

Как правильно сваривать: Упс… Кажется такой страницы нет на сайте
Как правильно варить сваркой: технология, сила тока
Хороший обобщающий материал способен сэкономить начинающему сварщику много времени, поможет обойтись без специальных курсов. Научиться правильно варить сваркой не сложно, для этого потребуется знание теории и некоторое количество практики.
Без знания теории овладеть сваркой невозможно, так как:
- Качественного шва не получится.
- Можно получить повреждения или травмировать других людей.
- Можно вывести оборудование из строя.
Электросварка — соединение металлических деталей сплавлением электрической дугой. Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
- Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу.
 Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно. - Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.
 Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.Виды электросварки
Выделяют несколько основных направлений:
- MMA. Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода используется проволока, подаваемая в сварочную ванну с постоянной скоростью. В зону сварки через шланг подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварочный шов. Преимущества такого вида сварки — отсутствие шлака, высокое качество шва, возможность варить тонкий металл.
- TIG. Сварка цветных металлов в среде защитного газа при помощи неплавящегося электрода. Широко применяется для соединения цветных металлов и сплавов.
 Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.Есть несколько видов различных технологий, применяемых в автомобилестроении или судостроении. Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Технология сварочных работ
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.

Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
Перед соединением деталей нужно:
- Определить вид соединения — встык, внахлест, угловое, тавровое соединения.
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения. Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.
Учимся варить электросваркой
Подготовив детали к свариванию, выставив примерно силу тока и надев спецодежду, можно готовиться к проведению непосредственно сварки.
Подключаем аппарат.
- Подключаем провода к сварочному аппарату. Обычно пользуются «обратным» подключением — минус (масса) присоединяется к свариваемой поверхности, плюс — к держаку. Прямое подключение используется при рекомендациях производителей электродов.
- Проверяем держак. Он может быть самодельным или заводского изготовления. Главные требования — прочность фиксации электрода, возможность быстрой замены, отсутствие частей под напряжением, теплоизолированность рукояти. Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.
- Подключаем массу. Простейший способ — приварить ее к металлу, но лучше использовать зажимные клещи или магнитную массу.
- В зависимости от пространственного положения, важно выбрать угол подключения электрода к держаку. Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.

Выбираем электроды
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и обваливается в песке с добавлением присадок — буры, соды, солей. Сегодня в продаже есть различные виды электродов.
Разделяют электроды:
- С основным покрытием. Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
- С рутиловым или кислотным покрытием. Дают больше шлака, требуют навыков. Легко поджигаются, шов лучше защищен. Плюс этого покрытия — меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.
Диаметр выбирается, исходя из толщины свариваемых деталей. Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 — 4 мм.
Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 — 4 мм.
Зажигаем дугу
Начинающие сварщики сталкиваются со сложностью в начале. Зажечь дугу правильно можно несколькими способами:
- Чиркание. Простой способ, движение напоминает поджигание спички. Возникшая дуга удерживается и переводится в начало шва. Минус способа — наплывы и брызги металла вне дуги.
- Удар. На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
Зажженная дуга образует сварочную ванну. При начале сварки делаем небольшое круговое движение — размешиваем ванну.
Чтобы следов от зажигания дуги на детали не осталось, пользуемся следующими лайфхаками:
- Чиркаем по шву, зажигаем дугу и переводим ее в начало шва. Движения не выходят за пределы шва, а следы поджига дуги завариваются.
- Используем стартовую пластину. Поджигать электрод и начинать сварку можно на куске металла, пристыкованном к началу шва. После стартовая пластина отламывается или срезается.
 Движения не выходят за пределы шва, а следы поджига дуги завариваются.
Движения не выходят за пределы шва, а следы поджига дуги завариваются.Выбираем силу тока
Чтобы получить управляемую сварочную ванну, нужно правильно определить силу тока. Она зависит от:
- Соотношения диаметра электрода к толщине свариваемого металла.
- Пространственного положения.
- Скорости движений сварщика.
Перед началом работы проваривается тренировочный шов. Правильно выбранная сила тока определяется по характеру ванны.
| Малая сила тока | Большая сила тока |
|---|---|
| Если дуга не поддерживается, гаснет, ванна получается узкая | Жидкая, неконтролируемая ванна, вытекающий металл, брызги вокруг шва, прожог |
Опытные сварщики ставят максимальные значения — это помогает варить быстрее.
Горизонтальные швы варятся при высокой силе тока, на вертикальных швах сила тока уменьшается на 10 — 15 %, потолочные швы требуют снижения на 20 — 30 % относительно горизонтальных.
Держим электрод правильно
На качество шва большое влияние оказывает длина дуги, траектория движения, скорость сварки и угол ведения электрода.
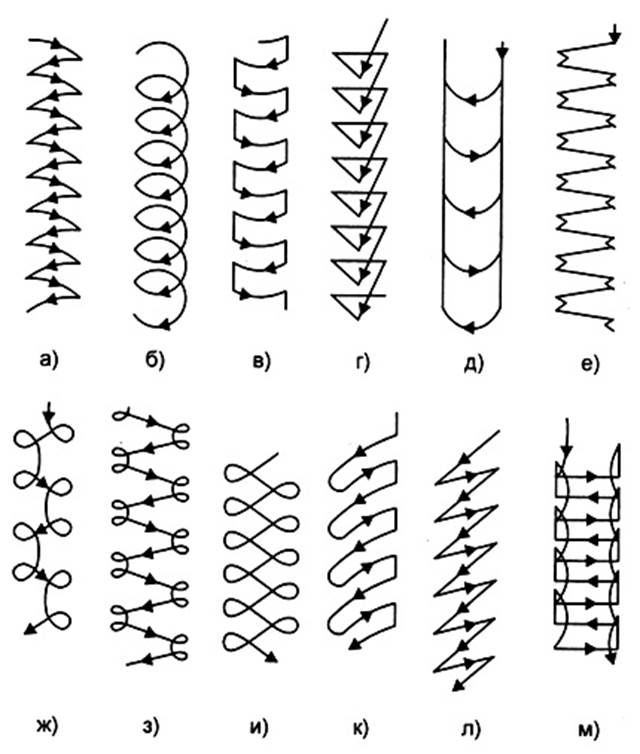
Движения электрода
- Возвратно-поступательные движения вдоль шва. Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
- Поперечные колебательные. У каждого сварщика есть свои «фирменные» предпочтения и привычки — кто-то ведет полумесяцем, кто-то «восьмеркой», Z-образное, многовитковое колебание. Применяется, если нужно получить широкий шов, при большом зазоре или заварке фасок. Правило — чем толще деталь, тем дольше нужно задерживаться на ее краях, чтобы хорошо прогреть.
Длина дуги
Частая ошибка начинающих сварщиков — несоблюдение длины дуги. «Короткая» дуга не прогреет металл, шов может получиться пористым и неравномерным. «Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
«Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
Скорость ведения сварки
Если варить слишком медленно, есть риск перегрева металла, прожига. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к непровару, прерывистому шву. Шов получится узкий, с включениями шлака и раковинами.
Положение электрода
Классическая рекомендация начинающим сварщикам — держать электрод на протяжении всего шва под одинаковым углом.
Если держать перпендикулярно, будет излишний прогрев детали, что может привести к прожогу.
Малый угол наклона приведет к образованию раковин, контролировать при этом шов сложнее.
Лучше всего держать под углом 45 градусов.
Электрод не должен «толкать» шов, а «тащить» его. Это обеспечивает оптимальный прогрев, равномерность шва, контролируемость сварной ванны.
Варим правильно
Сваривание металла имеет много особенностей и сложностей. Главное при ведении шва — не прожигать металл, при этом проплавлять кромки.
Тонкий металл, корень шва деталей с зазором можно сваривать методом «в отрыв». Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Сварка толстого металла, наплавка тела шва производится без отрыва. Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Если электрод закончился, очищаем шлак. В месте завершения ванны образуется впадина — кратер. Новая дуга размешивается в кратере предыдущей, и сварка идет дальше.
Дефектуем шов
После проведения сварки, шов обязательно очищается от шлака. Если сварка проведена хорошо, шлак отделяется одним ударом, легко. Плохой шов долго чистится, шлак хорошо держится за поры.
На какие дефекты нужно обратить внимание:
- Сплавление кромок. Оба края должны быть равномерно сплавлены.
- Подрезы. Края деталей при высокой силе тока расплавляются, получаются впадины. Это ослабляет металл.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.
 Оба края должны быть равномерно сплавлены.
Оба края должны быть равномерно сплавлены.Заключение
Чтобы научиться хорошо сваривать металл, нужно знать теорию и много практиковаться. Хорошо, если есть человек, способный указать начинающему сварщику на недочеты и способы их устранения. Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными. Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
Как правильно варить дуговой сваркой
Несколько десятков лет назад не было такого, чтобы люди сами могли выбирать, каким способом варить металл. Было один-два способа. Нынче же, в эпоху технологического прогресса и требований к качеству материалов существует множество способов сваривания металла. Самым оптимальным и эффективным из них является сварка дуговым аппаратом. Им пользуются наибольшее количество людей, поэтому это способ наиболее популярен.
Самым оптимальным и эффективным из них является сварка дуговым аппаратом. Им пользуются наибольшее количество людей, поэтому это способ наиболее популярен.
Содержание:
- Принцип работы аппарата дуговой сварки
- Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
- Какие бывают электроды, и как не ошибиться в их выборе?
- Технология выполнения ручной дуговой сварки своими руками
- Техника безопасности или как защитить себя сварщику?
Принцип работы аппарата дуговой сварки
Преимущество дуговой сварки – температура дуги, которая достигает более 5 тыс. градусов. Она гарантирует сваривание абсолютно любых материалов, так как может расплавить даже самый крепкий материал. Зона максимально высокой температуры сосредотачивается в дуговом разряде. Направление дуги можно менять на прямую дугу, и косвенно действующую.
Рассмотрим разницу между дугой прямого действия и косвенного. Огонь между сварочными металлами и электродом характеризует сварку с дугой прямого действия. Косвенная дуга начинает гореть между самими электродами. В этом случае, металлы для сплавки не обрабатываются сварочным током.
Огонь между сварочными металлами и электродом характеризует сварку с дугой прямого действия. Косвенная дуга начинает гореть между самими электродами. В этом случае, металлы для сплавки не обрабатываются сварочным током.
Зажечь дугу можно только тогда, когда сквозь основу электрода протекает ток, а конец электрода соприкасается с металлом. После, дуга начинает гореть между металлом, который расплавляется в процессе и, основанием электрода. Впоследствии этой дуги, температура мгновенно повышается, и металл начинает плавиться. Одновременно с расплавкой металла, плавиться и электрод.
Расплавленный металл имеет небольшую впадину и образует сварочную ванну.
Там он продолжает плавиться вместе с покрытием выбранного электрода. Когда расплавляется электрод, вокруг ванны образуется некий газовый слой, который защищает, шлаковую ванну. Если бы на электроды не наносили специально предназначенную обмазку, расплавленный металл не защищался бы шлаком. Когда, по каким-то причинам, в процессе проварки не нужен шлаковый защитный газ, можно это предусмотреть и выбрать электроды, которые не обработаны минеральными частицами и разными ферросплавами. Именно эти покрытия электрода, при плавлении, дадут нужную газовую защиту от внешней среды.
Именно эти покрытия электрода, при плавлении, дадут нужную газовую защиту от внешней среды.
Сварочная дуга не стоит на месте, а продвигается по мере провара. Смещение дуги вызывает охлаждение проваренного места и отвердевание его. После того, как он охладится, станет видно сварочный шов, имеющий маленький налет шлака, который напоминает корку.
Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
На сегодняшний день существует огромное количество разных материалов, требований к их проварке в труднодоступных местах, поэтому требования к сварочному аппарату очень серьезные. Это отразилось на количестве разных аппаратов для сварки, которые уже можно поделить по типу источника переменного или постоянного тока на три основных вида.
Сварочные трансформаторы
Это наиболее простое решение, для получения нужного тока. Принцип его работы – понизить сетевое напряжение, до оптимального, для работы сварочного аппарата, с чем и должна справляться его главная деталь – трансформатор. Получить на выходе постоянный ток невозможно с использованием трансформатора, так как он может позволить выдать только переменный. В работе довольно часто нужно регулировать силу выделяемого тока, про что не забыли изготовители, оснастив аппарат так, что передвигая первичную и вторичную обмотку, меняется сила тока. Хотя, кроме этого способа, существуют и несколько других. Но, поскольку они используются крайне редко, нет нужды говорить о них подробно.
Получить на выходе постоянный ток невозможно с использованием трансформатора, так как он может позволить выдать только переменный. В работе довольно часто нужно регулировать силу выделяемого тока, про что не забыли изготовители, оснастив аппарат так, что передвигая первичную и вторичную обмотку, меняется сила тока. Хотя, кроме этого способа, существуют и несколько других. Но, поскольку они используются крайне редко, нет нужды говорить о них подробно.
Сварочный трансформатор имеет все необходимые возможности, чтобы варить качественно и точно, при условии, что к нему будут подобраны специальные электроды для переменного тока. В этом случае шансы на качественную проварку металла только увеличиваются. Раз уж разговор зашел о качестве и эффективности аппарата, просто нельзя позабыть о коэффициенте полезного действия (КПД). Дело в том, что сварочный трансформатор достигает отличных результатов – 90%. Всегда и у всех аппаратов разного применения будут потери эффективности (нагрев, внешняя среда), и 10% это сравнительно небольшой процент.
Что может быть главнее эффективности трансформаторной сварки? Конечно, ее стоимость и долговечность. Удивительно, но цена – невысокая и полностью себя оправдывает, а срок работы аппаратуры – главный плюс и козырь трансформаторного сварочного аппарата.
Сварочный выпрямитель
Их основная цель – выпрямлять напряжение, преобразовывать и делать постоянный ток, используя непостоянный. Структура этих аппаратов очень простая: один трансформатор понижения тока, диодный блок (выпрямитель) и системы для регулировки защиты, а также пуска. Если сравнивать состав этого выпрямителя с компонентами трансформаторной сварки, то абсолютно точно можно подчеркнуть, что выпрямители порядком сложнее, чем трансформаторы. Что является их достоинством, ведь это непосредственно оказывается на практике – работают намного стабильнее — сварочный ток и дуга имеют лучшие характеристики.
Если качество работы выпрямителей намного выше предыдущих, то существенно лучше и качество получаемого шва.
Нельзя сказать о плохом качестве швов в трансформаторах, однако выпрямители делают его еще лучше и надежнее. Небольшие минусы здесь все-таки присутствуют: большой вес выпрямительного аппарата и работает он под очень большим напряжением, что сказывается на ухудшении напряжения в сети, во время его работы.
Современные сварочные аппараты — инверторы
Бывает и так, что для нормальной работы 50 Гц напряжения недостаточно, и использование трансформаторов, как и выпрямителей в некоторых ситуациях невозможно. Из-за этого, благодаря нынешним технологиям, широко производятся новые, намного более мощные сварочные аппараты. Они называются инверторными, и работают под частотой более 500 Гц.
Для передачи энергии, не нужен трансформатор внушительных размеров, а достаточно маленького, который обеспечит протекание постоянного тока все время. Чтобы сравнить, в сколько раз меньше весит силовой трансформатор от обычного, нужно отталкиваться от их одинаковых параметров силы тока. Силовому трансформатору для выработки тока в 160А не надо весить 20 кг и более. А это уменьшает вес полной сборки инвертора в 5-7 раз. В то время как обычному трансформатору никак не удастся избежать несколько десятков килограммов массы.
Вес полностью укомплектованного инвертора не превышает 8 кг (бывает меньше, но не больше). Это очень удобно и компактно, так как, транспортируя аппарат, тратится намного меньше усилий.
Комплектующие инвертора немного похожи на выпрямительный аппарат.
В состав инвертора входит сетевой фильтр, два выпрямителя, преобразователь переменного напряжение, работающего на очень высоких частотах и последнее – схемы управления. Им можно работать намного дольше, без перерыва, так как его работа максимально стабильная. Кроме этого, инвертор позволяет сварщику расширено выбирать сварочный ток. Переключатель находится на самом инверторе и может очень точно переходить к разным значениям силы тока. Это просто необходимо, если варить потребуется тоненькими электродами.
Это просто необходимо, если варить потребуется тоненькими электродами.
При выборе любого типа сварочного аппарата, нужно сосредотачивать внимание на диапазоне допустимого изменения сварочного тока. Именно этот показатель, указывает на его активную мощность. От широкого диапазона зависит много: выбор электродов (большой диапазон позволяет использовать электроды большого размера, но и малые тоже). Важно и то, как быстро аппарат сможет зажечь дугу, от этого, в некоторой мере, зависит продуктивность работы. Как понять, будет ли данный аппарат быстро зажигать дугу или медлить? Очень просто, эти параметры специально указываются в технических характеристиках любых сварочных аппаратов в колонке – ток холостого хода. Рекомендуемое значение данного параметра 60 – 80В, если больше – лучше, и дуга будет загораться мгновенно.
Достаточно редко встречаются сварочные аппараты, использующие углекислый газ, которые называются полуавтоматами.
Они имеют профессиональное качество проварки металла, работают с достаточно тонкими металлическими листами. Стоимость полуавтоматов весьма внушительная, поэтому они не распространены в домашнем процессе сварки, а широко используются на более ответственном и масштабном уровне.
Стоимость полуавтоматов весьма внушительная, поэтому они не распространены в домашнем процессе сварки, а широко используются на более ответственном и масштабном уровне.
Каким бы аппаратом не пользовался сварщик, трансформаторным или инверторной сваркой, все равно не сможет начать процесс без неотъемлемой части сварочного аппарата – электрода. А значит следующий этап для успешного протекания процесса — подбор электродов по определенным требованиям и в зависимости от материалов металла.
Какие бывают электроды, и как не ошибиться в их выборе?
Электрод похож на тонкую металлическую палочку с защитным покрытием. Так и есть на самом деле, электрод – это самый натуральный металлический стержень, а образованное покрытие – ферросплавы и минералы. В процессе расплава металла и образования сварочной ванны они будут защищать ее, создавая слой защитного газа, сквозь который воздух не сможет попасть и окислить сварочную ванну.
Электрод должен в сварочном процессе расплавиться и расплавить также необходимое место металлического листа. Осуществляется это за счет прохождения тока значительной величины по самому электроду. Электрический ток, который попадает на электрод, начинает проходить и попадает к месту, где вскоре образуется шов, из-за того, что электрод будет соприкасаться с листом металла.
Осуществляется это за счет прохождения тока значительной величины по самому электроду. Электрический ток, который попадает на электрод, начинает проходить и попадает к месту, где вскоре образуется шов, из-за того, что электрод будет соприкасаться с листом металла.
Электроды различаются по типажу:
- Чугунные, стальные и стальные с добавлением минералов.
- Плавящиеся с получаемым сечением.
- Неплавящиеся для работы при контактной сварке..
Электроды нестандартные, и бывают всевозможного диаметра и длины. В зависимости от задач и сложности сварки, выбираются или маленькой длины, которые уменьшают напряжение, или длинные – основная их задача – повысить сопротивление.
Не всем известно, что сварщики различают электроды: профессиональные и обычные. В полуавтоматической сварке используются только первые. Это – вольфрамовые электроды, плазменные. Принцип действия одинаковый – плавясь, они выделяют защитный газ.
Покрытие электрода, как уже известно, защищает сварочную ванну от агрессивного воздействия воздуха, но еще и помогает гореть дуге более устойчиво. На электродах можно увидеть разное покрытие: кислое, основное, целлюлозное и другие, малоиспользуемые.
Самое главное, выбирая электроды – покупать только те, которые будут соответствовать целям сварки. Выбор сварочных аппаратов напрямую меняет тип электродов. Чаще всего используют электроды марки УОНИ-13/НЖ/12х13. Их применяют при работе с низколегированной сталью и углеродистыми листами. Р-3С используют для сварки переменным и постоянным током. Используются для таких же материалов.
Технология выполнения ручной дуговой сварки своими руками
Все домашние работы, которые нуждаются в сварочной работе, не могут обойтись без ручного аппарата дуговой сварки. Даже спустя многие годы, этот аппарат не потерял своей актуальности, а стал еще более популярным и используемым.
Одним из существующих способов является вариант сварки электродом, вместе с защитными газами (аргон с добавлением небольшого количества кислорода). Электроды в этом случае используют неплавкие и, часто вольфрамовые.
Электроды в этом случае используют неплавкие и, часто вольфрамовые.
Важным моментом следует отметить качество шва. Чтобы место сварки было качественным, а не ослабленным швом, нужно правильно подбирать электроды под материал(они должны быть того же качества, что и металл). Только тогда, расплавка и смешивание химического состава электрода и металла не будет различаться, и ухудшать его. Сваривание ручной дуговой сваркой требуется проводить постоянным током. Исключение составляет сварка алюминия, которую лучше производить переменным и током с обратной полярностью. Объясняется это тем, что алюминий имеет некий слой оксидной пленки, а она, в свою очередь, имеет очень высокую температуру плавления (больше 1000 градусов), и переменный ток лучше ее плавит.
Сварка с аргоном более дорогая, в сравнении с обычной, и скоростью похвастаться не может, зато можно уверенно сказать о преимуществе данного типа для работы производственном масштабе. Для начинающих же сварщиков не рекомендуется использовать этот способ дуговой сварки, так как освоить и хорошо управлять им немного сложнее.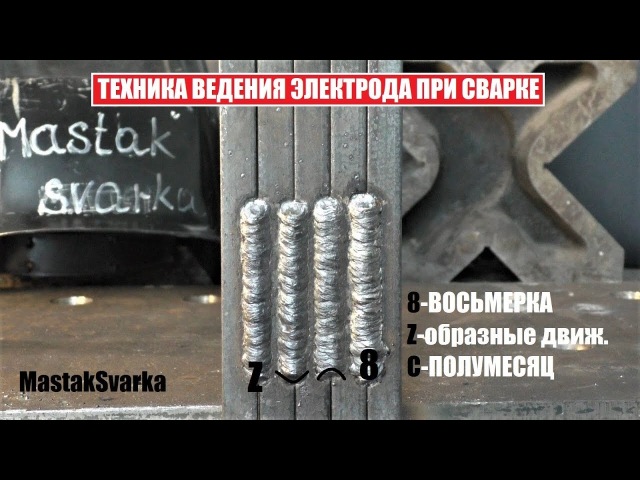 Электроды для обычной ручной сварки подходят простые, но покрытые химическими элементами. Один конец у них оставляют непокрытым, так как он будет крепиться в держателе.
Электроды для обычной ручной сварки подходят простые, но покрытые химическими элементами. Один конец у них оставляют непокрытым, так как он будет крепиться в держателе.
Итак, первое, на что надо обратить внимание, начиная работу с дуговой ручной сваркой – подбор силы тока. Оптимальный выбор силы сварочного тока гарантирует шов хорошего качества. Тем, кто не знает, как в домашних условиях выбрать силу тока, расстраиваться не нужно, а всего-навсего заглянуть в документацию к сварочному аппарату, где должно быть указано, как выбирать.
Следующим этапом рассмотрим быстроту сварки. Скорость перемещения электрода зависит от толщины материала. Чем толще металл, тем дольше будет его плавка, а значит, скорость немного упадет. Главным показателем выбора скорости является наполнение сварочной ванны расплавленным металлом. Держать электрод нужно на одном место столько, чтобы эта ванна наполнилась и немного возвышалась над остальным слоем металла на несколько миллиметров. Перемещать электрод слишком медленно тоже недопустимо, так как сварочный шов, точнее расплавленный металл начнет растекаться, и препятствовать дальнейшему процессу.
Очень важный момент в работе — это зажигание сварочной дуги. Именно с ее появления начинается процесс сварки металла. Зажечь ее можно не одним способом, однако, самым активно используемым методом является соприкосновение электрода и поверхности выбранного листа металла. Касаться или чиркать нет разницы, в любом случае дуга должна появиться. Эти действия проводят только с новым электродом. Любой новичок или опытный сварщик сделают это легко, и бояться этого не стоит. Другой метод вызывания сварочной дуги предназначен для всех труднодоступных и мало контролируемых мест. Для того чтобы вызвать дугу, надо коснуться электродом поверхности металла, после чего отвести на несколько миллиметров. Подводить электрод нужно обязательно под прямым (вертикально) углом.
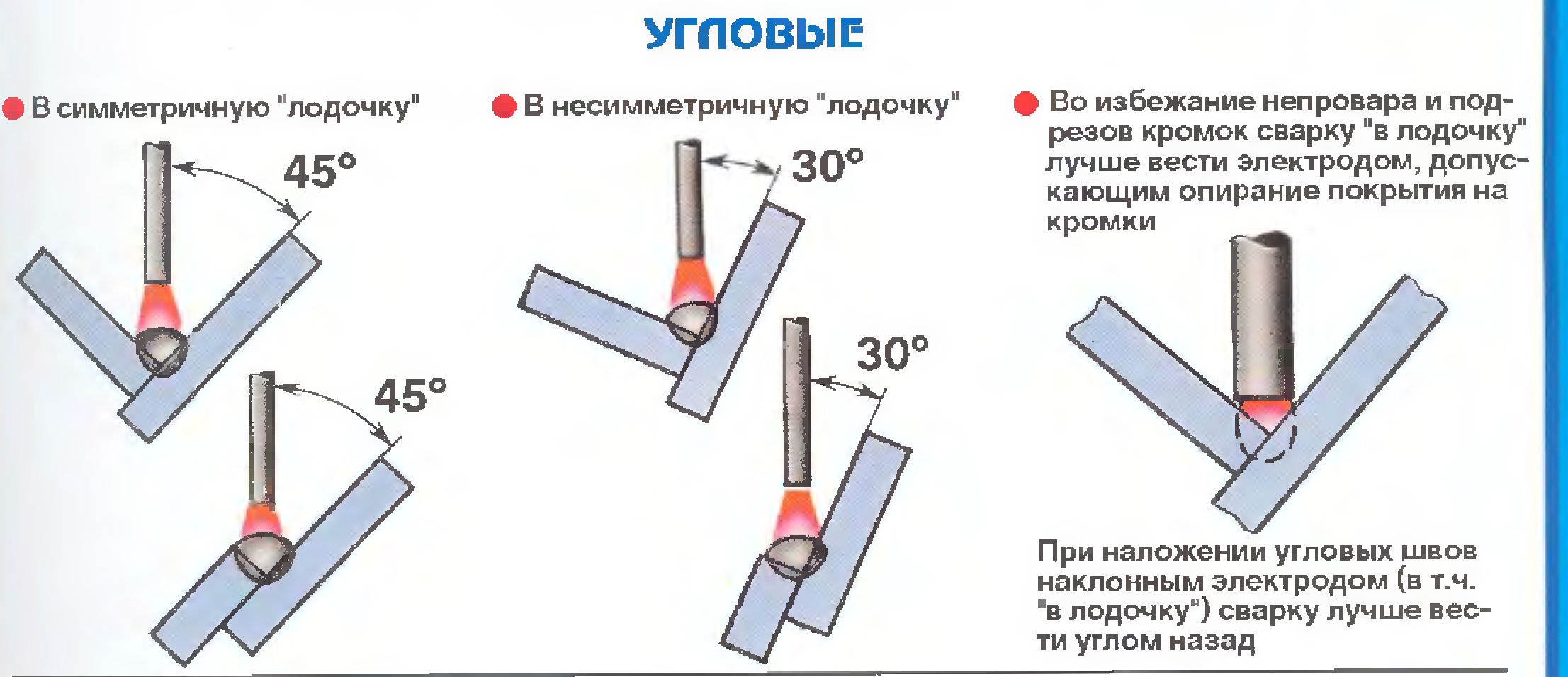
Как осуществить наплавку швов поверхностей которые размещены под углом и внахлест?
При условии, что электрод находится под углом 45 градусов, относительно поверхностей, можно уверено твердить, что шов получится очень высокого качества и результат будет положительный. При этом поверхности лучше всего сложить «Г-образно». Только в таком положении двух поверхностей получится наплавить швы, имеющие большое сечение.
При этом поверхности лучше всего сложить «Г-образно». Только в таком положении двух поверхностей получится наплавить швы, имеющие большое сечение.
Два элемента, которые находятся внахлест, наплавляют короткой дугой, при этом двигая электродом вперед-назад, для разогрева всей поверхности. Разогрев всей поверхности важен, так как это будет влиять на равномерное заполнение жидким металлом ванны.
Техника безопасности или как защитить себя сварщику?
Самым важным элементом защиты и безопасного проведения работ на сварочном аппарате является защитный щиток и перчатки. Эти элементы просто неотъемлемы при сварке, и должны быть одеты еще перед включением дугового аппарата. Если нет защитной маски, которая одевается на голову, сварщик может использовать щиток подобного типа, но его надо держать другой рукой. Сквозь защитное стекло будет видно расплавленный металл и место сварки. Стоит отметить, что держать щиток не нужно все время, от включения сварочного аппарата и до самого окончания. Защитное стекло, которое включает в себя подложку из оргстекла, должно защищать глаза только в период возгорания дуги.
Защитное стекло, которое включает в себя подложку из оргстекла, должно защищать глаза только в период возгорания дуги.
Кроме перчаток, сварщику в обязательном порядке нужно быть одетым в специальный защитный костюм, который плохо горит, а значит и возможности тлеть у материалов не будет. Хорошо подходят ткани из брезента и кожи. При работе нельзя гарантировать, что ни капли расплавленного металла, не попадет на одежду или обувь, поэтому все части тела должны быть защищены.
Чтобы не нарушить правила техники безопасности, приниматься за работу надо только на том оборудовании, которое изначально было проверено.
Последнее, важное замечание к безопасности относят плохое закрепление сварных деталей. Именно этим правилом пренебрегают многие любители домашней сварки. Это в некоторых случаях очень опасно, так как в противоположном случае, горячая или расплавленная часть материала может упасть на пол или на ногу.
Как варить металл электросваркой, как правильно сваривать (тонкий и другие)
Общие сведения и процесс
Для того чтобы разобраться как правильно сварить металл электросваркой, надо понять, что речь идет о сварке, а не о металлургическом процессе выплавки и для чего необходимы такие знания. Освоить сварочное производство с нынешним количеством обучающих материалов можно и в домашних условиях, но и только для собственных бытовых нужд. Если речь идет об оказании услуг, то это влечет за собой определенную ответственность за качество работ и потому знания и опыт лучше получать в специализированных учебных заведениях.
Освоить сварочное производство с нынешним количеством обучающих материалов можно и в домашних условиях, но и только для собственных бытовых нужд. Если речь идет об оказании услуг, то это влечет за собой определенную ответственность за качество работ и потому знания и опыт лучше получать в специализированных учебных заведениях.
Сварка предметов, находящихся в твердом состоянии, путем нагрева и расплавления с применением эклектической энергии называется электросваркой.
Процесс происходит под непосредственным воздействием электрической дуги, температура которой превосходит температуру плавления любого из известных металлов и их сплавов и составляет 70000С.
Сваривание нержавейки электросваркой требует специальных электродовДуга образуется от подачи электрической энергии постоянного или переменного напряжения от сварочного трансформатора к электроду и свариваемому предмету. Под воздействием возникающей высокой температуры металлы плавятся и образуют сварочную ванну, в которой перемешиваются, а входящие в них примеси в виде шлаков всплывают на поверхность и создают защитную пленку. Металлы остывают, затвердевают и образуют сварное соединение или шов. Застывший шлак убирают. Для сварки применяют плавящиеся и неплавящиеся электроды, а также присадочные проволоки и защитные газы и смеси.
Металлы остывают, затвердевают и образуют сварное соединение или шов. Застывший шлак убирают. Для сварки применяют плавящиеся и неплавящиеся электроды, а также присадочные проволоки и защитные газы и смеси.
По степени механизации сварку разделяют на:
Электрическая дуга может оставить ожоги на теле и глазах- ручную;
- полуавтоматическую;
- автоматическую.
Электрическая дуга может образовываться при помощи постоянного тока прямой полярности, когда отрицательный полюс подводиться на электрод, и обратной полярности – на электроде положительный полюс. Также она может создаваться переменным током. Дуга может образовываться не только между изделием и электродом, но и между электродами. Такая дуга называется косвенного действия или независимая. Дуга при сварке может быть открытой для наблюдения, закрытой и полуоткрытой. Это различие особенно важно учитывать при соблюдении правил техники безопасности и защите органов зрения специальными светофильтрами от ожогов ультрафиолетовым излучением.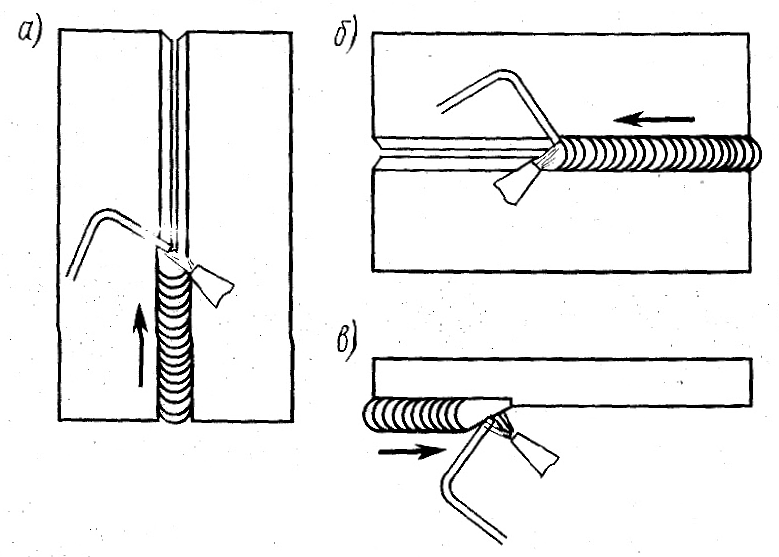
Уделять внимание защите от окружающего воздуха надо и зоне сварки. Защитой может быть шлак, выделяющийся при плавлении, газ и флюс.
Флюс – это специальное вещество или смесь из различных материалов, которым защищают от атмосферного воздействия, для стабилизации горения дуги и придаче сварочному шву дополнительных свойств. Как правило, эту смесь наносят на электрод.
Технология и обучение
Спецодежда для сварщиковПроцесс варки металла как электросваркой, так и другими способами, начинается с подбора рабочей одежды и оборудования. Для электросварки необходимы:
- маска или очки для защиты глаз со специальным светофильтром;
- перчатки, предпочтительнее из замши;
- одежда с длинными рукавами;
- закрытая обувь.
Из оборудования:
- сварочный аппарат;
- трансформатор для преобразования переменного тока в постоянный;
- электроды в комплекте;
- молоток и другой инструмент для сбивания шлака и зачистки шва.
Научиться и правильно сваривать металл электросваркой как раз зависит от подбора оборудования, и, в первую очередь, электродов. От их покрытия или обмазки зависит качество сваривания. Под воздействием температуры, обмазка превращается в газовую зону над ванной расплавленных металлов основания и электрода, которая предотвращает воздействие воздуха на процесс их сплавления.
От их покрытия или обмазки зависит качество сваривания. Под воздействием температуры, обмазка превращается в газовую зону над ванной расплавленных металлов основания и электрода, которая предотвращает воздействие воздуха на процесс их сплавления.
Опыт сварочных работ лучше получать под руководством профессионального наставника, потому что часто выбор оборудования, режима его работы, расходных материалов, размещение соединяемых элементов, скорость перемещения дуги и так далее происходит эмпирическим, то есть пробным путем. С опытом придут навыки, равномерность движения, качество кромки и шва.
Особенности работы с тонким металлом
Сварка тонкого металла требует опыта работыМеталл толщиной до 3 мм. или тонкий очень часто применяется для производства изделий, используемых в повседневной жизни. Потому их ремонт, в том числе и сварка, — вопрос, который часто возникает и, по общему мнению, не требует обращения к специалистам, а может быть выполнен в «домашних» условиях. Однако это не так просто, как кажется на первый взгляд.
Если нужно сварить электросваркой тонкий металл, то к выбору оборудования, его мощности, вида электрода и сварного шва требуется подход со знанием дела и опытом.
Особенностей его сварки несколько. Основная, что совершенно очевидно, его толщина. При любом неосторожном движении и в изделии может появиться новое и совершенно ненужное прожженное отверстие. С другой стороны, излишняя «деликатность» не создаст необходимого сварного шва и соединение распадется.
Лист нержавеющей стали толщиной до 3 ммДля работы с тонким металлом применяют «малые» токи, потому электрод необходимо держать максимально близко к изделию, иначе пропадет сварная дуга и плавка прекратиться. Кроме того, для каждого металла необходимо специально подготавливать свариваемые кромки, применять разного вида и расположения сварные швы и так далее.
Перед началом работ необходимо правильно подобрать электрод. Его диаметр напрямую зависит от толщины свариваемого металла. Чем тоньше металл, тем меньше диаметр. Применяемый для сварочных работ ток должен соответствовать параметрам металла и электрода. Например, толщина листа 3 мм., диаметр электрода – 3 мм., сила тока от 140 до 180 А. Чем меньше ширина и диаметр, тем меньшей силы ток. Применение «низких» токов не дает возможность использовать электроды с любыми видами покрытия. Необходимо подбирать лишь те, которые дадут легкое возбуждение и устойчивое горение дуги, а также будут иметь замедленное плавление жидкотекучим металлом.
Применяемый для сварочных работ ток должен соответствовать параметрам металла и электрода. Например, толщина листа 3 мм., диаметр электрода – 3 мм., сила тока от 140 до 180 А. Чем меньше ширина и диаметр, тем меньшей силы ток. Применение «низких» токов не дает возможность использовать электроды с любыми видами покрытия. Необходимо подбирать лишь те, которые дадут легкое возбуждение и устойчивое горение дуги, а также будут иметь замедленное плавление жидкотекучим металлом.
При наличии знаний, компенсировать недостаточный опыт или его отсутствие, можно с помощью используемого оборудования. Полуавтоматическим сварочным аппаратом работать гораздо легче и продуктивнее, чем ручным. Прежде всего, это сказывается на качестве сварного шва. Его можно накладывать несколькими способами, от чего он получается сплошной, точечный или внахлест. Для сплошного шва необходимо правильно выбрать силу тока. Начать рекомендуется с 40 – 60 А. Затем подобрать скорость ведения сварки. Если она будет слишком быстрой, то шов не провариться и не будет соединения, а если медленно, то возможно возникновение прожигов и дырок.
Если она будет слишком быстрой, то шов не провариться и не будет соединения, а если медленно, то возможно возникновение прожигов и дырок.
- Например, для сварки листа толщиной 0,5 мм применяются электроды диаметром 1 мм и ток силой 10-20 А.
- Металл в 1,2 мм сваривается электродом 1,6 – 2 мм при токе 30-35 А.
- Для толщины в 2 мм нужны электроды в 2,5 мм и ток до 65 А.
- Для швов внахлест силу тока рекомендуется увеличить на 15%, а для сплошных при тавровом соединении на 20%.
Покрытие может существенно отличаться по составу входящих в него элементов. Основу его, как правило, составляет титановый концентрат. В остальном составы существенно отличаются. В них может быть:
- марганец;
- калиевая селитра;
- полевой шпат;
- декстрин и т. д.
Накладывать шов можно в направлении удобном для работника либо исходя из расположения свариваемых поверхностей.
Полуавтоматической сваркой гораздо легче работать с тонкими металламиОднако практика показала, что сварка в направлении «сверху вниз» дает максимально лучший результат.
Сварочные работы проводят с помощью плавящихся и не плавящихся – графитовых электродов. Соединение при помощи графитовых производится методом оплавления кромок деталей либо с использованием присадочной проволоки.
Проведение сварочных работ зависит от влияния многочисленных факторов и обстоятельств. Каждый конкретный случай требует своего подхода, метода, оборудования и расходных материалов. Подбор всего необходимого производится экспериментальным путем. С опытом время на проведения пробных соединений, подбор оборудования и материалов уменьшится, а качество и равномерность шва – улучшится.
Нержавеющая сталь
Легированная сталь требует специальных электродов для дуговой сваркиСвои особенности есть и при сварке легированных видов стали. Если в ее состав входит от 12 до 20% хрома, то такую сталь называют нержавеющей. Наряду с хромом в состав этой стали входят другие вещества, которые формируют ее специфические физико-химические свойства. Именно от них зависит ее способность к свариванию и способ, которым можно соединить элементы, из нее изготовленные.
У «нержавейки» теплопроводность снижена в 1,5 – 2 раза. Отчего она легче плавится, а значит, при сварке необходимо использовать токи меньшей силы. С этой же целью, чтобы электроды с хромоникелевыми стержнями не перегревались, их изготавливают длинной не более 350 см. Эта сталь, в силу высокого коэффициента линейного расширения, может трескаться после сварки при остывании, если при соединении краев не будет выдержан достаточный зазор. Надо иметь в виду, что после термической обработки хромсодержащие стали могут терять свое антикоррозионное свойство. Для того чтобы такого «неприятного» эффекта избежать, место нагрева необходимо быстро охладить.
Электросваркой «нержавейку» сварить можно несколькими способами. Существует три способа:
- покрытыми электродами;
- в газово-аргонной среде;
- с использованием нержавеющей проволоки.
В любом случае перед проведением сварочных работ, кромки поверхностей, планируемых к соединению, необходимо обработать: зачистить и промыть растворителем.
Способ сварки выбирают в зависимости от толщины металла, требований к качеству шва и имеющегося в наличии оборудования, а также с обязательным учетом особенностей легированных сталей.
Сварка нержавеющих сталей и «черного» металла возможна при условии применения специальной присадочной проволоки и электродов.
Видео: Сварка нержавеющей стали
советы и пояснения для начинающих
Хозяева частных домов, владельцы дач, гаражей многие виды работ выполняют самостоятельно, не приглашая помощников. Исключение составляет сварка металлов, традиционно считающаяся очень сложным занятием. Однако тем, кто серьезно интересуется вопросом, как научиться сваривать металл, вполне под силу освоить электросварку. После небольшой тренировки можно создавать из металла своими руками несложные конструкции, ремонтировать ворота, трубопроводы, емкости, делать ограждения, беседки, мангалы.
Трансформатор или инвертор
Лучший способ соединения металлических материалов – сплавление при высоких температурах. Металлы в жидком агрегатном состоянии образуют единое целое. Такую прочность не может обеспечить никакой механический стык. Создать в строго определенной зоне температуру, при которой металл расплавится, можно электрической дугой.
Дуга неслучайно называется электрической. Она образуется под действием тока, состоит из потока электронов, отдающих по пути движения энергию металлу. Так и происходит электросварка.
Если используют переменный ток, то электросварку делают с участием трансформатора. Стоимость трансформатора небольшая, по сравнению с более современным оборудованием, но сваривать с ним сложно. Он шумит, дает нестабильную температуру в рабочей зоне, потребляет большое количество электричества. К тому же, о сварке сразу станет известно соседям, которые не преминут озвучить недовольство. Трансформатор может вызывать перепады напряжения в сети, перегружает ее.
Гораздо удобнее пользоваться инверторной сваркой. Инвертор значительно экономичнее. Вам не придется платить по счетам огромные суммы. Агрегат имеет небольшие размеры, образует дугу хорошего качества, может работать от автономных источников энергии. Для начинающих сварщиков инвертор — идеальный аппарат.
Процессы при сварке
Электрическую дугу образуют электрод и металлическая поверхность, подвергающаяся обработке. Учитывая советы мастеров, сначала нужно взять для электросварки металлические электроды. Графитовые и угольные предназначены для особых работ, которые домашним мастерам выполнять приходится редко.
При электросварке параллельно происходит несколько процессов, которые желательно знать начинающим:
- главным является соединение жидкого, доведенного почти до кипения, металла деталей. В результате образуется сварочный шов;
- правильно перемещая электрод, формируется хороший шов;
- плавится не только металл, но и материал электрода. Расплавы стекают в рабочую зону, которая называется сварной ванной;
- сгорает защитный слой поверхности электрода. Продукты горения защитного слоя электрода выделяется в виде газов;
- образующиеся газы обволакивают рабочую зону, перекрывают доступ кислорода воздуха, препятствуя окислению металлической детали;
- из продуктов окисления образуется расплавленная масса шлака. Часто шлак покрывает всю рабочую зону (сварную ванну). В результате ухудшается видимость места плавки.
 Расплавы стекают в рабочую зону, которая называется сварной ванной;
Расплавы стекают в рабочую зону, которая называется сварной ванной;При правильной электросварке поток газов выдувает шлак из точки сварки на шов. По окончании сплавления застывший шлак аккуратно сбивают молотком.
Для того чтобы правильно варить металл, нужно научиться подбирать подходящие значения тока, угол наклона электрода и отработать технику его перемещения в рабочей зоне.
Работа с электродами
Имея представление о сути процесса электросварки, можно начинать работу со сварочным аппаратом. Нужно очень серьезно отнестись к соблюдению всех мер безопасности. Рабочее место следует освободить от лишних предметов, мусора.
Работать придется с высокими температурами и электрооборудованием. Обязательно нужно надеть специальные защитные перчатки, маску, плотную одежду и обувь. Поверхности металла, который предстоит сваривать, надо очистить.
Для электросварки понадобится электрод. На покупке первого экземпляра не стоит экономить. Начинающим сварщикам желательно взять универсальный электрод с диаметром 3,2 мм. Его нужно вставить в фиксатор сварочного кабеля. Как вставить – разобраться можно легко.
В винтовой фиксатор электрод нужно ввинтить, в пружинный держатель – вставить в нишу, которая появляется после нажатия клавиши.
Проверьте правильность подключения кабелей. Для того чтобы сварить железо (для начала это лучший вариант), к детали подсоединяют кабель из выхода инвертора со знаком «+». К электроду подсоединяют кабель от выхода со знаком «‒». Такое подключение называют прямым. Обратным образом выполняют подключение кабелей при сварке разных сплавов, например, нержавеющей стали. Это вам понадобится в будущем.
Зажигание дуги
Затем нужно включить инвертор. Эта самая простая процедура при электросварке выполняется включением тумблера. Значение тока следует выставить регулятором, который легко увидеть на лицевой панели агрегата. Для выбранного электрода подойдет сила тока, равная 100 А. Опустите маску и приступайте.
Прежде всего, нужно отработать навык зажигания дуги. С новым электродом это делается простым резким проведением им по детали. Вспомните, как вы зажигаете спички. Если электрод уже был в употреблении, то нужно им постучать по поверхности металла. Бывает так, что электрод в руках у новичков прилипает к металлу. Это легко исправляется резким наклоном электрода в сторону. В случае, если оторвать не получилось, нужно выключить инвертор. Тогда места слипания исчезнут сами.
Разожженный электрод образует сварочную дугу. Для ее поддержания, нужно научиться выдерживать расстояние до металла в 3-5 мм. При приближении может случиться замыкание, сопровождающееся прилипанием. При отдалении исчезнет дуга.
Сварка
После получения стабильной дуги начинается процесс сваривания. Для этого электрод перемещают, слегка покачивая им из стороны в сторону. В след за таким движением переползает сварная ванна (рабочая зона). Так формируется сварочный шов. В будущем можно освоить другие траектории выполнения шва.
Иногда при увлеченной работе новичка электрод удаляется на недопустимое расстояние, и дуга исчезает. Разжечь ее вновь несложно. Нужно приблизить электрод к рабочей зоне. Дуга восстановится.
Следует помнить, что при сварке электрод расходуется, укорачивается. В соответствии с этим придется ниже опускать руку. Когда длина электрода уменьшится до 5-6 см нужно выключить инвертор и заменить отработанный на новый.
По окончании сварки образовавшийся шов после полного застывания очищают молотком от шлаковых наслоений. Остается блестящая чистая поверхность сваренного металла.
Если удалось получить относительно красивый шов, прочно соединить металл электросваркой, значит, первый этап преодолен с успехом. Очень быстро появляется желание развивать мастерство дальше.
При электросварке иногда шов стягивает детали, изменяя форму всей конструкции. Нужно научиться пользоваться приспособлениями для фиксирования: стяжками, струбцинами. Со временем можно освоить технику изготовления поперечных швов – прихваток. Они предварительно скрепят детали, придадут им требуемую форму, которую потом можно закрепить полноценным сварочным швом.
Все навыки отрабатываются постепенно. Знания, подкрепленные желанием освоить ремесло, приведут к успеху.
Как правильно сваривать металл инвертором: инструкция для новичков
Для соединения заготовок и листов используется специализированное оборудование. Самыми популярными считаются аппараты инверторного типа. Чтобы сделать качественный шов, новичкам нужно знать, как правильно сваривать металл инвертором.
Сварка инверторомЧто такое сварочный инвертор и как он работает
Инвертор представляет собой современное оборудование, которое используется для соединения металлических деталей. Принцип сварки инвертором аналогичный другим сварочным аппаратам. Прибор вырабатывает ток максимальной силы, благодаря которому появляется электрическая дуга. В дальнейшем она поддерживается за счёт мощного напряжения и позволяет разогревать металл. В случае с инвертором дуга появляется между обрабатываемой поверхностью и электродом. Его отличие в том, что в стандартных моделях мощное напряжение вырабатывается с помощью трансформатора. В инверторе другая система.
Чтобы создать мощное напряжение, входной ток в 220В проходит через специальный выпрямитель. Там он преобразуется в постоянный. Далее постоянный ток преобразуется в переменный с частотой до 100 кГц. На последнем этапе происходит выпрямление потока и последующее его использование в сварочных работах. Важно знать, как сварить заготовки вместе и что для этого нужно, чтобы получить прочную конструкцию.
Конструкция и преимущества инверторных сварочных аппаратов
Перед тем как покупать сварочное оборудование инверторного типа, желательно ознакомиться с его устройством и сильными сторонами.
Конструкция инвертора представляет собой 4 ключевых детали:
- Трансформатор. В моделях инверторного типа по размеру этот элемент не более пачки от сигарет. Он предназначен для снижения высокочастотного переменного напряжения.
- Высокочастотный выпрямитель. Этот элемент выравнивает переменный ток, поступающий от общей сети. После него ток попадает в высокочастотный фильтр и выходит постоянным потоком.
- Фильтр. Представляет собой конденсатор и дроссель. Предназначен для сглаживания выпрямленного тока.
- Выпрямитель. Диод, в который поступает начальный поток тока из общей сети.
Все элементы помещаются в металлический или пластиковый корпус, на котором расположена система управления аппаратом.
Преимущества инвертора:
- КПД у таких аппаратов может достигать 90%. Практически вся энергия, которую потребляет оборудование, уходит на создание и поддержку дуги.
- Потребляемая мощность ниже, чем у моделей с большим трансформатором.
- Небольшие габариты. Малая масса. Благодаря этому использовать сварочный аппарат можно в труднодоступных местах.
- Минимальное количество брызг расплавленного металла в процессе работы.
- Минимальный уровень нагрузки на общую электросистему.
- Возможность подбирать электроды нужной характеристики.
Работать с инвертором просто. Человеку без опыта достаточно попробовать 2–3 раза сварить между собой детали, чтобы понимать, как правильно делать шов.
Инверторный сварочный аппаратПодготовка к работе
Перед тем как производить сварку металла инвертором, требуется подготовить рабочее место, электроды, оборудование. Чтобы научиться варить электросваркой не нужно искать профессиональные приспособления и рабочие верстаки. Для начала подойдёт небольшой металлический стол. Главное, чтобы на нём свободно размещались все инструменты, сварочный аппарат и заготовки.
Важно подготовить качественное освещение и вентиляцию в помещении. При сварке металлов выделяются вредные испарения. Помимо освещения и вентиляции требуется убрать как можно дальше горючие материалы и жидкости. Сварщику нужно стоять на материале, не проводящем электричество.
Электроды выбираются в зависимости от того какие металлы нужно сваривать и какой они толщины. На упаковках с расходными материалами указывается для какого материала они предназначены.
После выбора электродов и подготовки рабочего места, требуется подключить оборудование. Из инвертора выходит два кабеля. Один представляет собой массу и имеет «металлический крокодил» на конце. Он прицепляется на обрабатываемую деталь или к металлическому столу. Второй кабель представляет зажим для электрода.
Работа инвертором
Перед включением аппарата желательно ознакомиться с тем, как варить инверторной сваркой. В комплекте с покупным оборудованием присутствует инструкция. Ниже будут описаны основные этапы работы.
Розжиг дуги
В первую очередь необходимо разжечь дугу. Для этого применяется два метода:
- Чирканье — сварщик начинает вести электродом по обрабатываемой заготовки, а потом поднимается над ней до образования искры.
- Постукивание — более популярный вариант розжига дуги. Сварщик постукивает концом электрода по месту будущего сваривания до появления искры.
Способ розжига дуги выбирается в зависимости от комфорта и удобства.
Передвижение электрода
Чтобы качественно приварить деталь к детали, необходимо знать, как двигать электродом. Новички думают, что достаточно зажечь дугу и медленно провести электродом по месту соприкосновения деталей, чтобы получился ровный шов. Важно правильно выбирать постоянный угол движения электрода, скорость перемещения рабочей части оборудования. Вести электрод прямо под прямым углом допустимо для тонколистового металла.
Сварка электродомКонтроль дугового промежутка
Ещё один важный момент при сварке инвертором — расстояние между концом электрода и металлической поверхностью. Если расстояние около 2-х мм, проварка будет неглубокой и шов получится не прочным. Когда дуга более 4 мм, она становится нестабильной. Разбрызгивание металла увеличивается, а точность шва снижается. Располагать рабочую часть инверторного аппарата желательно на расстоянии 3 мм от металлической поверхности.
Правила создания ровных швов
Чтобы правильно варить металл и делать ровные швы, требуется учитывать некоторые особенности:
- Выбор угла сварки. Оптимальным считается диапазон углов от 30 до 40 градусов.
- Класть шов требуется продольными и поперечными движениями. В интернете существуют различные схемы, по которым можно тренировать движения нанесения шва.
Скорость выбирается в зависимости от выбранного способа работы электродом. Если вести электрод медленно, можно перегреть поверхность. При быстром ведение шов получается не прочным.
Оборудование и техника безопасности
Можно осуществлять не только сварку, но и резку металла сварочным инвертором. При проведении работ сварочным оборудованием, требуется учитывать правила техники безопасности:
- Оборудование требуется проверить на наличие дефектов и поломок.
- Сварочный процесс является вредным для здоровья. Чтобы защитить глаза, требуется использовать специальную маску сварщика. Она комплектуется светофильтрами, которые защищают зрение.
- Помимо маски сварщику нужны защитные перчатки, спецодежда, обувь.
Место, в котором работает сварщик, должно оборудоваться специальной шторкой, которая защищает зрение посторонних людей.
При использовании инвертора требуется учитывать конструкцию оборудования, знать способы ведения электрода, правильно выбирать угол и скорость ведения рабочей части. Нельзя забывать про технику безопасности и подготовку рабочего места.
Как правильно сваривать металл инверторным сварочным аппаратом
На даче, в гараже или же собственном доме постоянно присутствует необходимость выполнения какого-либо ремонта. Немаловажным значением для этого является наличие соответствующей техники. Одним из таких аппаратов является сварочный инвертор. С его помощью выполняются любые работы по сварке металлов, а также их резке. Это позволяет обходиться без привлечения дорогостоящих профессионалов при необходимости выполнения небольших объемов работ, а как правильно варить инверторной сваркой рассмотрим далее.
Сварка инвертором для начинающих становится непростым делом, если не получить теоретическую подготовку и первоначальную практику. Сварочная техника инверторного типа вполне доступна по цене, имеет различные классы как для новичков и любителей, так и для выполнения трудоемких процессов профессиональными сварщиками. Сама процедура сварки инвертором несколько сложнее, чем работа на обычном электросварочном аппарате, однако вполне доступна даже начинающим электросварщикам.
Принцип работы сварочного инвертора
Инверторное устройство получило свое название из-за принципа работы. На корпусе устройства имеется выключатель питающей сети, индикаторы наличия напряжения питания и перегрева, специальные разъемы для подключения кабелей, регулировочное устройство плавного или же ступенчатого переключения тока. Все модели оснащены ручками для удобства переноски. Помимо этого, некоторые экземпляры снабжаются дополнительными индикаторами величины сварочного электротока. Для ознакомления с устройством, а также выполнением работ посмотрите соответствующие видеоуроки по выполнению сварки инвертором для начинающих.
В инверторном аппарате электроток переменного напряжения 220 В преобразуется в постоянный, после чего сглаживается специальным электрофильтром. После этого, в расположенном внутри устройства блоке, происходит преобразование постоянного тока в высокочастотный переменный. Он понижается до необходимого значения напряжения для возможности получения электросварочной силы тока в 120-200 А.
Для такого двойного преобразования необходимы небольшие по габаритам трансформаторы, что позволяет значительно снизить массу аппарата. Данная техника обладает высоким КПД (порядка 90 %), а также значительно экономит электроэнергию. Для питания используется домашняя электросеть с напряжением 220 В или же промышленная 380 В для применения на производстве. Профессиональные экземпляры работают в нескольких режимах и предназначены для длительной эксплуатации без перерыва.
Принципы работы инвертором
Работа на электросварочном приспособлении данного типа проводится по аналогии с обычным аппаратом. Перед тем как варить инвертором, необходимо подробно изучить технологию работы. Расплавление металла происходит под воздействием горячей электрической дуги. Она образуется между свариваемым металлическим изделием и электродом. Для этого они подсоединяются через кабели к зажимам «+» и «-» на инверторном устройстве. Научиться самостоятельно пользоваться дома электросварочной техникой инверторного типа совершенно не сложно, хотя как правильно сваривать металл инвертором для новичков нередко становится проблемой.
Специальным регулятором на корпусе устройства устанавливается требуемый сварочный ток. Его величина зависит от значения толщины свариваемого изделия и его материала. Токовая величина контролируется при помощи стрелочной или же электронной индикации на корпусе электросварочного приспособления. Зажигание дуги проводится при подношении электрода к свариваемой детали под небольшим углом. Активация происходит при касании его к металлическому участку.
После появления сварочной дуги стержень располагается на небольшом расстоянии от детали, равном ориентировочно его диаметру и выполняется сваривание металла. По окончании процесса накипь, а также шлак с поверхности шва удаляются при помощи постукивания молотка или же другого металлического предмета. Лучше понять процесс поможет видео, где сварка инвертором изложена весьма подробно.
Подготовка к работе (рабочее место, электроды, оборудование)
Перед началом электросварочного процесса необходимо правильно подготовить рабочую площадку и необходимую оснастку. Варить можно на специальном металлическом сварочном столе или же на небольшой свободной площадке. Заранее подготавливаются зажимы и приспособления для надежной фиксации соединяемых деталей.
Рабочая площадка оснащается хорошим освещением и вентиляцией. Она освобождается от посторонних предметов, а также жидкостей, которые могут воспламениться от случайного попадания искр. Сварщик должен работать на специальном деревянном настиле, являющемся защитной мерой от возможного поражения электротоком.
Электрод следует подобрать по типу свариваемого металла, а также его толщины. Качество электросварки зависит от этого правильного подбора и настройки аппарата. Профессиональные сварщики учитывают еще и положение самого шва (горизонтальный или вертикальный), его глубину и прочие параметры. Под каждую марку металла выпускается свой тип электрода. Они отличаются своим составом и предназначением. Чтобы сварить сталь нержавеющего вида, чугун или же обычное стальное изделие необходимо правильно подобрать тип электродов. Существующие виды и типы можно изучить здесь.
Для инверторной электросварки применяются УОНИ, АНО, МР, ОЗС диаметром от 2 до 5 мм. На качество используемых электродов влияют условия их хранения и транспортировки. Подготовительный процесс, а также сама сварка для начинающих показано в видео с инвертором в качестве электросварочного оборудования.
Работа инвертором
Чтобы основы использования инверторной электросварки были более понятными, необходимо понять физическую суть образования соединительного шва. Металлические изделия завариваются при помощи электродов. Они состоят из металлического сердечника и специального покрытия – обмазки. Этот состав применяется для закрытия сварочной области от попадания кислорода.
При контакте электродного сердечника с металлической поверхностью возникает электрическая дуга. Под тепловым воздействием начинает плавиться обмазка и покрывать свариваемый участок. При этом ее часть испаряется, превращаясь в газы. Расплавленная в процессе работы обмазка сверху покрывается жидким металлом, который создает еще один защитный слой от кислородного воздействия. По окончании остывания получившийся шлак на месте сварки необходимо удалить.
Розжиг дуги
Разжигание электродуги начинается только после надевания специальной защитной маски. Это требуется для защиты сетчатки глаз от возможного ожога. Болевые симптомы появляются спустя некоторое время и сопровождаются жжением, а также прочими неприятными ощущениями. Если планируете работать со сварочным аппаратом, то необходимо знать, что делать при ожоге глаз.
Розжиг выполняется одним из двух методов: чирканьем и касанием. Выполняя чиркающие движения по поверхности, провоцируется запуск дуги.
Чирканье проводится непосредственно в месте соединения металлов или же поблизости от него. После этого движения электродный стержень приподнимается над поверхностью на необходимое расстояние для удержания дуги. При касании производится постукивание по металлическому участку в начале будущего шва до появления электрической дуги.
Передвижение электрода
После розжига сварочной дуги проводится обучение движениям. На пластине из металла проводится мелом линия, имитирующая стык. После зажигания дуги начинает плавиться металл и появляется пленка расплавленного шлака. Этот участок именуется сварочной ванной. Именно ее начинает учиться двигать начинающий электросварщик. Для передвижения электродный стержень наклоняется под углом порядка 45-50°. Эта величина условная и влияет на ширину сварочной ванны.
Ведение электросварочного шва выполняется тремя способами:
- под прямым углом;
- углом назад;
- углом вперед.
Движение под прямым углом используется при электросварке в труднодоступных местах. При этом получается симметричная ванна, которая не слишком удобна. Заваривание углом назад предоставляет возможность для лучшего наблюдения за процессом и контроля за качеством. Этот способ используется для нижних швов, а также при выполнении прихваток. Применение сварки углом вперед позволяет получить хорошую глубину ванны в самом начале сварного шва. При этом видно, как дуга выдавливает металл и не позволяет ему покидать ванночку.
Наложение шва широкого типа требует выполнения циклических движений. Передвижение электродного стержня выполняется одним из нескольких способов, представленных на рисунке.
Учтите, что заваривать широкие швы необходимо с постоянным наклоном. При этом перемещается не сам кончик стержня ручкой электрододержателя, а весь электрод.
Контроль дугового промежутка
Одним из важнейших факторов, влияющих на качество электросварочных работ, является дуговой промежуток. При его малой величине (до 2-х мм) получается укороченная дуга. Она не прогревает место соединения, из-за чего образуется неглубокий провар. При расстоянии более 3-х мм увеличивается длина электрической дуги. Она становится нестабильной и не удерживает необходимое направление плавления. Кроме того, защитный слой не полностью покрывает плавильную ванну и увеличивается разбрызгивание расплавленного металла.
Для начинающего электросварщика существует непреложное правило — дуговой промежуток составляет 2-3 мм. При использовании инверторных моделей с соответствующими функциями для облегчения электросварочного процесса, необходимость выдерживания этого расстояния отпадает. В этом случае требуется всего лишь вести электрод по металлической поверхности.
Правила создания ровных швов
На качество сварного соединения влияет правильность наложения шва. Оно зависит правильности подобранного электрода, его угла наклона, а также длины дуги. Оптимальная величина расстояния от металлической поверхности до кончика стержня – 2-3 мм. При меньшей длине шов получается чересчур выпуклым из-за малой площади прогрева. Это значительно уменьшает прочность сварного соединения. Большой зазор дуги заставляет ее скакать и недостаточно прогревать место сварки. Полученный участок соединения будет ненадежным, а сварной шов – размазанным.
Полярность и установка сварочного тока
Подключение электрода к положительному выводу называется прямым, а к отрицательному – обратным. Оба метода сварки применяются для соединения металлических изделий, однако при различной толщине. Металлы до 3 мм лучше сваривать обратным методом, а толстые – прямым. Однако, этот подход не является непреложным правилом, вследствие чего пользоваться сварочником можно при любом подключении. В целом несложно понять, как именно работать инвертором при ознакомлении с основными правилами и сутью процедуры сваривания.
Физика заключается в передвижении электродов от отрицательного элемента к положительному. При этом они передают энергию поверхности, повышая ее температуру. Это означает, что деталь, подключенная к положительному выводу электросварки, нагревается больше. Данный процесс актуален при сварке изделий значительной толщины. Это позволяет их хорошо разогреть и получить качественный шов. При работе с тонким металлом не требуется сильный нагрев металлических изделий, поэтому они подсоединяются к отрицательному контакту инвертора, а электрод – к положительному.
Величину сварочного тока выбирают исходя из толщины и типа свариваемых изделий. Если при первоначально установленном значении получаются несвязные шовные полоски, необходимо повысить значение электротока. При сложности передвижения ванночки с расплавленным металлом следует снизить токовую величину на аппарате. От выбранного для электросварки электрода, а также типа инверторного устройства напрямую зависят настройки электросварочного процесса. Для облегчения выбора токовой величины воспользуйтесь таблицей.
Безопасность при работе
Перед началом электросварочного процесса следует позаботиться о безопасности. Для этого подбирается защитная экипировка, состоящая из перчаток на толстой негорючей основе, сварочная маска, спецодежда, защищающая от искр, и соответствующая обувь. Специальные стекла на маске должны предохранять глаза от электрической дуги разной величины тока. Удобным вариантом является использование «Хамелеонов», которые автоматически подстраиваются под мощность дуги.
Не стоит забывать об опасности поражения электротоком и противопожарных мерах. Ознакомление с процессом работы с инверторной сваркой, должно начинаться с изучения инструкции по безопасности при выполнении электросварочных работ. Кабели обязаны иметь целую изоляцию, все электрические соединения и подключения – закрытое исполнение. На полу разместите деревянную сухую подставку и пользуйтесь электросетью с защитными аппаратами. Огнетушитель, песок и вода всегда помогут погасить возникшее случайное пламя. Всегда помните, что от соблюдения мер безопасности зависит не только целостность оборудования, но также здоровье и жизнь электросварщика.
как сварить круглые и другие трубы отопления, советы для начинающих
Содержание:
Монтаж металлических труб практически невозможно провести без использования электрической сварки. В связи с этим у многих возникает вполне резонный вопрос о том, как правильно варить трубы электросваркой. Несмотря на простоту метода, далеко не у всех получается правильно выполнить такую работу.
Принцип работы электросварки достаточно прост: на электроды подается электрический ток, который их расплавляет. Расплавленные электроды попадают в пространство между трубами и заполняют его, в результате чего получается прочное соединение, способное выдержать существенные нагрузки. В данной статье речь пойдет о том, как варить трубы отопления электросваркой.
Выбор электродов для электросварных труб
Электрод представляет собой тонкий стержень из металла, на который нанесено специальное покрытие, позволяющее проводить сварные работы. Покрытие электрода служит двум целям: во-первых, оно обеспечивает стабильность работы электрической дуги, а во-вторых, это покрытие защищает готовый шов от влияния атмосферы. Читайте также: «Какая сварка водопроводных труб лучше – виды и особенности сварки».
Существует масса видов электродов, подходящих для реализации различных задач и отличающихся материалом изготовления, толщиной и характеристиками. Перед покупкой электродов необходимо разобраться в их особенностях, чтобы избежать ошибок при работе. Кроме того, стоит поинтересоваться, как отличить поддельное изделие от настоящего, и приготовиться к затратам – хорошие электроды обходятся недешево.
При проведении сварочных работ на поверхности металла возникает шлак, из-за которого металл не может поглощать азот и кислород. Из-за этого шлака шов получается недостаточно прочным и может разрушиться даже при слабом воздействии. Чтобы избежать такого явления, нужно после застывания шлака аккуратно сбить его при помощи молотка или электрода – в противном случае сваренная труба с очень большой вероятностью протечет. Читайте также: «Разновидности электродов для сварки труб – выбираем подходящие».
При соединении труб необходимо добиваться не только высокой прочности, но и герметичности соединения, для чего можно воспользоваться простым методом, заключающемся в следующих действиях:
- Шов проваривается не по кругу, а по форме восьмерки или подковы;
- При такой сварке шлак из металла постепенно выдавливается наружу;
- Каждый кусок шлака необходимо снимать, в результате получится не только надежный, но и достаточно симпатичный сварной шов.
Выбор диаметра электрода
Электросварка труб отопления может выполняться разными электродами, выбор которых осуществляется в зависимости от толщины металла в месте соединения:
- Трубы небольшого диаметра (от 2 до 5 мм) можно сваривать 3-мм электродами;
- Для труб диаметром от 2 до 10 мм требуется более толстые электроды;
- Для создания многослойных швов хорошо подходят 4-мм электроды, которые позволяют соединять шов достаточно глубоко.
Как правильно варить трубы электросваркой
При помощи электродуговой сварки можно создать следующие виды соединений металлических элементов:
- Соединение, при котором изделия стыкуются друг с другом по одной оси;
- Перпендикулярное соединение труб;
- Угловое соединение. При этом нужно знать, как выполняется сварка труб под углом 45 градусов;
- Соединение внахлест.
Само соединение может создаваться несколькими видами сварных швов – вертикальными, горизонтальными, нижними и потолочными. Самый удобный и простой шов – нижний, при котором электроды находятся над соединяемыми элементами. Электросварка труб для начинающих обычно начинается именно с этого вида сварного шва. Читайте также: «Как варить трубы электросваркой правильно – пошаговое руководство».
Тяжелее всего работать с потолочным швом, с которым возникает масса неприятных нюансов:
- Соединение крайне неудобно устанавливать – жидкий металл постоянно стремится вниз, а учитывая то, что трубы находятся высоко, то капли могут еще и лететь в сторону человека, работающего со сварочным аппаратом.
- Место сварки очень плохо видно, поэтому для создания качественного шва приходится пользоваться зеркальцем – а это крайне неудобно, особенно в одиночку.
- Иногда возникают ситуации, в которых достать электродом до места соединения попросту невозможно, поэтому его приходится изгибать.
Человеку, не имеющему достаточного опыта в проведении сварочных работ, вряд ли удастся сварка круглых труб при помощи потолочного шва. Впрочем, он необходим далеко не всегда. При соединении трубу иногда можно вращать, и такой возможностью не стоит пренебрегать. В любом случае, перед чистовой сваркой конструкции стоит взять пару обрезков труб и попрактиковаться на них.
Заключение
Знание того, как правильно сварить трубу электросваркой, поможет в проведении сварочных работ. Грамотно подобрав электроды и качественно выполнив все работы, можно создать надежный сварной шов, который сможет проработать много лет без каких-либо нареканий.
6 советов и рекомендаций по сварке — как правильно сваривать
1 Прежде чем ты начнешь
Во-первых, потренируйтесь обращаться с пистолетом без сварки. Положите его ствол в одну руку, а эту руку поддерживайте на столе. Другая рука управляет спусковым крючком пистолета. Встаньте в удобное положение и плавно перемещайте пистолет по рабочей поверхности. Отрегулируйте позу и движения пистолета так, чтобы они казались естественными.
Присоедините рабочий кабель к заготовке и держите пистолет так, чтобы проволока касалась поверхности сварного шва под углом примерно 30 градусов.Слегка коснитесь проволокой поверхности, нажмите спусковой крючок и осторожно потяните пистолет на себя, чтобы сделать первый пробный сварной шов. Проволока должна равномерно плавиться в сварочную лужу и издавать устойчивый треск во время движения. При необходимости отрегулируйте настройки сварочного аппарата.
2 Подготовьте металл
Отметьте линию твердосплавным резцом или столярным шилом и разрежьте отрезной пилой по металлу или ножовкой. Для получения прочного шва очистите металл обезжиривающим средством.
3 Подготовьте металл (продолжение)
Затем отшлифуйте или подпилите небольшой скос по кромкам, которые вы свариваете. Это обеспечит максимально глубокое проникновение сварного шва и зенковку, чтобы вы могли шлифовать заподлицо. Не переусердствуйте, иначе при сварке вы прожигете металл.
4 Разместите кусочки
При создании такого проекта, как наша таблица C, вам необходимо сформировать точные углы в 90 градусов.Скрепите скошенные поверхности вместе, оставив достаточно места для прихваточного шва. Детали должны лежать ровно и аккуратно, не мешая металлическим заусенцам.
Проверьте положение сборки квадратом. Используйте столярный алюминиевый треугольный квадрат с внутренней стороны стыка или стальной столярный квадрат с внешней стороны.
5 Прихваточный шов
Скрепите детали вместе в нескольких местах вдоль каждого стыка. Еще раз проверьте наличие квадратных углов; если что-то смещается и сборка выходит из-под квадрата, отшлифуйте прихваточный шов, переставьте детали и повторите попытку.
6 Завершить сварку
После того, как вы закрепили все на месте, уложите последние сварные швы. Создавать красивые гладкие сварные швы так же приятно, как и не поддаваться искушению переборщить. Чем больше металла вы отложите, тем больше потребуется его стачивания.
7 Очистка после сварки
Отколите шлак сварочным молотком, а затем используйте шлифовальный круг с зернистостью 36, чтобы сбить валики с окружающим металлом.Чтобы обеспечить ровную гладкую поверхность, перемещайте шлифовальный станок вдоль сварного шва, а не поперек него. Удалите все отметки с помощью откидного диска из диоксида циркония с зернистостью 60.
Наконечник для чистовой обработки
Загрунтуйте и покрасьте сталь, отполируйте ее прозрачным воском или распылите на покрытие из прозрачного акрила. Но сделайте это раньше, чем позже. Вы же не хотите, чтобы образовался слой ржавчины.
8 Сделайте этот металлический стол C
Наш стол C — это элегантное преобразование мебели в промышленный вид.Две квадратные рамы размером 16 дюймов соединены двумя стойками длиной 15 дюймов. Используйте конструкцию для поддержки столешницы из дерева, камня, стекла или металла.
Это идеальный проект для начинающего сварщика. Все 10 кусков стали вырезаны из стальной трубы квадратного сечения 1 дюйм с толщиной стенки 1/16 дюйма. Детали для верхней и нижней рам соединены углами под углом 45 градусов. Две стойки входят в рамы стыковыми соединениями. И сварка не может быть проще: дуговая сварка порошковой проволокой с низким значением силы тока и медленной скоростью подачи проволоки — это такой же простой и щадящий процесс, каким вы можете научиться.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на сайте piano.io.
Как определить хороший сварной шов по сравнению с плохим сварным швом
Сварные швы, возможно, не первое, что приходит в голову, когда внимание привлекает великолепный небоскреб или безупречный винтажный автомобиль, но это должно быть так.Все, что мы видим или используем в повседневной жизни, было сварено (или сделано с помощью имеющегося оборудования). Сварка — это only способ соединения двух или более металлических частей вместе, чтобы они работали как единое целое. Сварка также является наиболее экономичным способом соединения металлов и , эффективным, .
Без сварки изготовленные на заказ изделия из металла, такие как небоскребы, автомобили, лодки, машины, мосты, самолеты, танки и сотни тысяч изделий, не могли бы существовать.
В той или иной форме сварка существует уже тысячи лет и восходит к бронзовому веку, когда каменные орудия постепенно уступили место бронзе.
Большинство людей сегодня, возможно, знакомы с техникой сварки, используемой кузнецами, при которой два куска металла нагревали до ярко-красного цвета, а затем соединяли друг с другом, чтобы образовался сварной шов. Это называлось кузнечной сваркой и было одним из немногих видов сварки до 19 века (на фото справа).
Перенесемся в сегодняшний день. Существует ряд сложных методов сварки, из которых можно выбрать, и тип, который в конечном итоге будет использоваться, будет зависеть от материала и области применения. Поскольку сварка оказывает огромное влияние на нашу повседневную жизнь, сварные швы проверяются визуально и / или физически. Во всех случаях прочный и долговечный сварной шов считается хорошим сварным швом.
Методы сварки
Сварка занимает одно из первых мест среди промышленных процессов, в которых задействовано больше наук и переменных, чем в других.Это можно понять, оценив разнообразие методов сварки, используемых сегодня в промышленности.
Выбор наиболее подходящего метода сварки повысит упругость сварного шва и обеспечит отсутствие дефектов на поверхности. Хотя испытания необходимы для проверки полной целостности сварного шва, имеется визуальных индикаторов , которые могут сигнализировать о признаках плохого сварного шва.
Сварка МИГ
AKA: GMAW (газовая дуговая сварка металла)
Применение: Сварка MIG (металл в инертном газе) — это наиболее широко используемый и, возможно, самый простой в освоении вид сварки в промышленности и в быту.Это процесс, при котором между плавящимся проволочным электродом и металлом заготовки образуется электрическая дуга. Возникающее тепло заставляет металлы плавиться и соединяться.
Материалы: Более тонкий листовой металл и сплавы, такие как низкоуглеродистая сталь, нержавеющая сталь, а также алюминий.
Признаки плохого сварного шва включают: Отсутствие однородности, трещины в середине валика, слишком тонкие и / или отсутствие обесцвечивания основного металла (который должен составлять около 1/8 дюйма).
Узнайте больше на Hobart Welders
Сварка палкой
AKA: Дуговая сварка, дуговая сварка в защитном металлическом корпусе (SMAW), ручная дуговая сварка металлическим электродом (MMA или MMAW) или дуговая сварка в среде защитного флюса.
Применение: Ручная сварка — это самый простой из всех видов сварки, и с ней легко справиться в домашних условиях. Сварку палкой можно использовать при производстве, строительстве и ремонте. В этом процессе используется электрическая дуга с переменным или постоянным электрическим током между электродом и соединяемыми металлами.Заготовка и электрод плавятся, образуя сварочную ванну, которая остывает, образуя соединение.
Материалы: Обычно используется для обработки углеродистой стали, низко- и высоколегированной стали, нержавеющей стали, чугуна и высокопрочного чугуна. Иногда используется для никеля, меди (и их сплавов) и алюминия.
Признаки плохого сварного шва включают: Брызги, подрезы, видимое отсутствие плавления и трещины. Однако необходимо провести испытания всех сварных швов, чтобы определить адекватное проплавление.
Ознакомьтесь с этим замечательным ресурсом Lincoln Electric с более подробными объяснениями.
Кислородная сварка
AKA: Кислородная сварка и резка, Кислородно-ацетиленовая сварка, Кислородная сварка и газовая сварка.
Применение: Кислородная сварка не так широко используется для обычной сварки низкоуглеродистой стали, этот метод заключается в смешивании кислорода и ацетилена для создания пламени, способного плавить сталь. В основном используется сегодня для ремонтных работ и газовой резки металла.
Материалы: Этот метод обычно используется для пайки более мягких металлов, таких как медь и бронза, или для сварки хрупких алюминиевых деталей, таких как холодильные трубы.
Признаки плохого сварного шва включают: Нижняя сторона сварного шва имеет недостаточное проплавление, чрезмерные шарики металла, сварной шов слишком большого размера, сварные швы меньшего размера, поднутрение, перекрытие, неполное плавление, пористость и / или растрескивание. Чрезмерный рост зерна или наличие твердых пятен визуально определить невозможно.
Узнайте больше на WeldingGuru.com
Сварка TIG
AKA: GTAW (газовая дуговая сварка вольфрамом)
Применение: Сварка TIG (вольфрамовый инертный газ) сравнима со сваркой в кислородно-ацетиленовом газе и требует от оператора гораздо большего опыта. Это еще один процесс дуговой сварки, в котором для сварки используется неплавящийся вольфрамовый электрод. Он используется для выполнения высококачественных работ, когда требуется высший стандарт отделки, без необходимости чрезмерной очистки путем шлифования или шлифования.
Материалы: Обычно используется для обработки нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы.
Признаки плохого сварного шва включают: Прогорание, отсутствие присадочного металла, широкий плоский валик без четкого рисунка валика, неустойчивые валики, включения вольфрама, пористость и / или подрезы.
Узнайте больше на TheFabricator.com
Сварочные испытания
То, что сварной шов плохо выглядит, еще не значит, что он плохой. Чтобы действительно проверить сварной шов, вам необходимо выполнить рентгеновский тест, тест магнитофлюкс, тест на проникновение красителя или ультразвуковой тест, который ищет пустоты, отсутствие плавления и т. Д.
Сварные швы обычно проходят проверку качества в зависимости от функции, для которой они предназначены, и в таких же или более суровых условиях, чем те, с которыми сталкиваются сварные конструкции в полевых условиях. Методики тестирования включают:
Испытания газовой сварки Испытания физических сварных швов Тест кислотным травлением Управляемый тест на изгиб Испытание на свободный изгиб Рентгеновское обследование | Испытание на обратный изгиб Nick Break Test Испытание на разрыв Гидростатические испытания Испытание на магнитные частицы Гамма-тестирование | Флуоресцентный пенетрантный тест Испытание на твердость Тесты Magnaflux Электромагнитные испытания Испытание на акустическую эмиссию Тестирование феррита |
Прочтите о каждой методике тестирования на сайте Welding Guru.com и решите | ||
Как выполнять сварку MIG — методы сварки для начинающих
Хотите заняться сваркой, но не знаете, с чего начать? Затем узнайте, как сваривать MIG сваркой . Это самый простой способ приступить к сварке, и это практично, что можно делать практически из любого места.
Мы познакомим вас с основами, чтобы вы могли освоить сварку MIG для начинающих и научиться выполнять сварку эффективно и безопасно.Это чрезвычайно полезный навык, который можно использовать в большом количестве практических ситуаций.
Итак, давайте покажем вам, как освоить этот вид сварки самым простым способом.
Что такое сварка MIG? Это сварочный процесс в форме дуговой сварки, когда проволока в виде непрерывной и сплошной полосы пропускается через сварочный пистолет в сварочную ванну, где она сгорает, чтобы соединить два материала вместе.
Что означает MIG в сварке? Это означает процесс сварки металла в инертном газе.Требуется защитный газ, который также пропускается через сварочный пистолет, чтобы предотвратить загрязнение сварочной ванны. Сварка MIG часто известна как газовая дуговая сварка металла (GMAW) или сварка проволокой (это разговорный термин).
Это популярный вид сварки, с помощью которого можно сваривать (для технического обслуживания и ремонта) все, от материалов калибра 24 до материалов толщиной в полдюйма. Также относительно легко научиться выполнять сварку MIG.
Это связано с тем, что электрод (сварочная проволока MIG) не исчерпывается, в отличие от дуговой сварки, когда он полностью расходуется, и, таким образом, сварщику нужно только отслеживать шов, поддерживая устойчивое положение наконечника к дуговой зазору.
Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами для каждого символа!
Преимущества использования сварки MIG
Преимущества
- Вы можете легко соединить различные материалы различной толщины
- Можно сваривать во всех положениях
- Минимум брызг при сварке
- Вы можете легко научиться выполнять сварку MIG
Недостатки сварки MIG
Недостатки
- Невозможно сваривать материалы толщиной более полдюйма
- Необходимость в защитном газе снижает портативность оборудования
- Этот процесс обеспечивает меньший контроль над сваркой, чем сварка вольфрамовым электродом в среде инертного газа (TIG)
г.M.A.W: Как это работает?
Изображение, показывающее схему того, как G.M.A.W. процесс работает. Изображение с сайта www.researchgate.net/, автор — Эда Туран.Он использует три компонента для создания сварного шва:
- Электроэнергия (для выработки необходимого тепла)
- Электрод (проволока пропущена через пистолет)
- Защитный газ (для предотвращения загрязнения сварного шва воздухом)
Таким образом, оператор контролирует объем выполняемой сварки, и электрод непрерывно автоматически подается через пистолет.Они делают это, нажимая на курок пистолета.
Когда они нажимают на спусковой крючок, электричество передается на пистолет для нагрева электродов и проволоки, подаваемой в пистолет, и, когда проволока достигает сопла, выпускается защитный газ для защиты сварного шва.
Затем, когда электрод входит в контакт со свариваемым металлом, дуга прекращается, и проволока начинает плавиться в месте соединения сварного шва. При этом защитный газ гарантирует, что сварочные швы не будут поглощены загрязняющими веществами.
Сварочный аппарат MIG: как это работает
Что такое сварщик MIG? Основным инструментом является сварочный аппарат MIG. Сварщики MIG — это место, где соединяются проволока, газ и электричество, чтобы обеспечить сварку с помощью сварочного пистолета.
Аппарат дает пользователю возможность контролировать скорость подачи проволоки к горелке, полярность электродов и силу тока, определяющую доступный ток (который, в свою очередь, зависит от материалов, которые вы собираетесь сваривать, и того, как толстые они).
Большинство людей начнут работать со сварочным аппаратом на 115 Вольт. Однако на этом этапе стоит отметить, что вы можете получить машину с двойным напряжением, которая также будет работать на 230 В, если вам нужно больше мощности для сварных швов. Если вы заглянете внутрь машины, вы найдете проволоку в катушке и несколько роликов, которые будут использоваться для подачи проволоки в пистолет.
Катушка предназначена для крепления с помощью натяжной гайки. Это должно быть настроено таким образом, чтобы проволока не могла легко распускаться с катушки, но в то же время не позволяла роликам перемещать проволоку, когда это необходимо.
Если вы также заинтересованы в приобретении нового сварочного аппарата MIG, я составил список лучших сварщиков MIG с отзывами, которые вы можете проверить.
Изображение примера сварочного аппарата MIG вместе с необходимым оборудованием, кроме газового баллона. Это от бренда Miller.Газовый баллон для сварки MIG
Изображение газового баллона с регулятором для сварки MIG.Практически во всех случаях вам понадобится защитный газ, если вы хотите, чтобы сварной шов держался, а это означает, что где-то за вашей машиной будет резервуар с этим газом.
Скорее всего, это будет резервуар, содержащий аргон (100%) или смесь углекислого газа (CO 2 ) и аргона. При создании сварного шва газ используется для защиты его от загрязнений из воздуха или пыли из окружающей среды.
Важно выбрать правильный газ, потому что в противном случае вы можете получить слабый или пористый сварной шов, а также вызвать чрезмерное разбрызгивание вокруг сварного шва, что потребует дополнительных усилий для его последующей очистки.
Перед тем, как начать, проверьте бак и убедитесь, что в нем есть бензин.Манометр должен показывать от 2500 фунтов на квадратный дюйм (полный) до 0 фунтов на квадратный дюйм (пустой), а затем ваш регулятор должен быть установлен на вашей машине в диапазоне от 25 до 15 фунтов на квадратный дюйм (это будет варьироваться в зависимости от ваших предпочтений и типа пистолета, который вы используете. ).
Какой газ выбрать?
Газ
- Смесь аргона и CO 2 (75/25). Это лучший выбор, если вам нужен универсальный микс. Вы получите очень мало брызг, валик будет иметь лучший вид, и это не приведет к прожиганию самых тонких металлов.
- 100% CO 2 сварка. Вы получите большую степень проникновения, используя только углекислый газ, но это может усилить разбрызгивание, и вы также увидите более грубый валик, чем при использовании смеси.
Когда вы покупаете сварочный аппарат, лучше всего покупать тот, который будет работать с газом и проволокой, а не тот, который использует только «сердечник из флюса». Вы можете получить неплохие результаты с сердечником из флюса, если находитесь на улице и чувствуете легкий ветерок, но он действительно плохо работает с тонкими металлами.А если вы собираетесь сваривать MIG-сварку панелей кузова автомобилей, сердечник из флюса часто приводит к образованию дыр.
Пистолет MIG
Изображение сварщика с горелкой MIG, также известной как горелка MIG.Невозможно сваривать без сварочного пистолета, он решает самые серьезные проблемы, когда вы работаете. Сварщики MIG практически всегда будут поставляться с горелкой MIG.
Его основной компонент — это триггер, который обеспечивает подачу проволоки и когда течет электричество. Скорость подачи проволоки будет зависеть от ваших настроек.Есть медный наконечник (который можно полностью заменить, если он неизбежно изнашивается), который направляет провод.
Вы обнаружите, что существуют разные наконечники, которые можно использовать с проволокой разного диаметра. В большинстве случаев это уже будет настроено для вас.
На внешней стороне наконечника обычно имеется металлическая или, возможно, керамическая чашка, которая предотвращает столкновение электрода и вытесняет газ в правильном направлении из пистолета MIG.
Зажим заземления
Зажим заземления образует отрицательную (катодную) клемму сварочной цепи.Перед началом сварки его необходимо зажать на свариваемом металле или на металлическом сварочном столе.Важность безопасности при сварке
Какое защитное снаряжение вам нужно?
Изображение сварщика в надлежащей защите. Сварочный капюшон, кожаные перчатки, рукава и сварочный фартук.Ваша безопасность превыше всего, и вы не должны рисковать, если пренебречь правильным снаряжением.
Вам понадобится сварочная маска, в идеале — автозатемняющаяся. Когда вы свариваете, излучаемый свет очень яркий и может мешать вашему зрению (и, фактически, потенциально может повредить его навсегда).Маска предотвращает ослепление и позволяет сосредоточить внимание на сварке, не отвлекаясь.
Во время сварки также необходимо быть в кожаных перчатках и перчатках. Это не потому, что они выглядят потрясающе, а потому, что это не дает вам забрызгать расплавленным металлом, что не до смеха.
Вам нужны достаточно толстые перчатки, и они не должны быть очень гибкими, но желательно как можно больше гибкости, потому что это позволяет вам работать более легко, но это никогда не должно происходить за счет защиты от ожогов.
У ваших перчаток должна быть усиленная область между большим и указательным пальцами, потому что именно там вы держите сварочный пистолет. Со временем это часть перчатки, наиболее подверженная износу.
Никогда не носите обувь с открытым носком или обувь с сеткой на носках. Вы должны носить ботинки (и в идеале с защитным колпачком) или кожаную обувь, а если вам необходимо надеть другую обувь, убедитесь, что она покрыта негорючим материалом.
Пожарная безопасность
Всегда имейте при себе огнетушитель.Есть несколько реальных опасностей возгорания, с которыми вы можете столкнуться при выполнении сварных швов MIG:
- Металл может распыляться на расстоянии нескольких футов от сварного шва
- При шлифовании горячие искры могут разлетаться еще дальше от сварного шва
Итак, удалите опилки, бумагу или пластик с участка перед сваркой. Следите за тем, чтобы пространство вокруг вас оставалось чистым и чистым. Всегда имейте под рукой огнетушитель и следите за тем, чтобы он содержался в надлежащем состоянии — огнетушитель бесполезен, когда давление отсутствует.Вам следует выбрать огнетушители CO 2 , потому что вы работаете с электричеством. Никогда не используйте водяной огнетушитель.
Работа со сварочным дымом
Пары могут быть опасны для вашей безопасности. Всегда носите маску и / или респиратор (если вы собираетесь заниматься сваркой в течение длительного периода времени). Не вдыхайте пары.Старайтесь проводить сварку в хорошо проветриваемом помещении, чтобы предотвратить скопление дыма.
Как подготовиться к сварке
Подготовка металла
Убедитесь, что вы правильно очистили металл от ржавчины и других загрязнений.Проволока, используемая для сварки MIG, плохо сопротивляется загрязнителям, таким как ржавчина, масло, грязь и т. Д., И это означает, что вы должны подготовить металл к сварке.
Возьмите металлическую щетку (или используйте шлифовальную машинку) и перед тем, как взять пистолет, тщательно очистите оголенный металл.
Также важно убедиться, что зажим заземления правильно прикреплен к металлу, прежде чем вы начнете — если вы получаете сопротивление в цепи, вы можете обнаружить, что это влияет на характеристики провода.
Если вы работаете с толстым металлом и, особенно, если вы хотите создать стыковые соединения, вам следует скосить стыки, чтобы обеспечить необходимое проплавление сварного шва.
Подготовка оборудования
Перед тем, как начать сварку MIG, и совершенно точно перед тем, как вы подумаете о зажигании дуги, вы должны осмотреть оборудование и убедиться, что все ваши кабели подключены должным образом и что ткань самих кабелей не повреждена.
Тогда пришло время научиться пользоваться сварочным аппаратом.
Сначала выберите полярность электрода. Это просто — методы сварки MIG требуют использования обратной полярности (положительный электрод постоянного тока на некоторых машинах). Обычно эти настройки находятся внутри машины.
Затем выберите расход газа. Установите скорость потока примерно 20-25 кубических футов в час и убедитесь, что газ включен. Проверьте шланг на предмет утечек (используйте мыльную воду и посмотрите, есть ли пузырьки). Если шланг протекает, замените его.
Затем убедитесь, что натяжение катушки правильное.Достаточно, чтобы сварочная проволока могла течь, но не настолько, чтобы катушка сморщилась. Руководство по эксплуатации расскажет вам, как это сделать на вашей машине. Наконец, проверьте расходные материалы, такие как контактные наконечники, и замените все, что требует замены, и очистите все остальное. Тогда вы готовы к работе.
Выбор провода
Пример катушки с проволокой MIG.Большинство сварочных аппаратов поставляются в коробках с порошковой проволокой. Для процедуры сварки MIG вам понадобится подходящая проволока.
Есть два обычных типа:
- ER70S-3 используется для универсальной сварки
- ER70S-6 для работы с грязной сталью
Затем выберите диаметр проволоки:
- . 030 дюймов — достойный универсал и может работать как дома, так и в автоспорте.
- . 023 дюйма для снижения тепловыделения при использовании более тонких материалов
- . 035 дюймов при работе с более толстыми материалами при более высоких температурах (или даже.405 дюймов, если ваша машина может с этим справиться)
Если вам нужен дополнительный совет, на дверце вашего станка должна быть табличка, в которой рекомендуются диаметры в зависимости от толщины металла и типа металла.
Расположение сопла и вылета электрода
При использовании пистолета, чем больше проволока «торчит», тем холоднее будет сварной шов, а чем короче, тем горячее. В идеале вы хотите, чтобы он находился на расстоянии не более 3/8 дюйма от наконечника сопла и не менее 1/4 дюйма. При работе с исключительно тонкими материалами может потребоваться чуть больше 3/8 дюйма.
Важно, чтобы сопло было чистым и на нем не было брызг. Засорение снижает количество подаваемого защитного газа и, следовательно, качество сварного шва.
Вы можете купить гели и спреи, которые предотвращают прилипание брызг к соплу пистолета. Диаграмма, показывающая вылет газового сопла.
Как уложить первую бусину
Перед тем, как вы приступите к выполнению работы, может помочь выполнить несколько пробных сварочных швов (особенно, если вы раньше не использовали сварочный аппарат).
Возьмите кусок металлического лома и просто проведите по поверхности прямолинейным сварным швом. Как только вы почувствуете, как это работает, и вы будете счастливы и уверены, что можете делать это с комфортом, пока вы работаете, вы готовы пойти и сделать настоящий сварной шов.
Если во время теста вы почувствуете, что вам нужно изменить скорость подачи проволоки или мощность, сделайте это прямо сейчас. Вот почему вы проводите тестирование — чтобы машина работала на вас.
Что делать при сварке металлов вместе — как выполнять сварку MIG
Освоение рабочего и рабочего угла
Какой угол поворота?
Угол относительно пистолета, если его держать перпендикулярно поверхности сварного шва.В большинстве случаев это будет от 5 до 15 градусов. Если угол достигает 20-25 градусов, это может уменьшить провар, увеличить уровень разбрызгивания и даже повлиять на стабильность дуги.
С другой стороны, рабочий угол — это просто угол наклона пистолета по отношению к углу свариваемого соединения. Он может сильно различаться в зависимости от того, в каком положении вы выполняете сварку, и от конфигурации соединения.
На чертеже показан рабочий угол и угол перемещения на примере соединения внахлест.
Следует толкать или тянуть?
Есть два способа сварки:
Толкание пистолета
Это когда вы толкаете пистолет в положение, при котором головка находится впереди сварочной ванны. Это даст вам широкий плоский валик с меньшим проникновением (это связано с тем, что сила дуги действует перед лужей).
Вытягивание пистолета
Здесь пистолет направлен назад от сварочной ванны, и вы оттаскиваете его от металла.И, как и следовало ожидать, это приведет к получению более узкого и глубокого валика, чем при проталкивании.
Если вы хотите научиться сваривать сталь, вы можете использовать толчок или тягу, но вы, вероятно, обнаружите, что толкание дает вам лучшее преимущество, чтобы увидеть, что вы делаете.
Различные положения при сварке
Сварка в плоском положении
Выполнение соединения внахлест в плоском положении.Это самая простая позиция для выполнения сварных швов, потому что металл будет лежать на сварочном столе, в то время как вы будете просто сваривать его методом MIG сверху стыка.
- Сварка встык . Это шарнир с углом поворота 180 градусов, и вы держите пистолет перпендикулярно детали (с учетом угла перемещения) и вставляете металл прямо в шарнир. Если есть большой промежуток, воспользуйтесь движением вперед и назад, чтобы заполнить его. Если вы хотите избежать подреза, сделайте паузу на бусине.
- Тройник . Это соединение под углом 90 градусов. Вы хотите, чтобы пистолет находился на одинаковом расстоянии от каждой детали (под углом 45 градусов). Слегка измените рабочий угол, если вы делаете несколько проходов, чтобы валик оставался ровным и избегал подрезов.
- Нахлесточное соединение . Вы держите пистолет под углом 60-70 градусов, и если металл толстый, увеличивайте угол.
Иногда для достижения наилучших результатов сварное соединение обозначается на сварочных чертежах специальным символом сварного соединения. Для сварщиков понимание символов сварки так же важно, как и умение правильно сваривать.
Сварка в горизонтальном положении
При работе в горизонтальном положении вы обнаружите, что на вашу работу действует сила тяжести.Вы хотите уменьшить рабочий угол на 0-15 градусов, чтобы предотвратить провисание или опрокидывание соединения. Однако угол перемещения остается прежним.
Если вы работаете с толстым металлом и вам необходимо выполнить многопроходные сварные швы или вы перекрываете небольшой зазор с плохой посадкой, вы можете использовать валики для заполнения сварного шва. Возможно, вам придется немного снизить напряжение и силу тока в этом положении, но вы можете обнаружить, что все работает нормально, если вы также сохраните настройки плоского положения.
Как выполнять сварку MIG — вертикальное положение
Рабочий, выполняющий сварку в вертикальном положенииЭто гораздо более сложный вид сварки, и вам нужно обратить внимание на схему предварительной настройки, чтобы обеспечить наилучшие сварные швы.
Один из лучших советов по сварке MIG — снизить напряжение и силу тока примерно на 10-15% по сравнению с настройками для плоской сварки. Сварка вертикально вниз используется для уменьшения проникновения дуги при работе с тонкими металлами. Это, в свою очередь, предотвращает чрезмерное плавление.
При сварке вертикально вниз нужно начинать с верхней части стыка и начинать сварку вниз. Во избежание прожога держите проволоку направленной от сварочной ванны к передней кромке. Если вам нужно сплющить коронку сварного шва, сделайте ей очень легкую переплетение.
Для вертикального шва вверх нужно работать снизу соединения и подниматься вверх. Это улучшит проникновение в более толстые материалы (более 1/4 дюйма), и вам следует изменить угол перемещения на 5-15 градусов ниже перпендикуляра.
Опять же, вы можете использовать небольшое переплетение, если хотите контролировать сварочную ванну, а также размер, форму и охлаждение получаемого материала.
Сварка в верхнем положении
Выполнять сварку в положении над головой нужно только в том случае, если вы уверены, что это безопасно.Когда вы находитесь под сварным швом, на вас могут упасть искры и брызги.
Это означает, что вы должны быть полностью закрыты защитным снаряжением для головы и тела. Сжечь себя не будет весело. Вы можете использовать любую из техник, которые обычно применяете при сварке, но важно действовать быстро, чтобы металл не выпал из соединения и не упал на вас.
Возможно, вы захотите уменьшить диаметр сварочной проволоки, а также уменьшить напряжение и силу тока, чтобы лучше контролировать работу в положении над головой.
Как шлифовать сварной шов
Если внешний вид не имеет значения или сварной шов просто будет скрыт от глаз — неважно, шлифовали вы его или нет. Однако, если сварной шов находится в поле зрения, большую часть времени вы захотите немного его очистить.
Это делается путем шлифования. Шлифовать нужно осторожно, потому что в противном случае можно полностью зачистить сварной шов или даже выдолбить металл, над которым вы работали.
Примечание:
Итак, обращайтесь с угловой шлифовальной машиной так же, как с шлифовальной машиной (перемещайте ее), и убедитесь, что она не слишком нагревается и не протыкает слишком много металла в одном месте.
Часто задаваемые вопросы (F.A.Q)
Что можно сваривать с помощью сварочного аппарата MIG?
MIG-сваркой можно сваривать практически любой металл или металлический сплав, включая сталь, нержавеющую сталь, углеродистую сталь, алюминий, магний, никель, бронзу и медь. Однако вы можете работать только с материалами средней толщины или меньше.
Можно ли выполнять сварку методом MIG без газа?
Только при использовании сварочного аппарата с флюсовым сердечником. Если вы работаете с проволокой любого другого типа, вам понадобится газ для защиты сварного шва от загрязнений.
Могу ли я сваривать алюминий с помощью сварочного аппарата MIG?
Да, в общем случае, но вы должны выбрать 100% аргон в качестве защитного газа, иначе вы рискуете обжечь алюминий, и вы не сможете выполнять сварку MIG чем-либо толщиной менее 0,074 дюйма без специального импульсного оборудования для сварки.
Что вызывает чрезмерное разбрызгивание при сварке MIG?
Самая частая причина — работа с чрезмерной скоростью подачи проволоки, это также может быть связано с составом металла, покрытием на нем, грязным металлом или недостаточным количеством защитного газа, достигающего сварного шва.
Можете ли вы сварить шлак?
Имея опыт, хороший сварщик часто может сделать несколько проходов без необходимости очистки шлака и при этом сформировать хороший сварной шов. Это то, чему вы, вероятно, научитесь со временем.
Легко ли сварка MIG?
Многое зависит от ваших способностей, но да, с точки зрения сварки, это одна из самых простых форм для изучения. За это ее часто называют сваркой с горячим клеем.
Вы нажимаете или тянете сварку MIG?
Вы можете толкать или тянуть, но если вам нужен более широкий и плоский борт, вы тянете, а если вам нужен более узкий и глубокий борт, вы нажимаете. Это основы использования сварочного аппарата MIG.
Какой способ сварки самый простой?
Это зависит от выполняемой вами работы, и для некоторых работ может потребоваться особый вид сварки, но MIG обычно считается самым простым способом сварки для большинства работ.
Заключение
Что ж, мы надеемся, что наши «Практические инструкции по сварке MIG» были для вас полезны и что вы готовы приступить к сварке и пожинать плоды, по крайней мере, для вашего дома и автомобиля.
Существует множество способов сварки MIG, и как только вы разовьете свою технику и научитесь выполнять сварку MIG, вы удивитесь, насколько ценным может быть этот навык, и удивитесь, почему вы никогда не учились этому раньше?
Ресурсов:
Руководство по сварке для начинающих
Сваривание двух металлических частей вместе образует прочную связь, в которой металлы нагреваются до точки плавления, смешиваются вместе и затем охлаждаются, образуя единый объект.Этот тип связи прочнее, чем другие связи, такие как пайка, которую можно перевернуть.
Существует четыре основных типа сварки: MIG, TIG, порошковая и стержневая. Используемый процесс и методы сварки зависят от области применения, типов свариваемого металла, а также навыков и опыта сварщика.
Ознакомьтесь с нашей подборкой металлов для вашего следующего сварочного проекта!Сварка МИГ
Начинающим сварщикам, только обучающимся сварке, следует начинать со сварки металла в среде защитного газа (MIG), также известной как газовая дуговая сварка металла (GMAW).MIG — это тип электродуговой сварки, основанный на создании электрической цепи, проходящей через свариваемые объекты, и сварочной проволоки, которая действует как электрод.Когда сварочная проволока касается металлического объекта, электрическая цепь замыкается. Затем провод отодвигается на небольшое расстояние, вызывая электрическую дугу, которая нагревается до тысяч градусов по Фаренгейту, расплавляя провод и частично расплавляя два куска металла. Это создает ванну расплава, в которой все три металла сливаются, чтобы стать одним, когда он охлаждается и затвердевает, оставляя валик вдоль сварного шва.
По мере того, как сварка продолжается по шву, проволока плавится, и из наконечника сварочной горелки непрерывно подается больше проволоки. В то же время газ выходит из пистолета, распространяясь по дуге, чтобы защитить зону сварки от загрязняющих веществ в воздухе, таких как кислород и азот.
Сварка TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) требует большего мастерства и занимает больше времени, чем сварка MIG, но обеспечивает большую точность. TIG, также известная как газовая дуговая сварка вольфрамом (GTAW), может использоваться для сварки алюминия и сплавов, таких как хром-молибден 4130.СваркаTIG аналогична сварке MIG, но вместо расходуемой проволоки в качестве электрода используется металлический вольфрамовый стержень внутри сварочной горелки. Сварщик держит пистолет в одной руке, а другой рукой подает присадочный стержень. Поскольку дуга создает лужу расплава из двух заготовок, тепло лужи расплава плавит присадочный стержень, так что все три смешиваются вместе в луже. Как и сварка MIG, сварочные горелки TIG рассеивают защитный газ для защиты нового сварного шва.
Сварочный аппарат TIG также включает ножную педаль для регулировки тока, протекающего через электрическую цепь, создаваемую между металлическими предметами и вольфрамовым электродом.Это можно использовать для медленного увеличения или уменьшения нагрева металла, что может помочь предотвратить хрупкость, вызванную тепловым ударом.
Порошковая сварка
Третий тип сварки, называемый дуговой сваркой порошковой проволокой (FCAW), использует трубку электрода с непрерывной подачей вместо проволоки, используемой для сварки MIG. Трубка снаружи металлическая, в сердцевине — флюс. Поскольку флюс плавится во время сварки, он создает жидкий шлак и газ, которые защищают сварной шов от загрязнений.Это обеспечивает лучшую защиту сварного шва, чем защитный газ, используемый при сварке MIG, особенно там, где сильный ветер может рассеивать газ, но это также приводит к большему количеству брызг, которые впоследствии необходимо удалить.Сварка палкой
Сварка штучной сваркой, также известная как дуговая сварка в экранированном металле (SMAW), является двуручным методом, как и TIG. Сварка палкой использует металлический присадочный стержень или стержень, покрытый флюсом. Когда материал стержня плавится под действием тепла, флюсовое покрытие также плавится, образуя как газ, так и жидкий шлак, которые защищают сварной шов от окисления.Как и в случае с FCAW, защитный газ не нужно подавать во время процесса сварки, но оставшийся шлак оставляет беспорядок, требующий очистки с помощью шлифовальной машины или растворителей.Сварочное оборудование
После того, как выбран метод сварки, следующим шагом будет выбор подходящего сварочного оборудования. Сварщики могут выбрать сварочный аппарат MIG или многофункциональный сварочный аппарат MIG / Stick / TIG, который можно использовать для всех четырех основных типов дуговой сварки.Наряду с подходящей машиной, следующим важным элементом оборудования является сварочный шлем, который защищает лицо и особенно глаза от сильного тепла и яркого света, создаваемого электрической дугой.Новейшие технологии сделали возможным автоматическое затемнение шлемов с экранами обзора, которые мгновенно настраиваются на уровень освещенности, так что сварщик имеет постоянный визуальный сигнал.
Сварщикам также необходимы прочные кожаные перчатки и обувь, а также кепки, хлопковые рубашки с длинными рукавами, нагрудники, комбинезоны и / или фартуки для защиты кожи от искр.
Сварочные материалыСварочные материалы
Материалы, необходимые для сварки, включают расходные материалы, такие как проволока MIG и порошковая проволока различных диаметров и материалов, сварочные наконечники, электродные стержни или трубки, флюс и стержни для TIG или газовой пайки.Другое полезное оборудование включает магниты и зажимы для удержания металлических предметов на месте во время сварки, регулируемые сварочные столы и рабочие стойки, а также сварочные одеяла из стекловолокна для предотвращения распространения искр.
Приварные язычки различных размеров и форм используются для создания фланцев, отверстий, ручек и других механических деталей при приварке к трубе или другому металлическому объекту.
Методы сварки
Каждый сварщик развивает свои предпочтительные методы сварки. Один из наиболее часто используемых способов — это «складывание десятицентовиков», которое в конечном итоге выглядит как цепочка круглых монет, пересекающихся по длине сварного шва.Когда сварочная дуга разжижает небольшую лужу металла, сварщик толкает ванну расплава вперед вместе с электродом, используя плавное движение, подобное тому, как пишется серия буквы «е» курсивом. Альтернативные движения могут быть описаны как «фигура 8» или «полумесяц». Ключом к каждому типу движения является обеспечение того, чтобы электрод равномерно толкал ванну расплава вперед и назад между двумя деталями, чтобы обе были полностью сварены.
Некоторые сварщики предпочитают тянуть, а не толкать ванну расплава, в зависимости от их руки (правой или левой) и положения заготовки.При сварке MIG выбор остается за личным предпочтением.
В режиме TIG сварщик толкает лужу вдоль шва, следя за тем, чтобы она двигалась вперед и назад, при этом другой рукой погружая конец стержня в лужу и из нее.
Однако сварка стержнем и порошковой проволокой требует тягового движения, чтобы избежать сварки над расплавленным флюсовым шлаком, что создает пористость и «червоточины» в готовом сварном шве.
Различия в материалах
Сварка разных типов металла различается в зависимости от различных физических характеристик каждого из них.Например, нержавеющая сталь не передает тепло так же хорошо, как другие металлы, поэтому в области сварного шва легко накапливать слишком много тепла, вызывая деформацию стали и снижая ее коррозионную стойкость. Чтобы контролировать нагрев, уменьшите ток сварочного аппарата и увеличьте скорость движения горелки.По сравнению со всеми типами стали алюминий имеет гораздо более высокую теплопроводность, а также более низкую температуру плавления. Он также обладает высокой реакционной способностью по отношению к воздуху, создавая твердый окислительный слой на поверхности.Поскольку этот оксидный слой плавится при гораздо более высокой температуре, чем находящийся под ним алюминий, его необходимо удалить проволочной щеткой или химическим растворителем перед началом сварки.
Алюминий можно сваривать как TIG, так и MIG методами, но алюминиевая присадочная проволока довольно мягкая и может легко запутаться в механизме подачи проволоки сварочной горелки MIG. Чтобы предотвратить это, используйте тефлоновую или пластмассовую прокладку в механизме подачи проволоки и направляющих трубках для поддержки проволоки от механизма подачи к горелке.
Для сварки алюминия требуется сварочный аппарат с большей силой тока и более высокая скорость сварки, чем для стали, чтобы избежать «прожигания» основного металла и расплавления отверстия при слишком большом нагреве.Алюминиевые сварные швы также должны быть хорошо защищены от окисления инертным защитным газом, например аргоном.
9 Общие проблемы сварки и способы их устранения
Сварка — важная часть процесса изготовления металла. Однако сварка может вызвать множество различных проблем. Без надлежащей техники может возникнуть множество различных проблем. Вот некоторые из наиболее распространенных проблем, возникающих при сварке, и способы их устранения.
1.Брызги
Брызги возникают при образовании капель расплавленного материала вблизи сварочной дуги. Эта проблема обычно возникает во время газовой дуговой сварки (GMAW). Эта проблема обычно возникает из-за слишком высоких токов, неправильной полярности или недостаточной газовой защиты. Сварщики могут помочь избежать разбрызгивания несколькими способами. Уменьшение сварочного тока и длины дуги может помочь избежать разбрызгивания, а также увеличить угол между горелкой и пластиной. Вы также должны дважды проверить правильность полярности, типа защитного газа и расхода.Очистка газового сопла также может помочь избежать разбрызгивания.
2. Пористость
Пористость возникает из-за поглощения азота, кислорода и водорода в расплавленной сварочной ванне, который затем выделяется при затвердевании и застревает в металле сварного шва. Пористость сварного шва может быть вызвана наличием влаги, ржавчины, жира или краски на краях пластины. Это также может быть вызвано недостаточной защитой газа и сваркой небольших зазоров с воздухом между ними. Существует несколько способов избежать образования пористости в сварном шве, например, повторный обжиг, использование свежих сварочных материалов и наличие сухих и чистых кромок листа.Вы также должны проверить сварочную горелку на герметичность и убедиться, что угол между горелкой и пластиной имеет правильный размер. Очистка газового сопла сварочного аппарата также поможет избежать этой проблемы.
3. Выточка
Подрезание может произойти, если напряжение дуги слишком высокое или дуга слишком длинная. Это также может произойти при неправильном использовании электрода или неправильном угле, а также при использовании электрода, слишком большого для толщины пластины. Использование слишком высокой скорости движения также может привести к поднутрению.Чтобы избежать этой проблемы, следите за скоростью сварки, следите за количеством переплетений и не держите электрод рядом с вертикальной пластиной при выполнении горизонтального углового шва. Вам также следует избегать использования электрода большего размера, чем необходимо, поскольку при слишком большом количестве расплавленного металла может возникнуть подрез.
4. Деформация
Деформация может возникать при сжатии свариваемых металлов при охлаждении и закалке. Это может произойти, если последовательность сварки не подходит для предполагаемого сварного шва, слишком много тонких валиков или недостаточный зажим перед сваркой.Чтобы избежать деформации, приваривайте с обеих сторон стыка и обязательно выполняйте сварку от центра к краям в противоположных направлениях. Используйте большой электрод и надежно зажмите. Измените последовательность сварных швов и расположение стыка, если начинает происходить деформация. Меньшее количество проходов во время сварки также может помочь избежать деформации.
5. Трещины
Трещины возникают при сварке, так как со временем они могут увеличиваться. Устранить трещину не так просто, как заполнить щель материалом. Необходимо зашлифовать трещины и выполнить новый сварной шов, чтобы исправить ошибку.По этой причине предотвратить трещины проще, чем исправить их. Чтобы предотвратить появление трещин, вы должны потратить необходимое количество времени на шлифовку, очистку, опиливание и удаление заусенцев с краев пластин, чтобы они легко стыковались друг с другом. Вы должны повторно нагреть обе стороны шва, убедившись, что температура правильная. Вы также должны убедиться, что у вас есть необходимое количество тепла перед сваркой, проверив настройки вашего аппарата.
6. Неполное проникновение и слияние
Неполное оплавление корня происходит, когда сварной шов не расплавляется на одной стороне стыка в корне.Неполное проникновение корней происходит, когда стыки с обеих сторон кровли не соединены. Эти проблемы, как правило, возникают во время процессов с использованием расходуемых электродов, когда сварной шов осаждается автоматически, когда дуга поглощает электродную проволоку или стержень. Эти процессы обычно включают сварку MIG, MAG, FCAW, MMA и SAW. Решение этих проблем включает использование более широкого корневого зазора и использование электродов, диаметр которых примерно равен ширине зазора между корнем. При сварке следует использовать меньшую скорость движения и переплетение кромок пластин.
7. Включения шлака
Включения шлака возникают, когда мелкие частицы флюса застревают внутри металла шва, что препятствует полному проплавлению шва. Лучший способ предотвратить эту проблему — иметь в хорошем состоянии расходные детали с флюсовым покрытием. Также важно убедиться, что ток, напряжение и дуга правильные.
8. Неправильная доставка телеграммы
Эта проблема обычно приводит к дребезжанию кабеля пистолета. Это часто вызвано неправильной настройкой оборудования, неправильным обслуживанием или использованием сварщиками наконечников, слишком больших для применения.Чтобы предотвратить неправильную подачу проволоки, проверьте размер наконечников перед сваркой, убедитесь, что наконечники не изношены и не требуют замены, а также убедитесь, что ведущие ролики и направляющие трубки находятся в непосредственной близости друг от друга.
9. Хрупкие сварные швы
Другой распространенной проблемой при сварке является создание хрупких сварных швов, которые не выдерживают нагрузки. Оголенные электроды или электроды неправильного размера могут привести к хрупкости сварных швов. Для получения пластичных сварных швов обязательно используйте экранированные дуговые электроды, избегайте использования чрезмерного тока и проходите через сварной шов несколько раз.
CAMM Metals | CT Сварочные услуги
Для обеспечения минимальных искажений при сварке обращайтесь к профессионалам! Как подрядчик по КТ-сварке, мы специализируемся на сварке MIG и TIG стали, нержавеющей стали и алюминия и используем аппараты для импульсной сварки, чтобы контролировать нагрев детали, минимизировать деформацию и улучшать качество производимых нами деталей.
После завершения сварки мы предлагаем множество собственных услуг. Эти услуги включают в себя проверку сварных швов с применением красителя, кислотную очистку и полировку сварных швов из нержавеющей стали.Кроме того, мы также можем сваривать и тестировать водонепроницаемые корпуса. Для тех клиентов, которым требуются сертифицированные сварные швы, мы можем сертифицировать наши сварные швы по AWS D1.1 и AWS D1.6.
Как сваривать алюминий | Сварка алюминия
Сварка алюминия, обычно используемая в авиакосмической отрасли из-за ее легкости и устойчивости к коррозии, может быть трудной для освоения. Компания Midwest Metal Products использует два разных метода сварки алюминия: TIG-сварку и MIG-сварку. Узнайте больше о подходящих инструментах, безопасности, методах, технологиях и проблемах, связанных со сваркой, ниже.
Подготовка к сварке алюминияНеобходимых инструментов:
- Инструменты для сварки алюминия. Прочтите ниже, чтобы узнать больше о двух обычно используемых методах сварки алюминия.
- Щетка из нержавеющей стали
- Верстак металлический
- Зажимы для удержания металла на месте
- Защитное оборудование
Надлежащее защитное оборудование:
- Изолированные огнестойкие сварочные перчатки
- Сварочная маска с авто-тонированием
- Рубашка из хлопка с длинными рукавами.Сварка TIG и другие процессы производят ультрафиолетовое излучение, которое может обжечь кожу.
- Огнетушитель
Чрезвычайно важно очистить алюминий перед первой сваркой. Загрязнения оксида алюминия и углеводородов могут накапливаться на внешней стороне алюминия, препятствуя проникновению в сварной шов, поскольку оксид плавится при гораздо более высокой температуре, чем алюминий. Перед сваркой рекомендуется очистить весь алюминий, даже новый.Начните с распыления на металл ацетона и ополаскивания водой. Когда металл высохнет, потрите алюминий щеткой из нержавеющей стали в одном направлении.
Признаки загрязнения алюминия оксидом или углеводородом:
- Металл горит или деформируется при сварке.
- Сварочный наполнитель не сливается с лужей.
- A имеет поверхностное натяжение.
- Два куска алюминия не свариваются.
Грязный присадочный стержень может легко испортить сварной шов.Используйте абразивную чистящую салфетку, чтобы убедиться, что на стержне нет загрязнений.
Методы сварки алюминияСварка TIG: Сварщик TIG, или аппарат для сварки вольфрамовым электродом в среде инертного газа, также известный как GTAW (газо-вольфрамовая дуговая сварка), является одним из самых популярных методов сварки алюминия и других тонких металлов. В процессе сварки TIG для сварки используется длинный вольфрамовый стержень или электрод и инертный защитный газ аргон.
Что вам понадобится:
- Аппарат для сварки вольфрамовым электродом в среде инертного газа
- Алюминиевый присадочный стержень
- газообразный аргон
Сварка МИГ: Сварочный аппарат МИГ (металл в инертном газе) — это еще один тип аппарата для дуговой сварки, который используется для сварки алюминия.MIG Welder отличается от TIG Welder тем, что в нем используется металлическая сварочная проводка, непрерывно подводимая на протяжении всего сварочного цикла, для сжигания и сплавления двух металлов вместе.
Что вам понадобится:
- Сварочный аппарат MIG
- Катушечный пистолет
- Защитный газ (аргон)
- Алюминиевый наполнитель
- Гильзы неметаллические
- Приводные ролики
Сварка TIG: Начните с предварительного нагрева перед сваркой, чтобы предотвратить образование трещин в процессе сварки.Держите фонарь надлежащим образом, упершись рукой в стол и медленно двигая его. Когда вы будете готовы к сварке, соедините два алюминиевых куска как можно плотнее и закрепите их зажимом. Как только сила тока на аппарате TIG будет установлена, начинайте сварку. Когда образуется лужа, добавляйте присадочный стержень, пока стык не заполнится, и переходите к следующему участку сварки. Всегда держите вольфрам на расстоянии примерно 1/4 дюйма от лужи и перемещайте его медленно, равномерно, чтобы избежать зазоров в сварном шве. Не забывайте всегда держать резак под углом 90 градусов, при этом отталкивая его от себя, а не к себе.
Сварка МИГ: Перед началом сварки МИГ сначала подсоедините шпульку к положительной шпильке сварочного аппарата. После того, как алюминий будет чистым и предварительно нагретым, используйте угол от 10 до 15 градусов, чтобы протолкнуть кончик пистолета-распылителя вперед вдоль стыка. Продолжайте движение, пока стык не заполнится. Не забывайте всегда держать резак под углом 90 градусов, при этом отталкивая его от себя, а не к себе.
Общие проблемы / поиск и устранение неисправностейЗагрязненный вольфрам (TIG): Загрязнение происходит, когда вольфрам из сварочного аппарата TIG касается сварочной ванны или наполнителя.Когда это происходит, сварочная дуга становится нестабильной, и качество сварки ухудшается. Чтобы исправить это, удалите вольфрам, положите вольфрам на плоскую поверхность и удалите тот конец, где он загрязнен. Снова установите вольфрам в сварочный аппарат, измените полярность на DCEP (положительный электрод постоянного тока), отработайте дугу на металлоломе, вернитесь к высокому уровню переменного тока и снова начните сварку.
Прожигание: Прожигание происходит, когда основной материал перегревается. Чтобы предотвратить это, увеличьте скорость движения, сделав более короткие сварные швы или уменьшите количество используемого газа.
Грязные сварные швы : Чтобы избежать загрязнения сварного шва, оттолкните сварной шов, а не перетаскивайте сварной шов на себя. Обязательно тщательно очистите перед сваркой.
Ожоги проволоки (MIG): Чтобы избежать ожогов проволоки возле контактного наконечника на протяжении всего сварного шва, соблюдайте соответствующее расстояние между сварным швом и наконечником. Кроме того, убедитесь, что вы используете правильный размер наконечника, лайнера и проволоки для конкретной работы.
По вопросам обращайтесь к нашим специалистам Midwest Metal Products.
Следуй за мной в Google+ Теги: Сварка алюминия, Как сваривать алюминий, Методы сваркиКак сваривать чугун
Сварка чугуна в домашних условиях возможна — при определенных условиях
Эффективная сварка чугунных деталей на собственном предприятии может сэкономить время и деньги, но здесь есть проблемы. Нарушение сварки часто может привести к растрескиванию или другому повреждению. Если задействованы критически важные детали, может быть целесообразно обратиться к опытным сварщикам на сварочное оборудование, чтобы обеспечить успешный результат.
Если сварка выполняется на заводе, очень важно изучить шаги, необходимые для эффективного изготовления сварной детали. Прежде чем приступить к работе, необходимо сделать четыре основных шага:
- Определите сплав
- Тщательно очистите отливку
- Выберите температуру предварительного нагрева
- Выберите подходящую технику сварки
Определите сплав
Чугуны — это семейство железоуглеродистых сплавов. Их высокое содержание углерода (обычно 2–4%) придает чугуну характерную твердость. Однако эта твердость достигается за счет пластичности. Он менее податлив по сравнению со сталью или кованым чугуном. Циклы нагрева и охлаждения во время сварки вызывают расширение и сжатие металла, вызывая растягивающее напряжение. Чугун не растягивается и не деформируется при нагревании или напряжении — вместо этого он трескается, что делает его чрезвычайно трудным для сварки.Эту характеристику можно улучшить, добавляя различные сплавы.
Некоторые сплавы чугуна легче сваривать, чем другие:
- Серый чугун
Серый чугун — наиболее распространенная форма чугуна. Углерод осаждается в виде чешуек графита во время производства в кристаллическую микроструктуру перлита или феррита. Он более пластичен и поддается сварке, чем белый чугун. Тем не менее, это по-прежнему представляет проблему для потенциальных сварщиков, поскольку чешуйки графита в сером чугуне могут попадать в сварочную ванну, вызывая охрупчивание металла шва.
- Белый чугун
Белый чугун сохраняет углерод в виде карбида железа, не выделяя его в виде графита. Кристаллическая микроструктура цементита очень твердая и хрупкая. Белый чугун обычно считается несвариваемым. - Ковкий, шаровидный или ковкий чугун
Все эти чугуны менее хрупкие из-за различий в микроструктуре, обусловленных производством. Все три имеют сфероидальную углеродную микроструктуру, созданную их уникальными производственными процессами.
Лучший способ определить, какой у вас чугун: белый или серый, — это проверить исходную спецификацию. Спектрохимический анализ может предоставить эту спецификацию постфактум. Когда эти точные способы невозможны, есть несколько способов проверить в магазине.
Серый чугун будет иметь серый цвет вдоль точки излома из-за графита в его микроструктуре. Белое железо более белое по трещине из-за цементита. К сожалению, испытание на разрушение полезно только в том случае, если сварщик знает, что материал серый или белый.Это старые, более традиционные формы чугуна. Они также чаще встречаются в определенных классах товаров. Однако ковкий чугун, относительный новичок, также имеет довольно белый цвет по линии излома и гораздо более поддается сварке.
Искровое испытание может также использовать опытный металлург для определения типа чугуна.
Очистить отливку
Независимо от сплава, все отливки должны быть должным образом подготовлены перед сваркой. При подготовке отливки к сварке важно удалить все поверхностные материалы.Отливка должна быть полностью чистой в области сварного шва. Удалите краску, жир, масло и другие посторонние материалы из зоны сварки. Лучше всего на короткое время осторожно и медленно подавать тепло в зону сварки, чтобы удалить захваченный газ из зоны сварки основного металла.
Простым методом проверки готовности поверхности чугуна является нанесение сварочного шва на металл — он будет пористым, если присутствуют какие-либо примеси. Этот проход можно отшлифовать и повторить процесс несколько раз, пока пористость не исчезнет.
Предварительный нагрев
Все чугуны подвержены растрескиванию под напряжением. Контроль температуры — единственный наиболее важный фактор во избежание трещин.
Сварка чугуна требует трех этапов:
- Предварительный нагрев
- Низкое тепловложение
- Медленное охлаждение
Основной причиной регулирования температуры является тепловое расширение. Когда металл нагревается, он расширяется. Никакого напряжения не возникает, когда весь объект нагревается и расширяется с одинаковой скоростью, но напряжение будет расти, когда тепло локализуется в небольшой зоне теплового воздействия (HZ).
Локальный нагрев вызывает ограниченное расширение — HZ удерживается более холодным металлом вокруг него. Степень возникающего напряжения зависит от температурного градиента между HZ и отливкой. В стали и других пластичных металлах напряжение, возникающее в результате ограниченного расширения и сжатия, снимается за счет растяжения. К сожалению, это может вызвать растрескивание в период усадки, поскольку чугуны имеют относительно низкую пластичность. Предварительный нагрев уменьшает температурный градиент между отливкой и HZ, тем самым сводя к минимуму растягивающее напряжение, вызванное сваркой.Как правило, методы сварки при более высоких температурах требуют предварительного нагрева при более высоких температурах. Когда адекватный предварительный нагрев невозможен, лучшей стратегией является минимизация тепловложения — выберите процесс низкотемпературной сварки и сварочные стержни или проволоку с низкой температурой плавления.
Скорость охлаждения — еще один фактор, напрямую влияющий на напряжения, возникающие в сварном шве. Быстрое охлаждение вызывает усадку, что приводит к образованию хрупких сварных швов с легкими трещинами. Напротив, низкое охлаждение снижает напряжение затвердевания и сжатия.
https://www.reliance-foundry.com/wp-content/uploads/pre-heat-welding.mov
Предварительный нагрев перед сваркой
Все чугуны подвержены растрескиванию под напряжением, но этого можно избежать с помощью предварительного нагрева. Посмотрите видео, чтобы увидеть, как нагревают металл перед сваркой.
Сварочная техника
Методы сварки следует выбирать в зависимости от их пригодности для свариваемого чугуна. Наиболее распространенными процессами сварки являются сварка палкой, кислородно-ацетиленовая сварка и пайка.
Сварка палкой
Ручная сварка, также известная как дуговая сварка в среде защитного металла или MMA, предполагает использование плавящегося электрода, покрытого флюсом. В зависимости от области применения, требуемого соответствия цвета и объема обработки после сварки могут использоваться различные типы электродов.
Существует три основных типа присадок, которые хорошо подходят для сварки чугуном стержнем:
- Электроды с чугунным покрытием
- Электроды из медного сплава
- Электроды из никелевого сплава
Электроды из никелевого сплава являются наиболее популярными для сварки чугуна.По данным New Hampshire Materials Laboratory Inc., никель-железный шов прочнее с более низким коэффициентом теплового расширения, что снижает сварочные напряжения и повышает устойчивость к растрескиванию.
Электрическая дуга между электродом и зоной сварки плавит металлы и вызывает плавление. Дуга должна быть направлена на сварочную ванну, а не на основной металл, так как это минимизирует разбавление. Рекомендуется использовать самую низкую настройку тока, одобренную производителем, чтобы минимизировать тепловую нагрузку.Перед сваркой чугунными или медными электродами предварительно нагрейте детали до температуры не менее 250 ° F. Никелевые электроды можно использовать без предварительного нагрева.
При сварке палкой используются разные типы электродов в зависимости от области применения, соответствия цвета и количества механической обработки, необходимой после сварки.Кислородно-ацетиленовая сварка
При кислородно-ацетиленовой сварке также используются электроды, но вместо дуги, генерируемой током, энергию для сварки обеспечивает кислородно-ацетиленовая горелка. Электроды из чугуна и медно-цинковые электроды подходят для кислородно-ацетиленовой сварки чугуна.
Следует проявлять осторожность, чтобы не окислить чугун во время сварки ацетиленом, так как это приводит к потере кремния и образованию белого чугуна в сварном шве. Сварочный пруток следует плавить в расплавленной сварочной ванне, а не непосредственно в пламени, чтобы минимизировать температурные градиенты.
Сварка припоем
Сварка пайкой — это распространенный метод соединения чугунных деталей из-за минимального воздействия на сам основной металл. Сварочный пруток обеспечивает присадку, которая прилипает к поверхности чугуна.Из-за более низкой точки плавления наполнителя по сравнению с чугуном, наполнитель не разбавляется чугуном, а прилипает к поверхности.
Чистота поверхности имеет решающее значение для этой техники сварки, поскольку соединение зависит от качества присадки, смачивающей поверхность основного металла. Согласно Machine Design, использование флюса для предотвращения образования оксидов во время пайки является обычным явлением. Это жидкость, которая способствует смачиванию, позволяя наполнителю течь по соединяемым металлическим частям.Он также очищает детали от оксидов, чтобы наполнитель более плотно прилегал к металлическим деталям. Кроме того, флюсы используются при сварке для очистки металлических поверхностей.
Следует тщательно выбирать методы сварки в зависимости от свариваемого сплава чугуна.Чистовая
Растрескивание обычно возникает во время фазы термического сжатия — растягивающее напряжение нарастает по мере охлаждения и сжатия сварного шва. Если напряжение достигает критической точки, сварной шов трескается.
Вероятность растрескивания можно уменьшить, приложив сжимающее напряжение для противодействия растягивающему напряжению во время охлаждения.Сварщики используют метод, называемый упрочнением (умеренные удары ударным молотком) по деформируемому сварному шву, пока сварной шов еще мягкий. Упрочнение снижает риск образования трещин в сварном шве и HZ, но его следует предпринимать только при работе с относительно пластичным металлом сварного шва.
Последний этап сварки — контроль охлаждения. В этом процессе используются изоляционные материалы, чтобы максимально замедлить охлаждение, или периодическое нагревание сварного шва для замедления процесса естественного охлаждения.
Сварка собственными силами
Если поручить сварку чугуна профессионалу, это может гарантировать качество сварного шва, ремонт сварного шва можно выполнить на месте с тщательной подготовкой.Следуйте инструкциям по определению сплава, подготовке материала и выбору наиболее подходящей техники сварки.