалочной воды после выключения электрического тока.
Рисунок 1 — Индуктор для закалки цилиндрических деталей способом одновременного нагрева
1 — воронки для выравнивания давления закалочной воды в камере 2; 3 — индуктирующий провод с отверстиями для выхода закалочной воды; 4 — трубопровод водяного охлаждения
Простейшим многовитковым нагревательным индуктором, предназначенным для закалки внутренних поверхностей деталей, является соленоид. Соленоидными нагревательными индукторами нагревают внутренние цилиндрические поверхности диаметром 50 мм и более. При диаметрах отверстий меньше 30 мм используют петлевые нагревательные индукторы с магнитопроводом (рис. 2), а для нагрева внутренних цилиндрических поверхностей диаметром меньше 15 мм — стержневые нагревательные индукторы в виде трубки, диаметр которой на несколько мм меньше диаметра обрабатываемого отверстия. Трубка по отношению к отверстию располагается коаксиально. Для сквозного нагрева кузнечных заготовок применяют нагревательные индукторы, изготавливаемые из трубки, которая при большой длине разделяется на несколько секций с отдельным охлаждением.
Рисунок 2 — Петлевой индуктор для закалки внутренних цилиндрических поверхностей способом одновременного нагрева при вращении закаливаемой детали
а — конструкция с отдельными камерами для охлаждения индуктора и выхода закалочной воды; б — конструкция без постоянного охлаждения
1 — магнитопровод; 2 — индуктирующий провод; 3 — трубопровод водяного охлаждения
Плоские поверхности изделий нагревают для закалки индуктором нагревательным с индуктирующим проводом в виде плоских спиралей или зигзагов (для малых нагреваемых площадей) либо непрерывно-последовательным способом нагрева с перемещением нагреваемой детали над индуктирующим проводом (рис. 3). Существуют секционированные нагревательные индукторы с отдельными подводами электрического тока к каждой секции; включая или выключая в определённом порядке секции, можно закаливать (нагревать) поверхности переменной ширины и требуемой формы. Нагрев торцевых поверхностей производится индуктором нагревательным зигзагообразной формы; для равномерного нагрева поверхности деталь вращают.
Рисунок 3 — Индуктор для закалки плоской поверхности непрерывно-последовательным способом
1 — индуктирующий провод; 2 — магнитопровод; 3 — душевое устройство для подачи закалочной воды; 4 — трубопровод водяного охлаждения
Листовой материал и ленты наиболее эффективно нагреваются в поперечном магнитном поле (рис. 4), при этом толщина листа должна быть меньше глубины проникновения тока (обычно на частотах от 10 до 70 кгц). Нагрев и закалку зубьев шестерни производят в петлевом индукторе нагревательном, охватывающем зуб с двух сторон. Чтобы закалить (см. Закалка стали) впадину между зубьями, индуктирующий провод располагают вдоль окружности шестерни, устанавливая против впадин магнитопроводы, входящие при рабочем положении внутрь впадин.
Индукционная нагревательная установка
Индукционная печь. Схема индукционной печи.
Рисунок 4 — Схема индукторов для нагрева листового материала в поперечном магнитном поле
а — при размещении индуктирующего провода с одной стороны нагреваемого листа; б — при размещении индуктирующего провода с обеих сторон нагреваемого листа
1 — индуктирующий провод; 2 — магнитопровод; 3 — ярмо магнитопровода
Индуктор нагревательный | Small encyvlopedia
Индуктор нагревательный (лат. inductor, от induce — ввожу, нахожу, побуждаю), электромагнитное устройство, предназначенное для индукционного нагрева. И. н. складывается из двух главных частей — индуктирующего провода, благодаря которому создаётся переменное магнитное поле, и токоподводов для подключения индуктирующего провода к источнику электроэнергии.
inductor, от induce — ввожу, нахожу, побуждаю), электромагнитное устройство, предназначенное для индукционного нагрева. И. н. складывается из двух главных частей — индуктирующего провода, благодаря которому создаётся переменное магнитное поле, и токоподводов для подключения индуктирующего провода к источнику электроэнергии.
Проводящее электрический ток тело, помещенное в магнитное переменное поле, нагревается благодаря теплового действия вихревых токов, наводимых в участках изделия, конкретно охватываемых индуктирующим проводом. По большей части все типы И. н. смогут быть поделены на два вида: одновременного и непрерывно-последовательного нагрева. В первом случае площадь индуктирующего провода приблизительно равна площади нагреваемой поверхности, что разрешает в один момент нагревать все её участки.
При втором методе нагреваемое изделие перемещают довольно индуктирующего провода, последовательно нагревая участки поверхности изделия.
Существуют И. н. для закалки и поверхностного нагрева разных изделий (подробностей), для сквозного нагрева кузнечных заготовок, нагрева листового материала, для плавки металлов и др. , различающиеся конструктивным исполнением, частотой питающего электрического тока, материалом магнитопровода индуктирующей совокупности и пр. На рис. 1 продемонстрирован И. н. для нагрева под закалку несложных цилиндрических подробностей методом одновременного нагрева.
, различающиеся конструктивным исполнением, частотой питающего электрического тока, материалом магнитопровода индуктирующей совокупности и пр. На рис. 1 продемонстрирован И. н. для нагрева под закалку несложных цилиндрических подробностей методом одновременного нагрева.
Дабы избежать расплавления и перегрева индуктирующего провода, его делают массивным. Такие И. н. питают током с частотой 10 кгц.На поверхности индуктирующего провода расположены отверстия для подачи на нагретую подробность закалочной воды по окончании выключения электрического тока. Так в один момент охлаждается и сам И. н.
Несложным многовитковым И. н., предназначенным для закалки внутренних поверхностей подробностей, есть соленоид.Соленоидными И. н. нагревают внутренние цилиндрические поверхности диаметром 50 мм и более. При диаметрах отверстий меньше 30 мм применяют петлевые И. н. с магнитопроводом (рис. 2), а для нагрева внутренних цилиндрических поверхностей диаметром меньше 15 мм — стержневые И. н. в виде трубки, диаметр которой на пара мм меньше диаметра обрабатываемого отверстия.
Трубка по отношению к отверстию находится коаксиально. Для сквозного нагрева кузнечных заготовок используют И. н., изготавливаемые из трубки, которая при громадной длине разделяется на пара секций с отдельным охлаждением.
Плоские поверхности изделий нагревают для закалки И. н. с индуктирующим проводом в виде плоских спиралей либо зигзагов (для малых нагреваемых площадей) или непрерывно-последовательным методом нагрева с перемещением нагреваемой подробности над индуктирующим проводом (рис. 3).
Существуют секционированные И. н. с отдельными подводами электрического тока к каждой секции; включая либо выключая в определённом порядке секции, возможно закаливать (нагревать) поверхности переменной ширины и требуемой формы. Нагрев торцевых поверхностей производится И. н. зигзагообразной формы; для равномерного нагрева поверхности подробность вращают. ленты и Листовой материал самый действенно нагреваются в поперечном магнитном поле (рис.
4), наряду с этим толщина страницы должна быть меньше глубины проникновения тока (в большинстве случаев на частотах от 10 до 70 кгц). Нагрев и закалку зубьев шестерни создают в петлевом И. н., охватывающем зуб с двух сторон. Дабы закалить впадину между зубьями, индуктирующий провод располагают на протяжении окружности шестерни, устанавливая против впадин магнитопроводы, входящие при рабочем положении вовнутрь впадин.
Нагрев и закалку зубьев шестерни создают в петлевом И. н., охватывающем зуб с двух сторон. Дабы закалить впадину между зубьями, индуктирующий провод располагают на протяжении окружности шестерни, устанавливая против впадин магнитопроводы, входящие при рабочем положении вовнутрь впадин.
Лит. см. при ст. Индукционный нагрев, Индукционная нагревательная установка.
Две случайные статьи:
Маленький индуктор
Похожие статьи, которые вам понравятся:
Индукционная нагревательная установка
Индукционная нагревательная установка, электротермическая установка для нагрева железных заготовок либо подробностей с применением индукционного нагрева….
Нагревательный колодец
Нагревательный колодец, печь для нагрева металлических слитков перед прокаткой. Н. к. устанавливаются перед слябингами станами (и обжимными блюмингами),…
Индукторы
Индукторы в эмбриологии, зачатки тканей и органов развивающегося зародыша, действие которых на другие, контактирующие с ними, части зародыша нужно для…
Нагрев металла
Нагрев металла.
 Цель Н. м. перед обработкой давлением (прокатка, ковка, штамповка, кузнечная сварка и т.д.) — придание ему нужной пластичности, а при…
Цель Н. м. перед обработкой давлением (прокатка, ковка, штамповка, кузнечная сварка и т.д.) — придание ему нужной пластичности, а при…
 Цель Н. м. перед обработкой давлением (прокатка, ковка, штамповка, кузнечная сварка и т.д.) — придание ему нужной пластичности, а при…
Цель Н. м. перед обработкой давлением (прокатка, ковка, штамповка, кузнечная сварка и т.д.) — придание ему нужной пластичности, а при…Определение «Индуктор нагревательный» в Большой Советской ЭнциклопедииИндуктор нагревательный (лат. inductor, от induce — ввожу, нахожу, побуждаю), электромагнитное устройство, предназначенное для индукционного нагрева. Индуктор нагревательный состоит из двух основных частей — индуктирующего провода, с помощью которого создаётся переменное магнитное поле, и токоподводов для подключения индуктирующего провода к источнику электрической энергии. Проводящее электрический ток тело, помещенное в магнитное переменное поле, нагревается вследствие теплового действия вихревых токов, наводимых в участках изделия, непосредственно охватываемых индуктирующим проводом.  В основном все типы Индуктор нагревательный могут быть разделены на два вида: одновременного и непрерывно-последовательного нагрева. В первом случае площадь индуктирующего провода примерно равна площади нагреваемой поверхности, что позволяет одновременно нагревать все её участки. При втором способе нагреваемое изделие перемещают относительно индуктирующего провода, последовательно нагревая участки поверхности изделия. В основном все типы Индуктор нагревательный могут быть разделены на два вида: одновременного и непрерывно-последовательного нагрева. В первом случае площадь индуктирующего провода примерно равна площади нагреваемой поверхности, что позволяет одновременно нагревать все её участки. При втором способе нагреваемое изделие перемещают относительно индуктирующего провода, последовательно нагревая участки поверхности изделия.Существуют  Такие Индуктор нагревательный питают током с частотой 10 кгц. На поверхности индуктирующего провода расположены отверстия для подачи на нагретую деталь закалочной воды после выключения электрического тока. Таким образом одновременно охлаждается и сам Индуктор нагревательный Такие Индуктор нагревательный питают током с частотой 10 кгц. На поверхности индуктирующего провода расположены отверстия для подачи на нагретую деталь закалочной воды после выключения электрического тока. Таким образом одновременно охлаждается и сам Индуктор нагревательный Простейшим многовитковым Индуктор нагревательный, предназначенным для закалки внутренних поверхностей деталей, является соленоид. Соленоидными Индуктор нагревательный нагревают внутренние цилиндрические поверхности диаметром 50 мм и более. При диаметрах отверстий меньше 30 мм используют петлевые Индуктор нагревательный с магнитопроводом (рис. 2), а для нагрева внутренних цилиндрических поверхностей диаметром меньше 15 мм — стержневые Индуктор нагревательный в виде трубки, диаметр которой на несколько мм меньше диаметра обрабатываемого отверстия.  Трубка по отношению к отверстию располагается коаксиально. Для сквозного нагрева кузнечных заготовок применяют Индуктор нагревательный, изготавливаемые из трубки, которая при большой длине разделяется на несколько секций с отдельным охлаждением. Листовой материал и ленты наиболее эффективно нагреваются в поперечном магнитном поле (рис. 4), при этом толщина листа должна быть меньше глубины проникновения тока (обычно на частотах от 10 до 70 кгц). Нагрев и закалку зубьев шестерни производят в петлевом Индуктор нагревательный, охватывающем зуб с двух сторон. Чтобы закалить впадину между зубьями, индуктирующий провод располагают вдоль окружности шестерни, устанавливая против впадин магнитопроводы, входящие при рабочем положении внутрь впадин. Трубка по отношению к отверстию располагается коаксиально. Для сквозного нагрева кузнечных заготовок применяют Индуктор нагревательный, изготавливаемые из трубки, которая при большой длине разделяется на несколько секций с отдельным охлаждением. Листовой материал и ленты наиболее эффективно нагреваются в поперечном магнитном поле (рис. 4), при этом толщина листа должна быть меньше глубины проникновения тока (обычно на частотах от 10 до 70 кгц). Нагрев и закалку зубьев шестерни производят в петлевом Индуктор нагревательный, охватывающем зуб с двух сторон. Чтобы закалить впадину между зубьями, индуктирующий провод располагают вдоль окружности шестерни, устанавливая против впадин магнитопроводы, входящие при рабочем положении внутрь впадин.Лит. см. при ст. Индукционный нагрев, Индукционная нагревательная установка. Статья про «Индуктор нагревательный» в Большой Советской Энциклопедии была прочитана 163 раз | ||
Индукторы нагревательные — Энциклопедия по машиностроению XXL
Нагрев перед механической обработкой. Установки для нагрева перед механической обработкой (точение, фрезерование) имеют много общего с закалочными установками.
В этих условиях с особой остротой встает вопрос о надежности проектирования индукционных нагревательных установок и о сокращении их экспериментальных доводок, поскольку современные нагреватели представляют собой сложные и дорогостоящие агрегаты. Прежде всего это касается самого индуктора, определяющего собой размеры и конструктивный облик нагревателя. [c.3]
Индуктор является основным элементом всякой установки для индукционного нагрева. В большинстве случаев достоинства и недостатки технологических устройств, в которых используется индукционный нагрев, могут быть поставлены в прямую связь с особенностями конструкции индуктора, который выбран для осуществления заданной технологической операции (закалки, сварки и др. ). Поэтому каждый специалист, работающий в области промышленного использования индукционного нагрева, должен достаточно хорошо разбираться в основных принципах расчета и конструирования индукторов. Эти принципы не являются универсальным средством, позволяющим во всех случаях практики разработать оптимальный индуктор. Только практическая работа по конструированию индукторов и наладке нагревательных установок поможет
[c.90]
). Поэтому каждый специалист, работающий в области промышленного использования индукционного нагрева, должен достаточно хорошо разбираться в основных принципах расчета и конструирования индукторов. Эти принципы не являются универсальным средством, позволяющим во всех случаях практики разработать оптимальный индуктор. Только практическая работа по конструированию индукторов и наладке нагревательных установок поможет
[c.90]
Индуктор является самым ответственным элементом индукционной нагревательной установки. Даже незначительное повреждение его может нарушить нормальный режим работы устройства, привести к массовому выпуску бракованной продукции. Вместе с тем, из всех токоведущих элементов индуктор обычно несет наибольшие удельные нагрузки, а также наибольшие механические нагрузки, так как он часто подвергается ударам со стороны нагреваемых деталей. Поэтому, несмотря на все меры, принимаемые для повышения его прочности и надежности, при конструировании индуктора необходимо заботиться об удобстве и простоте его смены. [c.95]
[c.95]
Для сохранения постоянства режима необходимо в плановом порядке производить профилактическую зачистку контактов. Удобство смены индуктора и легкая доступность болтовых соединений между индуктором и трансформатором приобретают особое значение в серийном производстве, если детали нескольких типов нагреваются партиями на одной установке. После обработки партии однотипных деталей производится смена индуктора для перехода к нагреву партии деталей другого типа. При этом существенно уменьшается число нагревательных установок, так как они по своей производительности обычно значительно превосходят смежные по технологическому циклу устройства. [c.96]
Индукторы современных нагревательных установок часто весьма [c.96]
Для уменьшения габаритов нагревательного устройства при нагреве заготовок по всей длине иногда вместо цилиндрических используют овальные и щелевые индукторы. В овальных индукторах заготовки располагают одним из трех способов (рис. 17-1).
[c.240]
17-1).
[c.240]
На рис. 30, е изображена схема индукционного нагрева металлического образца 1, прикрепленного к стойке 2 рабочей камеры, образованной керамическим корпусом сЗ образец находится в электрическом поле индуктора 4. Воздух и газы откачиваются из корпуса рабочей камеры. Для охлаждения керамического корпуса, особенно при длительном высокотемпературном нагреве образцов, служит наружный сосуд из плексигласа, снабжаемый штуцерами для подачи и отвода охлаждающей жидкости, пропускаемой по зазору между корпусом 3 и сосудом. Нагревательный индуктор может иметь форму многовитковой цилиндрической спирали. [c.76]
Индукционный способ отверждения основан на том, что окрашенное изделие помещают в переменное электромагнитное поле токов различных частот. Нагрев происходит за счет вихревых токов, индуцируемых в подложке из ферромагнитных материалов. Для отверждения покрытий применяют сушильные установки в виде металлических щитов или камер, в которых смонтированы кассеты с набором нагревательных элементов — индукторов. При прохождении переменного тока по виткам индуктора создается мощное пульсирующее магнитное поле. Если в непосредственной близости от индукторов поместить окрашенное изделие, то оно будет нагреваться, передавая тепло покрытию. Нагрев можно производить с любой скоростью и до любой температуры. Обычно отверждение покрытий проводят при 100—300 °С. Продолжительность сушки покрытий (например, алкидных) составляет 5—30 мин.
[c.223]
При прохождении переменного тока по виткам индуктора создается мощное пульсирующее магнитное поле. Если в непосредственной близости от индукторов поместить окрашенное изделие, то оно будет нагреваться, передавая тепло покрытию. Нагрев можно производить с любой скоростью и до любой температуры. Обычно отверждение покрытий проводят при 100—300 °С. Продолжительность сушки покрытий (например, алкидных) составляет 5—30 мин.
[c.223]
Применяют индукционные нагревательные устройства, без сердечника (рис. 183, а) и с сердечниками различной конструктивной формы (рис. 183, б, в, г). Обмотка индуктора включается в сеть переменного тока. Время нагрева 10—12 сек на каждый килограмм веса детали. Температуру нагрева контролируют термопарой. [c.230]
Нагревательные индукторы 14 — 172 Нагревательные печи — см. Печи нагревательные [c.165]
Оборудование. Ти п ы и конструкции нагревательных индукторов. Одним из основных элементов, обеспечивающих получение требуемых результатов обработки при высокочастотном нагреве, является нагревательный индуктор. Индукторы изготовляются из красномедных трубок со стенками толщиной 1,5—2 мм.
[c.172]
Индукторы изготовляются из красномедных трубок со стенками толщиной 1,5—2 мм.
[c.172]
Станки и приспособления для высокочастотной поверхностной закалки. Качество поверхностной закалки и идентичность результатов у всех изделий обработанной партии в значительной мере зависят от точности установки изделий в зону действий нагревательного индуктора и скорости перемещения после окончания цикла нагрева в охлаждающую среду для закалки. Для этой цели применяются различные типы специальных станков и приспособлений, конструкции которых определяются способом нагрева (одновременный, последовательный и пр.), а также формой и размерами изделий. [c.172]
При опускании шпинделя электромагнитный патрон 6 автоматически включается и притягивает деталь. Этот момент показан на фиг. 22,6. После подъёма шпинделя стол I возвращается в исходное положение, а деталь останавливается в зоне действия нагревательного индуктора (фиг. 22, в). В этот момент включается питающий высокочастотный генератор и производится нагрев, длительность которого автоматически регулируется при помощи реле времени РВ-1, выключающего генератор через
[c. 174]
174]
Для нагрева и закалки шестерён необходимо приспособление с кинематикой, показанной на фиг. 31, где I — бак с проточной водой, 2—коромысло, на котором с одной стороны помешена обрабатываемая шестерня 3,а с другой расположен контргруз 4, не балансирующий шестерню, но облегчающий её подъем в верхнее положение для ввода зуба в нагревательный индуктор 5. При помощи собачки в шестерня удерживается в верхнем положении. Контактная группа 7 замыкается при подъёме шестерни и воздействует на включение питающего лампового генератора. [c.180]
Недостатками установок, в которых при охлаждении отливок используется теплоотдача излучением, обладающая невысокой эффективностью, являются прежде всего низкая скорость кристаллизации сплавов и широкая область твердожидкой зоны, которые в конечном счете обусловливают образование крупнокристаллической структуры и рассмотренных ранее дефектов литья при направленной кристаллизации. Эти недостатки можно в существенной степени устранить, интенсифицируя направленный теплоотвод от формы с отливкой посредством их конвективного охлаждения в ванне с расплавленным металлом, имеющим невысокую температуру плавления (например, олово, алюминий). Схема установки для ускоренной направленной кристаллизации представлена на рис. 15.4. Внутри нагревательной печи 5 размещается прокаленная керамическая форма I, закрепляемая на штоке 2 вертикального привода при помощи специальной подвески, изготовленной из молибденового сплава. Керамическую форму заполняют расплавом из плавильного индуктора через заливочную воронку, сливное отверстие которой смещено относительно штока. Для обеспечения температурного градиента между зонами нагрева и охлаждения они разделены тепловыми экранами. Зона охлаждения, расположенная под зоной нагрева, состоит из тигля 4, заполненного жидкометаллическим теплоносителем 5. Расплавление теплоносителя осуществляется нагревателем 6. После заполнения керамической формы расплавом жаропрочного сплава она с помощью штока перемещается с регламентированной скоростью в зону охлаждения и постепенно погружается в жидкий теплоноситель. Расчеты показали, что значение коэффициента теплопередачи К при использовании жидкометаллического охладителя (расплав олова при 300—450 С) более чем в три раза превышает значение этого коэффициента при охлаждении формы излучением в вакууме 225 и 70 Вт/(м К) соответственно.
Схема установки для ускоренной направленной кристаллизации представлена на рис. 15.4. Внутри нагревательной печи 5 размещается прокаленная керамическая форма I, закрепляемая на штоке 2 вертикального привода при помощи специальной подвески, изготовленной из молибденового сплава. Керамическую форму заполняют расплавом из плавильного индуктора через заливочную воронку, сливное отверстие которой смещено относительно штока. Для обеспечения температурного градиента между зонами нагрева и охлаждения они разделены тепловыми экранами. Зона охлаждения, расположенная под зоной нагрева, состоит из тигля 4, заполненного жидкометаллическим теплоносителем 5. Расплавление теплоносителя осуществляется нагревателем 6. После заполнения керамической формы расплавом жаропрочного сплава она с помощью штока перемещается с регламентированной скоростью в зону охлаждения и постепенно погружается в жидкий теплоноситель. Расчеты показали, что значение коэффициента теплопередачи К при использовании жидкометаллического охладителя (расплав олова при 300—450 С) более чем в три раза превышает значение этого коэффициента при охлаждении формы излучением в вакууме 225 и 70 Вт/(м К) соответственно. [c.366]
[c.366]
Индукционные установки (рис. 15.13) представляют собой индук-тор-соленоид из медной трубки 2, намотанной на огнеупорную трубу 3, в которую помещают заготовку 1. Соленоид подключают к генератору переменного тока 4. Для охлаждения соленоида внутри трубки пропускают холодную воду При прохождении через соленоид переменного тока в индукторе создается переменное электромагнитное поле, под действием которого в заготовке по закону электромагнитное индукции возникают вихревые токи, что ведет к выделению теплоты и нагреву заготовки до требуемой температуры. Частоту тока выбирают в зависимости от диаметра заготовок чем больше диаметр заготовки, тем меньше частота применяемого тока. Для питания индукционных нагревательных устройств служат машинные, ламповые и тиристорные преобразователи частоты тока. [c.296]
Для пайки малогабаритных изделий используют специальные автоматические или полуавтоматические установки, в которых паяемое изделие помещают под кварцевый колпак, внутри которого создается необходимый вакуум или поддается контролируемая атмосфера. Нагревательный индуктор помещают снаружи колпака.
[c.258]
Нагревательный индуктор помещают снаружи колпака.
[c.258]
При восстановительной термообработке элементов паропроводов (труб, сварных соединений) индукционным способом применяются компактные и/или удлиненные нагревательные устройства. Компактные индукторы, разработанные ЗАО «МК Прочность», имеют ширину соленоида 550. .. 600 мм по образующей трубы, перемещающегося по участку паропровода с помощью каретки. Ширина кольцевой зоны равномерного нагрева трубного элемента паропровода составляет 200. .. 300 мм. Путем последовательного шагового перемещения компактного индуктора проводится ВТО по методу сквозного прохода участка паропровода со сварными соединениями. [c.297]
Принципиальная схема одного из устройств для поверхностной ТМО показана на рис. 1. Оно состоит из последовательно расположенных вдоль образующей поверхности упрочняемого изделия 3 нагревательного элемента 4 (индуктора, питающегося от В. Ч. трансформатора 5), деформирующего органа (роликов 7) и охлаждающего приспособления (спрейера 6).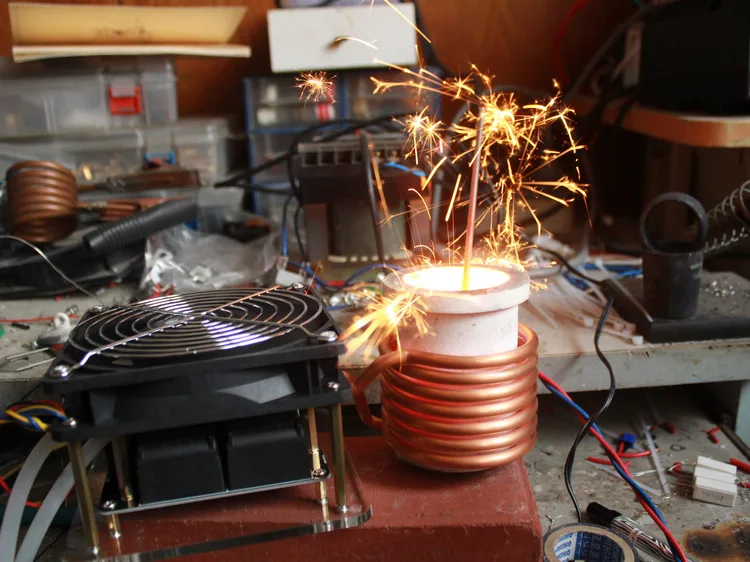 Создание необходимого для обкатки усилия осуществляется с помощью механизма 10 и тарированной пружины 8. Контроль усилия обкатки ведется по прибору 9. С помощью деталей I vl 2 такое приспособление может быть легко установлено, папример, на токарном станке. Участок поверхности, подлежащий упрочнению, нагревается до необходимой температуры, после чего нагревательный элемент (или упрочняемый участок) смещается и начинается процесс деформирования, по окончании которого проводят охлаждение.
[c.394]
Создание необходимого для обкатки усилия осуществляется с помощью механизма 10 и тарированной пружины 8. Контроль усилия обкатки ведется по прибору 9. С помощью деталей I vl 2 такое приспособление может быть легко установлено, папример, на токарном станке. Участок поверхности, подлежащий упрочнению, нагревается до необходимой температуры, после чего нагревательный элемент (или упрочняемый участок) смещается и начинается процесс деформирования, по окончании которого проводят охлаждение.
[c.394]
Основные элементы установки 1) источники переменного тока 2) нагревательный индуктор 3) высокочастотный трансформатор (для согласования параметров генератора и индуктора) 4) конденсаторная батарея — для повышения коэффициента мощности ( os ф) на зажимах индуктора 5) система автоматического управления циклом обработки детали и регулирования мощности 6) система охлаждения обрабатываемых деталей и элементов установки 7) станок или приспособление, на котором происходит обработка деталей 8) линии передачи токов. [c.602]
[c.602]
В индукционных нагревательных установках индуктор рекомендуется устанавливать горизонтально или с небольшим наклоном. Вертикальное расположение оси индуктора нежелательно из-за значительного угара металла (до 3 %) вследствие большого притока воздуха из окружающего пространства в индуктор. [c.263]
Вторичная обмотка 12 трансформатора соединяется с нагревательным индуктором 13, внутри которого помещается обрабатываемая деталь 14. [c.108]
По назначению трансформаторы повышенной частоты разделяют на закалочные для индукторов закалочных установок и нагревательные для питания различных нагревательных устройств. [c.109]
В блоке нагревательном размещены закалочный трансформатор, конденсаторы, системы охлаждения и подвода закалочной жидкости. Закалочный трансформатор может быть установлен со смещением вправо и влево от центра нагревательного блока на 300 мм. Индуктор закреплен на клеммах закалочного трансформатора. [c.155]
[c.155]
В обоих исполнениях установки разделены на генераторные и закалочные станции. В состав генераторной станции входят машинный преобразователь, пусковой шкаф преобразователя, блок охлаждения. Генераторная станция мощностью 200 кВт укомплектовывается двумя машинными преобразователями и двумя пусковыми шкафами. Закалочная станция установки комплексного исполнения составляется из шкафа управления, блока нагревательной станции и сливного блока, В конструкции сливного блока предусмотрена возможность монтажа технологических устройств, устройств для быстрой загрузки и выгрузки деталей, для дополнительного крепления закалочного индуктора. В блоке нагревательной станции размещены жестко закрепленный закалочный трансформатор с выводами вторичной обмоткп на лицевой панели блока, конденсаторная батарея, система подачи и отвода охлаждающей воды и закалочной жидкости. В шкафу управления размещены тиристорный возбудитель машинного генератора, стабилизирующий его напряжение на заданном уровне, схема автоматического управления процессом
[c. 35]
35]
На рис. 29 представлена номограмма, позволяющая по заданным диаметру нагреваемой поверхности Од и ширине индуктирующего провода ftu определить мощность, которую нужно передать от генератора в нагревательный контур. Можно также решить и обратную задачу приближенно определить, какая ширина индуктора должна быть (для непрерывно-последовательного нагрева) при использовании имеющегося генератора или какая может быть обеспечена глубина закаленного слоя при заданной зсне закалки одновременным способом. Построение и пользование этой номограммой аналогично рассмотренному (см, рис. 17 и 20). Справа (рис. 29) расположена шкала диаметра нагреваемой поверхности от 15 до 300 мм и соответствующие горизонтальные линии. Параллельно им из точки шкалы, отвечающей диаметру Од, откладываем горизонтальную линию. Под углом 45° к горизонталям линиями снизу вверх направо обозначена ширина индуктирующего провода индуктора от 15 до 300 мм. Перпендикулярно этим линиям проведены прямые, отвечающие значениям мощности, передаваемой в деталь. Яд в кВт/см по заданному режиму (Рд и /н). Эта величина неиосредственно каким-либо прибором не измеряется, но может быть определена калориметриро-ванием.
[c.58]
Яд в кВт/см по заданному режиму (Рд и /н). Эта величина неиосредственно каким-либо прибором не измеряется, но может быть определена калориметриро-ванием.
[c.58]
Установка состоит из следующих основных узлов (рис. 29) рабочей герметичной камеры, внутри которой размещены нагревательный элемеЕ1Т — индуктор и нагружающий механизм вакуумной системы высокочастотного лампового генератора ЛПЗ-67В металлографического микроскопа [185] и пульта управления. [c.87]
Фиг. 23. Станок-полуавтомат для поверхностной закалки дискооых изделий корпус станка J электромотор мощностью в 1,3 кет, соединённый с редуктором электромагнитный тормоз 4 перемещение детали 5 и шпинделя 6 в направлении, показанном стрелками, осушеств 1яется при помощи кулачкового механизма 7 центрирующий выступ 8 предназначен для установки обрабатываемого изделия, поднимаемого электромагнитным патроном 9 в зоне действия нагревательного индуктора (не показанного на фигуре). В нижней части станка расположен бак 10 с охлаждающей жидкостью (внутри бака установлен цеп ой конвейер для выема закалённых изделий). Для включения и остановки станка используется педаль 11 с контактами на замыкание. В нижней части станка расположен бак 10 с охлаждающей жидкостью (внутри бака установлен цеп ой конвейер для выема закалённых изделий). Для включения и остановки станка используется педаль 11 с контактами на замыкание.
|
Одним из прогрессивных методов разделки профильного проката является резка на пресс-ножницах с предварительным местным индукционным подогревом металла. В этом случае штанга из углеродистой или легированной стали диаметром от 50 до 1 0 мм последовательно проходит через кольцевой индуктор и нагревается токами высокой частоты до температуры 650—700 °С. Образующийся при этом нагревательный поясок на металле, равный ширине катушки индуктирующего провода, явля- [c.27]
Нагревательные устройства имеют преимущества перед печами высокая скорость нагрева (в 10—15 раз выше, чем в печах), почти полное отсутствие окалины (в 4—5 раз меньше), удобство в работе, легкая автоматизация, экологичность. Серьезньгми их недостатками являются ограничения по габаритам нагреваемых заготовок, требования их постоянного сечения, необходимость для каждого типа и размера заготовки иметь соответствующий индуктор. Кроме того, КПД индукторов относительно невелик.
[c.402]
Серьезньгми их недостатками являются ограничения по габаритам нагреваемых заготовок, требования их постоянного сечения, необходимость для каждого типа и размера заготовки иметь соответствующий индуктор. Кроме того, КПД индукторов относительно невелик.
[c.402]
По характеру атмосферы в рабочем пространстве. Установке подразделяются на установки с окислительной (воздушной) средой активной газовой средой и вакуумные. Основным элементом индукционных нагревательных установок служит индуктор, представляющий собой катушку (соленоид), изготовленную на медной водоох-яажденной трубки. [c.257]
Для пайки в вакууме широкое применение получили вакуумные индукционные установки (печи), обладающие рядом преимуществ по сравнению с печами электросопротивления, главное из которых — создание высоких температур без применения сложных н дорогих нагревательных элементов. Конструктивно индукционные печи подразделяются на шахтные и камерные и представляют собой ге рметичиый сварной кожух, внутри которого находится индуктор. Недостаток данных установок состоит в том, что наличие кожуха увеличивает электрические потери токи в кожухе создает магнитный поток, ослабляющий поток индуктора.
[c.258]
Недостаток данных установок состоит в том, что наличие кожуха увеличивает электрические потери токи в кожухе создает магнитный поток, ослабляющий поток индуктора.
[c.258]
Индукционная нагревательная установка (рис. 7). Она работает следующим образом, Трехфазный электродвигатель 2, подключаемый к сети 50 Гц контактором 1, приводит во вращение генератор — преобразователь частоты 3, к которому через согласующий силовой трансформатор 4 подключен индукционный нагреватель 5. Для компенсации реактивной мощности индукционного нагревателя параллельно ему подключена конденсаторная батарея С. Наряду с электромашинньши генераторами в качестве источников питания установок индукционного нагрева широко применяются тиристорные статические преобразователи частоты. Заготовки в индукторе можно нагревать как продольным (рис. 8, а), так и поперечным магнитным полем (рис. 8, б), При нагреве в поперечном магнитном поле время нагрева возрастает в 1,5—2 раза. [c.261]
В 1939 г. была опубликована работа Б. М. Аскинази и Г. И. Бабат, производивших нагрев детали токами высокой частоты. Обрабатываемая стальная болванка (5 ,==49 кг/мм , 134, длиной 800 мм, диаметром мМ) зажималась в патрон и подпиралась задним центром. Нагревательный индуктор укреплялся на каретке станка и соединялся
[c.340]
была опубликована работа Б. М. Аскинази и Г. И. Бабат, производивших нагрев детали токами высокой частоты. Обрабатываемая стальная болванка (5 ,==49 кг/мм , 134, длиной 800 мм, диаметром мМ) зажималась в патрон и подпиралась задним центром. Нагревательный индуктор укреплялся на каретке станка и соединялся
[c.340]
Л—источник анодного напряжения, — дроссель, Г — генераторная лампа, С — разделительный конденсатор, ДJ,p—сопротивление грндлика, Срр — конденсатор гридлика. С,—конденсатор анодного контура, —индуктивность анодного контура, Ь 1 3 — короткозамкнутая катушка, С . —конденсатор цепи свя- СВ1> свг катушки связи, Са — конденсатор нагревательного контура, Ьг — индуктивность нагревательного контура (первичная обмотка закалочного трансформатора), з — вторичная обмотка закалочного трансформатора, И — индуктор, Д — нагреваемая деталь [c.122]
Установка должна работать в диапазоне частот 429—451 кГц. Поэтому при смене индукторов с р азной индуктивностью необходимо изменять емкость нагревательного контура рубильниками В1—В6. Это обеспечивает Лучшее согласование йараметров колебательного контура нагрузки с параметрами анодного контура и режимом работы генераторной лампы.
[c.135]
Это обеспечивает Лучшее согласование йараметров колебательного контура нагрузки с параметрами анодного контура и режимом работы генераторной лампы.
[c.135]
Как сделать простейший индукционный вихревой нагреватель своими руками — устройство и схема
Индукционный нагреватель, или индуктор, — прибор, который создает электромагнитное поле, нагревающее проводник, помещенный в это поле. Говоря простыми словами, это катушка, обрамленная медной проволокой. В основном индукторы используют с целью вырабатывания тепловой энергии за счет электрической без использования теплоэлектронагревателей.
Содержание материала
Принцип работы
Переменный ток проходит по обмотке катушки, образуя вокруг не магнитное поле. При введении в центр, внутрь витков, металлического предмета изменяется сила магнитного поля. Из-за этого и нагревается сам предмет, именуемый сердечником. Для того чтобы металл нагревался, катушка обязательно должна питаться переменным током большой частоты, иначе можно получить обычный электромагнит.
Существует два вида индукционных нагревателей:
- индукторы, при изготовлении которых пользуются различными электронными деталями;
- вихревой (ВИН) индуктор, им пользуются для обогрева дома, нагрева воды.
ВИН чаще всего встречается в повседневной жизни, так как его достаточно просто изготовить самостоятельно без особых затрат. Он работает на основе передачи энергии, преобразуемой в тепло, от магнитного поля к объекту, например, воде.
Как сделать в домашних условиях
Схема устройства довольно проста, так что самому можно без проблем сделать индукционный нагреватель.
Индуктор можно выполнить на любой базе, но нельзя забывать о теплоизоляции, без которой коэффициент полезного действия систем довольно сильно упадет.
Также нужно серьезно подойти к изготовлению самого важного элемента – катушки. Медную проволоку лучше наматывать очень аккуратно.
С использованием трансформатора
Базовым элементом данной схемы будет сам трансформатор, на котором уже содержатся первичная и вторичная обмотки. Электромагнитное индукционное поле, сформированное в первичной обмотке, начнет влиять на вторичную обмотку. Так, вторичная обмотка передаст энергию в виде тепла тому объекту, который требуется нагреть.
Электромагнитное индукционное поле, сформированное в первичной обмотке, начнет влиять на вторичную обмотку. Так, вторичная обмотка передаст энергию в виде тепла тому объекту, который требуется нагреть.
Инструкция выполнения:
- две трубки, отличающиеся размерами, соединить друг с другом с помощью сварки;
- на внешнюю трубку наложить 90-100 витков с одинаковым расстоянием между ними.
С инвертором
Основной составной частью этой системы станет высокочастотный сварочный инвертор, где уже есть индуктор, нагревательный элемент и генератор переменного тока.
Устройство генерирует высокочастотный ток, который передается на катушку. Она, в свою очередь, и создает магнитное поле, изменяющееся со временем. Его вихревой ток нагревает металлическую часть, которая и передает энергию нужному объекту.
Инструкция создания:
- в полимерную трубу поместить металл;
- на трубку наносятся сто витков проволоки из меди таким образом, чтобы не осталось большое пространство.

Таким образом, дома можно изготовить индукционный нагреватель без особых затрат и глубоких знаний физики. Главное, не забывать о безопасности.
Поделитесь материалом с друзьями в социальных сетях
Как сделать индукционный нагреватель из сварочного инвертора своими руками
Использование индукционных катушек вместо традиционных ТЭН в отопительном оборудовании позволило значительно увеличить КПД агрегатов при меньшем потреблении электроэнергии. Индукционные нагреватели появились в продаже относительно недавно, к тому же по достаточно высоким ценам. Поэтому народные умельцы не оставили эту тему без внимания и придумали, как сделать индукционный нагреватель из сварочного инвертора.
Преимущества индукционного нагревателя
Индукционные нагреватели с каждым днем набирают популярность у потребителя благодаря следующим достоинствам:
- высокий показатель КПД;
- агрегат работает практически бесшумно;
- индукционные котлы и нагреватели считаются достаточно безопасными в сравнении с газовым оборудованием;
- нагреватель работает полностью в автоматическом режиме;
- оборудование не требует постоянного обслуживания;
- благодаря герметичности аппарат, исключаются протечки;
- из-за вибраций электромагнитного поля образование накипи становится невозможным.

Также к преимуществам данного типа нагревателя можно отнести простоту его конструкции и доступность материалов для сборки аппарата своими руками.
Схема работы индукционного нагревателя
Нагреватель индукторного типа содержит следующие элементы.
- Генератор тока. Благодаря данному модулю переменный ток бытовой электросети преобразуется в высокочастотный.
- Индуктор. Изготавливается из медной проволоки, скрученной в виде катушки, для образования магнитного поля.
- Нагревательный элемент. Представляет собой металлическую трубу, размещенную внутри индуктора.
Все перечисленные элементы, взаимодействуя между собой, работают по следующему принципу. Выработанный генератором высокочастотный ток поступает на катушку индуктора, изготовленную из медного проводника. Ток высокой частоты преобразуется индуктором в электромагнитное поле. Далее, металлическая труба, находящаяся внутри индуктора, разогревается благодаря воздействию на нее вихревых потоков, возникающих в катушке. Теплоноситель (вода), проходящий через нагреватель, забирает тепловую энергию и переносит ее в отопительную систему. Также теплоноситель выступает в роли охладителя нагревательного элемента, что продляет “жизнь” отопительному котлу.
Теплоноситель (вода), проходящий через нагреватель, забирает тепловую энергию и переносит ее в отопительную систему. Также теплоноситель выступает в роли охладителя нагревательного элемента, что продляет “жизнь” отопительному котлу.
Ниже предоставлена электрическая схема индукционного нагревателя.
На следующем фото показано, как работает индукционный нагреватель металла.
Важно! Если прикоснуться разогреваемой деталью к двум виткам индуктора, то произойдет межвитковое замыкание, от которого мгновенно выгорят транзисторы.
Сборка и монтаж системы
Подключать индуктор к клеммам сварочного аппарата, предназначенным для подсоединения сварочных кабелей, нельзя. Если это сделать, то агрегат просто выйдет из строя. Чтобы приспособить инвертор под работу с индукционным нагревателем, потребуется достаточно сложная переделка аппарата, требующая, в первую очередь, знаний в радиоэлектронике.
В двух словах, эта переделка выглядит так: катушку, а именно ее первичную обмотку, требуется подсоединить после преобразователя высокой частоты инвертора вместо встроенной индукционной катушки последнего. Кроме этого, потребуется удалить диодный мост и спаять конденсаторный блок.
Кроме этого, потребуется удалить диодный мост и спаять конденсаторный блок.
Как происходит переделка сварочного инвертора в индукционный нагреватель, можно узнать из этого видео.
Индукционная печь для металла
Чтобы сделать индукционный нагреватель из сварочного инвертора, потребуются следующие материалы.
- Инверторный сварочный аппарат. Хорошо, если в агрегате будет реализована функция плавной регулировки тока.
- Медная трубка диаметром около 8 мм и длиной, достаточной, чтобы сделать 7 витков вокруг заготовки 4-5 см в диаметре. Кроме этого, после витков должны остаться свободные концы трубки длиной около 25 см.
Для сборки печи выполните следующие действия.
- Подберите какую-либо деталь диаметром 4-5 см, которая будет служить шаблоном для наматывания катушки из медной трубки. Это может быть деревянная круглая деталь, металлическая или пластиковая труба.
- Возьмите медную трубку и заклепайте один ее конец молотком.
- Плотно заполните трубку сухим песком и заклепайте второй ее конец. Песок не даст трубке сломаться при скручивании.
- Сделайте 7 витков трубки вокруг шаблона, после чего спилите ее концы и высыпьте песок.
- Подсоедините получившуюся катушку к переделанному инвертору.

Совет! Если предполагается, что индукционная печь будет работать длительное время на большой мощности, то к трубке рекомендуется подвести водяное охлаждение.
Индукционный нагреватель для воды
Для сборки отопительного котла потребуются следующие конструктивные элементы.
- Инвертор. Аппарат выбирается такой мощности, какая нужна для отопительного котла.
- Толстостенная труба (пластиковая), можно марки PN Ее длина должна быть 40-50 см. Сквозь нее будет проходить теплоноситель (вода). Внутренний диаметр трубы должен быть не меньше 5 см. В таком случае наружный диаметр будет равняться 7,5 см. Если внутренний диаметр будет меньше, то и производительность котла буде невысокой.
- Стальная проволока. Также можно взять пруток из металла диаметром 6-7 мм. Из проволоки или прутка нарезаются небольшие куски (4-5 мм). Эти отрезки будут выполнять роль теплообменника (сердечника) индуктора. Вместо стальных отрезков можно использовать цельнометаллическую трубку меньшего диаметра или стальной шнек.
- Палочки или стержни из текстолита, на которые будет наматываться индукционная катушка. Применение текстолита убережет трубу от нагретой катушки, поскольку данный материал устойчив к высоким температурам.
- Изолированный кабель сечением 1,5 мм2 и длиной 10-10,5 метров. Изоляция кабеля должна быть волокнистой, эмалевой, стекловолоконной или асбестовой.
Совет! Вместо стальной проволоки допускается использовать металлическую губку из нержавейки. Но перед покупкой их проверяют магнитом: если мочалка притягивается магнитом, то ее можно использовать в качестве нагревателя.
Индукционный котел отопления собирается по следующему алгоритму. Заполните корпус теплообменника изделиями из металла, о которых говорилось выше. На конце трубы, служащей корпусом, припаяйте переходники, подходящие по диаметру к трубам отопительного контура.
Заполните корпус теплообменника изделиями из металла, о которых говорилось выше. На конце трубы, служащей корпусом, припаяйте переходники, подходящие по диаметру к трубам отопительного контура.
При необходимости, к переходникам можно припаять уголки. Также следует припаять муфты-американки. Благодаря им нагреватель будет легко демонтировать, для проведения ремонта или профилактического осмотра.
На следующем этапе на корпус теплообменника необходимо наклеить текстолитовые полоски, на которые будет наматываться катушка. Также следует сделать из того же текстолита пару стоек высотой 12-15 мм. На них будут расположены контакты для подключения нагревателя к переделанному инвертору.
Поверх полосок из текстолита намотайте катушку. Между витками должно быть расстояние не менее 3 мм. Намотка должна состоять из 90 витков проводника. Концы кабеля необходимо закрепить на ранее подготовленных стойках.
Вся конструкция помещается в кожух, который в целях безопасности будет выполнять роль изоляции. Для кожуха подойдет пластиковая труба диаметром большим, чем катушка. В защитном кожухе необходимо сделать 2 отверстия для вывода электрического кабеля. В торцы трубы можно установить заглушки, после чего в них следует проделать отверстия под патрубки. Через последние котел будет подсоединяться к отопительной магистрали.
Для кожуха подойдет пластиковая труба диаметром большим, чем катушка. В защитном кожухе необходимо сделать 2 отверстия для вывода электрического кабеля. В торцы трубы можно установить заглушки, после чего в них следует проделать отверстия под патрубки. Через последние котел будет подсоединяться к отопительной магистрали.
Важно! Испытывать нагреватель можно лишь после заполнение его водой. Если включить его “на сухую”, то пластиковая труба расплавится, и придется собирать нагреватель заново.
Далее, котел врезается в систему отопления по схеме, приведенной ниже.
Схема подключения состоит из следующих элементов.
- Источник высокочастотного тока. В данном случае – это видоизмененный инвертор.
- Индукционный нагреватель.
- Элементы безопасности. В эту группу могут входить: термометр, предохранительный клапан, манометр и т.д.
- Шаровые краны. Используются для слива или заправки системы водой, а также для перекрытия подачи воды на определенном участке контура.
- Циркуляционный насос. Благодаря ему вода сможет двигаться по отопительной системе.
- Фильтр. Применяется для очистки теплоносителя от механических загрязнений. Благодаря очистке воды продлевается срок службы всего оборудования.
- Расширительный бачок мембранного типа. Применяется для компенсации теплового расширения воды.
- Радиатор отопления. Для индукционного отопления лучше использовать либо алюминиевые радиаторы, либо биметаллические, поскольку они при небольших габаритах имеют высокую теплоотдачу.
- Шланг, через который можно заполнять систему либо сливать из нее теплоноситель.

Как видно из вышеописанного метода, самостоятельно изготовить индукционный нагреватель вполне возможно. Но лучше покупного он не будет. Даже если вы обладаете необходимыми знаниями в электротехнике, следует задуматься, насколько будет безопасной эксплуатация такого аппарата, поскольку он не оборудован ни специальными датчиками, ни блоком контроля. Поэтому рекомендуется отдать предпочтение готовому оборудованию, изготовленному в заводских условиях.
Поэтому рекомендуется отдать предпочтение готовому оборудованию, изготовленному в заводских условиях.
Индукционные нагреватели | The Timken Company
Индукционный нагреватель Timken EcoPower™ можно использовать и для монтажа и для демонтажа деталей с тугой посадкой и идеально подходит для установки крупногабаритных подшипников, применяемых в ветроэнергетической промышленности. Этот нагреватель экономит время за счет того, что нагревает деталь быстрее, чем обычные нагреватели и снижает потребление энергии, используя для работу меньшую силу тока.
Каждый индукционный нагреватель Timken EcoPower™ изготавливается на заказ под определенное применение. Специалист Timken поможет Вам подобрать преобразователь частоты нужного размера и оснастку для нагрева. В зависимости от Вашей задачи мы предлагаем гибкий индуктор, фиксированный индуктор или нагревательный стол.
В зависимости от Вашей задачи мы предлагаем гибкий индуктор, фиксированный индуктор или нагревательный стол.
Особенности конструкции:
- Нагревает детали быстро и равномерно, контролируя процесс с помощью тока средней частоты, проходящего через электромагнит.
- Универсальность позволяет нагревать различные детали — внутренние или наружные кольца.
- Легкое в использовании управление контролирует температуру, время и мощность.
- Подходит для длительного использования без нагрева обмотки с помощью специальной обмотки, охлаждаемой воздухом.
- Гибкость применения обеспечена четырьмя конструкциями эргономичных нагревательных оснасток.
- Может использоваться с небольшим переносным преобразователем частоты или с несколькими преобразователями для нагрева крупных деталей.
Применение:
- Монтаж подшипников и деталей для ветроэнергетических установок
Характеристики:
Одна из причин выхода из строя подшипника в ветроэнергетических установках это перегрев или недостаточный нагрев подшипника во время монтажа. К тому же, монтаж крупногабаритных подшипников занимает много времени из-за необходимости нагревать подшипник. Теперь все эти трудности легко преодолеть с помощью индукционных нагревателей Timken EcoPower™.
К тому же, монтаж крупногабаритных подшипников занимает много времени из-за необходимости нагревать подшипник. Теперь все эти трудности легко преодолеть с помощью индукционных нагревателей Timken EcoPower™.
Сравнение характеристик низкочастотного нагревателя и нагревателя EcoPower™
| Низкочастотный нагреватель | EcoPower™ | |
| Частота | 50 Гц | 10-25 кГц |
| Сила тока | 125 A | 63 A |
| Макс. вес детали | до 3000 кг | до 9000 кг |
| Вес преобразователя частоты | ок. 250 кг | 45 кг |
| Охлаждение обмотки | вода | нет |
| Темп. обмотки | 150°C (4 цикла нагрева) | 35°C (4 цикла нагрева) |
Темп. кабеля кабеля | 150°C (4 цикла нагрева) | 35°C (4 цикла нагрева) |
| Рабочий цикл | перерыв после 4 циклов | без перерыва |
| Уровень шума | 85-90 дБ | -50 дБ |
| Доп. оснастка | нет | четыре типа оснастки |
| Мобильность | нет | да |
| Размагничивание | автоматически | не требуется |
Что это такое, как это работает
На главную > Индукционный нагрев > Что такое индукционный нагрев
Индукционный нагрев — это процесс, который используется для соединения, упрочнения или размягчения металлов или других проводящих материалов. Для многих современных производственных процессов индукционный нагрев предлагает привлекательное сочетание скорости, постоянства и контроля.
Основные принципы индукционного нагрева известны и применяются в производстве с 1920-х годов. Во время Второй мировой войны технология быстро развивалась, чтобы удовлетворить насущные потребности военного времени в быстром и надежном процессе упрочнения металлических деталей двигателя.В последнее время акцент на методах бережливого производства и акцент на улучшенном контроле качества привели к повторному открытию индукционной технологии, а также к разработке полностью контролируемых твердотельных индукционных источников питания.
Во время Второй мировой войны технология быстро развивалась, чтобы удовлетворить насущные потребности военного времени в быстром и надежном процессе упрочнения металлических деталей двигателя.В последнее время акцент на методах бережливого производства и акцент на улучшенном контроле качества привели к повторному открытию индукционной технологии, а также к разработке полностью контролируемых твердотельных индукционных источников питания.
Что делает этот метод нагрева таким уникальным? В наиболее распространенных методах нагрева факел или открытое пламя воздействуют непосредственно на металлическую деталь. Но при индукционном нагреве тепло фактически «индуцируется» внутри самой детали за счет циркулирующих электрических токов.
Индукционный нагрев основан на уникальных характеристиках радиочастотной (РЧ) энергии — части электромагнитного спектра ниже инфракрасной и микроволновой энергии. Поскольку тепло передается изделию с помощью электромагнитных волн, деталь никогда не вступает в непосредственный контакт с пламенем, сам индуктор не нагревается (см. рис. 1), а изделие не загрязняется. При правильной настройке процесс становится очень повторяемым и контролируемым.
рис. 1), а изделие не загрязняется. При правильной настройке процесс становится очень повторяемым и контролируемым.
Как работает индукционный нагрев
Как именно работает индукционный нагрев? Это помогает иметь базовое понимание принципов электричества.Когда переменный электрический ток подается на первичную обмотку трансформатора, создается переменное магнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора находится в пределах магнитного поля, будет индуцироваться электрический ток.
В базовой установке индукционного нагрева, показанной на Рисунке 2, твердотельный ВЧ источник питания пропускает переменный ток через индуктор (часто это медная катушка), а нагреваемая деталь (заготовка) помещается внутрь индуктора. Катушка индуктивности служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания.Когда металлическая деталь помещается в индуктор и входит в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи.
Как показано на рисунке 3, эти вихревые токи текут против удельного электрического сопротивления металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и индуктором. Этот нагрев происходит как с магнитными, так и с немагнитными частями, и его часто называют «эффектом Джоуля», имея в виду первый закон Джоуля — научную формулу, выражающую взаимосвязь между теплом, выделяемым электрическим током, проходящим через проводник.
Во-вторых, внутри магнитных частей выделяется дополнительное тепло из-за гистерезиса — внутреннего трения, возникающего при прохождении магнитных частей через индуктор. Магнитные материалы естественным образом оказывают электрическое сопротивление быстро меняющимся магнитным полям внутри индуктора. Это сопротивление создает внутреннее трение, которое, в свою очередь, производит тепло.
Таким образом, в процессе нагревания материала нет контакта между индуктором и деталью, а также нет дымовых газов.Нагреваемый материал может быть расположен в помещении, изолированном от источника питания; погруженные в жидкость, покрытые изолированными веществами, в газовой атмосфере или даже в вакууме.
Важные факторы, которые следует учитывать
Эффективность системы индукционного нагрева для конкретного применения зависит от нескольких факторов: характеристик самой детали, конструкции индуктора, мощности источника питания и степени изменения температуры, необходимой для применения.
Характеристики детали
МЕТАЛЛИЧЕСКИЙ ИЛИ ПЛАСТИКОВЫЙ
Во-первых, индукционный нагрев напрямую работает только с проводящими материалами, обычно металлами. Пластмассы и другие непроводящие материалы часто можно нагревать косвенно, сначала нагревая проводящий металлический токоприемник, который передает тепло непроводящему материалу.
МАГНИТНЫЕ ИЛИ НЕМАГНИТНЫЕ
Магнитные материалы легче нагревать. В дополнение к теплу, индуцированному вихревыми токами, магнитные материалы также выделяют тепло благодаря так называемому эффекту гистерезиса (описанному выше).Этот эффект перестает проявляться при температурах выше точки «Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале «проницаемости» от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
Относительное сопротивление магнитных материалов оценивается по шкале «проницаемости» от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
ТОЛСТАЯ ИЛИ ТОНКАЯ
При использовании токопроводящих материалов около 85 % теплового эффекта приходится на поверхность или «кожу» детали; интенсивность нагрева уменьшается по мере удаления от поверхности.Таким образом, маленькие или тонкие детали обычно нагреваются быстрее, чем большие толстые детали, особенно если большие детали необходимо прогреть полностью.
Исследования показали зависимость между частотой переменного тока и глубиной проникновения нагрева: чем выше частота, тем меньше нагрев детали. Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности/поверхности более крупных деталей. Было показано, что для глубоко проникающего тепла наиболее эффективными являются более длительные циклы нагрева на более низких частотах от 5 до 30 кГц.
СОПРОТИВЛЕНИЕ
Если вы используете один и тот же индукционный процесс для нагрева двух одинаковых кусков стали и меди, результаты будут совершенно разными. Почему? Сталь, наряду с углеродом, оловом и вольфрамом, обладает высоким удельным электрическим сопротивлением. Поскольку эти металлы сильно сопротивляются протеканию тока, тепло накапливается быстро. Металлы с низким удельным сопротивлением, такие как медь, латунь и алюминий, нагреваются дольше. Удельное сопротивление увеличивается с температурой, поэтому очень горячий кусок стали будет более восприимчив к индукционному нагреву, чем холодный.
Конструкция индуктора
Именно внутри индуктора переменное магнитное поле, необходимое для индукционного нагрева, создается за счет потока переменного тока. Таким образом, конструкция индуктора является одним из наиболее важных аспектов всей системы. Хорошо спроектированный индуктор обеспечивает правильную схему нагрева для вашей детали и максимизирует эффективность источника питания индукционного нагрева, в то же время позволяя легко вставлять и снимать деталь.
Мощность источника питания
Мощность индукционного источника питания, необходимого для нагрева конкретной детали, можно легко рассчитать.Во-первых, необходимо определить, сколько энергии необходимо передать заготовке. Это зависит от массы нагреваемого материала, удельной теплоемкости материала и требуемого повышения температуры. Следует также учитывать тепловые потери от теплопроводности, конвекции и излучения.
Требуемая степень изменения температуры
Наконец, эффективность индукционного нагрева для конкретного применения зависит от величины требуемого изменения температуры. Может быть обеспечен широкий диапазон температурных изменений; как правило, для увеличения степени изменения температуры обычно используется большая мощность индукционного нагрева.
Induction Innovations Система индукционного нагрева Inductor Pro-Max
Теперь с помощью системы индукционного нагрева Inductor Pro-Max 3 вы можете легко снимать молдинги, стекло, механические детали и детали подвески. Индукционное тепло, вырабатываемое системой обогрева, позволяет нагревать металлические предметы без повреждения близлежащих частей.
Индукционное тепло, вырабатываемое системой обогрева, позволяет нагревать металлические предметы без повреждения близлежащих частей.
Высокопроизводительный индукционный инвертор использует 120 В/20 А/2200 Вт с реальной максимальной выходной мощностью более 2000 Вт, что делает его энергоэффективным инвертором.С этим индукционным инвертором вам не нужно искать дорогие удлинители или ближайшую розетку 240 В, что обеспечивает лучшую скорость, универсальность и более высокую прибыль для вас.
В комплект ProMax входят насадки универсальной серии U-311, U-411 и U-211. Насадки хорошо спроектированы с коническими корпусами и скошенными краями, в отличие от других базовых конструкций блоков, что делает насадки легко доступными для различных очертаний и препятствий.
Стеклоочиститель U-311
- Высокое крепление удерживает шнур на расстоянии от соседних панелей.
- Эргономичная рукоятка для управления
- Идеально вписывается в ребра звукоснимателя, чтобы облегчить снятие подкладок
- Скошенные края в основании позволяют размещать магнитное поле близко к сварному шву на более широких стеклянных молдингах
- Лучше всего подходит для аппликаций© , стекло, SMC-панели, металлические клеи, напыляемые подложки и многое другое
Концентратор U-411
- Конический корпус и компактный дизайн позволяют устанавливать насадку в труднодоступных местах
- Помогает вы удаляете герметики за считанные секунды без проблем и беспорядка
- Поверните болты горячими (1400ºF) за секунды
- Помогает удалить вмятины от града без каких-либо специальных приспособлений мягкие вмятины и резьбовые герметики.

U-211 Fast Pad Off
- Внешний материал этой насадки более мягок к краске и более прочен, чем стекловолокно
- Двусторонний ремешок на липучке увеличивает срок службы насадки
- Можно использовать с любой стороны
- Рабочая катушка плоская и гибкая, чтобы соответствовать различным контурам листового металла.
- Лучше всего использовать для молдингов, полос, графики, пароизоляции, звуковых прокладок, табличек/эмблем, листового металла для снятия напряжения, виниловых крыш и т. д.
Как работает индукционный нагрев?
Индукционный нагрев — это эффективный и быстрый способ нагрева электропроводящих материалов или металлов. Система индукционного нагрева состоит из индукционного источника питания, который преобразует энергию в электромагнитный ток. Когда вы помещаете заготовку в катушку, поле индуцирует ток в заготовке, нагревая ее. Вы можете нагревать такие металлы, как медь, алюминий, латунь или сталь. Вы также можете нагревать непроводящие материалы, такие как пластик и стекло.Индукция создает сильное электромагнитное поле в катушке, а затем передает энергию детали, которую необходимо нагреть.
Чем полезен индукционный метод нагрева?
- Обеспечивает эффективный и воспроизводимый нагрев
- Обеспечивает быстрый нагрев и считается безопасным, поскольку отсутствует пламя
- Точный нагрев заготовки продлевает срок службы приспособления Система
- Внесен в список UL/CSA GFI обеспечивает безопасность всего устройства
- Включает отделение для насадок
- Пневматический ножной переключатель без проблем
- Звуковые и визуальные индикаторы мощности и сталь
- Сделано в США
5 Основы проектирования катушек индукционного нагрева
Конструкция индукционных катушек может иметь большое влияние на качество деталей, эффективность процесса и производственные затраты.
Как узнать, подходит ли конструкция катушки для вашей детали и процесса? Вот некоторые основы индукционных катушек и пять советов по оптимизации вашей конструкции.Как работают катушки индукционного нагрева
Индукционная катушка определяет, насколько эффективно и результативно нагревается заготовка. Индукционные катушки представляют собой медные проводники с водяным охлаждением, изготовленные из медных трубок, которые легко принимают форму катушки для процесса индукционного нагрева. Катушки индукционного нагрева сами по себе не нагреваются при протекании через них воды.
Рабочие катушки варьируются по сложности от простой катушки со спиральной или соленоидной обмоткой (состоящей из нескольких витков медной трубки, намотанной на оправку) до катушки, изготовленной с высокой точностью из твердой меди и спаянной.
Катушки передают энергию от источника питания к заготовке, создавая переменное электромагнитное поле за счет протекающего в них переменного тока.
Переменное электромагнитное поле катушки (ЭДС) создает наведенный ток (вихревой ток) в изделии, который выделяет тепло из-за потерь I Squared R (потери в сердечнике).Ток в заготовке пропорционален силе ЭДС катушки. Эта передача энергии известна как эффект трансформатора или эффект вихревых токов.
Трансформаторы и индукционные катушки
Поскольку в катушках используется эффект трансформатора, характеристики трансформаторов могут быть полезны для понимания конструкции катушек. Катушка индуктивности аналогична первичной обмотке трансформатора, а заготовка эквивалентна вторичной обмотке трансформатора (предполагается, что это один виток).
Существуют две важные особенности трансформаторов, влияющие на конструкцию катушки:
- Эффективность связи между обмотками обратно пропорциональна квадрату расстояния между ними
- (Ток в первичной обмотке трансформатора * количество витков первичной обмотки) = (ток во вторичной обмотке * количество витков вторичной обмотки)
Из-за приведенных выше соотношений существует пять условий, которые следует учитывать при проектировании любой катушки для индукционного нагрева:
5 основных советов по проектированию катушки индукционного нагрева
1. Более высокая плотность потока вблизи зоны нагрева означает, что в детали генерируется более высокий ток.Катушка должна быть подсоединена как можно ближе к детали, поэтому максимально возможное количество линий магнитного потока пересекает заготовку в точке нагрева. Это обеспечивает максимальную передачу энергии.
2. Наибольшее количество линий потока в катушке соленоида направлено к центру катушки.
Линии потока концентрируются внутри катушки, обеспечивая максимальную скорость нагрева в этом месте.
3. Геометрический центр катушки представляет собой путь слабого потока.
Поток наиболее сконцентрирован ближе к самим виткам катушки и уменьшается по мере удаления от витков.
Если бы часть катушки была размещена не по центру, область, расположенная ближе к виткам катушки, пересекала бы большее количество линий потока и, таким образом, нагревалась бы с большей скоростью. Область детали, удаленная от медной катушки, испытывает меньшую связь и будет нагреваться с меньшей скоростью.
Этот эффект более выражен при высокочастотном индукционном нагреве.
4. Магнитный центр индуктора не обязательно является геометрическим центром.
В месте соединения выводов и катушки магнитное поле слабее.
Этот эффект наиболее выражен в одновитковых катушках. По мере увеличения числа витков катушки и прибавления потока от каждого витка к потоку от предыдущих витков это условие становится менее важным.
Из-за непрактичности всегда центрировать деталь в рабочей катушке, деталь должна быть немного смещена в сторону этой области в приложениях статического нагрева.Если возможно, деталь следует повернуть, чтобы обеспечить равномерную экспозицию.
5. Катушка должна быть сконструирована таким образом, чтобы предотвратить гашение магнитного поля.
Если противоположные стороны индуктора расположены слишком близко, катушка не имеет достаточной индуктивности, необходимой для эффективного нагрева. Помещение петли в катушку в центре компенсирует этот эффект.
Затем катушка нагревает проводящий материал, вставленный в отверстие.
Есть вопросы по конструкции змеевика индукционного нагрева? Свяжитесь с нашими специалистами для личной помощи.Или прочтите наше подробное руководство по проектированию индукционных катушек.
Катушки индукционного нагрева | Изготовлено на заказ
Здесь показан нагревательный змеевик для пайки короткозамкнутого ротора ветряной турбины. Катушки индукционного нагреваиспользуются для точной и эффективной пайки соединений, сборки и разборки металлических деталей, закалки штампов, отжига металлических поверхностей для дополнительной гибкости и прочности и многого другого. Катушки индуктивности, используемые в сочетании с генератором, рассчитанным на правильную частоту и мощность для работы, а также с оптимизированным производственным процессом, могут улучшить качество соединений, ускорить время производства и снизить затраты на электроэнергию.
Содержание:
Производство катушек индуктивности для оптимизации производительности вашего оборудования
Для повышения качества деталей, а также скорости и эффективности ваших производственных процессов требуются первоклассные катушки индуктивности, а также первоклассные источники питания.
Точность температуры играет решающую роль, и точный нагрев возможен только при правильном сочетании геометрии индуктора, частоты, мощности и свойств магнитного поля. Это требование требует специальных знаний в области производства катушек индуктивности.Уже более 22 лет компания eldec LLC изготавливает индукционные нагревательные змеевики на заказ в Оберн-Хиллз, штат Мичиган. Наши технические специалисты хорошо разбираются в применении индукционного нагрева. Они знают, что результаты зависят от типа и качества используемого индуктора. Форма инструмента должна быть настроена очень точно, чтобы соответствовать детали. По этой причине eldec считает, что каждое предложение должно начинаться с просмотра чертежей деталей или фактических деталей вместе с заказчиком для точной настройки производственного процесса с целью повышения точности и эффективности индуктора.
Производство гибких рулонов и варианты обслуживания
После завершения процесса проверки наши технические специалисты проектируют индуктор с помощью новейшего программного обеспечения 3D CAD, физически тестируют окончательную конструкцию катушки на реальной детали и разрабатывают рецепт (установки мощности и времени) для окончательного производственного процесса.
Еще одним важным аспектом услуг eldec является высокая степень гибкости при проектировании и производстве индукторов. Клиенты, которым ежегодно требуется определенное количество одних и тех же инструментов, могут заключить с нами рамочное соглашение.Затем eldec производит новый индуктор точно в срок, сводя к минимуму время выполнения заказов и количество складских запасов.
Сочетание специализированного обучения вашего персонала, помощи в разработке процессов со стороны знающих технических специалистов eldec, а также высококачественных катушек индуктивности и источников питания eldec может изменить ситуацию на вашем предприятии. Повышение эффективности может сократить время, необходимое от начала до конца для производства ваших деталей, угодить вашим клиентам, а также уменьшить ваш углеродный след и затраты на коммунальные услуги.
Катушки индуктивности, изготовленные по индивидуальному заказу для различных применений
Независимо от того, являются ли ваши детали большими или маленькими, простыми или сложными, eldec может изготовить катушки индуктивности специально для вашей заготовки, вашего процесса и вашего типа металла.
Катушки индукционного нагрева для индукционной пайки – создание более прочных и точных соединений
Катушки индукционного нагрева для термоусадочной посадки – упрощают и ускоряют сборку и разборку металлических компонентов
Катушки индукционного нагрева для закалки штампов – дольше сохраняйте штампы более острыми и прочными
Катушки индукционного нагрева для индукционного отжига — помогают предотвратить разрушение вследствие напряжения в ответственных деталях
Производственные компании в аэрокосмической, автомобильной, электродвигательной, HVAC, горнодобывающей промышленности, производстве электроэнергии, добыче и распределении нефти и газа, сельском хозяйстве и производстве медицинского оборудования — и это лишь некоторые из них — полагаются на индукционные нагревательные катушки eldec.Новые области применения индукционных технологий ограничены только вашим воображением.
Типы индукционных катушек и применение
Форма и тип конструкции индуктора определяются в основном геометрией участка нагреваемой детали, и возможности безграничны. Следующий список представляет собой руководство по основным типам катушек индуктивности и их возможному использованию.
Катушки вилки
Катушки вилкиимеют два вилкообразных зубца , которые используются для нагревания двух противоположных сторон заготовки.Они часто используются для пайки. Типы вилочных катушек включают:
Спирали для обогрева лица
Торцевые нагревательные змеевики имеют плоскую нагревательную поверхность на головке, которая нагревает заготовку только с одной стороны. Этот тип змеевика можно использовать для общего обогрева и различных операций пайки. Типы змеевиков для обогрева лица включают:
Кольцо короткого замыкания Крендель спираль МеандрНаружные и внутренние нагревательные змеевики
Наружные и внутренние нагревательные змеевики имеют один или несколько витков трубки для головки и обычно используются для нагрева заготовок в поле или за его пределами, когда желаемая зона нагрева ограничена по ширине или когда желаемая зона нагрева больше.
Один оборот снаружи Многоповоротный снаружи Прямоугольный снаружи по ширине, чем одновитковая катушка.Типы включают:Катушки шпильки
Катушки индуктивности со шпилькойразработаны с простой нагревательной поверхностью внешней и обратной . Они используются, когда требуемый тепловой диапазон узок и доступен только с одной стороны. Типы включают:
Прямая шпилька Шпилька 90 градусов Шпилька 90 градусовГибкий нагревательный кабель и кабельная коробка
Гибкий нагревательный кабель и кабельные коробки используются, когда заготовка слишком велика для обычного индуктора.Нагревательный кабель работает аналогично индукционной катушке; однако кабель наматывается на заготовку. Стоимость нагревательного кабеля зависит от его длины. Стандартная длина 15 метров стоит примерно 3000 долларов. Сама кабельная коробка будет частью стоимости генератора — аналогично коаксиальному кабелю.
Если вы не уверены, какой тип змеевика лучше всего подходит для вашего технологического процесса, позвольте техническим специалистам eldec изучить ваш процесс и помочь вам решить, какие змеевики использовать.
Цена катушки индукционного нагрева
Поскольку индукторы различаются по размеру и форме в зависимости от процесса, материалов и деталей, цены также различаются.Стоимость большинства катушек индукционного нагрева варьируется от 1200 до 3000 долларов США в долларах США. Например, небольшая катушка вилки без ламинирования или керамического покрытия может стоить около 1000 долларов; тогда как большой змеевик для обогрева лица со сложной конструкцией корпуса / поддержки может стоить десятки тысяч долларов. Все наши катушки изготавливаются на заказ. Ни один из них не считается готовым ; тем не менее, eldec может производить рулоны, которые обычно используются на вашем заводе, с доставкой точно в срок, что сводит к минимуму время выполнения заказов и снижает потребность в складских запасах.
Ведущий производитель катушек индукционного нагрева, обслуживающий США, Канаду и Мексику
Один из наших клиентов назвал наши катушки катушками индуктивности C adillac .
Пол Джордж, консультант по индукционной пайке в компании Outage Technology Solutions и бывший инструктор по пайке в GE Power Division, утверждает, что другие компании могут производить более дешевые катушки, но приверженность eldec качеству, технической поддержке, надежным срокам поставки и отличным рабочим отношениям делает нас непревзойденными.Мы гордимся нашей репутацией «дата обещана, дата выполнена» и тем фактом, что клиенты доверяют нам защиту своей конфиденциальной информации.Ваши детали и производственные процессы уникальны. В eldec каждый проект начинается с рассмотрения проекта и обсуждения процесса разработки. Наша опытная команда поможет вам выбрать индукционный источник питания и спроектировать индукционные катушки для ваших конкретных деталей и производственной среды. И, если индукционный нагрев является новым для вас и вашего персонала, обучение операторов и техническому обслуживанию доступно на нашем заводе в Оберн-Хиллз, штат Мичиган, или на вашем предприятии.
Запланируйте консультацию сегодня, чтобы начать обсуждение.Системы индукционного нагрева для промышленности — безэмиссионный нагрев
Системы индукционного нагрева предназначены для производственных процессов с использованием тепла, вырабатываемого электричеством. Это включает в себя применение в промышленности по переработке пластмасс и текстильной промышленности, а также в процессах сушки в бумажной промышленности.
Индукционные нагреватели все чаще используются для нагрева таких инструментов, как ролики, валки или цилиндры.Они не только не производят вредных выбросов, они также могут быстро обеспечить тепло и так же быстро его снова отключить. Индуктивное тепло (до 250°) может быть равномерно распределено и обеспечивает точное динамическое управление.
Нагрев по вихретоковому принципу
Технология основана на вихретоковом принципе, при котором магнитное переменное поле создается с помощью переменного тока высокой частоты, который вводится в металл в определенной способ.
Возникающие в результате потери на вихревые токи генерируют тепловую мощность, которую можно точно дозировать путем изменения протекающего тока. Благодаря точной управляемости температуры процесс нагрева можно точно воспроизвести, что обеспечивает высокое качество процесса. Температура измеряется непосредственно в рубашке с использованием до четырех точек измерения. Кроме того, равномерный нагрев достигается за счет многозонной конструкции поверхности и роликового индуктора.Kendrion предлагает оптимизированные по энергопотреблению системы индукционного нагрева, компоненты которых точно согласованы друг с другом.
Асинхронные генераторы Kendrion представляют собой модульную систему. Они состоят из контроллера и до 7 асинхронных генераторов, устанавливаемых друг на друга. Контроллер можно интегрировать в систему управления машиной через интерфейс полевой шины (например, Profinet®). Управление отдельными асинхронными генераторами и получение сообщений о состоянии для всех подключенных генераторов осуществляется через центральный контроллер.
{-\vec {n}/\delta } \end{aligned}$$(1)
Рис.1Экспоненциальное затухание плотности тока в результате скин-эффекта в цилиндрическом проводнике переменного тока не учитываются краевые эффекты. Глубина скин-слоя теоретически зависит от частоты тока и свойств материала заготовки и может быть рассчитана как [6]
$$\begin{aligned} \delta = \sqrt{\dfrac{1}{\sigma \ pi \mu _0 \mu _r f}} \end{aligned}$$
(2)
По распределению плотности тока внутри заготовки можно оценить объемное тепловыделение.Омические и гистерезисные потери являются механизмами, которые генерируют тепло внутри заготовки. Последнее представлено замкнутой областью на кривой магнитного гистерезиса. Однако для высокочастотных систем гистерезисными потерями обычно пренебрегают в расчетах из-за их вычислительной сложности и малого влияния на общие потери [1, 15]. Основной причиной тепловыделения в этих случаях являются омические потери.
Переход электрической энергии в тепло известен как эффект Джоуля и вызывает так называемые омические потери.2 \end{выровнено}$$(3)
В этом выражении \(\vec {J}\) пиковый ток.
Вышеупомянутые свойства материала в основном зависят от температуры, но могут также зависеть от химического состава, микроструктуры или напряженного состояния материала. Изменение этих свойств при индукционном нагреве описано несколькими эмпирически полученными соотношениями.
Ферритная микроструктура в низколегированных сталях, таких как 42CrMo4, обычно является ферромагнитной, поэтому диполи магнита ориентированы в одном направлении, сильно реагируя с приложенным магнитным полем.{\ circ} \ hbox {C} \).
Магнитная проницаемость описывает реакцию материала на приложенное магнитное поле. Он определяется как производная магнитного поля по магнитной силе (\(\mu =\mu _0\mu _r=d|\vec {B}|/d|\vec {H}|\)). В случае стали относительная магнитная проницаемость сильно зависит от температуры и приложенного поля.
{\left( \dfrac{T-T_C}{C}\right) } \right] \end{aligned}$$(4)
Рис.{\ circ} \ hbox {C} \) с использованием нелинейного метода наименьших квадратов для набора измеренных данных. Детали измерений приведены в [16].Удельное электрическое сопротивление, обратное электрической проводимости, также является важным свойством материала, которое необходимо хорошо описать для получения точных результатов. Удельное электрическое сопротивление стали зависит от температуры и может быть рассчитано как [1]
$$\begin{aligned} \rho _{\mathrm {W}}\left( T \right) =\rho _{\mathrm {T}_{\mathrm {ref}}}\left[ 1+\alpha \left( TT_{ref} \right) \right] \end{align}$$
(5)
Обычные значения коэффициента удельного сопротивления \(\alpha \) можно найти при комнатной температуре, и для простоты обычно предполагается постоянным.{-6} (0,001+0,283\,\mathrm {C} + 0,17\,\mathrm {Si} + 0,0387\,\mathrm {Mn} — 0,1295\,\mathrm {S} + 0,0702\,\mathrm {Al }\\ + 0,00272\,\mathrm {Cr} + 0,0335\,\mathrm {Cu} + 0,0333\,\mathrm {Mo} + 0,0193\,\mathrm {Ni}) \end{выровнено} \end{выровнено} $$
(6)
Численное моделирование методом конечных элементов
Электромагнитные явления описываются набором хорошо известных дифференциальных уравнений, называемых уравнениями Максвелла [19].
Эти основные уравнения описывают электрические и магнитные поля от генерации магнитного поля из-за токов в катушке до индуцированных внутри заготовки. В предположении, что ток смещения пренебрежимо мал, комбинация уравнений Максвелла дает уравнение диффузии, описывающее электромагнитные явления для используемого в данном исследовании диапазона частот [15, 20]$$\begin{aligned} \sigma \dfrac{ \partial \vec {A}}{\partial t}-\nabla \left( \dfrac{1}{\mu }\nabla \vec {A}\right) =\vec {J}_s \end{aligned} $$
(7)
Общий подход к решению уравнения.(7) заключается в использовании гармонического приближения, которое предполагает, что ток источника в катушке является гармоническим во времени, обычно синусоидальным, поэтому отклик также должен быть гармоническим во времени. Следовательно, мы можем упростить уравнение диффузии (7) до
$$\begin{aligned} i \omega \sigma \vec {A}_0 -\nabla \left( \dfrac{1}{\mu }\nabla \vec {A}_0\right) =\vec {J} \end{aligned}$$
(8)
Гармоническое приближение используется во многих коммерческих электромагнитных программах.
Это стационарное решение справедливо только в том случае, если магнитная проницаемость материала является линейной, что неверно для ферритных сталей.Поскольку связь между электромагнитным полем и плотностью потока для ферромагнитных материалов является нелинейной, при расчете требуемой линейной магнитной проницаемости необходимо внести некоторые поправки. Одним из методов для этого является расчет эффективной проницаемости фиктивным линейным материалом, разработанный в [4] и использованный в нескольких работах, таких как [15, 16, 21].{e}_{mi} \end{align}$$
(11)
Вымышленный материал является локально и мгновенно линейным, поэтому его магнитная проницаемость меняется от точки к точке в зависимости от локальной температуры и приложенного поля. Для лучшего понимания на рис. 3 показаны реальная кривая намагничивания (синяя пунктирная линия), ее линеаризация (красная пунктирная линия) и линейная эффективная магнитная проницаемость фиктивного материала (черная сплошная линия), подобранные таким образом, что его магнитная коэнергия ( оранжевым цветом) совпадает с реальной кривой намагничивания (синим цветом).
Рис. 3Представление кривой B–H для реального (синяя пунктирная линия), линиаризованного (красная пунктирная линия) и линиаризованного фиктивного материала (черная сплошная линия) [4, 15, 16]. Примечание. Читатель может обратиться к веб-версии этой статьи для интерпретации ссылок в цвете
. После расчета электромагнитных тепловых потерь система должна быть проанализирована термически. Заготовка сталкивается с тремя тепловыми механизмами: теплопроводностью внутри заготовки от горячей поверхности через ее более холодную сердцевину, конвекцией от поверхности в окружающую среду и излучением.Уравнение теплопроводности и детали его расчета не приводятся в этой работе для краткости.
Из-за нелинейного и связанного характера задачи индукционного нагрева было разработано несколько алгоритмов для расчета электромагнитно-тепловой связи. Существует три основных подхода к проведению мультифизического анализа; самым простым методом является однонаправленный двухэтапный подход, при котором распределение источника тепла рассчитывается один раз и вводится в тепловую модель, где получается температурный профиль.
При таком подходе температурная и полевая зависимость электромагнитных свойств не учитывается. Таким образом, этот подход ограничен низкотемпературным нагревом линейных или почти линейных материалов, таких как алюминий или медь. Наиболее часто используемым подходом к объединению электромагнитной и тепловой моделей является метод непрямой или ступенчатой связи [22], при котором уравнение электромагнитной диффузии обычно решается с использованием гармонического приближения, где проницаемость линеаризуется. Аналогично двухэтапному подходу оба анализа выполняются отдельно.Однако существует итеративный процесс, так что оба расчета выполняются на каждом шаге, что позволяет учитывать нелинейность и электромагнитные свойства, зависящие от температуры [1]. Третий метод сопряжения электромагнитных и тепловых расчетов — прямой или полностью связанный подход, при котором система дифференциальных уравнений (включая уравнение электромагнитной диффузии (7)) решается одновременно и нет необходимости использовать гармоническое приближение. Этот подход требует интенсивного вычислительного времени и выделения памяти и обычно не используется в программах конечных элементов [22].Основное преимущество использования МКЭ заключается в том, что различные геометрические формы могут быть легко оценены, в отличие от геометрически ограниченных аналитических уравнений. Однако расчеты FEM требуют гораздо большего времени вычислений. Такие авторы, как Коланска-Плюска [23], заявляют, что для катушек с конечным числом требуется численная оценка, и только бесконечные катушки могут быть оценены аналитически. Важно отметить, что при выполнении электромагнитно-термического расчета для ферромагнитных материалов процесс моделирования должен быть двунаправленным или итеративным из-за нелинейности материала.Это означает, что для каждого временного шага электромагнитный расчет необходимо переоценивать из-за зависящих от температуры свойств материала, что увеличивает время расчета.
Цепь привода для нагревательной или индуктивной катушки
Это решение приводит в действие внешний элемент, будь то катушка для нагрева, провод для создания магнитного поля или индуктор для приведения в движение двигателя.
Микроконтроллер (MCU) посылает сигнал с широтно-импульсной модуляцией на драйвер затвора, который эффективно подключает питание к управляющему элементу или снимает с него заряд.Компаратор и усилители используются для контроля протекания тока и запуска любых событий перегрузки по току.Системные преимущества:
- Повышенная эффективность привода
- Улучшенное управление приводом нагрузки
- Обеспечивает измерение тока в широкой полосе пропускания
- Быстрое (1 мкс) обнаружение защиты от перегрузки по току
Целевые приложения:
- Нагревательные элементы
- Приводные двигатели
- Дискретные DC/DC преобразователи
- Ограждение по периметру
Сопутствующие товары
Продукт Описание Избранный документ Заказ LDO ISL80410 40 В, низкий ток покоя, линейный регулятор 150 мА Лист данных Купить/Образец Микроконтроллер RL78/G23 Высокопроизводительный экономичный 16-разрядный микроконтроллер с емкостным сенсорным экраном Лист данных Купить/Образец ИС со смешанными сигналами SLG47004 Настраиваемая матрица смешанных сигналов с возможностью внутрисистемного программирования и расширенными аналоговыми функциями Лист данных Купить/Образец МОП-транзистор РДЖК03М5ДНС Nch Single Power MOSFET 30V 25A 6.
 Как узнать, подходит ли конструкция катушки для вашей детали и процесса? Вот некоторые основы индукционных катушек и пять советов по оптимизации вашей конструкции.
Как узнать, подходит ли конструкция катушки для вашей детали и процесса? Вот некоторые основы индукционных катушек и пять советов по оптимизации вашей конструкции. Переменное электромагнитное поле катушки (ЭДС) создает наведенный ток (вихревой ток) в изделии, который выделяет тепло из-за потерь I Squared R (потери в сердечнике).
Переменное электромагнитное поле катушки (ЭДС) создает наведенный ток (вихревой ток) в изделии, который выделяет тепло из-за потерь I Squared R (потери в сердечнике). Более высокая плотность потока вблизи зоны нагрева означает, что в детали генерируется более высокий ток.
Более высокая плотность потока вблизи зоны нагрева означает, что в детали генерируется более высокий ток.
 Затем катушка нагревает проводящий материал, вставленный в отверстие.
Затем катушка нагревает проводящий материал, вставленный в отверстие.
 по ширине, чем одновитковая катушка.Типы включают:
по ширине, чем одновитковая катушка.Типы включают:
 Пол Джордж, консультант по индукционной пайке в компании Outage Technology Solutions и бывший инструктор по пайке в GE Power Division, утверждает, что другие компании могут производить более дешевые катушки, но приверженность eldec качеству, технической поддержке, надежным срокам поставки и отличным рабочим отношениям делает нас непревзойденными.Мы гордимся нашей репутацией «дата обещана, дата выполнена» и тем фактом, что клиенты доверяют нам защиту своей конфиденциальной информации.
Пол Джордж, консультант по индукционной пайке в компании Outage Technology Solutions и бывший инструктор по пайке в GE Power Division, утверждает, что другие компании могут производить более дешевые катушки, но приверженность eldec качеству, технической поддержке, надежным срокам поставки и отличным рабочим отношениям делает нас непревзойденными.Мы гордимся нашей репутацией «дата обещана, дата выполнена» и тем фактом, что клиенты доверяют нам защиту своей конфиденциальной информации. Запланируйте консультацию сегодня, чтобы начать обсуждение.
Запланируйте консультацию сегодня, чтобы начать обсуждение. Возникающие в результате потери на вихревые токи генерируют тепловую мощность, которую можно точно дозировать путем изменения протекающего тока. Благодаря точной управляемости температуры процесс нагрева можно точно воспроизвести, что обеспечивает высокое качество процесса. Температура измеряется непосредственно в рубашке с использованием до четырех точек измерения. Кроме того, равномерный нагрев достигается за счет многозонной конструкции поверхности и роликового индуктора.
Возникающие в результате потери на вихревые токи генерируют тепловую мощность, которую можно точно дозировать путем изменения протекающего тока. Благодаря точной управляемости температуры процесс нагрева можно точно воспроизвести, что обеспечивает высокое качество процесса. Температура измеряется непосредственно в рубашке с использованием до четырех точек измерения. Кроме того, равномерный нагрев достигается за счет многозонной конструкции поверхности и роликового индуктора. {-\vec {n}/\delta } \end{aligned}$$
{-\vec {n}/\delta } \end{aligned}$$ {\left( \dfrac{T-T_C}{C}\right) } \right] \end{aligned}$$
{\left( \dfrac{T-T_C}{C}\right) } \right] \end{aligned}$$ Эти основные уравнения описывают электрические и магнитные поля от генерации магнитного поля из-за токов в катушке до индуцированных внутри заготовки. В предположении, что ток смещения пренебрежимо мал, комбинация уравнений Максвелла дает уравнение диффузии, описывающее электромагнитные явления для используемого в данном исследовании диапазона частот [15, 20]
Эти основные уравнения описывают электрические и магнитные поля от генерации магнитного поля из-за токов в катушке до индуцированных внутри заготовки. В предположении, что ток смещения пренебрежимо мал, комбинация уравнений Максвелла дает уравнение диффузии, описывающее электромагнитные явления для используемого в данном исследовании диапазона частот [15, 20] Это стационарное решение справедливо только в том случае, если магнитная проницаемость материала является линейной, что неверно для ферритных сталей.
Это стационарное решение справедливо только в том случае, если магнитная проницаемость материала является линейной, что неверно для ферритных сталей.
 При таком подходе температурная и полевая зависимость электромагнитных свойств не учитывается. Таким образом, этот подход ограничен низкотемпературным нагревом линейных или почти линейных материалов, таких как алюминий или медь. Наиболее часто используемым подходом к объединению электромагнитной и тепловой моделей является метод непрямой или ступенчатой связи [22], при котором уравнение электромагнитной диффузии обычно решается с использованием гармонического приближения, где проницаемость линеаризуется. Аналогично двухэтапному подходу оба анализа выполняются отдельно.Однако существует итеративный процесс, так что оба расчета выполняются на каждом шаге, что позволяет учитывать нелинейность и электромагнитные свойства, зависящие от температуры [1]. Третий метод сопряжения электромагнитных и тепловых расчетов — прямой или полностью связанный подход, при котором система дифференциальных уравнений (включая уравнение электромагнитной диффузии (7)) решается одновременно и нет необходимости использовать гармоническое приближение.
При таком подходе температурная и полевая зависимость электромагнитных свойств не учитывается. Таким образом, этот подход ограничен низкотемпературным нагревом линейных или почти линейных материалов, таких как алюминий или медь. Наиболее часто используемым подходом к объединению электромагнитной и тепловой моделей является метод непрямой или ступенчатой связи [22], при котором уравнение электромагнитной диффузии обычно решается с использованием гармонического приближения, где проницаемость линеаризуется. Аналогично двухэтапному подходу оба анализа выполняются отдельно.Однако существует итеративный процесс, так что оба расчета выполняются на каждом шаге, что позволяет учитывать нелинейность и электромагнитные свойства, зависящие от температуры [1]. Третий метод сопряжения электромагнитных и тепловых расчетов — прямой или полностью связанный подход, при котором система дифференциальных уравнений (включая уравнение электромагнитной диффузии (7)) решается одновременно и нет необходимости использовать гармоническое приближение. Этот подход требует интенсивного вычислительного времени и выделения памяти и обычно не используется в программах конечных элементов [22].
Этот подход требует интенсивного вычислительного времени и выделения памяти и обычно не используется в программах конечных элементов [22].