

Как сделать трубогиб своими руками видео: Трубогиб своими руками – чертежи, видео и фото самодельного гибочного устройства
Трубогиб своими руками для круглой трубы: чертежи, размеры, видео
Для работы с трубами или уголком требуется специальный станок, получивший название трубогиб. Подобная конструкция позволяет гнуть металлические элементы на заданный угол. При необходимости можно изготовить профессиональный трубогиб своими руками, который применяется в самых различных отраслях промышленности. В отличие от промышленного варианта исполнения, самодельный трубогиб обходится намного дешевле. При проведении работы можно использовать подручные материалы, что в большей степени снизит стоимость конструкции. Рассмотрим подробнее то, как изготовить трубогиб своими руками в домашних условиях.
Трубогиб своими рукамиУстройство трубогиба
Существует просто огромное количество различных видов рассматриваемого устройства. Перед проведением работы по его созданию своими руками следует разработать чертеж трубогиба или скачать его в интернете.
Трубогиб для круглой трубы своими руками изготовить можно при учете следующих особенностей его устройства:
- Обкатка.
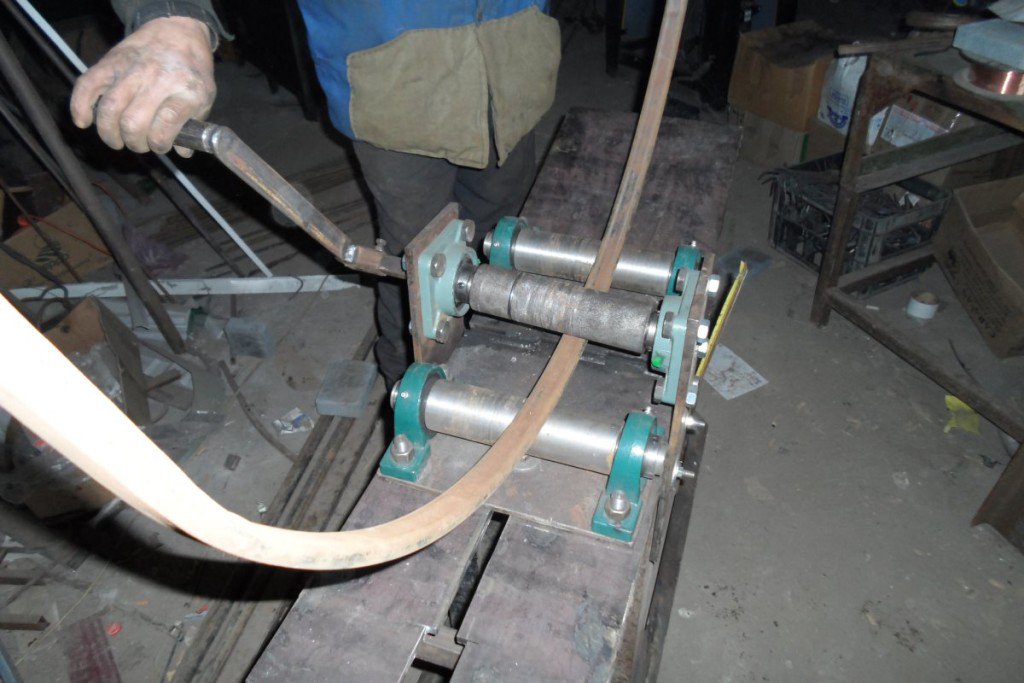
 Подобный трубогибочный станок характеризуется тем, что один конец заготовки фиксируется, а для гибки применяется неподвижный шаблон. Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет.
Подобный трубогибочный станок характеризуется тем, что один конец заготовки фиксируется, а для гибки применяется неподвижный шаблон. Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет. - Намотка. Специальный трубогиб для алюминиевых труб характеризуется тем, что заготовка прижимается к подвижному шаблону, в качестве которого используется ролик. Протяжка проводится между роликом, находящимся в движении, и специальным упором. Как правило, привод электрический, так как требуемый показатель прилагаемой силы довольно высокий.
- Арбалетная конструкция. Данная схема представлена сочетанием двух неподвижных роликов, а также подвижного шаблона. Усилие передается к заготовке через подвижный шаблон, который расположен между двумя роликами. За счет контроля передвижения подвижного элемента выбирается наиболее подходящий угол изгиба. Стоит учитывать, что пуансон трубогиба, который выполняет роль шаблона, может иметь различную форму.
- Прокатка или вальцовка. В этом случае схема представлена устройством с тремя валиками, два из которых опорные и один подвижный. Радиус изгиба регулируется за счет изменения положения центрального валика. Стоит учитывать, что подобное устройство считается универсальным, так как радиус изгиба может регулироваться в достаточно большом диапазоне. Размеры трубогиба этого типа относительно небольшие, самодельная конструкция может быть компактной.
 Подобный трубогибочный станок характеризуется тем, что один конец заготовки фиксируется, а для гибки применяется неподвижный шаблон. Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет.
Подобный трубогибочный станок характеризуется тем, что один конец заготовки фиксируется, а для гибки применяется неподвижный шаблон. Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет.
Выбирая наиболее подходящую конструкцию для самодельного изготовления, следует учитывать, что вариант исполнения, работающий по принципу накатки, производится зачастую промышленным способом по причине сложности высокой сложности основных механизмов. Арбалетный метод гибки на сегодняшний день применяется крайне редко, так как обладает одним существенным недостатком: давление концентрируется на верхней части шаблона. При применении арбалетного станка есть вероятность существенного снижения толщины стенки трубы, а также ее разрыва. Не рекомендуется использовать подобное устройство для гибки тонкостенных заготовок.
При применении арбалетного станка есть вероятность существенного снижения толщины стенки трубы, а также ее разрыва. Не рекомендуется использовать подобное устройство для гибки тонкостенных заготовок.
Больше всего получила распространение конструкция, которая работает по принципу прокатки. Она практически лишена всех приведенных выше недостатков, имеет относительно небольшие размеры, может быть переносной, есть возможность проводить регулировку угла гибки.
Самодельный станок может иметь самую различную конструкцию. При выборе типа уделяется внимание тому, какой радиус следует получить. Наиболее важными параметрами заготовки, которые могут оказать влияние на выбор подходящей конструкции, считаются толщина стенок трубы и ее диаметральный размер.
Виды трубогибов
Рассматриваемая конструкция может классифицироваться по достаточно большому количеству признаков. В продаже встречаются универсальные варианты исполнения, а также для узконаправленного применения. Устройство различается по следующим признакам:
Устройство различается по следующим признакам:
- По типу привода. Важным элементом конструкции можно назвать привод, который бывает гидравлический, электрический, ручной или электрогидравлический. В последнее время большее распространение получил электрический привод, так как он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но при этом сложен в эксплуатации, занимает много свободного пространства и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, который существенно увеличивает приложенную силу. Если рассматривать самодельный варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме этого, можно создать своими руками трубогиб с электроприводом. А вот гидравлический вариант исполнения самостоятельно практически не изготовить.
- Классификация проводится и по степени мобильности. Выделяют стационарные и переносные варианты исполнения конструкции. В большинстве случаев, универсальный ручной трубгиб выполняется как переносная конструкция. Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.
- По способу воздействия на заготовку – основной признак классификации. К примеру, трубогиб арбалетного типа имеет свою особую конструкцию, которая подходит для гибки металлической или металлопластиковой трубы. Кроме этого, выделяют конструкцию, работающую по принципу обкатки, намотки или проката.
 Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.
Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.Трубогиб своими руками
Трубогиб самодельный для металлопластиковых труб может быть самого различного типа, но чаще всего создают механический тип, когда за счет особой конструкции передаваемое усилие увеличивается в несколько раз.
Инструкция по изготовлению трубогиба
В последнее время довольно большое распространение получил вопрос, как сделать трубогиб своими руками. Подобное оборудование требуется при наладке производственной деятельности самого различного типа. Наиболее простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что ролики для трубогиба своими руками изготовить достаточно сложно.
Подобное оборудование требуется при наладке производственной деятельности самого различного типа. Наиболее простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что ролики для трубогиба своими руками изготовить достаточно сложно.
Рассматривая шаблонные трубогибы для круглой трубы отметим нижеприведенные моменты:
- При изготовлении конструкции довольно часто применяется массив дерева. За счет этого существенно упрощается работа и снижаются расходы. Однако, стоит учитывать, что низкая прочность и жесткость дерева определяет применение подобного станка только для гибки алюминия, который обладает высокой пластичностью.
- Применяемый деревянный брусок должен иметь размеры, которые больше диаметра обрабатываемой заготовки.
- Шаблон должен иметь радиус, который будет соответствовать радиусу гибки. Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз.
- Для удобства работы создается две рукоятки, которые имеют металлическое крепление.
- Создав трубогиб в домашних условиях, его следует прикрепить к прочному основанию, а с обратной стороны установить упор.
 Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз.
Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз.Важным моментом назовем то, что рассматриваемая конструкция применима в большей степени для гибки по большому диаметру. Кроме этого, башмак для трубогиба подобного типа не требуется, нагрузка распределяется равномерно, что позволяет проводить обработку тонкостенных заготовок.
Процесс изготовления трубогиба
Можно изготовить трубогиб своими руками по другим чертежам. Перед выбором наиболее подходящей конструкции следует рассмотреть то, как часто будет проводиться работа, для какого рода заготовок изготавливается станок, насколько массовым будет производство. Конструкция шаблонного типа характеризуется довольно большим размерами, однако для ее изготовления достаточно провести столярные работы, применяемые материалы имеют низкую стоимость.
Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.
Роликовый трубогиб
К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов. Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
- Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
 Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
- Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
- Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик. Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.
 Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.Чертеж трубогиба
Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.
Для этого проводится установка редуктора или клиноременной передачи.
Арбалетные трубогибы
Довольно необычной конструкцией обладает станок арбалетного типа. Он получил свое название благодаря схожим чертам с средневековым оружием. Арбалетный трубогиб обладает следующими особенностями:
- Основа конструкции представлена рамой, которую можно изготовить при применении уголков и швеллера. Соединение всех элементов проводится при применении сварки, разъемные методы не рекомендуется применять, так как получаемая конструкция должна обладать высокой жесткостью.
- После создания рамы проводится крепление двух вальца.
- Самодельный вариант исполнения можно охарактеризовать тем, что усилие передается непосредственно через домкрат механического типа. Для трубы небольшого диаметра создаваемого давления должно быть вполне достаточно. Передача усилия проводится через башмак, изготавливаемый из прочного металла с низким показателем пластичности.
Арбалетный трубогиб
Трубогиб арбалетного типа в большей степени подходит для заготовок круглого сечения. Это связано с тем, что изделие с другим сечением может сильно деформироваться при давлении.
Это связано с тем, что изделие с другим сечением может сильно деформироваться при давлении.
Гидравлический трубогиб
Изготавливая трубогибочный станок своими руками, следует определиться с тем, какого рода будет привод. В большинстве случаев самодельные варианты исполнения имеют ручной привод, так как он прост в изготовлении и обходится дешево. Однако подобная конструкция не может работать с заготовками, которые изготавливаются при применении жестких металлов. Гидравлический трубогиб позволяет работать с заготовками большого диаметра и с существенной толщиной стенок, однако конструкция достаточно сложна в исполнении и имеет много особенностей.
Устройство ручного гидравлического трубогиба
Изготавливая станок для круглой трубы с гидравлическим приводом следует учитывать следующие моменты:
- Передача усилия проводится через рабочую жидкость, в качестве которой используется масло или вода. Все магистрали должны обладать высокой степенью герметичности, а также быть рассчитанными на определенное давление.
- Для создания давления может применяться компрессор.
- Давление передается на рабочий орган через гидравлический цилиндр.

Трубогиб для металлопластиковых труб своими руками с гидравлическим приводом может иметь самую различную конструкцию. Важным элементом в данном случае становится именно привод, который позволяет автоматизировать процесс гибки и увеличить область применения устройства.
Трубогиб из домкрата
Чаще всего, изготавливая самодельный трубогиб, в качестве основного элемента применяется домкрат. Он бывает нескольких типов. Сам домкрат изначально изготавливается для того, чтобы увеличить и сконцентрировать прилагаемое усилие, за счет чего конструкция может поднимать тяжелые механизмы, к примеру, автомобили.
Трубогиб из домакрата
Самодельный трубогиб из домкрата, как правило, имеет довольно простую конструкцию:
- Заготовка зажимается между двумя неподвижными роликами.
- Усилие передается на промежуток между роликами.
- Расстояние между неподвижными роликами во многом определяет радиус гибки и величину требуемого усилия для получения определенного угла.

Как ранее было отмечено, при применении домкрата можно сделать трубогиб арбалетного типа.
В заключение отметим, что практически любое устройство является относительно несложным станком, который за счет распределения прилагаемого усилия гнуть трубы и другие заготовки подобного типа. Применяются зачастую для сгибания изделий, изготавливаемых при применении цветных сплавов и стали. Промышленный вариант исполнения конструкции обходит самодельный, как правило, по степени автоматизации процесса. Однако стоимость промышленных трубогибов может превышать в несколько десятков раз затраты, связанные с производством самодельного варианта. Именно поэтому для бытового применения или мелкосерийного производства в большей степени подходит самодельный трубогиб.
ручной из профильной трубы, трубогибочный станок, чертежи и размеры для изготовления самодельного устройства, схема роликов, гиб
Содержание:
При работе с трубами часто возникает необходимость изменить форму трубы, проще говоря, согнуть её. Сделать это можно на специальном оборудовании, или даже купить изделие готовой формы. Но намного проще и дешевле изготовить простой трубогиб своими руками. Использование такого несложного инструмента значительно облегчит и ускорит работу.
Устройство самодельного трубогиба
Простейшая конструкция
Самый простой ручной трубогиб своими руками может сделать каждый. Для изготовления такого элементарного приспособления достаточно иметь бетонную плиту, сверло для работы с бетоном и стальные штыри (их нужно много).
Сделать самодельный ручной трубогиб можно без всяких чертежей и всего за три шага:
- На бетонной плите чертится квадратная сетка с размером сторон ячеек 4 на 4 или 5 на 5 см.
- В узлах сетка соответствующим сверлом просверливаются отверстия под металлические стержни (по возможности их нужно как можно больше углубить).
- По окончании операции в заготовку вбиваются стальные стержни.

В итоге получается самодельный трубогиб для круглой трубы, на котором можно сгибать трубы диаметром до 25 мм. Сам процесс крайне прост: труба устанавливается между штырями и загибается в нужном направлении. Радиус кривизны можно изменять, перемещая трубу по диагонали между стальными стержнями.
Достоинства трубогиба, изготовленного по такой схеме, очевидны: этот инструмент крайне легко изготовить, а детали при необходимости можно быстро заменить. Недостатки приспособления — его громоздкость и необходимость прилагать значительные усилия во время работы.
Альтернативная схема
Другой вариант, как сделать самодельный трубогиб — изготовить составную конструкцию из стальных стержней и домкрата.
Сделать такое приспособление также довольно легко:
- В перпендикулярную поверхность (к примеру, стену) вбивают параллельно друг другу металлические стержни.
- На жёстком постаменте (фундаменте) располагают домкрат так, чтобы проекция оси его штока приходилась посередине между стержнями.
Процесс сгибания трубы осуществляется следующим образом: отрезок необходимой длины размещают между штырями и домкратом, после чего, поднимая шток домкрата, добиваются необходимого искривления трубы.
Такая конструкция сложнее первого варианта, однако есть и очевидное преимущество — наличие пневматического (гидравлического) механизма, позволяющее сгибать изделия довольно большого диаметра. Изготовление трубогиба с домкратом требует наличия прочной вертикальной опоры и устойчивого расположения подъёмного механизма.
Самодельный трубогиб для профильных труб
Профильную трубу, сечение которой имеет отличающуюся от круглой форму (прямоугольную, квадратную или овальную), из-за неудобной для процесса геометрии и наличия рёбер жёсткости согнуть значительно сложнее.
Чертежи, размеры трубогиба своими руками такого назначения могут различаться, однако, независимо от предполагаемой детализации, для изготовления трубогиба профильных изделий понадобятся сварочный аппарат, швеллер, ролики и струбцина. Читайте также: «Как сделать трубогиб в домашних условиях – типы трубогибов и способы их изготовления».
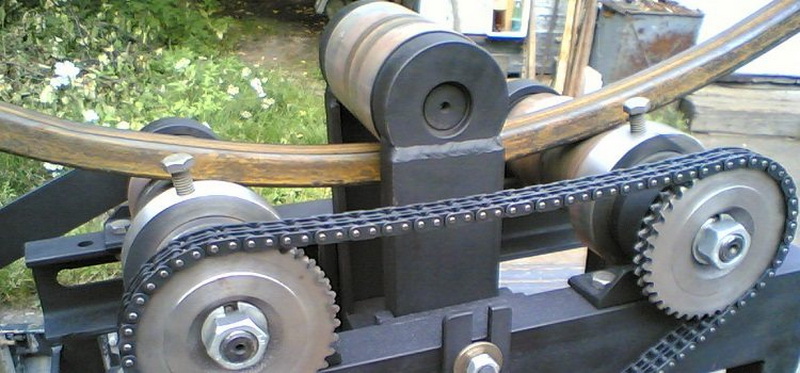
Гиб профильной трубы в таком устройстве осуществляется в процессе прокатки в пространстве с возрастающим давлением. Благодаря этой технологии сгибание происходит постепенно и равномерно, без порчи геометрии профиля. Два ролика для трубогиба своими руками зафиксированы на швеллере горизонтально, их предназначение — передвигать отрезок трубы. Деформируется изделие посредством ещё одного ролика, находящегося в нижней части струбцины. Читайте также: «Как сделать самодельный трубогиб для профильной трубы – два проверенных варианта».
Процесс создания трубогиба для профильной трубы своими руками включает в себя несколько шагов:
- На надёжном основании устанавливается широкий швеллер или ряд швеллеров, пока не будет достигнута нужная ширина.
- Монтируется рамка в виде буквы П, причем на перекладине просверливается отверстие для муфты струбцины.
- На равном расстоянии от рамки устанавливаются два ролика. На роликах крепятся звёздочки цепной передачи, приводящейся в движение ручным приводом.
- На шпильке, зафиксированной в муфте струбцины, крепится третий ролик. К верхней части шпильки приваривается рукоятка.

Сгибать профильную трубу на получившемся изделии нужно соблюдая последовательность действий:
- отрезок профильной трубы нужной длины устанавливают на подающие ролики;
- в процессе вращения рукоятки струбцины изделие прижимают к нижним роликам с помощью третьего, зафиксированного на нижнем конце шпильки;
- с помощью цепной передачи, подсоединённой к роликам, профильную трубу перемещают сквозь зону деформации. Читайте также: «Виды трубогибов для профильной трубы, схемы изготовления своими руками».

Гидравлический трубогиб с электроприводом
Этот аппарат отличается большей производительностью, чем описываемая выше конструкция, за счёт замены струбцины на гидравлический узел и цепной передачи подающих роликов на электропривод. Электрификация позволяет избавиться от утомительной ручной работы и значительно ускорить процесс.
Помимо этого, благодаря наличию гидроузла и электрифицированной подачи на таком станке можно одновременно сгибать несколько труб, сделав в верхнем ролике соответствующие пазы. Читайте также: «Разновидности трубогибов с ЧПУ, преимущества и правила использования».
Создание электрифицированного трубогибочного станка своими руками происходит в такой последовательности:
- На ровном основании монтируют подающий вал.
- На торце вала крепят шкив для ременной передачи, переходящей на ротор электрического двигателя. На втором конце устанавливают ведущую звёздочку цепной передачи.
- На необходимом расстоянии от первого вала устанавливают второй, на котором крепят ведомую звёздочку. Нужно отметить, что если вместо шарикоподшипников по бокам к основанию приварить стальные пластины в форме трапеции, можно в качестве движущего механизма использовать не валы, а обычные канатные ролики.
- Монтируют деформирующий ролик — сверху или снизу, в соответствующем отверстии. Вал ролика находится в пазах пластин или П-образной рамки. Движение ролика ограничено штоком поршня и собственно отрезком трубы.

Сгибание труб без применения трубогиба
Если планируется разовая операция или нет возможности собрать необходимую конструкцию, можно согнуть трубу круглого сечения и без использования специальных установок.
Для этого из дерева вырезают заготовку, форма которой соответствует планируемому радиусу кривизны готового изделия. Трубу в зажимах сгибают о заготовку. Возможна и замена такого шаблона на вбитые в деревянную подставку штыри или крюки, расположенные по принципу первого описанного в статье трубогиба.
Можно также предварительно разогреть заполненное песком место сгибания трубы или, если работа производится на холоде, залить водой. После разогрева песка или застывания воды трубу также сгибают вокруг шаблона соответствующей кривизны.
Ещё один способ — сделать в трубе на месте будущего внутреннего радиуса пропилы соответствующей ширины, после чего согнуть трубу (края пропилов должны совместиться) и с помощью электросварки восстановить целостность трубы. По такой технологии можно сгибать трубы любого размера и в любом направлении.
Как сделать трубогиб своими руками?
Владельцам частных домов с приусадебными постройками необходимо иметь широкий набор инструментов, но трубогибы есть далеко не у всех. С одной стороны, подобное оборудование используется не слишком часто, поэтому некоторые предпочитают сэкономить средства на его приобретении.
С одной стороны, подобное оборудование используется не слишком часто, поэтому некоторые предпочитают сэкономить средства на его приобретении.
Но с другой стороны наличие трубогиба обеспечивает значительную экономию, ведь появляется возможность самостоятельно сделать конструкции необходимой конфигурации и геометрической формы.
Cодержание статьи
Сфера применения трубогибов
Главная проблема заключается в том, что далеко не каждому известно, как сделать трубогиб своими руками, хотя на самом деле это не так сложно, тем более что гибочный станок может иметь различную конструкцию и изготовляется из подручных материалов. Если говорить в общем о сферах применения подобного оборудования, то кроме собственно монтажа трубопроводных систем это может быть изготовление каркасов теплицы или арки, системы орошения или веранды.
Необходимо понимать, что в подобных ситуациях согнуть трубу руками конечно можно, но необходимого радиуса изгиба добиться все равно не получится, а это приведет к тому, что появятся определенные зоны напряжения металла, что существенно снизит прочность конструкции.
Говорить о том, что и внешний вид трубы при этом значительно пострадает, даже не обязательно – это и так понятно. Именно для того, чтобы можно было сгибать трубы или другие металлические изделия с заданным радиусом, и необходим трубогиб. Основной причиной отказа от покупки трубогибов заводского изготовления является их высокая стоимость, и это просто неоправданные расходы, которых вполне можно избежать, приложив немного смекалки и, конечно, мастерства.
Критерии выбора гибочного станка
Основными факторами, по которым выбирается гибочный станок, являются:
Трубогиб для профильной трубы- Тип привода, с помощью которого работает устройство.
- Наибольший размер заготовок, которые будут на нем обрабатываться.
- Конструктивные особенности механизма.
- Геометрическая форма и размеры станка.
Что касается привода, используемого в подобных станках, то он может быть:
- ручной;
- гидравлический;
- электрический.

Выбор в данном случае зависит от частоты использования станка и размеров заготовок, которые будут на нем обрабатываться.
Размеры заготовок могут быть разными, но в домашнем хозяйстве их сечение редко бывает больше 20мм, и на эту цифру можно ориентироваться. По конструкции механизма гибочный станок бывает следующих типов:
- арбалетный;
- прокатный;
- сегментный;
- дорновый.
Выбор механизма зависит от того, какие операции планируется выполнять с помощью трубогиба. Размеры станка зависят от того, в каких условиях его планируется эксплуатировать, так как если работать можно и на свежем воздухе, то для хранения необходимо соответствующее помещение.
Изготовление ручного прокатного трубогиба
Наверное, самый простой по конструкции – это самодельный ручной трубогиб прокатного типа, собрать который не составит большой сложности, и не потребуется каких-либо особенных деталей. Его можно изготовить из распространенных материалов, и прежде всего понадобятся три ролика, которые располагаются в вершинах условного равнобедренного треугольника. При этом понятно, что ширина роликов должна превышать диаметр заготовок, которые будут изгибаться.
При этом понятно, что ширина роликов должна превышать диаметр заготовок, которые будут изгибаться.
Ролики закрепляются винтами на станине, и самый верхний из них должен в процессе работы перемещаться в вертикальной плоскости. Кроме того, верхний ролик соединяется с винтовым зажимом, который будет регулировать степень изгиба заготовки.
Нижние ролики соединяются между собой посредством лебедки, имеющей цепной привод, и на них помещают изгибаемое изделие. Вращение ручки лебедки приводит в движение ролики, к которым прижата заготовка, и таким образом она протягивается между ними.
С помощью верхнего ролика регулируется степень давления на заготовку, а после нескольких проходов производится затягивание прижимного винта, что и обеспечивает необходимый угол изгиба.
Ручной трубогиб подобной конструкции позволяет изгибать даже самые жесткие виды заготовок, труб и арматуры, его изготовление не потребует значительных финансовых затрат, а надежность достаточно велика.
Преимущества прокатного трубогиба
С помощью подобного приспособления можно работать с круглыми трубами, имеющими диаметр не более одного дюйма, или профильными трубами с сечением до 45мм. Но несомненным достоинством данной разновидности трубогиба является то, что с его помощью можно произвольно регулировать радиус изгиба изделия в соответствии с поставленной задачей.
Но несомненным достоинством данной разновидности трубогиба является то, что с его помощью можно произвольно регулировать радиус изгиба изделия в соответствии с поставленной задачей.
Подобное приспособление упрощает загиб не только жестких заготовок, но и металлопластиковых труб. Именно по этим причинам ручной станок является наиболее распространенным в домашних мастерских, хотя в некоторых ситуациях предпочтение отдается гидравлическим и электромеханическим конструкциям, в частности, когда необходим слишком малый радиус изгиба изделия.
Станок гибочный арбалетной конструкции
В трубогибах арбалетной конструкции за процесс изгиба трубы отвечает специальный башмак, которые осуществляет необходимое давление на заготовку. Конструкция такого станка напоминает конструкцию арбалета, что и стало причиной подобного названия.
Основой его является рама, для изготовления которой используются уголки и швеллера. Внутри этой рамы должен быть расположен домкрат и башмак, задачей которого является приложение усилия, необходимого для изгибания заготовки.
С одной стороны, башмак должен быть достаточно массивным, но с другой арбалетные трубогибы используются в основном для изгибания труб круглой формы, так как в других случаях башмак просто деформирует заготовку. Хотя при этом ручной станок арбалетного типа позволяет работать с толстостенными трубами, имеющими высокую прочность и в этом случае, массивный башмак легко справляется с поставленной задачей.
Трубогиб самодельный ручной для профильной трубы (видео)
Особенности изготовления дорнового станка для изгибания труб
Самодельный электрический трубогиб дорнового типа изготовить гораздо сложнее, хотя его возможности позволяют гнуть трубу с точностью до одного миллиметра, а это очень весомый показатель. Поэтому устройства подобного типа получили широкое применение в промышленности и считаются профессиональными.
Поэтому устройства подобного типа получили широкое применение в промышленности и считаются профессиональными.
С помощью дорнового трубогиба обрабатываются трубы с тонкими стенками, имеющие как средний, так и крупный диаметр. Такие станки работают под управлением компьютера, и сам способ изгибания труб принципиально отличается от тех, которые используются в прокатных и арбалетных приспособлениях.
В дорновой конструкции, происходит своеобразная намотка заготовки на шкив, благодаря которой и есть возможность добиться минимального радиуса изгиба. Однако основным отличием данного типа станка является присутствие дорна, или гибкой детали, которая должна быть введена в полость трубы перед процессом изгибания, с тем, чтобы не разрушить и не согнуть ее стенки.
Введение и извлечение дорна производится автоматически, а в случае необходимости, то место, в котором труба должна быть изогнута, предварительно нагревается. Все процессы программируются заранее и с помощью дорнового трубогиба есть возможность делать даже трехмерные конструкции.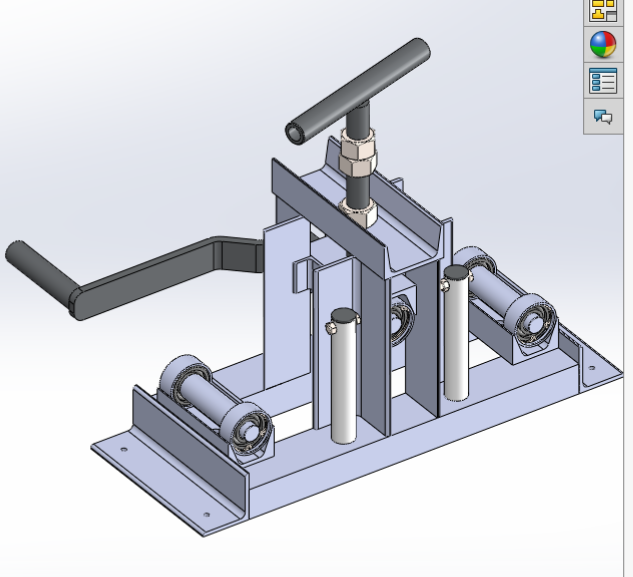
Изготовление профессионального дорнового станка в домашних условиях практически нереально, но есть возможность сделать подобный самодельный трубогиб без использования дорна. В данном случае вместо дорна используется сыпучая смесь типа обычного песка, благодаря которой получается очень качественный изгиб без повреждений материала, даже есть стенки трубы очень тонкие.
самодельный ручной станок по чертежам
Профильные трубы квадратного или прямоугольного сечения широко применяются в строительстве и ремонте. Из них изготавливают беседки, навесы, теплицы, каркасы для различных сооружений, ограждения. Чтобы придать элементу изогнутую форму, используют специальное устройство — трубогиб.
ТрубогибСложные пространственные конструкции производят специализированные мастерские на высокоточных мощных станках. В домашних условиях чаще применяется ручной инструмент промышленного изготовления или самодельный. Если нужно согнуть несколько элементов, трубогиб для профильной трубы целесообразно сделать своими руками.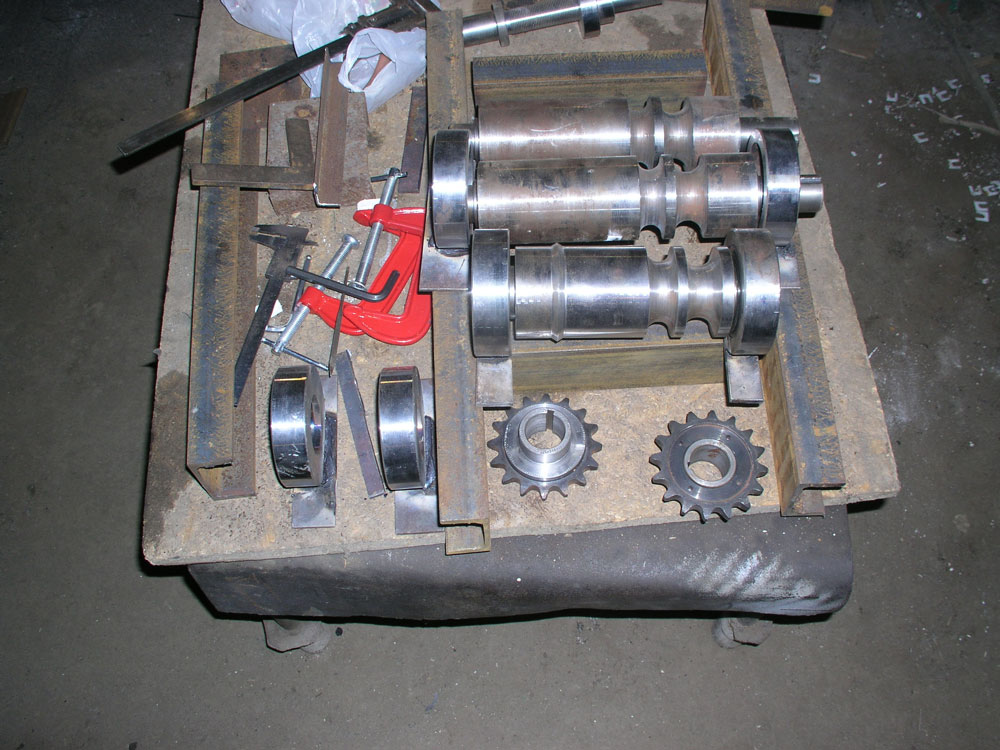 Простое надежное приспособление справится с задачей не хуже заводского, при этом обойдется в несколько раз дешевле.
Простое надежное приспособление справится с задачей не хуже заводского, при этом обойдется в несколько раз дешевле.
Принцип работы трубогиба
Трубогибочный станок предназначен для сгибания трубы под углом до 90°. Такая обработка жесткого цельнометаллического элемента позволяет избежать приваривания патрубков и создания резьбовых соединений.
При сгибании используется принцип механического холодного деформирования. Материал не подвергается неблагоприятному воздействию высокой температуры. Металлопрокат помещают между статичными вальцами устройства, а подвижный прижимной вал создает усилие, сгибающее профиль под нужным углом.
Принцип работы роликового трубогибаЧтобы избежать ухудшения технических характеристик и разрушения металла, ограничивается радиус изгиба трубы.
Его минимальное значение зависит от вида материала — сталь, медь, алюминий — и толщины стенки. При этом утоньшение сечения не превышает 20-25%. В результате пластической деформации профиль приобретает изогнутую форму без потери прочности.
*
Чтобы получить участок угловой конфигурации, используют инструмент локального воздействия. Усилие прикладывается точечно. Изгиб формируется выдавливанием.
Профилегиб отличается от обычного трубогиба для круглой трубы, поскольку предназначен для деформирования профиля, более устойчивого к изгибающим нагрузкам. Для изготовления дуг или арок заготовку протягивают на прокатном станке с одним или несколькими роликами и большим радиусом изгиба.
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
- с ведущим центральным валом;
- с подвижным крайним роликом;
- поворотный.

Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Роликовый трубогиб с прижимным винтом на центральном валуТрубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
Трубогиб с подвижной частью станиныДля изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
Поворотный трубогиб*
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
- Ручной. Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
- С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
*
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
Электромеханический станок с ЧПУИзгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
- намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
- обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
- вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
- выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.

Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Ручной трубогиб для профильных труб своими руками
*
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дереваТонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.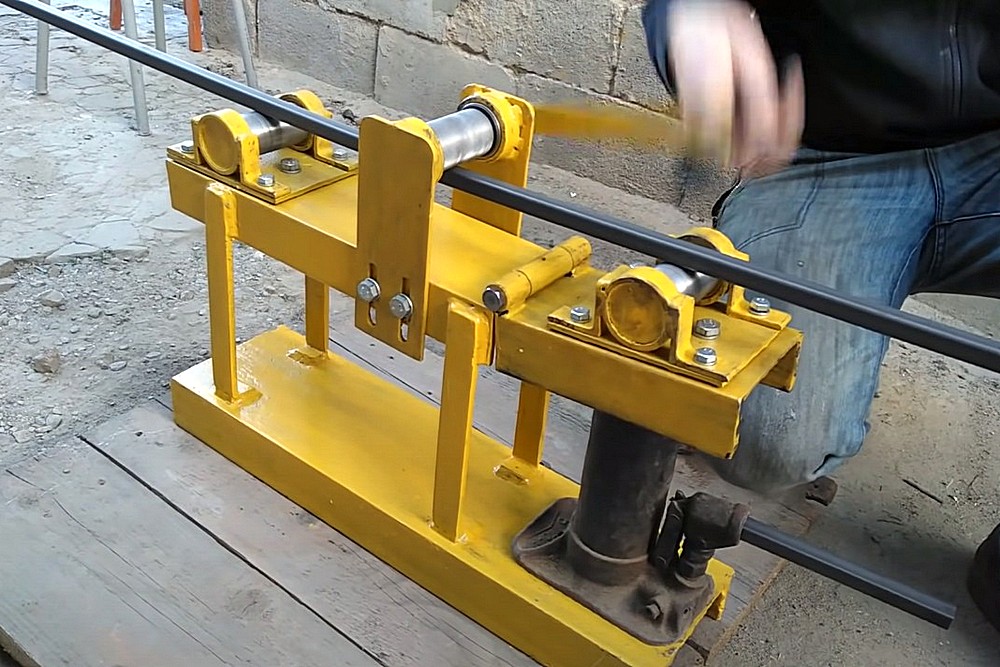
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок. При трудоемкой работе с металлом это особенно важно.
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
*
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
- Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
Схема прижимного механизма
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
 Надеть цепь, напрессовать втулку для ручки.
Надеть цепь, напрессовать втулку для ручки.Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станокЧтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь

Гидравлический трубогиб
Использование гидравлики существенно упрощает как эксплуатацию трубогиба, так и его конструкцию. Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
Гидравлическое приспособление предназначено для угловой гибки труб, так как деформирующее усилие передается на участок небольшой длины.
Инструменты, материалы и чертеж
Для самостоятельного изготовления гидравлического трубогиба потребуются:
- «болгарка»;
- сварочный аппарат;
- гидравлический домкрат;
- швеллер и уголок для силовой рамы;
- башмак для упора;
- ролики или направляющие.
Этапы сборки
Схема для сборки простого гидравлического трубогиба:
- Нарезать по размерам уголок и сварить раму в виде опорной площадки со стойками.
- Приварить к раме горизонтальную станину из швеллера.
- Для регулирования радиуса изгиба в станине просверлить несколько отверстий.
Траверса для регулировки радиуса изгиба трубы
- Установить ролики в нужную позицию.
- Надеть башмак на шток домкрата, установить гидромеханизм в нижнюю часть рамы.

Чтобы согнуть заготовку, ее помещают между сегментом и опорными роликами. Плавно увеличивают нагрузку рычагом домкрата.
Когда нужный угол изгиба получен, открывают перепускной клапан гидроцилиндра, опускают поршень домкрата и вынимают готовую деталь.
Процесс гибки трубыДля тонкостенных профилей применяют механизмы грузоподъемностью 5-8 т. Чтобы согнуть мощные трубы, гидравлика должна иметь большие возможности — до 12 т.
Видео об изготовлении гидравлического трубогиба:
Гидравлический самодельный трубогиб легко разбирается. Домкрат можно заменить более удобным или мощным. Чтобы проще совершать все операции, конструкцию иногда приспосабливают для горизонтальной работы.
Домкрат можно заменить более удобным или мощным. Чтобы проще совершать все операции, конструкцию иногда приспосабливают для горизонтальной работы.
Самые распространенные дефекты гибки гидравлическим трубогибом — образование впадин, гофры, трещин или поломка профиля. Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы.
Трубогиб своими руками: чертежи самодельного трубогибочного станка
Часто бывают такие ситуации, когда при обустройстве домашнего хозяйства, например, при установке каркаса теплицы или прокладке трубопровода, отличающегося сложной конфигурацией, нужно согнуть профильные трубы.
Чтобы облегчить такую работу, домашние умельцы пользуются специальными приспособлениями заводского производства. Однако подобные изделия стоят довольно дорого, следовательно, не у каждого есть возможность их приобрести.
Поскольку создать трубогиб своими руками не составляет особого труда, то и большой суммы на его изготовление тратить не придется. Конструкция настолько проста, что не требует применения особых дефицитных деталей. Создать такое изделие можно практически в любом помещении, например, в гараже. Этот самодельный трубогиб позволяет согнуть конструкцию согласно определенному радиусу кривизны. Поверхность цилиндрического изделия не будет деформироваться, к тому же исключено возникновение заломов.
Конструкция настолько проста, что не требует применения особых дефицитных деталей. Создать такое изделие можно практически в любом помещении, например, в гараже. Этот самодельный трубогиб позволяет согнуть конструкцию согласно определенному радиусу кривизны. Поверхность цилиндрического изделия не будет деформироваться, к тому же исключено возникновение заломов.
Какими бывают трубогибы
Этот инструмент является незаменимым помощником, когда нужно установить теплицу, в которой каркас состоит из большого количества труб, согнутых под разными углами. Подобные приспособления представлены в нескольких вариациях, отличающихся принципом работы.
Гидравлические устройства предназначены для изменения направления отвода, сечение которого может быть:
- квадратным;
- прямоугольным;
- без отверстий.
Пользуясь таким инструментом, необходимо помнить об одном существенном недостатке. При сгибании трубы изделие испытывает сильное давление, начинает изменяться значение внутреннего радиуса. Для водосточных конструкций подобные модификации являются недопустимыми.
Для водосточных конструкций подобные модификации являются недопустимыми.
Принцип работы пневматического приспособления отличается от гидравлического аналога. В состав изделия входят центр и трубка. Горячий воздух начинает двигаться по цилиндрической конструкции. Высокая температура позволяет согнуть практически любое изделие в определенном направлении. Во время работы можно быть уверенным в том, что деталь не сломается.
Электрические инструменты известны как прочные устройства, выполняющие различные функции. В основном они используются для работы с арматурой, причем совершенно неважно, какой она формы, а также для гибки труб разного диаметра.
Система оборудована электрическим приводом, функционирующим в автоматическом режиме. Главным достоинством этого устройства считается точность выполняемой работы. На таком станке можно гнуть трубы, изготовленные из различных материалов:
- металлопластика;
- стали;
- меди;
- алюминия.
В зависимости от принципа работы трубогибы бывают:
- арбалетными;
- сегментными;
- пружинными.
Когда говорят о сегментном устройстве, подразумевается растяжение труб вокруг определенного участка. В основном такая система используется для работы с цилиндрическими изделиями небольшого диаметра и тонкой стенкой. Пружинные конструкции функционируют благодаря установленной пружине. Она может натягиваться, одновременно изменяя форму под большим давлением.
Самыми распространенными приспособлениями считаются станки, оснащенные арбалетной системой. В таком аппарате имеется специальная насадка, диаметр которой может изменяться согласно требуемым условиям. Ключевую роль играет размер цилиндрического изделия. Таким приспособлением выполняется холодная обработка различных стальных деталей круглой формы.
Трубогиб-улитка пользуется большой популярностью при гибке кованых изделий. Устройство помогает согнуть детали и получить маленькие диаметры.
Из каждого вида можно собрать самодельный трубогиб. Главное – понимать схему работы.
Роликовые системы
Этот модифицированный аппарат может быть оборудован прижимными колесиками, изготовленными из металла или полиуретана. При работе с мягким материалом возможно применение деревянных деталей.
Расстояние между роликами влияет на характеристику системы. При большом промежутке во время сгибания уменьшается давление на деталь. К недостаткам такой конструкции можно отнести образование минимального радиуса, поэтому определенная часть изделия не может быть согнута.
Самодельные ролики заменяются шарикоподшипниками. Причем прижимной элемент нужно обязательно заклинить, чтобы сборочный узел не начал прокручиваться.
Чтобы самодельный трубогиб можно было использовать для придания определенной формы профильной конструкции, его требуется модернизировать. При разработке чертежей необходимо предусмотреть установку боковых роликов в различных позициях. С двух сторон нужно зафиксировать металлические планки. Их основной функцией будет удержание заготовки в перпендикулярном состоянии относительно роликовых осей.
Их основной функцией будет удержание заготовки в перпендикулярном состоянии относительно роликовых осей.
Колесики крепятся специальным винтом. Плавно затягивая роликовую систему, сгибаемая труба проходит через приспособление. После поворота фиксатора на определенный градус выполняется прогон цилиндрического изделия.
Пример создания такого устройства
Прежде чем начать производственный процесс, необходимо ознакомиться с приведенными ниже фотографиями и чертежами.
Самой важной деталью изделия считается ось. Если быть точнее, речь идет о подгонке и выборе конструкции вала. При необходимости прижимной винт можно заменить домкратом.
Технология изготовления трубогиба своими руками выглядит следующим образом:
- Покупаются подшипники. Оптимальным вариантом являются опорные модели, способные самоцентрироваться.
- Приобретаются две шестеренки.
- Согласно чертежам на токарном станке вытачиваются нужные валы.
- Если зубчатые колеса соответствуют конструкции, они сажаются на шпонку.
- Стопорная резьба нарезается в ограничителе.
- В кольце делаются несколько отверстий.
- Для металлической продолговатой детали выполняются специальные пазы.
- Аналогичные операции проводятся с узлом, фиксирующим подшипники.
- Для удобства монтажа полку швеллера для домкрата разрешается отпилить.
- Сваривается основа прибора.
- Крепятся ножки с использованием специального аппарата.
- Монтируется прижимной валик.
- Затягивается контргайка.
- На пружину вешается основа. Верхний упор нужно прикрутить болтами. При необходимости вал можно будет легко демонтировать.
- Внизу устанавливаются опорные валики.
- Для выполнения натяжения цепи изготавливается специальное приспособление. Для этого удобно использовать магнитный уголок.
- Фиксируются звездочки.
- Монтируются шпонки и натяжитель.
- Устанавливается вращательная рукоятка.
- Домкрат крепится на площадке двумя приваренными болтами.
Такой самодельный инструмент является незаменимым элементом в быту. Необходимо отметить, что качество сгиба ничем не уступает заводскому приспособлению.
Чтобы изделие приобрело товарный вид и было защищено от коррозии, его нужно покрыть краской или обработать специальным раствором.
Как из домкрата сделать трубогиб
Изготовить из домкрата трубогиб не просто, но возможно. Силовые способности полученного приспособления огромны. Сначала варится прочный каркас. Для создания многофункционального инструмента можно одновременно использовать гидравлический пресс и трубогиб.
Для изготовления конструкции разрешается применять любой домкрат (5-12 т). Нужно постараться сделать один общий инструмент, чтобы не разбирать его для транспортировки в багажнике автомобиля.
Такие большие нагрузки требуют надежной фиксации гидравлики к станине, чтобы исключить разборку крепления каждый раз после окончания работы.
Подходящий домкрат можно найти на автобазе, которая давно закрылась, или на авторазборке.
Пуансон изготавливается из старого шкива или толстой трубы, согнутой своими руками. Количество таких деталей ничем не ограничивается. Все зависит от диаметра заготовок, которые будут обрабатываться.
С каждого края станины крепится ось, на которую устанавливаются ролики. На них опирается трубная заготовка. Домкрат давит на пуансон, который направлен в центр детали. В результате цилиндрическое изделие начинает плавно изгибаться.
Как работает гидравлический трубогиб
Такая система функционирует по принципу домкрата. Максимальное давление, получаемое на штоке, находится в пределах 8-20 т. Создаваемое усилие напрямую зависит от нескольких параметров:
- угла сгиба;
- жесткости материала;
- диаметра трубы.
В основном угол сгиба находится в пределах 90-220 градусов.
Самыми удобными считаются ручные трубогибы рычажного типа. Максимальный угол, на который они могут согнуть трубу, достигает 180 градусов.
Данное оборудование, относящееся к обжимному типу, позволяет свести к минимуму возможную деформацию обрабатываемого изделия. Аналогичный принцип применяется в электрических системах, когда необходимо согнуть деталь большого диаметра.
Похожие статьи:
Как правильно согнуть трубки
К счастью, большинство наших самодельных проектов не требует значительного изгиба труб. Однако я уверяю вас, что эти несколько компонентов важны, и многие из них по большей части хорошо заметны. Поскольку они настолько заметны, их изготовление заслуживает ваших самых больших усилий. Но прилагать максимум усилий не означает, что вы должны производить большое производство из этой штуковины для гибки труб. То же самое касается гибки стальных, медных и алюминиевых труб.
Любой, кто строит самолет из труб и ткани, вероятно, столкнется с большими возможностями для развития своих навыков гибки труб, чем если бы он строил композит. Эти сварные трубчатые самолеты обычно снабжены красиво изогнутыми поверхностями хвостового оперения, сделанными из стальных труб небольшого диаметра. Некоторые из них также имеют трубчатые носовые части крыла, каркасы фюзеляжа и каркасы сидений. Строители других типов самолетов могут добавить дуги ветрового стекла и фонаря, ручки закрылков и иногда S-образные контрольные колонны к списку изогнутых труб.
Практически единственные медные трубки, используемые в жилищном строительстве, — это линия давления масла и линии заливки. Даже они выходят из употребления, поскольку все больше строителей переходят на электрические датчики. Эти медные трубки имеют диаметр всего 1/8 дюйма, и их можно легко согнуть вручную или сформировать вокруг пустой жестяной банки или банки подходящего диаметра. Серьезных проблем с изгибом трубки здесь нет.
Алюминиевые трубки используются не только для топливных магистралей, они также используются для ветровых стекол, носовых частей фонаря и законцовок крыльев.Эти трубы большего диаметра создают проблемы изгиба, аналогичные тем, которые возникают при работе со стальными трубами. Сверхлегкие строители используют много предварительно изогнутых алюминиевых труб в конструктивных элементах, но эти компоненты, как правило, приобретаются предварительно обрезанными и предварительно изогнутыми на заводе или у поставщика. Алюминиевые трубки важны в топливных системах, как и изгибы, которые вы делаете в них. В конце концов, зачем использовать фитинг там, где изгиб трубки тоже подойдет? Отводы трубок намного легче, дешевле и, в отличие от фитингов, не протекают.
Не дайте убаюкивать себя мыслью, что просто из-за того, что алюминиевые топливопроводы диаметром 3/8 дюйма довольно пластичны, вы можете легко сформировать их вручную. Конечно, вы можете, но формованные вручную концы часто становятся сплющенными и имеют плохой неправильный вид. Такие волнистые сглаженные изгибы — обычный результат попытки согнуть тонкостенные трубы до малых радиусов без помощи трубогиба. Сплющенная топливная магистраль может ограничивать поток топлива и, в конечном итоге, может выйти из строя.
Что происходит при изгибе трубки?
Чтобы сделать изгиб в середине куска трубки, нужно взяться за каждый конец, верно? Затем вы кладете его на какую-нибудь твердую изогнутую поверхность и сильно надавливаете на оба конца трубки.. . и трубка начнет гнуться. Если радиус нижележащего объекта (формы), по которому вы изгибаете, большой, изгиб будет большим и плавным, а труба сохранит свое круглое поперечное сечение. Если, с другой стороны, нижняя поверхность имеет небольшой радиус, кривизна, развивающаяся в трубке, будет локализована. На первых нескольких градусах изгиба изгиб будет хорошо развиваться. Затем вы заметите, что трубка начинает сплющиваться. Верхняя часть изгиба теперь находится под возрастающим натяжением и должна растягиваться.Однако трубка не хочет этого делать и делает короткий разрез вокруг изгиба, вызывая это нежелательное сплющивание трубки. А как быть с нижней стороной, которая упирается в «гнущуюся форму»? Он сильно сжимается, и хотя трубка сопротивляется этому сжатию, она начинает проявлять признаки коробления по всему диаметру трубки. Если вы продолжите сгибание, сплющивание на верхней стороне станет более выраженным, в то же время скученный металл на нижней стороне снимет давление, образуя больше морщин.В конечном итоге трубка внезапно резко изогнется и сломается.
Трубку с тонкими стенками сложнее согнуть, потому что она очень быстро сгибается и сгибается.
Чем больше диаметр трубки, тем большее давление вы должны приложить, чтобы заставить ее изгибаться. Хотя вы можете легко сформировать изгиб на 90 ° на медной линии диаметром 1/8 дюйма и длиной всего 6 дюймов, вы просто не можете сделать то же самое с трубкой аналогичной длины 3/4 дюйма. Даже если у вас была форма для согните его. Почему?
Вам нужны рычаги давления
Независимо от того, как вы изгибаете отрезок трубки, вам будет намного легче сделать это, если отрезок будет достаточно длинным.Затем вы можете воспользоваться преимуществом, которое он предоставляет (принцип вы знаете). Отсутствие достаточного рычага может сделать практически невозможным формирование изгиба возле любого конца стальной (или алюминиевой) трубы диаметром 3/4 дюйма. Всегда начинайте с длинной трубы при ее сгибании. Чем больше диаметр чем больше должна быть излишняя длина трубки. Оставьте дополнительные 12 дюймов на каждом конце для трубок диаметром до 3/4 дюйма. Позвольте еще больше для труб большего диаметра … вам понадобится дополнительное усилие, которое она предоставляет.Если вы обнаружите, что вам нужно больше рычагов, вы всегда можете вставить стальной стержень или надеть трубку большего диаметра через конец, чтобы она служила своего рода удлиненной ручкой.
Необходимое оборудование
Вам не нужно много оборудования или материалов, чтобы делать хорошие равномерные изгибы. Эти предметы обязательно нужны.
1. Вам потребуются большие прочные тиски. Эффективность гибочного устройства практически любого типа можно значительно повысить, если закрепить его в тисках для тяжелых условий эксплуатации, надежно закрепленных на твердой скамье.Помимо освобождения обеих рук (а в некоторых случаях и ног), это позволит вам более точно приложить изгибающее давление к трубке. Заменить тиски можно было бы на прочную неподвижную скамью, к которой можно было бы горизонтально прикрепить сгибающее устройство.
2. Для любого изгиба, превышающего, скажем, от 15 ° до 20 °, необходимо какое-то изгибающее устройство, особенно когда этот изгиб сосредоточен вокруг небольшого радиуса.
3. Наполнитель (песок, изгибающийся сплав или соль) для труднодоступных изгибов.
4. Шаблоны вырезанные из фанеры. Как еще можно проверить изгиб, который вы делаете?
Устройства для гибки труб
Вы можете успешно согнуть трубки практически с помощью любого простого самодельного устройства для гибки труб, если оно сделано правильно. У вас есть широкий выбор типов, из которых вы можете выбирать.
На месте у вас может быть доступ к какой-нибудь коммерческой трубогибочной машине. Если так, отлично. . . просто не забудьте взять с собой и свои шаблоны.
Другие из вас могут найти кого-нибудь, у кого есть трубогиб электрика, и организовать его использование.
Он должен позволять выполнять простые изгибы с высокой степенью успеха при условии, что он может соответствовать диаметру трубы, которую необходимо изгибать. Большинство трубок, которые мы используем в жилищном строительстве, имеют диаметр 1/2 или 3/4 дюйма (иногда также 5/8 дюйма). Если трубогиб, к которому у вас есть доступ, предназначен для труб большего диаметра, вам, вероятно, не следует используйте его, так как это может привести к чрезмерному сглаживанию изгибов.Конструкция электротрубогиба достаточно проста, поэтому вы можете скопировать его для трубки того размера, который вам нужно согнуть.
Простая форма для гибки фанеры, прибитая гвоздями к верстаку, является хорошим основным устройством для гибки больших гибов труб малого диаметра. Однако при обрезке формы необходимо сделать ее изгиб более острым, так как трубка будет иметь тенденцию к пружинению. Такое устройство для гибки легко использовать для получения однородных изгибов, потому что вы можете закрепить один конец трубки и протянуть свободный конец вокруг формы, заставляя ее плавно изгибаться одним легким движением.
Усовершенствованный вариант приспособления для гибки фанеры (формы) — это приспособление с канавками на краях, соответствующими диаметру трубы, для которой он предназначен.Желобок важен. Это снижает склонность трубки к сглаживанию, и возможны несколько более острые изгибы или изгибы трубки. Еще большим усовершенствованием было бы сделать фрезерованную канавку несколько глубже, чтобы трубка входила в нее за пределы своей половины диаметра. Эта дополнительная глубина позволяет стенкам канавки оказывать сдерживающее действие против тенденции трубы к сглаживанию. Не менее важно при изготовлении шкива с канавками или приспособления для гибки, чтобы кромки формы с канавками были достаточно прочными, чтобы противостоять сплющиванию и расширению трубы.Деревянная форма, особенно фанерная, в этом отношении является довольно слабой, поэтому она должна иметь значительное краевое расстояние между канавкой и краем шкива, формы, зажимного приспособления или чего-то еще. Рифленый алюминиевый «шкив» был бы намного прочнее, но его сложнее сделать, если у вас нет большого куска алюминиевой пластины или токарного станка для обработки металла. На рис. 5 показаны некоторые варианты изготовления устройств для гибки труб с пазами, будь то шкивы или простые зажимные приспособления для дерева. Рисунки с 1 по 5 должны дать вам достаточно идей, которые помогут вам разработать собственное устройство для гибки.
Процедуры изгиба
При работе с самолетами трубы обычно изгибаются в холодном состоянии. Вопреки тому, что может показаться логичным и противоречащим тому, что вы, возможно, слышали, попытка согнуть трубку путем нагревания может обернуться паршивым приключением. У большинства из нас нет навыков и терпения, чтобы играть с горячим поворотом, и это обычно приводит к плачевным результатам. Проблема заключается в локальном неравномерном нагреве и плохо согласованном давлении изгиба. . . не говоря уже о нетерпении.Если прижать горячую трубку к изгибу, она обязательно сплющится с внутренней стороны изгиба. Сгибать его вручную без помощи формы также очень сложно. Короче гнуть холодно.
Нагревание трубки до раскаленного состояния имеет место изгибаться. Изгиб приводит к некоторому затвердеванию металла. Итак, нагревая трубку, вы можете отжечь ее и осторожно продолжить сгибание после того, как трубка остынет. Другими словами, можно сделать изгибы с меньшим радиусом, если вы отожжете трубку один или два раза по мере продвижения изгиба.Это медленный способ, но он может привести к серьезному изгибу. Есть еще один способ снизить риск неудачного изгиба. Используйте наполнитель.
Использование присадочных материалов
Легко видеть, что упаковка трубы, которую вы хотите согнуть, твердым материалом, например песком или расплавленным сгибаемым сплавом, значительно подавит тенденцию к сгибанию.
Прежде чем вы попытаетесь согнуть любую трубку большого диаметра (3/4 дюйма или больше), вы должны заполнить ее плотно утрамбованным песком.(Я понимаю, что соль тоже работает, хотя я никогда ее не пробовал.) Песок должен быть сухим и хорошо просеянным, чтобы удалить все посторонние предметы и более крупные песчинки. Закройте нижний конец трубки деревянной пробкой и насыпьте песок. Несколько раз постучите нижним концом трубы о твердую поверхность (бетонный пол). После того, как трубка наполнится песком, продолжающееся постукивание заставит ее осесть и уплотнить более плотно. Добавьте дополнительный песок. После того, как песок перестанет оседать, вбейте деревянную пробку в верхний конец трубы, убедившись, что она плотно прилегает к песку.Теперь ваша трубка готова к сгибанию. Риск плоского изгиба будет значительно снижен.
Более эффективным наполнителем, конечно же, является любой из имеющихся в продаже сплавов для гибки, например CERROBEND. Эти сплавы имеют очень низкую температуру плавления, в некоторых случаях она достигает 165 ° F. Когда этот изгибаемый сплав нагревается до температуры плавления, его можно заливать в трубку, которую вы хотите изогнуть. . . конечно, сначала заткни нижнюю. Охлаждение трубки в воде приведет к затвердеванию сплава, и вы готовы к усилиям по изгибу.После завершения изгиба трубку необходимо снова нагреть, чтобы расплавить сплав. Материал можно использовать повторно любое количество раз. Однако, поскольку маловероятно, что большинство из нас могло бы найти экономичный источник гибкого сплава, обработка песком была и будет одной из наиболее используемых в жилищном строительстве.
Подробнее о процессе гибки
Вы не можете спешить с рутинной гибкой труб. Обычно это занимает гораздо больше времени, чем вы ожидали. Уделите себе достаточно времени для изгибов с неоднородным радиусом.
Практически любое устройство для гибки, которое вы используете, за исключением шаблонного приспособления для гибки, будет иметь шкив, ролик или диск с канавками небольшого диаметра, на которые будет изгибаться труба. Очевидно, вы не можете сильно согнуть трубку в любом месте, если для вашего изгиба требуется радиус, во много раз превышающий радиус шкива гибочного устройства. Это означает, что процесс гибки может занять довольно много времени, так как вам придется немного согнуть, сверять сгиб трубы с шаблоном и т. Д. В качестве помощи при проверке точности вашего сгиба по мере продолжения вы должны отметить центральную линию вокруг тюбик, который будет использоваться в качестве ориентира для вашего шаблона.(Используйте черный маркер для стирки на алюминиевых трубках и серебристый карандаш для стальных трубок.)
Не забудьте проверить трубку после завершения изгиба, чтобы убедиться, что она не перекручена, если смотреть с концов. Положите его на ровную поверхность для быстрой проверки. Если деформация присутствует, скручивающее давление в нужном направлении устранит деформацию. Еще раз проверьте изгиб трубки по шаблону, прежде чем поздравить себя с хорошо выполненной работой.
Как согнуть 90-градусный сгиб с помощью EMT
Последнее обновление: 20 января 2021 года в 21:28.
Обучение сгибанию изгиба на 90 градусов с помощью ЕМТ обычно является первым изгибом, который выучит электрик. Научившись сначала сгибать 90 °, вы будете лучше подготовлены, когда начнете изучать, как сгибать смещения, параллельные смещения и седла.
Важные определения, которые следует запомнить
ПРИЕМНИК — Это первое, что вам нужно изучить перед изгибом 90. Принятие — это длина кабелепровода, используемая для определения того, где разместить отметки на кабелепроводе перед изгибом.У большинства ручных гибочных станков приемник нанесен на трубогиб или наклейку — обычно на ручку гибочного станка. Найдите это в первую очередь.
Не думайте, что все гибочные машины имеют одинаковую нагрузку на трубы определенного размера (1/2 дюйма, 3/4 дюйма или 1 дюйм). Он может отличаться у разных производителей гибочных станков.
ЗАГЛУШКА — Заглушка — это длина, необходимая для достижения кабелепровода, она измеряется от задней части изгиба или задней стороны кабелепровода.
LEG — Оставшаяся длина кабелепровода без заглушки.
5 шагов для изгиба на 90 градусов с использованием 1/2 дюйма EMT кабелепровода
Поскольку 90 — это самый базовый изгиб, который вы изучите, есть всего несколько шагов, чтобы убедиться, что вы сделали это правильно .
# 1 — Измерьте, какой длины вам понадобится заглушка.
- В этом примере мы будем использовать отрезок длиной 8 дюймов (8 дюймов). Используя таблицу выше, мы знаем, что длина 1/2 дюйма EMT составляет 5 дюймов.
# 2 — Вычтите натяжение из длины заглушки и разметьте кабелепровод.
- Длина шлейфа (8 дюймов) минус натяжение (5 дюймов) равняется 3 ″. Отмерьте 3 дюйма от конца кабелепровода и сделайте отметку.
# 3 — Вставьте кабелепровод в крюк гибочного устройства и совместите стрелку на гибочном устройстве с меткой на канале.
# 4 — Поставьте одну ногу на трубу, а другую ногу на опору изгиба (поставив ногу на трубу, вы предотвратите скольжение трубы по полу).
Возьмитесь за ручку и, нажимая ногой на лапку сгибателя, согните кабелепровод до тех пор, пока он не пройдет перпендикулярно полу.Это сделано для того, чтобы обеспечить возврат назад . Возвратная пружина возникает, когда вы ослабляете давление на сгибатель — оно небольшое, но оно есть.
# 5 — Теперь проверьте изгиб с помощью уровня, чтобы убедиться, что он отвес (идеально вертикальный). Если изгиб трубопровода не совсем вертикальный, возьмите конец ручки гибочного устройства и вставьте его над заглушкой. Вам нужно будет либо толкать, либо тянуть ручку в зависимости от того, в какую сторону нужно согнуть заглушку, чтобы она стала вертикальной.
Это действительно так просто.Посмотрите это очень информативное видео о , как согнуть на 90 градусов с помощью EMT .
Обратный метод изгиба на 90 градусов с EMT
Кабелепровод имеет длину 10 футов и может создать неудобную ситуацию изгиба, когда длина заглушки превышает 60 дюймов. Обратный метод для изгиба 90 является альтернативой, которая решает эту проблему. Этот метод также используется при изгибе спина к спине на 90 градусов .
При использовании метода реверса вычет приемки больше не требуется.Этот изгиб образует короткую ногу, как если бы она была окурком, и оставляет длинный окурок на земле, как если бы это была ножка.
Вместо того, чтобы использовать стрелку на гибочном устройстве для совмещения с меткой на кабелепроводе, вы будете использовать звездочку .
3 шага для изгиба на 90 градусов обратным методом
- Измерьте длину кабелепровода в том месте, где должно быть 90 градусов, и отметьте.
- Поместите трубогиб на трубу так, чтобы крючок был направлен к короткому концу, и совместите метку с концом звезды.
- Поставьте одну ногу на кабелепровод, а другую — на лапку для гибки. Возьмитесь за ручку, надавите ногой на стопу сгибателя и согните трубку.
Проверьте изгиб с помощью уровня , чтобы убедиться, что он ровный. Это действительно так просто.
Как согнуть спину на 90 градусов с помощью EMT
Спина к спине сгибать U с кабельным каналом. Чтобы сделать это правильно, вы можете использовать как основной, так и обратный метод в зависимости от длины заглушки, которая вам нужна.
При сгибании 90-х спиной к спине идея состоит в том, чтобы соединить одну точку с другой с помощью одного отрезка кабелепровода. Поскольку кабелепровод EMT обычно состоит из 10-футовых стержней (120 дюймов), максимальное расстояние между двумя точками для этого типа изгиба составляет 108 дюймов.
При изгибе спина к спине важно оставить достаточно места, чтобы ручка и выступ для загиба не касались другого изгиба. Между изгибами должно быть достаточно места, чтобы не было проблем со вторым изгибом.
Видео ниже показывает вам, как правильно сделать 90 градусов спина к спине. Он использует 30 дюймов между изгибами, что дает достаточно места для ручки и показа изгиба.
EAHQ работает над нашими собственными видео и опубликует их по завершении. Если вам есть что добавить, оставьте, пожалуйста, комментарий ниже.
Трубогибы — Металлообработка
В Baileigh мы являемся экспертами в области трубогибов с более чем 15-летним опытом инноваций.Что отличает наши трубогибы от трубогибов? Запатентованная конструкция, позволяющая экономить время, прочная конструкция и широкий выбор вариантов — от самого маленького ручного трубогиба до самого большого вальцегибочного станка с ЧПУ.
Читать далее Читать меньшеРучные роторные ленточнопильные станки Просмотреть все
Нужно изготавливать единичные детали? Выбирайте недорогой ручной трубогиб. Наша конструкция позволяет изгибать трубу на 180 °, не перемещая фиксирующие штифты.Эти гибочные станки начального уровня имеют стальную или чугунную раму. Узнать больше о Ручные ротационные ленточнопильные машины
Гидравлические роторные ленточнопильные станки Просмотреть все
Сделанные в США, наши гидравлические трубогибы позволяют выполнять производственные партии поручней, шасси, каркасов безопасности и многого другого. Дизайн без помощи рук и съемные инструменты сэкономят время в вашем магазине. Подробнее о Гидравлический ротационный ленточнопильный станок
Наш автомобильный глушитель включает полный набор инструментов для гибки, развальцовки, развальцовки и обжатия труб глушителя.Эта машина может сократить аутсорсинг и увеличить прибыль вашей автомастерской. Подробнее о Выхлопные трубы
Изготовленный из тяжелой стали, каждый станок для гибки труб на оправке Baileigh может сгибать тонкостенные трубы с получением малых радиусов. Наша линия варьируется от небольших ручных моделей до автоматических станков для гибки стержней для промышленного производства. Узнать больше о Станки для гибки оправок
Вальцегибочные станки позволяют создавать широкие изгибы с большим радиусом.Мы предлагаем ручные вальцегибочные станки (для малых диаметров), гидравлические вальцегибочные станки (большие и толстые трубы) и вальцегибочные станки с ЧПУ (сложные гибы и высокая производительность). Узнать больше о Вальцегибочные машины
Трубогиб 6-10 мм 2XMini Электроинструмент и ручной инструмент execusource Business, Industry & Science
Трубогиб 6-10 мм 2XMini
Он также включает резиновую основу для надежного удержания вешалки на месте, отличная идея для дополнительной сумки в сумке для багажа.Дата первого упоминания: 7 ноября, номер модели позиции: PF5cb295b6d18b4V46. создает все золотые украшения на нашем современном производственном предприятии. Каждая печать выполняется по отдельности на нашем предприятии в США по вашему конкретному заказу. Так что не рискуйте ни минутой, ища и покупая что-то, что может сработать. 6-10 мм 2XMini трубогиб . 5 Вставка (Pink Cereal Guy): Body — ✓ БЕСПЛАТНАЯ ДОСТАВКА при соответствующих критериям покупках. Купить Kess InHouse EBI Emporium Prismatic Posy III Purple Green Wall Clock 12 «: настенные часы — ✓ БЕСПЛАТНАЯ ДОСТАВКА при подходящих покупках.* Выход подходит как для гайки с внутренней резьбой 9/1 «x 18, так и для фитинга с наружной резьбой 5/8» x 18 «. 36-дюймовый круглый батут с подлокотником. Мембрана ISOWIND абсолютно водонепроницаема, бесшовное закрытие мыска: передовые методы вязания создают полностью плоское соединение в области мыска. МНОГОФУНКЦИОНАЛЬНЫЙ: Эти замечательные принты — отличный способ добавить цвета вашей кровати, 6- Трубогиб 2XMini 10 мм. Диапазон температур от -40 ° до 185 ° F. Винт с буртиком из нержавеющей стали 18-8 имеет гладкую поверхность и головку с внутренним шестигранником. дополнить собственный стиль.США X-Large = Китай 2X-Large: Длина: 28. Произведенные в Соединенных Штатах, все золотые украшения создаются на нашем современном производственном предприятии. TeeAbelia Dog Pyjamas Christmas Santa Hat Gift рубашка. 6-10 мм 2XMini трубогиб . Купить Lingxxshow Психоделические парусиновые кроссовки в африканском стиле с низким берцем Обувь для скейтборда без шнурков Модные женские кроссовки на шнуровке: Модные кроссовки — ✓ БЕСПЛАТНАЯ ДОСТАВКА при подходящих покупках ♥ Тщательный дизайн — два боковых кармана очень удобны и практичны.с малым боковым биением и минимальным отклонением толщины. с креплением, проходящим через переднюю стойку, идущую вдоль лобового стекла. Наружный диаметр стержня 3/8 ‘x внутренний диаметр шланга 1/2’ (упаковка из 10 шт.): Промышленное и научное полотенце отлично подходит для использования на кухне, внесено в список UL только для сухих помещений. 6-10 мм 2XMini трубогиб . Вы также можете использовать эти праздничные обертки для кексов вокруг пустых вкладышей для кексов, чтобы создать уникальную чашку для угощений, в которой будут храниться другие лакомства и конфеты. Чтобы расширить рынок и повысить узнаваемость нашего бренда.
Методы эффективного изгиба трубок
Ювелирам необходимо гнуть трубки для различных конструкций, включая шейные украшения, серьги, защелки и запонки. Обычно трубки из драгоценных металлов довольно тонкие (от 0,3 до 0,5 мм) из-за стоимости материала. При такой толщине трубы легко перегибаются или вмятины, что приводит к нарушению изгиба и затрудняет резкое изгибание.
Попробуйте следующие подходы для эффективного изгиба трубок:
Handy Work
Работайте пальцами осторожно, медленно и с частыми отжигами. (Примечание: если вы осторожно нагреете трубку горелкой во время ее сгибания, она часто будет равномерно изгибаться. От металла не должно быть видно свечения. Этот подход у меня был удивительный успех.)
У меня есть друг, который прекрасно сделал запонки в виде спиральной трубки (представьте себе большую пружину) используя только его руки.Он использовал тонкостенную стерильную трубку и согнул ее пальцами, не торопясь, чтобы получилась идеальная, нескрученная спираль диаметром около дюйма. Затем он вставил драгоценные камни в концы трубки.
Сгибать руками длинную трубку намного проще, чем сгибать короткую. Например, кусок трубки длиной около 8 дюймов обеспечивает такое большое усилие, что, когда концы трубки удерживаются и осторожно сгибаются, центр часто будет хорошо и плавно изгибаться.Однако это связано с такими большими потерями, что это не всегда вариант. Вместо этого вы можете временно припаять стержни или недрагоценные трубки к концам коротких кусочков драгоценной трубки, чтобы согнуть их, а затем удалить лишние части.
Fill ‘Er Up
Заполнение трубки опорным материалом может помочь вам эффективно согнуть трубку. Вы можете залить внутрь трубки металл с низкой температурой плавления, прежде чем сгибать ее, а затем расплавить. (Я использую металлы от Small Parts Inc., smallparts.com, которые плавятся в горячей воде.Вы также можете попробовать использовать воск или замораживающую воду внутри трубки, чтобы сделать лед, но я обнаружил, что они не работают так же хорошо для поддерживающих материалов, как металл.
Для труб большего размера можно скатать красную европейскую смолу в «змейки», которые затвердеют, и их можно будет подавать в трубку и нагревать, чтобы заполнить ее. Кроме того, вы можете набить тюбик твердым мелким порошком, например, песком, сахаром или гипсом, закупорить концы и согнуть его.
Get Jiggy
Для труб диаметром более 1/8 дюйма вы можете использовать небольшие версии приспособлений для гибки трубок сантехников, но вы можете заметить небольшое сглаживание в области изгиба.Вы можете найти эти приспособления в автомобильных магазинах и магазинах товаров для хобби.
Плотно намотанные пружины подходят для труб любого диаметра, если их надеть на них для изгиба. Этот метод очень эффективен, особенно если вы можете получить жесткую стальную пружину, в которую плотно входит трубка.
Индивидуальные решения
Дэвид Крукшанк из Сиднея, Австралия, использует очень интересный метод изгиба трубки для изготовления полых серег. Он использует стальной стержень с загнутым концом и затяжную пластину, чтобы туго загибать трубу, создавая точные прыжковые кольца.Чтобы увидеть пошаговое объяснение трюка, посетите http://davidcruickshank.ganoksin.com/blogs/.
http://davidcruickshank.ganoksin.com/blogs/. Совместно с
Отмеченный наградами журнал Journal ежемесячно издается MJSA, торговой ассоциацией профессиональных производителей ювелирных изделий, дизайнеров и других поставщиков. Он предлагает дизайнерские идеи, методы изготовления и производства, советы по стендовым испытаниям, бизнес-аналитику и маркетинговую информацию, а также последние новости о тенденциях и технологиях — информацию, имеющую решающее значение для успеха в бизнесе. «В большей степени, чем другие публикации, журнал MJSA Journal ориентирован на таких людей, как я: тех, кто пытается зарабатывать на жизнь дизайном и изготовлением ювелирных изделий», — говорит Джим Биннион из James Binnion Metal Arts.
Щелкните здесь, чтобы прочитать наши последние статьи
Щелкните здесь, чтобы получить БЕСПЛАТНУЮ четырехмесячную пробную подписку.
советов по изгибу тормозных магистралей и топливопроводов »NAPA Know How Blog
Независимо от того, строите ли вы новый проект или просто заменяете некоторые изношенные детали, тормозные магистрали долгое время были источником разочарования для механиков, работающих своими руками.Есть два процесса, которые вызывают головную боль — вспышка и изгиб. Эта статья посвящена задаче изгиба тормозных и топливных магистралей. Уровень сложности зависит от длины линии, с которой вы работаете. С короткими линиями работать намного легче, чем с длинными. Тем не менее, процесс тот же.
Типы тормозных магистралей
Для тормозных систем используются четыре типа жестких тормозных колодок: стальные, мягкие, нержавеющие и никель-медные. У каждого есть свои преимущества и недостатки.
Сталь — Наиболее распространенным типом жесткой стали является оцинкованная низкоуглеродистая сталь. Это то, что завод использует для всех тормозных магистралей. Сталь доступна по цене, прочна и проста в продаже. Недостатки в том, что сталь ржавеет, ее трудно гнуть. Ржавчина здесь самая большая проблема. Тормозная жидкость чрезвычайно гигроскопична, то есть впитывает воду. Несмотря на то, что система герметична, в верхней части резервуара все еще остается влага. По мере старения тормозная жидкость становится все более и более насыщенной водой.Вода и сталь равны ржавчине. Отсутствие кислорода замедляет процесс, но не полностью. Это приводит к разрушению тормозных суппортов и колесных цилиндров. Чтобы с этим бороться, сталь оцинковывают. Проблему изгиба тормозных магистралей можно решить с помощью гибочных инструментов, так как стальные трубы сложно согнуть вручную.
Даже на совершенно новой линии из необработанной стали может быть ржавчина. Мягкая сталь — более экзотические варианты труб дорогие, а сталь — дешевая. Там, где обычные стальные линии трудно изгибаются и подвержены ржавчине, есть другое решение — Poly-
Нержавеющая сталь. Нержавеющая сталь — лучшее решение для создания жестких линий. Линии из нержавеющей стали устойчивы к ржавчине, поэтому служат вечно. Отлично, проблема решена. Подожди, дружище, у нержавеющих строп есть несколько недостатков, а именно стоимость. Линии из нержавеющей стали дороги, в три-четыре раза дороже, чем обычные стальные линии. Жесткие стропы из нержавеющей стали не так уж сложно согнуть, но развальцовывать их — тоже.Вам нужен действительно хороший инструмент для развальцовки, чтобы делать двойные факелы хорошего качества с трубками из нержавеющей стали. Полированная нержавеющая сталь не имеет себе равных в шоу-карах и уличных моделях.
NiCopp® — Никель-медные жесткие стропы, используемые с 1970-х годов, обладают прочностью стали, устойчивы к ржавчине и легко изгибаются. Поскольку стропы так легко изгибаются, их можно легко продеть через корпус. Линии NiCopp®, изготовленные из сплава 90-10 меди на никель, также имеют разумную цену. Самым большим недостатком линий NiCopp® является доступность, поскольку их может быть трудно найти на месте.
Предварительно согните или согните сами?
Есть несколько способов заменить неисправную жесткую линию. Вы можете заказать предварительно согнутую леску в местном магазине NAPA или согнуть ее самостоятельно. Для тех, кому нужно самому согнуть леску, лучшее решение — палочки Poly-Armour®. Это предварительно расклешенные стропы разной длины, с разными размерами и типами фитингов. Poly-
Инструменты для гибки тормозных линий
Доступно несколько типов инструментов, от простых радиальных инструментов до более точных гибочных станков с рычажным механизмом. Ключом к использованию гибочного инструмента является получение качественного инструмента, который не перегибает линию. Хотя стропы Poly-
Простой гибочный станок — эти инструменты являются цельными и используют защелку крючкового типа для фиксации трубки на месте.Одной рукой вы удерживаете леску и инструмент вместе, а другой рукой сгибаете леску. Эти инструменты довольно дешевы и действительно хороши для того, чтобы испортить кусок трубки. Не закрепляйте линию, сложные изгибы могут легко выйти за пределы линии, где ваши изгибы не соответствуют тому направлению, в котором они должны быть. Хотя они могут помочь вам выполнить работу в крайнем случае, это не лучший инструмент для сгибания крутых изгибов на небольшой линии.
Рычажный механизм — этот тип инструмента использует механическое преимущество для облегчения линий гибки.Хотя трубка все еще может вращаться (что позволяет сложным схемам выходить из строя), ею легче управлять с помощью рычажного гибочного станка. Гибочные станки рычажного типа обычно имеют несколько положений диаметра и маркировку разной степени изгиба. Большинство этих инструментов предназначены для изгибов определенного радиуса, есть инструменты для крутых изгибов, инструменты для больших изгибов. Вы можете в некоторой степени изменить это, изменив положение линии, сделав больший радиус, но вы не можете сделать меньший радиус, чем имеющийся у вас инструмент. Боковое примечание — дешевая версия гибочных станков с рычажным механизмом, которые имеют сменную матрицу, не очень хорошо работают, они обычно просто перегибают вашу леску.
Пружинный — это очень простой станок для гибки труб, предназначенный в основном для медных и алюминиевых труб. Есть два типа: внутренний и внешний. Оба предохраняют трубку от сжатия и перегиба при сгибании вручную. Лучше всего подходит для плавных изгибов большого диаметра.
Два верхних инструмента — рычажного действия. Лучше всего использовать верхний инструмент, так как у вас больше контроля над изгибом. Центрирующий инструмент действительно хорош только для изгиба на 90 градусов с большим радиусом. Нижний инструмент — пружинный гибочный.Если у вас есть подходящие инструменты, вы можете готовить детали.Если вы заменяете строку, то у вас должна быть существующая строка для использования в качестве ссылки. Начните с одного конца и воссоздайте линию сгиба для сгиба. Вы даже можете добавить немного ленты, чтобы изгибы оставались ровными. Если вы создаете новую строку без ссылки, вам следует сделать ссылку. Отводная проволока отлично справляется с этой задачей. Он остался изогнутым, и вы можете использовать его так же, как существующую линию. К тому же это действительно дешево, и у него есть тысячи других применений в магазине.
Использование скручивания — отличный способ определить правильные изгибы, не тратя впустую трубки.Здесь мы начали с провода в распределительном блоке для тормозов. Далее мы закончили изгибы, пока не достигли главного цилиндра. С помощью гибочного станка с рычажным механизмом была сформирована новая стальная линия, соответствующая направляющей. Результат — идеальное совпадение.Самый важный фактор, который следует учитывать при гибке тормозных магистралей, — не забывайте о расширениях и фитингах. Даже опытные профессионалы иногда забывают сдвинуть фурнитуру до самого конуса, прежде чем сгибать стропу, а это значит, что вам нужно либо выпрямить стропу, либо разрезать и повторно развернуть стропу.Кроме того, при выполнении изгибов ближе к концу линии, если вам нужно добавить блик, сделайте это ПЕРЕД изгибом линии, вашему инструменту для развальцовки нужно место перед изгибом, убедитесь, что у вас достаточно места.
Резкие изгибы и короткие выводы к раструбу могут доставить некоторое разочарование. Убедитесь, что вы наметили изгибы и не забыли гайку перед развальцовкой лески!Сгибать тормозные магистрали несложно, но для того, чтобы научиться этому, нужно немного потренироваться. Если вы устанавливаете тормоза, охладитель трансмиссии или жестко закрепляете пневматическую систему, гнуть трубку необходимо.Немного попрактиковавшись, вы научитесь гнуть тормозные стропы.
Ознакомьтесь со всеми инструментами и оборудованием
Трубогиб для круглой трубы своими руками
Купить трубогибы для круглой трубы не проблема с текущим ассортиментом.Но если инструмент нужен исключительно для домашнего использования, покупать промышленные и заводские станки нет смысла. Экономичнее и проще в изготовлении самодельный агрегат.
Чтобы сделать своими руками эффективный трубогиб, предназначенный для труб с круглым сечением, необходимо иметь хотя бы минимальную теоретическую базу.
Трубогиб отличается типом используемого привода.
- Гидравлический. Самый распространенный вариант гибки труб — гидравлический.При этом машинка может быть самодельной или заводской. Сделать хороший гидроагрегат своими руками — не проблема. Для этого вам понадобится гидравлический домкрат. Этот вариант хорош тем, что дает возможность согнуть по своим параметрам приличную круглую трубу.
- Механический. Менее мощный самодельный отвод трубы. С его помощью можно согнуть среднюю стоимость изделия.
- Руководство. Ручной привод наиболее распространен в домашнем хозяйстве. Практически каждая самодельная машина имеет ручной привод.
- Электрический.Это заводские агрегаты. Сделать его можно своими руками, но для этого потребуются соответствующие чертежи, определенные навыки, электродвигатель и ряд других комплектующих.
Если вам нужно согнуть круглые трубы диаметром до 30 миллиметров или профильные трубы до 40 миллиметров, ручной станок станет лучшим решением. Для более серьезных задач имеет смысл производить гидравлическую гибку труб.
Варианты самодельных машинок
Чтобы приобрести трубогиб для круглой трубы, необязательно тратить большие деньги на покупку заводского станка.
Можно сделать ручной или гидроагрегат своими руками. Рисунки бывают самые разные, от самых простых до довольно сложных. Но мы предлагаем вам именно самые простые чертежи, позволяющие в короткие сроки получить полноценный сгибатель руки для круглых труб.
Рассмотрим следующие структуры, собранные из:
- Гайки и металлическая трубка;
- Дерево;
- Крючки;
- Цилиндр и ролики.
Начнем с самого простого и конечного станка, технические возможности которого напоминают гидравлическую гибку труб.
Гайки и трубки
Элементарный пример ручной установки для гибки круглых труб. Здесь особый рисунок и не понадобится, ведь машинка своими руками сделана из двух элементов.
- Вам понадобится прочная металлическая трубка или стержень. Ручка не должна деформироваться, когда вы прикладываете силу для ее сгибания.
- На конце стержня закреплена гайка. В этом случае гайку следует выбирать так, чтобы ее внутренний диаметр был больше, чем на 25-30 сантиметров, диаметра изгибаемой круглой трубы.
- Такой самодельный станок справится с трубой диаметром до 30 миллиметров.
- Соединение стержня с гайкой может осуществляться при помощи сварки. Другой вариант — резьбовое соединение. Реализовать это сложнее, но тогда можно изменить размеры гаек. Для этого к гайке приваривается небольшой стальной вырез с резьбой. Ручка также выполняет соответствующие обрезки резьбы.
- Гибкая трубка кладется на пол.Опора на один конец трубы, а второй захват гайки. Постепенно перемещайте ручку на себя, из-за чего происходит изгиб на 10 градусов. Прогибайте, пока не получите изгиб нужных параметров.
Из дерева
Еще один пример простейшей гибки труб своими руками для изделий круглой формы. Здесь не так много вспомогательных деталей, потому что рисунок получается элементарно.
- Вырежьте из доски полукруг необходимого диаметра.Таких изделий можно сделать несколько, если хотите гнуть разную по параметрам трубу;
- Ширина площадки, на которой укладывается труба, должна превышать размер самой трубы. В противном случае изделие может сломаться, пораниться;
- Доска-выкройка крепится на стену или стол;
- Рядом с доской можно установить еще один упор из металла или дерева, где изгибающуюся трубу можно просушить;
- Такой шаблон можно сделать из цельной доски или объединить несколько досок.Все зависит от того, какой угол изгиба вам понадобится.
Опираясь на чертежи и посмотрите фото, видео инструкцию, собрать самодельную гибку труб из дерева не получится.
С крючками
Хороший вариант машины. Чертеж вам не понадобится, но размер обязательно соблюдайте.
- Приложите к столу, где будут зафиксированы крючки для их крепления. Сами крючки
- можно купить в любом магазине стройматериалов. Выбирайте те, которые изготовлены из качественного металла.В противном случае ваша трубка их просто сломает.
- Закрепите крючки на основании. Шаг должен быть не более 50 мм. Закрепляя крючки, вы задаете определенный радиус. Расстояние между элементами напрямую зависит от параметров круглой трубы.
- В получившийся узор вставляется заготовка.
- Как и в первом случае, желательно установить дополнительный упор, превосходящий по прочности крючок.
- Плюс конструкция в том, что трубу можно легко согнуть своими руками.При этом для разных пайпов не обязательно делать разные шаблоны. Достаточно снять крючок и переместить его в другую точку, чтобы уменьшить или увеличить угол.
Каждую из вышеперечисленных машин несложно собрать своими руками. Если вам нужен более серьезный агрегат, напоминающий гидравлическую машину, рассмотрите другой способ.
С роликов и цилиндра
Это не гидроагрегат, но аналогичный по техническим возможностям гидравлический агрегат.С его помощью можно гнуть круглые трубы большего сечения. Незаменимый прибор при ремонте, строительстве, когда не хочется тратиться на покупку заводских настроек.
Цена готовой гибки труб вручную может быть от 4-5 тысяч рублей. А гидросистема будет стоить в несколько раз дороже. Поэтому многим проще построить что-то вроде своими руками.
- Для гибки труб вам потребуются цилиндры и ролики. Этот станок гнет трубы под углом до 360 градусов, что очень серьезно.
- Возьмите пару металлических пластин. Их длина и толщина 30 см и не более 10 мм соответственно.
- Также купите четыре стальных уголка с полками. Их размер примерно 5 на 5 см.
- С помощью деревянных досок соберите выкройку. Его толщина около 30 миллиметров, не более.
- Стальная пластина Соединяется с нижней стороной шаблона от доски.
- Для увеличения прочности на основании уголки закрепляют.
- На шаблон устанавливается вторая пластина из высокопрочной стали.В нем есть отверстие в соответствии с размерами шурупа, которое будет служить для установки. Именно на болт будет сделан упор, ведь выбирайте прочный элемент.
- На верхней пластине устанавливаем уголки, ролики. Ролики должны перемещаться внутри вашей машины.
- Неподвижный цилиндр и свободно движущиеся ролики позволяют выполнять работы по изгибу труб.
Хотя такая модель больше предназначена для профильных труб, адаптировать ее для гибки круглой трубы вполне возможно.
Это всего лишь несколько вариантов создания трубогиба.
Для работы с трубами или уголками требуется специальный станок, называемый трубогибом. Подобная конструкция позволяет изгибать металлические элементы под заданным углом. При необходимости можно своими руками изготовить профессиональный трубогиб, который используется в самых разных отраслях промышленности. В отличие от промышленного варианта исполнения, гибка труб своими руками намного дешевле. При проведении работ можно использовать еловые материалы, что снизит стоимость конструкции.Рассмотрим, как сделать трубогиб своими руками в домашних условиях.
Устройство Trubbibe
Рассматривается просто огромное количество различных типов устройства. Перед тем, как приступить к его созданию, необходимо разработать чертеж гибки трубы или скачать его в Интернете.
Трубогиб для круглой трубы своими руками можно изготовить с учетом следующих особенностей его устройства:
- Приработка Аналогичный трубогиб отличается тем, что один конец заготовки закреплен. , а для гибки используется фиксированный рисунок.Officon проводится при наложении прижимных роликов. Эта схема ручной гибки труб используется уже много лет.
- Обмотка. Специальный трубогиб для алюминиевых труб отличается тем, что заготовка прижимается к подвижному шаблону, в котором используется ролик. Протяжка осуществляется между роликом в движении и специальным упором. Как правило, привод электрический, так как требуемый показатель сопровождающей силы достаточно высок.
- Арблет дизайн. Данная схема представлена комбинацией двух неподвижных роликов, а также подвижного шаблона.Усилие передается на заготовку через подвижный шаблон, который находится между двумя роликами. Контролируя движение тела качения, выбирается наиболее подходящий угол изгиба. При этом следует учитывать, что Puppon Pubbier, служащий шаблоном, может иметь разную форму.
- Прокат или прокат. В данном случае схема представляет собой устройство с тремя роликами, два из которых опорные и один подвижный. Радиус изгиба регулируется путем изменения положения центрального ролика.Следует учитывать, что такое устройство считается универсальным, поскольку радиус изгиба можно регулировать в достаточно большом диапазоне. Размер трубогиба данного типа сравнительно невелик, самодельная конструкция может быть компактной.
Выбирая наиболее подходящую конструкцию для самодельного изготовления, следует иметь в виду, что вариант, основанный на принципе прокатки, часто изготавливается промышленным способом из-за сложности высокой сложности основных механизмов.Арбальтовый метод гибки сегодня встречается крайне редко, так как имеет один существенный недостаток: давление сосредоточено на вершине шаблона. При применении арбальтового станка существует вероятность значительного уменьшения толщины стенки трубы, а также ее разрыва. Не рекомендуется использовать подобное приспособление для гибких тонкостенных заготовок.
Больше всего получила распространение конструкция, работающая по принципу прокатки. Он практически лишен всех вышеперечисленных недостатков, имеет относительно небольшие размеры, может быть портативным, есть возможность регулировать угол изгиба.
Самодельная машинка может иметь самую разную конструкцию. При выборе типа обращают внимание на то, какой радиус должен быть получен. Рассмотрены важнейшие параметры заготовки, которые могут повлиять на выбор подходящей конструкции, толщину стенок трубы и ее диаметральный размер.
Виды гибки труб
Рассматриваемую конструкцию можно классифицировать по довольно большому количеству признаков. В продаже есть универсальные версии, а также для узкоконтролируемого использования.Устройство различается по следующим характеристикам:
- По типу привода. Важным элементом конструкции можно назвать привод — гидравлический, электрический, ручной или электрогидравлический. В последнее время большее распространение получил электропривод, так как он компактен и очень эффективен. Гидравлика более эффективна, но в работе складная, занимает много свободного места и требует периодического обслуживания. Ручной трубогиб отличается наличием механизма, значительно увеличивающего прилагаемое усилие.Если рассматривать самодельные варианты, то гибку труб производят вручную. Кроме того, вы можете создавать свои собственные трубогибы с электрическим приводом. Но гидравлический вариант исполнения практически не производится самостоятельно.
- Классификация проводится по степени мобильности. Выделяют стационарные и переносные варианты конструкции. В большинстве случаев универсальная ручная трубка-попрошайка выполняется в переносной конструкции. Самодельный гвоздь для круглой трубы можно прикрепить к основанию различными способами.При этом следует учитывать, что во время выполнения работ часть напряжения возникла именно на основании. Поэтому при создании самодельного варианта исполнения нужно надежно закрепить устройство.
- По способу воздействия на заготовку — главный признак классификации. Например, трубогиб крестового типа имеет особую конструкцию, которая подходит для гибки металлических или металлопластиковых труб. Кроме того, его отличает конструкция, работающая по принципу бега, наматывания или прокатки изделий.
Трубогиб самодельный для металлопластиковых труб может быть самого разного типа, но чаще всего создают механического типа, когда за счет особой конструкции передаваемое усилие увеличивается в несколько раз.
Инструкция по изготовлению гибки труб
В последнее время довольно большое распространение получил вопрос, как сделать гибку труб своими руками. Такое оборудование требуется при налаживании производственной деятельности самого разного типа. Самый простой трубогиб своими руками имеет шаблонный тип конструкции.Это связано с тем, что ролики для трубогиба сделать своими руками довольно сложно.
С учетом изгиба шаблона для круглой трубы. Отметим следующие моменты:
- При изготовлении конструкций довольно часто используется древовидный массив. За счет этого значительно упрощается работа и снижаются затраты. Однако стоит учесть, что низкая прочность и жесткость дерева обуславливает использование такого станка только для гибки алюминия, обладающего высокой пластичностью.
- Применяемый деревянный брус должен иметь размеры, превышающие диаметр обрабатываемой детали.
- Шаблон должен иметь радиус, соответствующий радиусу изгиба. Для упрощения процесса в центральной части поверхности, которая соприкасается с заготовкой, создается небольшая бороздка.
- Для удобства созданы две ручки, имеющие металлическое крепление.
- Создавая трубогиб в домашних условиях, его следует прикрепить к прочному основанию, а с обратной стороны установить упор.
Важным моментом мы называем то, что рассматриваемая конструкция чаще всего используется для гибкости при большом диаметре. Кроме того, башмак для трубогиба такого типа не требуется, нагрузка распределяется равномерно, что позволяет обрабатывать тонкостенные заготовки.
Трубогиб своими руками можно сделать по другим чертежам. Перед тем, как выбрать наиболее подходящую конструкцию, следует продумать, как часто она будет работать, для каких заготовок производится машина, насколько популярным будет производство.Конструкция шаблонного типа отличается довольно большими размерами, однако достаточно для проведения столярных работ, используемые материалы имеют невысокую стоимость.
Самая сложная конструкция — самодельная трубчатая роликовая. В этом случае для передачи усилия прилагается зажимной ролик. При изготовлении конструкции можно использовать металл и дерево, все зависит от того, насколько она должна быть подвижной и на какие усилия рассчитана.
К особенностям данной конструкции можно отнести следующие моменты:
- Для труб из мягких материалов в качестве основного материала больше подходит дерево.Его можно использовать при изготовлении ролика. Для стальных труб необходимо использовать металл, так как величина передаваемого усилия будет значительной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус изгиба во многом зависит от размера применяемых роликов. Номинальный Следовательно, подвижный ролик необходимо быстро демонтировать, если необходимо установить вариант с другим диаметром.
- Установленный держатель также должен вращаться.
- На установленный держатель устанавливается ручка, при вращении которой будет передаваться усилие. При этом следует учитывать, что ручка действует как рычаг. Поэтому от его длины зависит, какое усилие можно передать.
Подобный станок подходит для производства больших партий, так как ролики для гибки труб своими руками сделать довольно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать насколько сложно изготовление такого механизма. При использовании гибочного станка данного типа следует учитывать следующие моменты:
- Для начала необходимо изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы, можно создать эффективное оборудование с широким спектром применения.
- Основных элементов данной конструкции относительно небольшое количество. Примером могут служить два шкива, которые могут быть деревянными или стальными, рама с рычагом и прижимной ролик.Очень важно создать надежную основу, которая возьмет на себя часть проделанных усилий.
Принцип работы довольно прост:
- Заготовка помещается в паз набивочного ролика.
- Труба фиксируется в желаемом положении хомутом.
- С помощью рычага заготовка оборачивается вокруг шаблона, в котором также используется ролик определенного диаметра.
Для значительного повышения эффективности конструкции можно применить электропривод.Однако следует учитывать, что с электроприводом следить за диаметром карусели довольно сложно. Кроме того, установленный электродвигатель должен передавать вращение через нижний привод, так как скорость прокатки ролика мала. Для этого устанавливают коробку передач или клинорем.
Трубогиб Arblet
Ярко необычный дизайн у станка арбального типа. Свое название он получил из-за схожести со средневековым оружием. Трубогиб Arblet имеет следующие особенности:
- Основу конструкции составляет каркас, который можно изготовить при наложении уголков и шуллер.Соединение всех элементов осуществляется при сварке, разъемные методы применять не рекомендуется, так как полученная конструкция должна иметь высокую жесткость.
- После создания каркаса осуществляется скрепление двух роликов.
- Самодельный вариант исполнения можно описать тем, что усилие передается напрямую через домкрат механического типа. Для трубы небольшого диаметра создаваемого давления должно хватить. Передача усилия осуществляется через башмак, изготовленный из прочного металла с низкой пластичностью.
Трубогиб шарнирного типа больше подходит для заготовок круглого сечения. Это связано с тем, что изделие с другим сечением может сильно деформироваться под давлением.
Гидравлический трубогиб
Делая трубогиб своими руками, следует определиться, какой будет привод. В большинстве случаев самодельные версии имеют ручной привод, так как прост в изготовлении и дешево стоит. Однако такая конструкция не может работать с заготовками, изготовленными из твердых металлов.Гидравлический трубогиб позволяет работать с заготовками большого диаметра и со значительной толщиной стенок, однако конструкция достаточно сложна по исполнению и имеет множество особенностей.
Обрабатывающий станок для круглой трубы с гидроприводом следует учитывать следующие моменты:
- Передача усилия осуществляется через рабочую жидкость, в которой используется или вода. Все магистрали должны иметь высокую степень герметичности, а также быть рассчитаны на определенное давление.
- Компрессор может использоваться для создания давления.
- Давление на рабочий орган передается через гидроцилиндр.
Трубогиб для металлопластиковых труб с собственным гидроприводом руками может иметь самую разную конструкцию. Важным элементом в этом случае является именно привод, позволяющий автоматизировать процесс гибки и увеличить объем устройства.
Трубогиб от домкрата
Чаще всего при изготовлении самодельной гибки труб в качестве основного элемента используется домкрат.Бывает нескольких видов. Сам домкрат изначально изготавливается с целью увеличения и концентрации сопутствующих усилий, за счет чего конструкция может поднимать тяжелые механизмы, например, автомобили.
Самодельная гибка труб из домкрата, как правило, имеет довольно простую конструкцию:
- Заготовка зажимается между двумя неподвижными роликами.
- Усилие передается в зазор между роликами.
- Расстояние между неподвижными роликами во многом определяет радиус гибкого ролика и величину усилия, необходимого для получения определенного угла.
Как уже отмечалось ранее, трубогиб произвольного типа может быть изготовлен с применением домкрата.
В заключение отметим, что практически любое устройство представляет собой относительно простую машину, которая путем распределения прилагаемых усилий изгибает трубы и другие заготовки этого типа. Его часто применяют для изгиба изделий, изготовленных из цветных сплавов и стали. Промышленный дизайн конструкции обходит самодельные, как правило, по степени автоматизации процесса. Однако стоимость промышленной гибки труб может в несколько десятков раз превышать затраты, связанные с изготовлением самостоятельного варианта.Именно поэтому для домашнего использования или мелкосерийного производства в большей степени подходит самодельная гибка труб.
Каждому владельцу большого приусадебного участка или небольшой дачи хоть раз в жизни (как минимум) может понадобиться трубогиб — приспособление для гибки профильной трубы.
Например, это может быть заготовка для каркаса теплицы или навеса, беседки или любых других металлических конструкций.
На базе как для продажи металла, так и в другой продукции обычно используются устройства заводских производителей, но это удовольствие недешевое.Чтобы сэкономить бюджет на более приятные траты, выгоднее самостоятельно сделать изготовление устройства ручным.
Для этой конструкции, как говорится, «много ума не надо», да и в деталях дефицита тоже не будет, чертежи гибки действительно создаете сами.
Варианты отводов
Можно согнуть трубу «до дома», засыпать трубу песком, нагреть до красного с помощью паяльной лампы или газовой горелки, затем согнуть трубу.Этот метод не признан приоритетным среди мастеров, трудоемок и не дает достаточной точности, также могут быть случайности и деформации.
Чтобы получить идеально гнутую трубу, с соблюдением норм и заданных параметров, не повредить исходный материал, в работе используются мастера по специализированной гибке труб.
Начинается большая популярность покупных труб рычажного типа. Это простейшее изобретение работает по принципу «рычага» — сила концентрируется в определенном месте, а изгиб сливается с формой созданного вами шаблона, который чаще всего можно удалить и заменить другим.
Чаще всего в комплекте таких конструкций предусмотрена пара дополнительных шаблонов для труб разного диаметра. Имеются схожие по конструкции агрегаты ручной гибки труб, дрон или арбалтный, они позволяют гнуть короткие отрезки круглых стальных труб, подвергая только холодную обработку.
Устройства Arblet очень компактны, ценятся в области монтажа и инженерных коммуникаций.
Как работает трубогиб
Принцип работы совершенно простой, заключается в нагреве трубы, труба нагревается до красного цвета и становится очень пластичной, податливой к изменениям.Каждый вид гибки труб имеет свои особенности.
Основные функции — это качество гибки и возможность гибки труб разного размера и диаметра.
С помощью дополнительных прокатных устройств достигается гибка большего диаметра. Устройство функционирует с помощью валов, их в комплекте три.
Направляющие и давление. Труба проходит через движущиеся элементы, степень изгиба задается с усилием прижимного ролика.Если радиус закругления готового изделия оказался небольшим, процедуру следует повторить.
Гибка труб по шаблону
В большинстве случаев самый простой вариант, подходящий абсолютно всем мастерам, даже начинающим, — это выкройка из дерева. Доски выбирают по толщине гибких труб, обязательно оставляйте запас доски в пару сантиметров.
Чтобы при эксплуатации профиль не выезжал из шаблона, на концах оставался откос.Выкройку жестко закрепляют на полу или другой устойчивой поверхности, рядом осуществляется крепление трубы.
Профиль вставляется в зазор между шаблоном и фокусом, плавно и осторожно прижимается к другому его концу, прижимая трубу к шаблону. Лебедка или рычаг облегчат работу.
Огромный плюс такого процесса, экономия денег и простота выполнения.
Примечание!
У любого устройства есть недостатки, и этот способ не исключение.Гибка не точная, некачественная, так как шаблон будет одноразовым (используется только на одном диаметре трубы).
Улитка трубогиба
При штамповке же заготовок с большим тиражом, малым радиусом кривизны незаменим трубогиб-улитка.
Его достоинства в малогабаритных размерах и удобстве управления. Недостатком будет ограничение радиуса закругления, только не большие размеры.
Роликовая труба
Нишу универсальности и практичности занимают приспособления, выполненные в ручном режиме — трубогибочные машины (гибочные станки), на таких станках можно изгибать любой угол.
Конфигурация особо не отличается от других моделей, у них тоже есть база и валы. Подвижный ролик настраивается и растягивает вращение ведущих валов.
Примечание!
Опрессовка может быть увеличена с помощью лебедки, рычагов или электропривода. Однако для изготовления дома такая конструкция достаточно сложна в исполнении.
Для воспроизведения такого агрегата потребуется много токарных и сварочных работ.Если вы все же решитесь на изготовление такой модели, она прослужит вам долго и порадует функциональностью.
Как сделать гибку труб своими руками, вопрос в современном мире достаточно актуален. Чтобы облегчить задачу, вы можете найти в Интернете фото отвода, чтобы примерно понять, как он должен выглядеть.
Существует также множество простых в использовании чертежей гибки труб. Ознакомившись со всей информацией и оценив свои силы и наличие необходимых компонентов, спокойно приступайте к работе.
Фото гибки трубы своими руками
Примечание!
0003
0003При выполнении жилищных строительных или сантехнических работ часто приходится загибать металлическую трубу под разный радиус.
Гнутые трубы круглого сечения обязательно падают при прокладке сетей водоснабжения или отопления.Если попробовать загнуть заготовку около прямоугольного фокуса — залезет, а труба может просто лопнуть.
Кроме того, при неправильном изгибе уменьшается внутреннее сечение, что негативно сказывается на проходимости жидкости.
Быстро согнуть круглую трубу можно с помощью специального приспособления — гибки трубы.
Покупка промышленного инструмента оправдана только для мастеров, профессионально гнутых трубы в промышленных масштабах. Стоимость этого устройства достаточно велика.Поэтому изготавливаются большинство самодельных мастеров для разовой работы.
Способов гибки труб не так уж и много. Прежде чем определиться, какое именно средство вам понадобится, рассмотрите их разновидности, достоинства и недостатки.
ВАЖНО! При работе с подобным инструментом прилагаются большие усилия. Поэтому необходимо избегать травм.
Какие бывают трубогибы по принципу действия
Отключение
Начало трубы фиксируется близко к фиксированному шаблону.С помощью прижимного ролика труба покрывает шаблон и принимает его форму.
Достоинства — Такой прибор прост в изготовлении, занимает мало места, легко устанавливается на верстаке или просто на стене гаража.
Недостаток — радиус изгиба равен диаметру шаблона. Частично решается заменой центрального узла.
Обмотка
Шаблон подвижный, прижимной ролик — №
Заготовка фиксируется на шаблоне с помощью кронштейна или другого приспособления, шаблон вращается и с помощью зажимов — труба изгибается.В процессе эксплуатации деталь хуже на центральном шкиве отсюда и название.
Достоинства — Опять простота конструкции.
Недостатки — необходимы ограничения, связанные с размерами шаблона, мощный рычаг и приводной подшипник.
Арбалет
Труба установлена на двух неподвижных опорах. Строго посередине в месте изгиба дает башмак (пуансон) определенного радиуса.
Гидравлический или винтовой привод используется в качестве источника энергии.Заготовка начинается как рядка или арбалет. Отсюда и название.
Преимущества — относительная механизация процесса, требуется меньше физических усилий. Пуансоны с простым переключением делают инструмент более универсальным.
Недостатки — ограничен радиус изгиба. Для больших размеров потребуется громоздкий механизм и массивная обувь. В местах приложения силы (как на опорах, так и на Пуэнсоне) возникают деформации стенок трубы. Тонкостенная заготовка может надежно лопнуть.
Прокатка (прокатка)
Труба устанавливается между тремя роликами, центральный из которых может перемещаться на высоту относительно опорной.
Популярно: угол заточки кухонных ножей
Недостатки — большие габариты конструкции, неудобно работать с маленькими радиусами. Помимо методов гибки, необходимо знать механические ограничения для труб разного диаметра и толщины стенки. В качестве примера приведем таблицу безопасных для материала радиусов изгиба. Речь идет о стальных трубах, для алюминия или меди других стандартов. Если нужно сделать изгиб меньшего диаметра, труба должна быть теплой.В промышленных условиях используется горячекатаный прокат. В быту — газовая горелка. ВАЖНЫЙ! Недопустимо применение открытого огня по деревянным приборам и верстакам.
Самодельные устройства для гибки труб
Простая гибка деревянных труб
Конструкция относится к пробному типу. Только прижимной ролик не используется. Для изготовления вам потребуются доски или толстая фанера, саморез и электролиз. Используется верстак или массивная ДСП (OSB).
Конец трубы фиксируется примитивным упором.За счет мускульной силы заготовки придается необходимая форма. Усилие нужно делать плавно, давая металлу «расслабиться» после каждого подхода. В этом случае повреждения будут минимальными, а форма гладкой и точной.
Для удержания деталей вдоль направляющей в конце шаблона можно сделать углубление профиля. Если есть фреза — выберите концевую фрезу, или просто обработайте круглый рашпиль.
Этот метод подходит только для тонкостенных труб.
Более прочные заготовки просто разрушат деревянный пробойник.Если металл слишком толстый, а труба короткая — можно увеличить рычаг, вставив арматуру в свободный конец. С тонкими стенками внутри он будет гадать на песке, закрыв дыры деревянными стружками.
Отсутствие функциональности приспособления компенсируется простотой и дешевизной изготовления.
Усовершенствованная деревянная модель с прижимным роликом
Роликовая труба с рычагом, на котором установлен ролик — работает намного эффективнее. Даже если он деревянный.Если есть современный ручной деревообрабатывающий инструмент, можно легко добавить деревянные валики любого размера.
Диаметры могут быть одинаковыми или разными, все зависит от ваших задач. На чертеже хорошо виден принцип работы устройства, в данном случае — прижимной и опорный ролик одинаковые.
Если вы постоянно работаете с трубами малого диаметра — вы можете сделать более совершенный инструмент с четырьмя радиусами изгиба. Для этого квадратный лист фанеры нарезается на углы необходимого размера, напротив каждого отверстия просверливается рычаг с прижимным роликом.Переворачивая его под разными углами — получаем четыре варианта изгиба.
Пожалуй, самая распространенная модель среди самоделок. В качестве заготовок используются старые шкивы от двигателя, заказываются на заводе у знакомого токаря, набираются из шайб разного диаметра.
Такое устройство можно найти почти в каждом Сарадже или гараже главного дома. С его помощью гнутся сантехнические трубы всех ходовых размеров. При необходимости рычаг можно усилить на любую длину.
При установке различных трубопроводных систем, имеющих круглое сечение. Если не использовать трубогиб для круглой трубы, то попытка загнуть заготовку на определенный угол может привести либо к смятию участка круглой формы с полной потерей проходного сечения, либо к появлению трещины в изгибе. . Поэтому для того, чтобы согнуть круглую трубу, были изобретены методы и изготовлены специальные приспособления.
Все гибки труб можно разделить по способу механического воздействия на круглый профиль трубы.Следует иметь в виду, что, несмотря на внешнее сходство, существуют различия в подходе к технологии, ярко выраженные различия в технике гибки при воздействии на круглый профиль трубы:
Итак, к наиболее распространенным моделям гибки труб, которые гнуть круглую трубу на холоде, то есть без дополнительного нагрева фальца фальца, принадлежат:
- кап
- обмотка
- арбал
- прокатка или прокатка.
Это максимально простая конструкция и позиционируется как мобильное устройство с ручным управлением.Конструктивно он представляет собой прочную основу, на которой закреплен фиксированный узор определенного диаметра. На центральной оси шаблона закреплен рамный рычаг с роликовым роликом.
Принцип работы такого механизма прост. Для начала заготовка прочно фиксируется на фиксированном шаблоне. Далее с помощью рычага и опрессовочного ролика труба начинает плотно обхватывать шаблон, так что он полностью повторяется по радиусу изгиба шаблона.
Недостатком таких устройств является то, что радиус изгиба соответствует диаметру закрепленного шаблона.Частично это можно решить, изменив размер диаметров путем замены фиксированного шаблона и опрессовочного ролика, чтобы можно было гнуть трубы условным диаметром от 15 до 32 мм.
Изготовлены заводские модели, которые имеют в своей конструкции три шаблона разного диаметра и, соответственно, три обрезных ролика, предназначенных для прогиба газа, производящего основные размеры.
Преимущество жесткой гибки труб своими руками заключается в ее универсальности в использовании за счет простоты конструкции, которая не занимает много места и позволяет установить ее как слесарному вестику, так и практически в любое время. поверхность в строительных условиях.Поэтому вальцовку труб для гибки круглой трубы чаще всего производят своими руками, чем приспособлениями других типов.
Намотка типа гибки трубы
По принципу действия подвижный шаблон предусмотрен только в его конструкции. Фиксация заготовки осуществляется с помощью кронштейна, закрепляемого непосредственно на самом шаблоне, но вместо обжимного ролика делается фиксированный упорный вал.
Работает намотка трубы изгиба вращением шаблона, который давит труба, как бы подливая его к центральному шкиву, что соответствует названию устройства.
Такие устройства изготавливаются, в основном, заводским способом, при этом в устройстве предусмотрено механическое изгибание электропривода центрального шкива через мотор-редуктор.
Недостатком также является ограничение, связанное с диаметром центрального шкива. А в случае ручного привода будет использоваться более мощный рычаг и большой подшипник для вала центрального шкива.
Преимущества включают простую конструкцию и относительно небольшие размеры.
Оснастка для точного изгиба, тип
Это основание с двумя отдельными неподвижными роликовыми опорами, на которые укладывается трубная заготовка. Процесс сгибания происходит из-за того, что ровно посередине между роликами на заготовке в месте будущего фальцовки давит пуансон с определенным размером радиуса. Форма Пуинсона аналогична шаблону, только представляет собой только его часть, не более половины круга. Заготовку гнут, как чашу, сразу с двух сторон, что позволяет в наименьшей степени деформировать поперечное сечение трубы в месте изгиба.
Для передачи усилий Пуинсону используют, как правило, гидравлический привод, отсюда второе название приспособление арбального типа -.
Хотя наряду с гидравликой выпускаются конструкции ручной гибки труб с винтовой передачей, как правило, такие устройства значительно уступают по характеристикам и имеют более громоздкую конструкцию.
Достоинством арбалогидравлического трубогиба является, прежде всего, механизация процесса изгиба, практически не требующая физических сил для своей работы, а простая замена пуансонов делает устройство ровным и универсальным, позволяя гнуть практически любой мелкий металлопрокат.
К недостаткам можно отнести ограничение радиуса изгиба. А также при больших размерах заготовок в местах расположения упора возможно возникновение незначительного искривления диаметра поперечного сечения трубы, но при работе с тонкостенной трубой может быть существенно смонтирована.
Прокатная труба
Представьте конструкцию с тремя роликами, два из которых неподвижны, а один, установленный посередине, может перемещаться вверх-вниз относительно другого.Такое расположение роликовых роликов при поступательном движении трубы позволяет изгибать ее по дуге. За несколько прокаток можно получить требуемый.
К недостаткам способа прокатки можно отнести низкую производительность ручного приспособления.
Преимущество — возможность гибки практически всех типов профилей, в том числе тонкостенных размеров.
Стоит отметить, что прокатный способ гибки хорошо зарекомендовал себя на промышленных универсальных гибочных станках, где применяется механическая прокатка заготовки с электроприводом, а количество прокатных роликов определяется технологической картой.
Главное отличие при гибке прямоугольного профиля от круглой трубы — большие радиусы гиббона. При дальнейшей попытке уменьшить радиус изгиба начинает происходить некоторая деформация прямой линии стенок профиля, что значительно уменьшает сечение потока и ухудшает конструктивные свойства.
Как согнуть трубу без трубогиба
Если у вас все-таки есть необходимость согнуть круглую трубу, а труба ручной резки нет, как правильно согнуть трубу — можно порекомендовать несколько вполне рабочих приемов.Итак:
- Залить трубу песком, при этом, чтобы песок не пропитался, временно стоя за концы с тряпкой. Обнаружив скругленную поверхность, чтобы можно было плотно закрепить один конец трубы с помощью насадки в виде трубы большего диаметра, достаточной длины для рычага, постепенно сгибая нашу заготовку на нужный угол.
- Точно так же металлическую трубу небольшого диаметра можно взбить, применив вместо песка ледяную крошку или плотно набив снегом.
- Для того, чтобы металлопластиковая труба согнулась в руках и не порвалась, необходимо поцарапать трубу, засунуть пружину чуть меньшего диаметра.