

На какой температуре паять полипропилен: таблица значений + инструктаж по самостоятельной сварке
При какой минимальной температуре воздуха можно паять полипропиленовые трубы, можно паять на морозе?
Если речь о качественном монтаже водопровода с использованием полипропиленовых труб, то я бы настоятельно не советовал паять трубы при отрицательных температурах.
Время прогрева (по таблице) не ориентир, при низких температурах придётся увеличивать время прогрева и делать это по сути «на глаз».
Увеличивать температуру на паяльнике не советую, увеличивается только время прогрева.
Далее, на морозе труба быстро остывает, после прогрева работать нужно без задержек.
На морозе полипропиленовая труба становится более хрупкой, это особенно актуально если речь об армированных алюминием ПП трубах.
Вот такую
полипропиленовую трубу арилированную стекловолокном зачищать (шейвером) не нужно перед пайкой, в отличие от алюминия.Далее, после монтажа труб качество сборки проверяется давлением.
То есть система заполняется водой.
На морозе (после испытания системы) вода тут же замёрзнет, её нужно сливать и причём в обязательном порядке, сделать это довольно проблематично.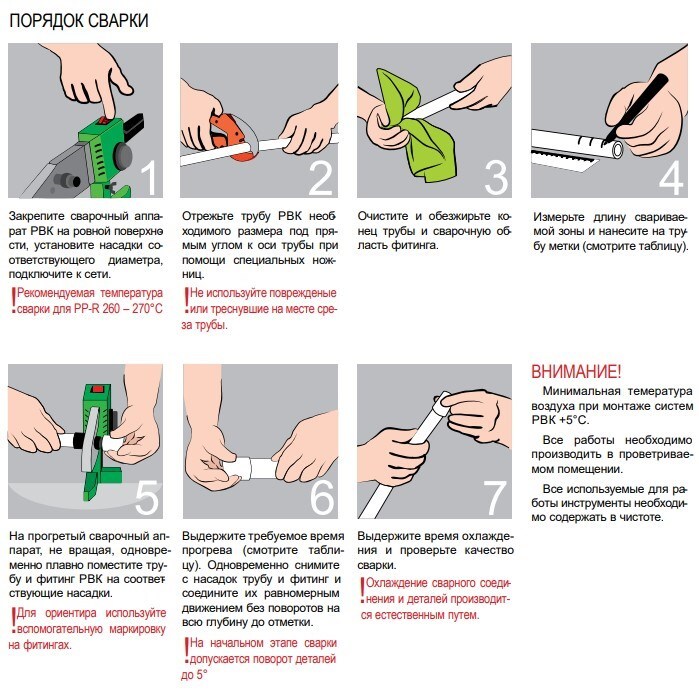
Если речь о наружных работах, то вначале выкапывается траншея (глубина ниже точки промерзания в Вашей местности).
Заниматься земляными работами и тем более в ручном режиме (лопата) крайне сложно в замёрзшем грунте.
Если речь о квартире (к примеру Новостройка, отопление ещё не дали), то и в этом случае не советую паять полипропилен на морозе.
Такие трубы паяются при температуре не ниже + 5 (рекомендация от производителя) градусов (наиболее предпочтительный вариант, комнатная температура), минимально допустимая 0 градусов и не ниже.
Но если ситуация аварийная, то в принципе работать можно и в мороз, неоднократно занимался ремонтом водопровода зимой, впаивал фитинги, отрезки трубы, при температуре в — 10 и даже чуть ниже градусов.
То есть паять на морозе можно, но качество пайки будет под вопросом.
Если ситуация не аварийная, то настоятельно рекомендую заниматься этими работами (монтаж водопровода) только в тёплое время года, или же в отапливаемом помещении.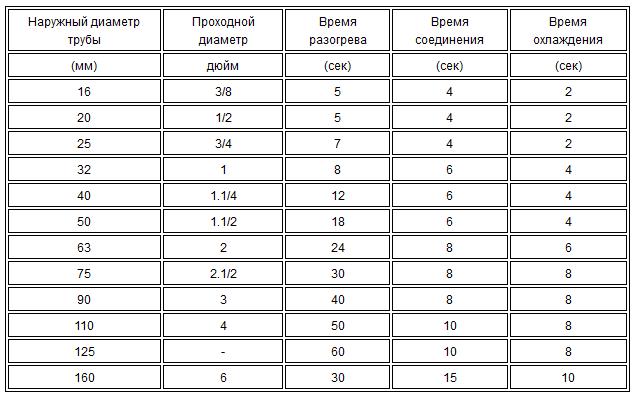
Но если так получилось, не допускайте замерзания воды в трубах (полипропилен разный, но всё же), особенно если речь идёт о тонкостенных полипропиленовых трубах.
При какой температуре паять полипропиленовые трубы, Aqua-Info
От того, насколько точно подобрана температура пайки при проведении работ по монтажу полипропиленовых труб, зависит качество и долговечность готовых коммуникаций. Помимо этого необходимо учесть как длительность нагрева материала, так и продолжительность его остывания. В материале представлена таблица, позволяющая понять, при какой температуре паять полипропиленовые трубы 20 мм, 25 мм и т.д.
Правильный подбор показателей будет способствовать повышению надёжности мест стыков. Если не соблюдать установленные требования, их прочность будет гораздо ниже, а сама коммуникация прослужит меньше.
Типы полипропилена и его особенности
В ходе изготовления полипропиленовых труб могут использоваться различные типы полимеров.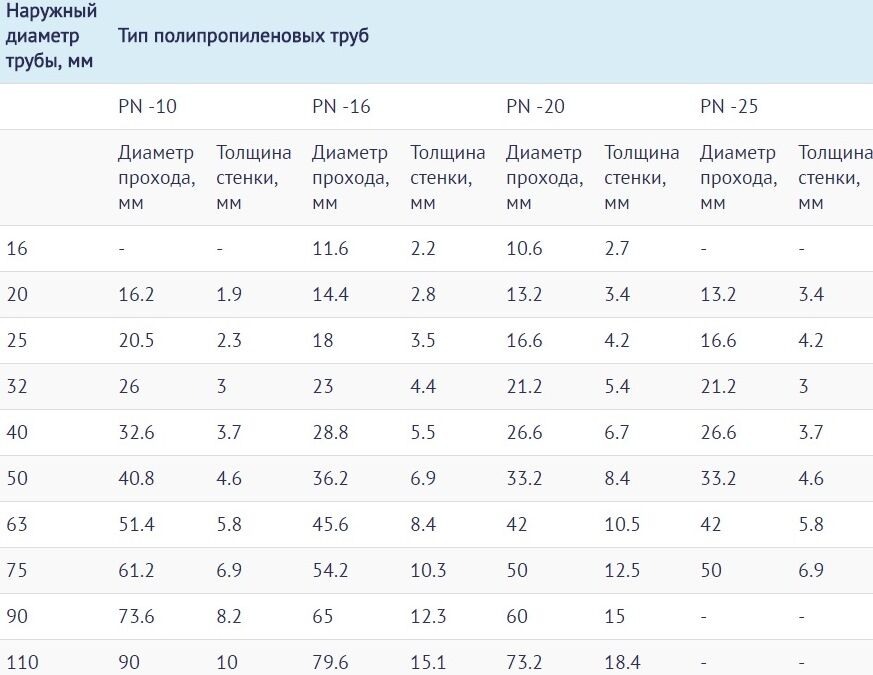 Каждый из них подходит для эксплуатации в определённом температурном режиме. Это может быть:
Каждый из них подходит для эксплуатации в определённом температурном режиме. Это может быть:
- PN10. Выдерживает температуру не выше +40 °C, поэтому изделия из него предназначены лишь для трубопроводов холодного водоснабжения.
- PN16. Используется в сетях с температурным режимом до +60 °C.
- PN20. Является универсальным типом, подходящим для прокладки труб как холодного, так и горячего водоснабжения. Выдерживает до +95 °C, но с условием, что данное максимальное значение достигается только на непродолжительное время.
- PN25. Может использоваться в условиях продолжительного воздействия температуры свыше +95 °C.
При несоблюдении вышеуказанных требований и температуры пайки полипропиленовых труб, изделия быстро начнут деформироваться и изнашиваться. Также большое значение имеет и давление, на которое рассчитаны трубы из полипропилена конкретной марки. Вследствие этого выбор изделий для прокладки коммуникаций по принципу «что подешевле» не допустим. Результаты подобного подхода к делу могут быть самыми печальными: от возникновения протечки до разрыва трубопровода.
Результаты подобного подхода к делу могут быть самыми печальными: от возникновения протечки до разрыва трубопровода.
Диаметр полипропиленовых труб
Диаметр труб подбирается исходя из текущих требований и гидравлических расчётов. Представленная на рынке линейка размеров позволяет покрыть любые потребности. Для использования в домашних условиях чаще всего достаточно изделий диаметром до 40 мм. С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей.
Цветные полипропиленовые трубы
Различие труб по цвету никак не говорит об их технических характеристиках. Но наличие цветных полос даёт полезную информацию, помогающую не перепутать различные марки изделия при проведении монтажа: синяя полоска говорит о том, что труба предназначена только для холодного водоснабжения, красная – подходит и для горячего. Лучше конечно ориентироваться на буквенно-цифровую маркировку, как более информативную.
Пайка полипропиленовых труб
В ходе проведения пайки концы полипропиленовых труб нагреваются, в результате чего содержащийся в них полимер размягчается. При соединении разогретых таким образом изделий возникает процесс, называемый диффузия. Молекулы взаимно проникают друг в друга, что приводит к самопроизвольному выравниванию их концентрации и созданию прочной молекулярной связи. Таким образом, спайка получается достаточно надёжной и герметичной. Однако при несоблюдении температурного режима диффузия происходит неравномерно или с нарушениями, поэтому качество такого стыка получается низким.
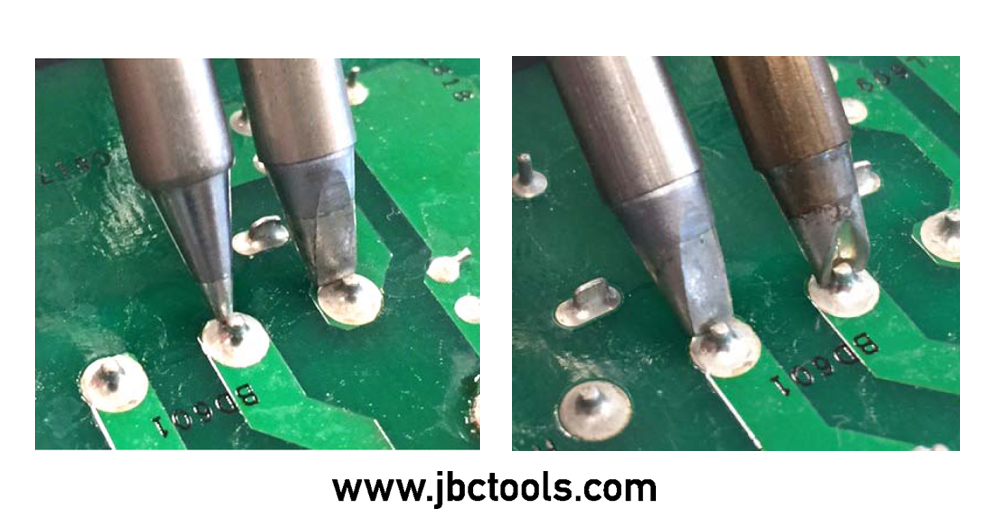
Внимание! Лучше паять строго указанное время, иначе излишний перегрев изделий повлияет также пагубно, как и недогрев. Детали деформируются, повреждается их геометрия, на внутренней стороне швов образуются наплывы. Последнее приводит к тому, что на месте стыка диаметр трубы уменьшается, а это серьёзно сказывается в дальнейшем на напоре воды.
Продолжительность воздействия паяльником на концы полипропиленовых труб напрямую зависит от их диаметра.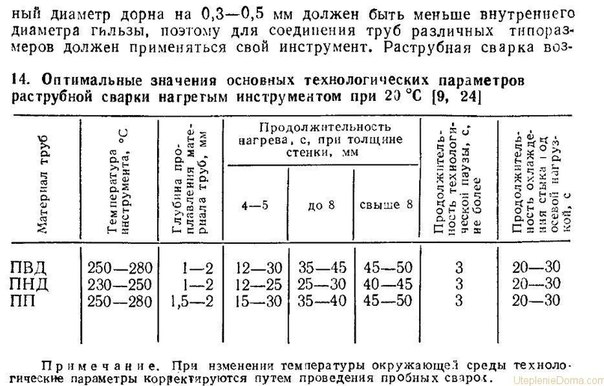 Также нужно учитывать условия внешней среды. Проводить работы допускается при температуре воздуха не ниже -10 °C и не выше +90 °C.
Также нужно учитывать условия внешней среды. Проводить работы допускается при температуре воздуха не ниже -10 °C и не выше +90 °C.
Влияние внешней среды на процесс спайки может быть достаточно сильным. Дело в том, что между снятием с паяльника труб и их стыковкой проходит определённое время, за которое они начинают остывать. Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C.
При какой температуре паять полипропиленовые трубы
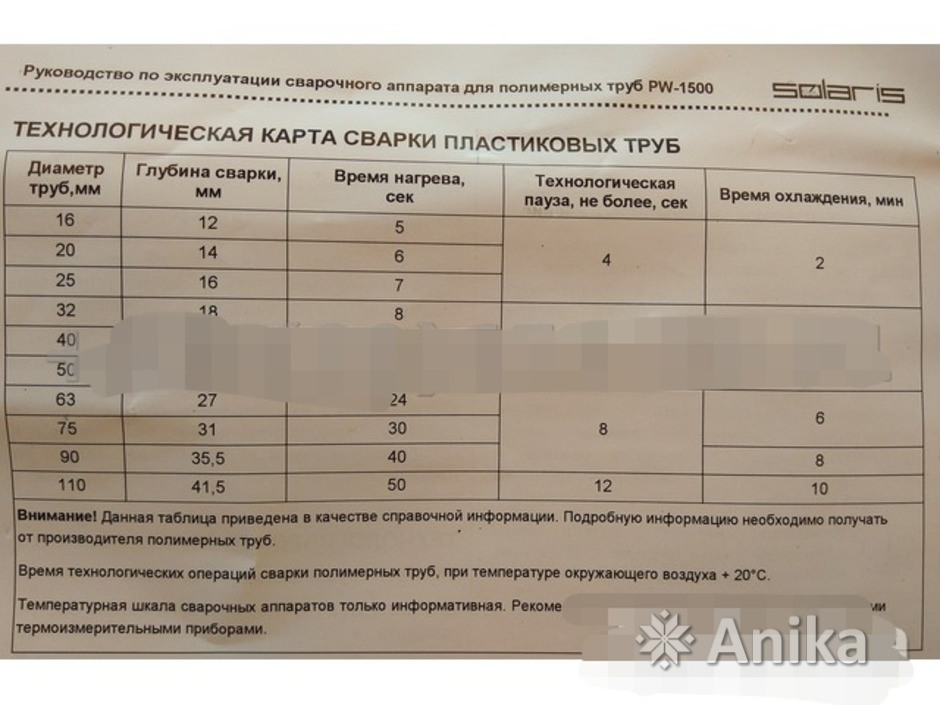
Приведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы.
Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой.
Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
- Недопустимо нарушать порядок проведения работ, когда исполнитель пропускает последний стык по причине невозможности установки паяльника между трубами. Это приводит к появлению деформации и статического напряжения.
- Отдельные детали нельзя нагревать последовательно. Их температура во время стыковки должна быть одинаковой, иначе процесс диффузии пройдёт неравномерно.
- Между местом спайки и паяльником не должно быть большого расстояния, чтобы исключить потери тепла. Оптимально – до 1,4 м.
Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ. Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
При какой температуре воздуха можно паять полипропиленовые трубы
Главная » Разное » При какой температуре воздуха можно паять полипропиленовые трубыПри какой температуре паять полипропиленовые трубы
От того, насколько точно подобрана температура пайки при проведении работ по монтажу полипропиленовых труб, зависит качество и долговечность готовых коммуникаций. Помимо этого необходимо учесть как длительность нагрева материала, так и продолжительность его остывания. В материале представлена таблица, позволяющая понять, при какой температуре паять полипропиленовые трубы 20 мм, 25 мм и т.д.
Правильный подбор показателей будет способствовать повышению надёжности мест стыков. Если не соблюдать установленные требования, их прочность будет гораздо ниже, а сама коммуникация прослужит меньше.
Типы полипропилена и его особенности
В ходе изготовления полипропиленовых труб могут использоваться различные типы полимеров.
- PN10. Выдерживает температуру не выше +40 °C, поэтому изделия из него предназначены лишь для трубопроводов холодного водоснабжения.
- PN16. Используется в сетях с температурным режимом до +60 °C.
- PN20. Является универсальным типом, подходящим для прокладки труб как холодного, так и горячего водоснабжения. Выдерживает до +95 °C, но с условием, что данное максимальное значение достигается только на непродолжительное время.
- PN25. Может использоваться в условиях продолжительного воздействия температуры свыше +95 °C.
При несоблюдении вышеуказанных требований и температуры пайки полипропиленовых труб, изделия быстро начнут деформироваться и изнашиваться. Также большое значение имеет и давление, на которое рассчитаны трубы из полипропилена конкретной марки. Вследствие этого выбор изделий для прокладки коммуникаций по принципу «что подешевле» не допустим.
Диаметр труб подбирается исходя из текущих требований и гидравлических расчётов. Представленная на рынке линейка размеров позволяет покрыть любые потребности. Для использования в домашних условиях чаще всего достаточно изделий диаметром до 40 мм. С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей.
Цветные полипропиленовые трубыРазличие труб по цвету никак не говорит об их технических характеристиках. Но наличие цветных полос даёт полезную информацию, помогающую не перепутать различные марки изделия при проведении монтажа: синяя полоска говорит о том, что труба предназначена только для холодного водоснабжения, красная – подходит и для горячего. Лучше конечно ориентироваться на буквенно-цифровую маркировку, как более информативную.
Пайка полипропиленовых труб
В ходе проведения пайки концы полипропиленовых труб нагреваются, в результате чего содержащийся в них полимер размягчается. При соединении разогретых таким образом изделий возникает процесс, называемый диффузия. Молекулы взаимно проникают друг в друга, что приводит к самопроизвольному выравниванию их концентрации и созданию прочной молекулярной связи. Таким образом, спайка получается достаточно надёжной и герметичной. Однако при несоблюдении температурного режима диффузия происходит неравномерно или с нарушениями, поэтому качество такого стыка получается низким.
При соединении разогретых таким образом изделий возникает процесс, называемый диффузия. Молекулы взаимно проникают друг в друга, что приводит к самопроизвольному выравниванию их концентрации и созданию прочной молекулярной связи. Таким образом, спайка получается достаточно надёжной и герметичной. Однако при несоблюдении температурного режима диффузия происходит неравномерно или с нарушениями, поэтому качество такого стыка получается низким.
Неправильная пайка полипропиленовых трубВнимание! Лучше паять строго указанное время, иначе излишний перегрев изделий повлияет также пагубно, как и недогрев. Детали деформируются, повреждается их геометрия, на внутренней стороне швов образуются наплывы. Последнее приводит к тому, что на месте стыка диаметр трубы уменьшается, а это серьёзно сказывается в дальнейшем на напоре воды.
Продолжительность воздействия паяльником на концы полипропиленовых труб напрямую зависит от их диаметра. Также нужно учитывать условия внешней среды. Проводить работы допускается при температуре воздуха не ниже -10 °C и не выше +90 °C.
Проводить работы допускается при температуре воздуха не ниже -10 °C и не выше +90 °C.
Влияние внешней среды на процесс спайки может быть достаточно сильным. Дело в том, что между снятием с паяльника труб и их стыковкой проходит определённое время, за которое они начинают остывать. Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C.
При какой температуре паять полипропиленовые трубы
Приведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы.
Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой.
Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
- Недопустимо нарушать порядок проведения работ, когда исполнитель пропускает последний стык по причине невозможности установки паяльника между трубами. Это приводит к появлению деформации и статического напряжения.
- Отдельные детали нельзя нагревать последовательно. Их температура во время стыковки должна быть одинаковой, иначе процесс диффузии пройдёт неравномерно.
- Между местом спайки и паяльником не должно быть большого расстояния, чтобы исключить потери тепла. Оптимально – до 1,4 м.
Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ. Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
Загрузка…
Поделиться:
Похожие записи:
Как правильно паять трубы из ППР?
Полипропиленовые трубы постепенно получают наибольшее распространение. Причины этому. Полипропиленовые трубы и фитинги к ним относительно дешевы. Соединение фитинга и трубы в дальнейшем не протекает, его можно назвать практически вечным, как и сами трубы. Но важно понимать, как паять пластиковые трубы. Помните, что правильная техника — залог успеха.
Паяльная техника
Процесс сварки (пайки) предельно прост! Полипропилен эластичен при термическом нагревании — он переходит в состояние, которое можно сравнить с глиной.Когда материал остывает, его структура резко затвердевает. С научной точки зрения этот процесс называется сваркой полиэстера. Когда вы наберетесь достаточного опыта склеивания полипропиленовых труб, то это покажется невероятно простым.
Способы пайки
Теперь паяем двумя способами. Пайка муфт — это соединение двух труб с помощью специальной муфты или отрезка трубы, диаметр которой больше двух свариваемых деталей. Этот метод применяется, когда сварочная труба имеет диаметр менее 63 мм.
Видео пайка — это просто соединение двух смежных граней труб без дополнительных сторонних элементов. Этот вариант предпочтителен с точки зрения эстетики, но более сложен с точки зрения исполнения.
Для выполнения этой (прямой) пайки требуется опыт. Как паять полипропиленовые трубы? Оба описанных варианта считаются правильными, у каждого способа есть свои нюансы и особенности. Выбор вы делаете для себя, но в основном для домашнего использования припой с муфтой.
Рекомендуется
Наиболее эффективные методы проращивания семян
Несмотря на то, что метод рассады в овощеводстве является очень трудоемким процессом, его использует большинство садоводов. Посадка семян в открытый грунт — простой и удобный метод, но эффективен только в определенных климатических зонах.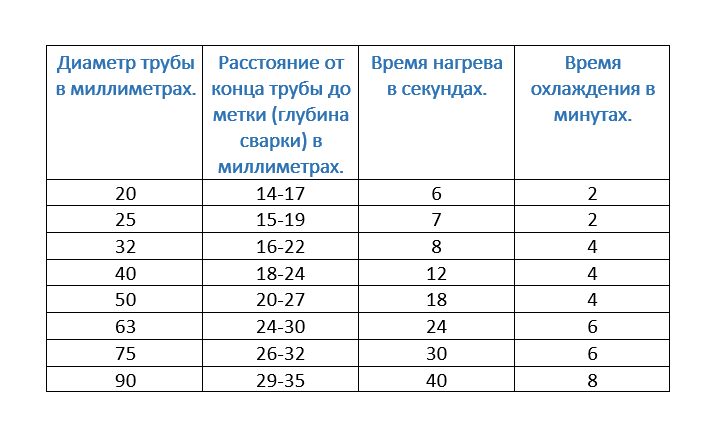 I …
I …
Светоотражающая краска. Сфера применения
Когда машины начали заполнять дороги, их популярность начала набирать светоотражающая краска.Благодаря этой краске, как водителям, так и пешеходам становится намного легче избегать аварий в темноте. Назначение краски Светоотражающая краска — лакокрасочный материал, который …
Клеммы
Для пайки любым из вышеперечисленных способов требуется специальное оборудование, в частности, специальный паяльник. Если посмотреть на конструкцию паяльника для полипропиленовых труб, то он «близкий родственник» паяльника. Основная часть устройства — массивный нагреватель. Этот нагреватель проходит под специальные съемные насадки, поставляемые в комплекте с устройством (металлические стержни разные диаметры).
Если мы говорим о том, как паять полипропиленовые трубы своими руками, то у нас выше подходит паяльник. Он бытовой и подходит для пайки с использованием муфт. Если коснуться промышленной пайки, то для пайки полипропиленовых труб встык нужен специальный паяльник. Конструктивно этот паяльник также имеет систему ухода за свариваемыми элементами.
Также доступны паяльники двух основных мощностей. Обычно мощность существенно влияет на цену паяльника, хотя в ценообразовании устройства есть и другие составляющие.
Методика сварки
Главное правило: пайка должна производиться с обеспечением хорошей вентиляции. Плавление полимеров приводит к появлению токсинов, если вы вдыхаете их сверх нормы, здоровью человека будет нанесен значительный вред. Также необходимо иметь защитные перчатки, очки и респиратор. Но, стоит повторить главное правило, которым нельзя пренебрегать. Как паять пластиковые трубы с точки зрения безопасности, вашего здоровья? При притоке достаточного количества свежего воздуха!
При какой температуре пайка полипропиленовых труб?
Если вы используете для сварки труб именно специализированный паяльник, а другие варианты даже нельзя рассматривать, то вопросов о правильной температуре сварки у вас даже возникнуть не должно. Ваш паяльник снабжен зеленым индикатором, когда он загорится, можно приступать к работе. Если температурный вопрос интересен просто для общих знаний или ваш паяльник оснащен ручкой для установки температуры пайки, температура сварки полипропиленовых труб составляет 260 градусов. Перед сваркой двух труб с них снимают фаски, а эти места обезжиривают.
Ваш паяльник снабжен зеленым индикатором, когда он загорится, можно приступать к работе. Если температурный вопрос интересен просто для общих знаний или ваш паяльник оснащен ручкой для установки температуры пайки, температура сварки полипропиленовых труб составляет 260 градусов. Перед сваркой двух труб с них снимают фаски, а эти места обезжиривают.
Пайка
Вопросы, как паять трубы PPR, немаловажный фактор — время.Небольшое время воздействия плохого паяльника расплавит элементы, что приведет к плохому соединению. Если повернуть элементы на паяльнике, они начнут деформироваться и изменить свою структуру, что также не гарантирует качества соединения.
Если ваша сварная труба имеет диаметр 20 мм, то выдержите ее в горячем паяльнике примерно 8 секунд, заодно нужно сварить элементы вместе. Скорость охлаждения в этом случае считается 2 минуты.
Если вы свариваете трубы диаметром 40 мм, то нагреваете их в течение 18 секунд, для качественной сварки нужно будет удерживать соседние элементы около 20 секунд, остывание в данном случае 5 минут.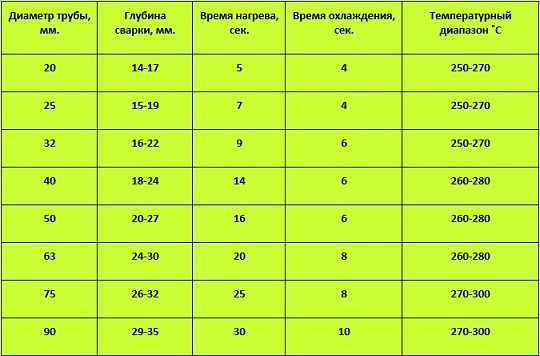
Если ваши сварные элементы имеют диаметр от 20 мм до 40 мм, вы можете рассчитать все параметры на основе приведенных примеров.
Сварка труб с армированием
Рассмотрим подробно, как паять армированные полипропиленовые трубы. Здесь главный вопрос — снятие защитного материала. Почему? Чуть ниже меня поймите прямо. Также нужно понимать, что фольга в структуре трубы (армирующий слой) обязательно требует дополнительного нагрева.
Особенность склеивания таких трубок — их увеличенный диаметр, как правило, такие трубки не подходят для бытовых утюгов. Чтобы решить эту проблему, трубы необходимо очистить перед пайкой. Для этого можно использовать специальный фрезер (фрезер для пластиковой трубы), принцип действия его чем-то схож с точилкой для карандашей. Свейер нужен для снятия внешнего слоя с трубы, строгальный станок снимает внутренний слой с трубы. Подбирается устройство исходя из расположения армирующего слоя к трубе.
Исключение составляют трубки, армированные не алюминием, а стекловолокном. В этом случае все стандартно и без осложнений. Теперь вы знаете, как паять трубы из ППР для отопления, потому что армирующий слой присутствует только в полипропиленовых трубах, предназначенных для обогрева.
В этом случае все стандартно и без осложнений. Теперь вы знаете, как паять трубы из ППР для отопления, потому что армирующий слой присутствует только в полипропиленовых трубах, предназначенных для обогрева.
Распространенные ошибки при пайке труб
Чтобы не допустить ошибок, не нужно торопиться. При пайке полипропиленовых труб допускается несколько типичных ошибок:
- На трубке осталась жирная пленка (забыл обезжирить).
- Непрямая резка сварных элементов под углом (скошенные кромки).
- Слабая посадка конца трубы внутри фитинга (небольшой опыт).
- Недостаточный или слишком продолжительный нагрев паяемых деталей (небольшой опыт).
- Некачественное снятие армирующего слоя трубы (невнимательность).
- Корректировка расположения свариваемых деталей после их первоначальной полимерной застывания (небольшой опыт).
Когда вы знаете достаточно о том, как паять трубы из полипропилена, этот вопрос не кажется сложным. Электромонтаж труб из полипропилена помогает сэкономить не только деньги, но и время. Есть одна вещь, которая многих смущает при выборе полипропиленовых труб — якобы их эстетичность. Но следует отметить, что любая труба не выглядит привлекательной. Желательно по возможности делать скрытый монтаж любых трубопроводов.
Электромонтаж труб из полипропилена помогает сэкономить не только деньги, но и время. Есть одна вещь, которая многих смущает при выборе полипропиленовых труб — якобы их эстетичность. Но следует отметить, что любая труба не выглядит привлекательной. Желательно по возможности делать скрытый монтаж любых трубопроводов.
Веб-страница не найдена на InspectApedia.com
.
Что делать, если ссылка на веб-страницу на InspectApedia.com приводит к ошибке страницы 404
Это так же просто, как … ну,
выбирая из 1, 2 или 3- Воспользуйтесь окном поиска InspectAPedia в правом верхнем углу нашей веб-страницы, найдите нужный текст или информацию, а затем просмотрите ссылки, которые возвращает наша пользовательская поисковая система Google
- Отправьте нам электронное письмо напрямую с просьбой помочь в поиске информации, которую вы искали — просто воспользуйтесь ссылкой СВЯЗАТЬСЯ С НАМИ на любой из наших веб-страниц, включая эту, и мы ответим как можно скорее.

- Используйте кнопку НАЗАД вашего веб-браузера или стрелку (обычно в верхнем левом углу экрана браузера рядом с окном, показывающим URL-адрес страницы, на которой вы находитесь), чтобы вернуться к предыдущей статье, которую вы просматривали. Если вы хотите, вы также можете отправить нам электронное письмо с этим именем или URL-адресом веб-страницы и сообщить нам, что не работает и какая информация вам нужна.
Если вы действительно хотите нам помочь, используйте в браузере кнопку НАЗАД, затем скопируйте URL-адрес веб-страницы, которую вы пытались загрузить, и используйте нашу ссылку СВЯЗАТЬСЯ С НАМИ (находится как вверху, так и внизу страницы), чтобы отправьте нам эту информацию по электронной почте, чтобы мы могли решить проблему.- Спасибо.

Приносим свои извинения за этот SNAFU и обещаем сделать все возможное, чтобы быстро ответить вам и исправить ошибку.
— Редактор, InspectApedia.com
Задайте вопрос или введите условия поиска в поле поиска InspectApedia чуть ниже.
Мы также предоставляем МАСТЕР-ИНДЕКС по этой теме, или вы можете попробовать верхнюю или нижнюю панель ПОИСКА как быстрый способ найти необходимую информацию.
Зеленые ссылки показывают, где вы находитесь. © Copyright 2017 InspectApedia.com, Все права защищены.
Издатель InspectApedia.com — Дэниел Фридман .Что это такое и где используется?
- Дом
- Учебный центр
- Статьи
- Факты о полипропилене
BY: CableOrganizer.com
Что такое полипропилен?
Полипропилен — это невероятно универсальный термопластический полимер, который был изобретен в 1954 году Джулио Натта из Милана, Италия.
 Первоначально он был произведен итальянской химической компанией Montecatini и продавался под названием Moplen. В настоящее время полипропилен производится во всем мире, и за последние 50 лет он стал незаменимым материалом практически во всех областях или отраслях, которые вы можете себе представить, от товаров для дома и потребительской упаковки до медицинских технологий и военных.
Первоначально он был произведен итальянской химической компанией Montecatini и продавался под названием Moplen. В настоящее время полипропилен производится во всем мире, и за последние 50 лет он стал незаменимым материалом практически во всех областях или отраслях, которые вы можете себе представить, от товаров для дома и потребительской упаковки до медицинских технологий и военных.Каковы физические свойства полипропилена?
Полипропилен известен как легкий и чрезвычайно прочный, но может иметь разные текстуры или тактичности , в зависимости от того, какой процесс полимеризации используется для его создания.Изотактический полипропилен состоит из всех атомов метильной группы, прикрепленных к одной стороне его атомной цепи, что создает жесткий полимер. На другом конце спектра вы найдете атактический полипропилен с резиновой текстурой, эластомерные свойства которого обусловлены атомами метильной группы, расположенными по обе стороны от его атомной цепи.
Полипропилен, который можно использовать в качестве формованного пластика или волокна, может выдерживать более высокие температуры (до 160 ° C или 320 ° F) без плавления и не впитывает воду. Хотя полипропилен может быть легко изготовлен в широком разнообразии цветов, материал полностью прозрачен, когда он биаксиально ориентирован (биаксиально ориентированный полипропилен также известен как БОПП).
Хотя полипропилен может быть легко изготовлен в широком разнообразии цветов, материал полностью прозрачен, когда он биаксиально ориентирован (биаксиально ориентированный полипропилен также известен как БОПП).
Поскольку полипропилен очень устойчив к усталости и может выдерживать постоянное изгибание, он используется для изготовления большинства «живых петель», которые вы найдете на рынке (подумайте о пластиковых крышках с откидной крышкой на бутылках с кетчупом, шампуне и зубной пасте, или защелкивающиеся крышки на диспенсерах Tic-tac). Полипропилен очень устойчив к кислотам, щелочам и другим агрессивным химическим растворителям, а поскольку он также не проводит ток, его часто можно использовать в качестве диэлектрика.
Какие виды изделий изготавливаются из полипропилена?
Благодаря своей универсальности и выдающимся характеристикам полипропилен представляет собой ошеломляющий набор продуктов, охватывающих практически все отрасли или области, которые только можно вообразить.
 Вот лишь несколько примеров продуктов на основе полипропилена, которые доступны сегодня:
Вот лишь несколько примеров продуктов на основе полипропилена, которые доступны сегодня:Медицинские принадлежности и хирургические компоненты:
Полипропилен может выдерживать высокие температуры автоклава, поэтому его часто используют для изготовления медицинских инструментов и принадлежностей, требующих выдерживать тепловую стерилизацию.А поскольку он не рассасывается и редко отторгается человеческим организмом, полипропилен также используется в некоторых хирургических швах и является предпочтительным материалом для пластырей для лечения и профилактики грыж.Спортивная одежда и военное снаряжение для холодной погоды:
Когда полипропилен превращается в волокно и используется в качестве материала для одежды, полипропилен превосходит любые экстремальные температуры. Благодаря своей превосходной влагоотводящей способности, полипропилен избавляет спортсменов в теплом климате от дискомфорта, связанного с пропитанной потом одеждой, но в то же время обладает способностью изолировать и регулировать температуру тела военнослужащих и спортсменов на открытом воздухе, которым требуется защита от холода.Кабели с низким уровнем дыма и нулевым содержанием галогенов:
Кабели с полипропиленовым покрытием используются в туннелях и помещениях для кондиционирования воздуха в зданиях, чтобы снизить риск образования токсичных паров в случае возгорания. В отличие от поливинилхлорида (ПВХ), типа пластика, изолирующего большинство непленумных кабелей, полипропилен производит очень мало дыма и не выделяет опасных галогенов при горении, поэтому он классифицируется как «низкодымный без галогенов».

Полезный совет:
Простой способ определить, изготовлено ли что-то из полипропилена, — это посмотреть его идентификационный код смолы, который выглядит следующим образом:© 2020 CableOrganizer.ком, ООО. Воспроизведение этой статьи частично или полностью без письменного разрешения CableOrganizer.com запрещено.
. Это страница содержит предупреждающие знаки, помогающие предотвратить возможные проблемы. Удалить легковоспламеняющиеся вещества из рабочей зоны Помните ваша вода выключен Паяльная горелка может вызвать возгорание. Проведите водяной шланг от соседского дома и готовьтесь. Приготовьте ведра с водой. Наполните ванну. БУДЬТЕ В БЕЗОПАСНОСТИ. Имейте под рукой огнетушитель класса ABC Купить: Газ банки безопасности в Amazon Fire огнетушители | |||
| Используйте бессвинцовый припой для серебряных подшипников | Собрать материалы: Колена, муфты, переходники с наружной и / или внутренней резьбой Наждачная бумага. Труборез. На фото показан мини-резак для плотного локации. Водонагреватели «Под стойкой» обычно имеют соединения 1/2 дюйма. | ||
| Пайка паста / или флюс Паяльная паста наносится на трубы и фитинги. Используйте кисть для пасты с жесткой щетиной, продаваемую для пасты. Не используйте смазку. Паяльная паста выглядит и ощущается как смазка, но не смазывать. Используйте бессвинцовую паяльную пасту Купить: Пайка вставить на Amazon | |||
| Использование Бессвинцовый припой Прочтите этикетку на стороне припоя: на этикетке должно быть указано, что продукт можно использовать для бытовые водопроводные трубы. НЕ используйте этилированный припой для труб с питьевой водой.  Покупка: | |||
| Купить баллон с пропаном и наконечник горелки Пример показывает баллон с пропаном с самозажигающимся наконечником Извлеките наконечник резака из резервуара, когда закончите предотвратить утечку. По возможности храните пропан на открытом воздухе. | |||
| Песок концы труб Отшлифуйте торцы труб и внутреннюю арматуру наждачной бумагой Затем протрите сухой тряпкой, чтобы удалить песчинки | |||
| Стопка внутреннюю часть трубки до однородного состояния. Шероховатая внутренняя кромка трубы может вызвать эрозию медной трубы | |||
| Песок внутри фитингов Вращайте пальцем наждачную бумагу внутри каждого фитинга Затем протрите сухой тряпкой, чтобы удалить песок | |||
Песок припой для удаления окислов и грязи. Если припой какое-то время находился в ящике для инструментов, он испачкается, а также становятся темным. | |||
| |||
| Применить паяльная паста внутри фитинга Нанесите паяльную пасту полностью на внутреннюю часть фитинга, но только там, где установлена труба. Припой будет прилипать к месту нанесения пасты. | |||
| |
| ||
| Риск возгорания / Используйте металлический щит, держите воду наготове |
| ||
| Световой фонарик с помощью бойка или спички Поток газа выдувает спичку Страйкер — самый простой способ зажечь факел. Купить Striker at Amazon Чтобы зажечь горелку спичкой: Включите газ при слабом расходе. | |||
| |||
| |||
| | Припой обтекает трубу и соединяется с медью там, где паяльная паста была применяется. Соединение закончено = переместите резак на второй шарнир | ||
| Плохо паяное соединение Плохое паяное соединение: неоднородный припой, между ними видна трещина. труба и фитинги. Даже небольшая трещина свидетельствует о плохом паяном соединении. Плохие стыки необходимо заменить, перепаять их нельзя.  Труба и фитинг должны быть сухими. | |||
| |||
| Переходник с наружной резьбой 1/2 дюйма припаян к трубе. Когда остынет, подсоедините другой фитинги или подсоедините запорный вентиль к адаптеру. |
| ||
| |||
| |||
 имеют обжимные фитинги 1/4 «и не требуют пайки.
имеют обжимные фитинги 1/4 «и не требуют пайки. 
 Некоторые легковоспламеняющиеся пары, такие как бензин и сжиженный газ, тяжелее воздуха и обнять пол. Используйте нос, чтобы проверить легковоспламеняющиеся пары.
Некоторые легковоспламеняющиеся пары, такие как бензин и сжиженный газ, тяжелее воздуха и обнять пол. Используйте нос, чтобы проверить легковоспламеняющиеся пары. 



Общие инструкции по пайке полипропиленовых конденсаторов
Автоматизированные системы измерения температуры пайки:
Компактный полипропиленовый конденсатор небольшого размера очень чувствителен к нагреванию, так как температура стеклования этого диэлектрика составляет приблизительно 115 ° C. Следует отметить, что предварительное нагревание в некоторых системах с инфракрасными обогревателями может привести к повышению температуры платы более чем на + 140 ° C. Оператор должен знать и измерять температуру поверхности перед обработкой платы. Температура поверхности полипропиленового конденсатора не должна превышать 110 ° C, а время предварительного нагрева при этой температуре поверхности ограничивается максимум одной (1) минутой. Температура пайки волной припоя не должна превышать 260ºC, а время пайки волной должно быть ограничено максимум 4 (четырьмя) секундами. Процесс должен обеспечивать, чтобы температура корпуса конденсатора оставалась ниже предела 110 ° C. Примечание: если требуется вторичный процесс пайки, должно быть достаточно времени, чтобы снизить температуру поверхности конденсатора до температуры окружающей среды или 25ºC.На рынке представлено множество систем, и профили пайки волной различаются от системы к системе. Оператор должен проанализировать и проверить совместимость системы до обработки платы.
Температура поверхности полипропиленового конденсатора не должна превышать 110 ° C, а время предварительного нагрева при этой температуре поверхности ограничивается максимум одной (1) минутой. Температура пайки волной припоя не должна превышать 260ºC, а время пайки волной должно быть ограничено максимум 4 (четырьмя) секундами. Процесс должен обеспечивать, чтобы температура корпуса конденсатора оставалась ниже предела 110 ° C. Примечание: если требуется вторичный процесс пайки, должно быть достаточно времени, чтобы снизить температуру поверхности конденсатора до температуры окружающей среды или 25ºC.На рынке представлено множество систем, и профили пайки волной различаются от системы к системе. Оператор должен проанализировать и проверить совместимость системы до обработки платы.
Прочие рекомендации по пайке:
Отверждение клея платы не должно превышать максимальных пределов пайки или безопасных рабочих температур конденсатора.
Корпус конденсатора не должен находиться в прямом контакте с печатной платой; Рекомендуется гнутый изгиб свинца.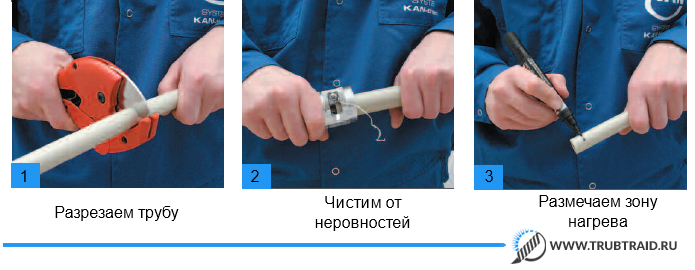
Другие компоненты не должны напрямую контактировать с конденсатором во время пайки волной припоя.
Расплавленный припой не должен касаться каких-либо частей корпуса конденсатора во время обработки.
Если используется водная очистка, конденсатор должен иметь конструкцию «Mod A» (влагостойкий корпус) и обеспечивать соответствующее охлаждение после процесса пайки волной припоя.
Температура пайки при ручной пайке:
Полипропиленовые конденсаторы также могут быть легко повреждены при ручной пайке. Следует соблюдать осторожность при выборе паяльника / жала.Утюг / жало должны быть достаточно большими для процесса пайки, но достаточно маленькими, чтобы предотвратить повреждение конденсатора. По возможности следует использовать радиаторы (в точке выхода вывода из корпуса конденсатора).
TC0807
Почему полипропилен нельзя сваривать с ABS
Почему полипропилен нельзя сваривать с ABS
Для того, чтобы сваривать два материала, есть три основных требования.

Материалы должны быть химически совместимыми (т.е.е. полимерные цепи должны быть способны образовывать вторичные связи).
Некоторые пластики совместимы таким образом, однако в основном это разные типы аморфных пластмасс, которые совместимы друг с другом. АБС, аморфный пластик, совместим с ПВХ и ПММА. Полукристаллический пластик PP совместим только сам с собой.
Аморфный полимер имеет случайно упорядоченные полимерные цепи. Полукристаллический полимер имеет несколько аморфных (случайно упорядоченных) областей и несколько кристаллических (упорядоченных) областей.
Материалы должны иметь аналогичный индекс текучести расплава.
Чтобы полимерные цепи смешались, расплавленный пластик должен иметь аналогичную вязкость (или толщину). Вы можете думать об этом, как о попытке смешать воду с медом. Вода довольно хорошо обтекает мед и настоящего перемешивания нет. Однако если мед нагреть (например, в горячей воде), он станет менее вязким (более жидким), и их можно будет смешать. Точно так же вода комнатной температуры не смешивается с холодным маслом, но они хорошо смешиваются, если масло нагревается.
Точно так же вода комнатной температуры не смешивается с холодным маслом, но они хорошо смешиваются, если масло нагревается.
Индекс текучести расплава — это показатель того, какой объем расплавленного пластика при определенной температуре можно протолкнуть через отверстие определенного диаметра за определенный период времени. Для этого теста используются стандарты, обеспечивающие сопоставимые измерения. Типичное требование состоит в том, чтобы индекс текучести расплава был в пределах 10% для смешивания под давлением.
на Интернет-ресурс с информацией о материалах:
АБС-материалов имеют диапазон текучести расплава 0.08-80 г / 10 мин.
ПП материалы имеют диапазон текучести расплава 0,2-1200 г / 10 мин.
Как видите, это очень широкий диапазон. Даже в пределах одного и того же основного полимера некоторые сорта материалов могут быть несвариваемыми друг с другом. Вот почему важно соблюдать осторожность при работе с материалами нескольких сортов в одной сборке.
Материалы должны иметь одинаковую температуру плавления.
При большинстве методов сварки температура стыка одинакова для обоих материалов.Следовательно, оба материала должны плавиться примерно при одинаковой температуре. В противном случае один материал расплавится, а другой — нет, и смешение полимерных цепей не произойдет.
Один из повседневных примеров этого — горячий клей. Горячий клей часто делают из пластика с низкой температурой плавления, включая полиолефины и полиуретаны. Когда горячий клей используется для изготовления рисунка на пластмассах с более высокой температурой плавления, таких как, например, тефлон, склеенную форму можно легко удалить с пластиковых поверхностей, поскольку плавления поверхности не происходит.
Можно сваривать материалы с разными температурами плавления (и скоростями текучести расплава), используя сварку горячей пластиной. Это делается путем нагревания двух материалов до разной температуры перед их сжатием. Однако большинство методов сварки зависят от температуры стыка, одинаковой для обеих частей.
Однако большинство методов сварки зависят от температуры стыка, одинаковой для обеих частей.
У аморфных полимеров, таких как ABS, нет строгой точки плавления. У них есть температура стеклования, после которой материал постепенно размягчается и становится менее вязким по мере добавления большего количества тепла.С другой стороны, полукристаллические материалы, такие как полипропилен, имеют как температуру стеклования, так и четкую точку плавления. Обычно температура стеклования полукристаллических материалов довольно низкая, а температура плавления довольно высока.
Температура стеклования — это температура разрыва вторичных связей в аморфных областях полимера. Температура плавления — это когда вторичные связи в кристаллических областях разрываются.
Аморфные полимеры для сварки необходимо нагревать значительно выше температуры стеклования, примерно на 160 ° C выше.Для сварки полукристаллические материалы необходимо нагреть до температуры примерно на 60 ° C выше, чем их температура плавления. Для сваривания двух материалов температура сварки должна быть в пределах 20 ° C.
Для сваривания двух материалов температура сварки должна быть в пределах 20 ° C.
Согласно Интернет-ресурсу с информацией о материалах:
ABS-материалы имеют диапазон температур стеклования 105-109 ° C.
PP-материалы имеют диапазон температур плавления 61-220 ° F.
Следовательно, АБС нельзя приваривать к полипропилену, потому что:
- Маловероятно, что полимерные цепи образуют вторичные связи
- Диапазоны текучести расплава вряд ли будут совпадать
- Температура сварки вряд ли совпадет
Я использую вышеупомянутое слово «маловероятно», потому что, вероятно, есть какой-то способ заставить его работать, но не способ, который будет дешевым и последовательным — и то, и другое жизненно важно для производства.
Примечание:
Я видел приложения, «сваривающие» два несовместимых материала, главным образом, с использованием соединения «гребень и паз», где более низкая температура плавления и менее вязкий материал заставляют язычок, который затем плавится и заполняет паз на другом материале, создавая механический стык благодаря отличной заливке. В одном случае это сработало достаточно хорошо, чтобы обеспечить герметичное уплотнение.
Эта статья была первоначально опубликована на сайте вопросов и ответов Quora.com в ответ на вопрос: «Почему нельзя сваривать полипропилен с АБС?» С Мирандой Маркус, инженером по приложениям EWI, можно связаться по адресу mmarcus @ ewi.орг.
Можно ли сваривать разнородные пластмассы?
Часто задаваемые вопросы
Как правило, разнородные пластмассы нельзя успешно сваривать, но есть несколько исключений из этого правила. Типичный пример — блок заднего фонаря автомобиля. Линза из ПММА (полиметилметакрилата) может быть приварена горячей пластиной к корпусу из АБС (акрилонитрил-бутадиен-стирол). ПММА можно сваривать с АБС, потому что они оба аморфны и имеют близкие значения T g (температура стеклования); T г для PMMA составляет 85-105 ° C, T г для ABS составляет 110-125 ° C.
Другие комбинации разнородных пластиков, которые можно сваривать, включают ПС (полистирол) с АБС и ПММА с ПК (поликарбонат). В таблице ниже представлены другие возможные несходные комбинации
В таблице ниже представлены другие возможные несходные комбинации
См. Дополнительную информацию о сварке и испытаниях пластмасс или свяжитесь с нами.
| Несвариваемый | |
| х | Сварной |
| – | Некоторые марки свариваемых |
| ? | Некоторые отчеты об успешной сварке |
Другие полимеры не образуют разнородных сварных швов.
| ABS | ABS / PC | Акрил | Модифицированный PPO | PA 12 | PBT | PC | PE | PEI | Polys | PEI | PP Акрилонитрилбутадиенстирол | АБС | х | х | х | ? | ? | х | ? | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Смесь акрилонитрилбутадиенстирола и поликарбоната | АБС / ПК | х | х | – | х | |||||||||||||||||||||
| Полиметилметакрилат | Акрил | х | – | х | – | |||||||||||||||||||||
| Норил | ППО модифицированный | ? | х | ? | ||||||||||||||||||||||
| Нейлон 12 | PA 12 | х | ? | |||||||||||||||||||||||
| Полибутилентерефталат | PBT | ? | х | ? | ? | |||||||||||||||||||||
| Поликарбонат | ПК | х | х | – | ? | ? | ? | х | – | ? | – | |||||||||||||||
| Полиэтилен | ПЭ | х | ? | |||||||||||||||||||||||
| Полиэфиримид | PEI | ? | ? | – | х | |||||||||||||||||||||
| Полиэтилентерефталат | ПЭТ | ? | х | |||||||||||||||||||||||
| Полисульфон | Полисульфон | – | х | |||||||||||||||||||||||
| Полипропилен | ПП | ? | х | |||||||||||||||||||||||
| Полифениленоксид | ППО | х | ||||||||||||||||||||||||
| Полистирол | PS | – | – | х | – | |||||||||||||||||||||
| поливинилхлорид | ПВХ | – | ? | ? | ||||||||||||||||||||||
| Стиролакрилонитрил | SAN | – | – | – | – | |||||||||||||||||||||
| Блок-сополимер стирола | SBC | ? | ||||||||||||||||||||||||
| Стирол-бутадиен-стирол | СБС | – | х |
| PPO | PS | PVC | SAN | SBC | SBS | ||
|---|---|---|---|---|---|---|---|
| Акрилонитрил-бутадиен | АБС | – | – | – | – | ||
| Смесь акрилонитрилбутадиенстирола и поликарбоната | АБС / ПК | – | |||||
| Полиметилметакрилат | Акрил | – | ? | – | х | ||
| Норил | ППО модифицированный | х | х | – | |||
| Нейлон 12 | PA 12 | ||||||
| Полибутилентерефталат | PBT | ? | |||||
| Поликарбонат | ПК | – | |||||
| Полиэтилен | ПЭ | ? | |||||
| Полиэфиримид | PEI | ||||||
| Полиэтилентерефталат | ПЭТ | ||||||
| Полисульфон | Полисульфон | ||||||
| Полипропилен | ПП | ||||||
| Полифениленоксид | ППО | х | |||||
| Полистирол | PS | х | – | – | |||
| поливинилхлорид | ПВХ | х | |||||
| Стиролакрилонитрил | SAN | – | х | – | |||
| Блок-сополимер стирола | SBC | х | |||||
| Стирол-бутадиен-стирол | СБС | – | – | х |
Источники
- Рейнхольд Мартин, «Использование лазеров с техническими полимерами», Конференция AILU, «Лазерная обработка материалов на основе полимеров», февраль 2004 г.
- Grewell, Benatar & Park, «Ультразвуковая сварка» в руководстве по сварке пластмасс и композитов, Hanser 2003, ISBN 3-466-19534-3
- Бенатар, «Индукционная (электромагнитная) сварка имплантатов» в Справочнике по сварке пластмасс и композитов, Hanser 2003, ISBN 3-466-19534-3
- Froment, «Линейная и орбитальная вибрационная сварка» в Справочнике по сварке пластмасс и композитов, Hanser 2003, ISBN 3-466-19534-3
- Watson, Rivett & Johnson «Пластмассы — промышленный и литературный обзор методов соединения», Исследовательский отчет Института сварки 301/1986
Сварка пластика тепловой пушкой — болис.com
Как разнорабочий и любитель, я обнаружил, что существует множество повседневных пластиковых предметов, которые можно использовать для изготовления интересных вещей. Некоторые из наиболее часто используемых пластиков, такие как полиэтилен высокой плотности (HDPE) и полипропилен (PP), просто не склеиваются. Но их можно сварить горячим воздухом. Вы можете быть удивлены тем, что можно сделать из старого пластикового ведра и теплового пистолета из дисконтного магазина инструментов.
Вы можете быть удивлены тем, что можно сделать из старого пластикового ведра и теплового пистолета из дисконтного магазина инструментов.
Есть инструменты, разработанные специально для правильной сварки пластмасс, для производства пластиковых резервуаров для воды, трубопроводов и многих других промышленных целей.Многие из этих инструментов довольно дороги и требуют сжатого воздуха или других газов. Вместо этого я сосредотачиваюсь на дешевом заменителе подходящих инструментов для хобби.
Этот метод хорошо подходит для пластиков HDPE и PP, которые не пропускают клей. Если какой-либо тип пластика хорошо впитывает клей, например полистирол, акрил или поликарбонат, используйте вместо него клей.
Эти пластмассы плавятся при температуре около 500 градусов по Фаренгейту. Излишне говорить, что это тебя обожжет. Надевайте перчатки, такие как кожаные сварочные перчатки, или хотя бы толстые кожаные садовые перчатки.
Проект
Я решил создать вытяжной колпак для нижней части моей столовой пилы. Я использовал верхнюю часть прямоугольного пластикового ведра HDPE с откидной крышкой на защелках. Использование углового поперечного сечения дало мне встроенный наклон для сбора пыли внизу. Крышка ковша обеспечивает дверцу доступа к нижней стороне пилы для замены ремня.
Я использовал верхнюю часть прямоугольного пластикового ведра HDPE с откидной крышкой на защелках. Использование углового поперечного сечения дало мне встроенный наклон для сбора пыли внизу. Крышка ковша обеспечивает дверцу доступа к нижней стороне пилы для замены ремня.
Первый шаг — создать выкройку обода нижней стороны пилы.Я измерил и вырезал шаблон из картона и убедился, что он подходит для пилы. Затем я мог начать вырезать ведро по шаблону.
Я нагрел и загнул стороны, чтобы создать основную часть обода. Я разрезаю изогнутые угловые части, чтобы сделать выступы. Затем я добавил плоские уголки и приварил их к выступам.
Лучший способ, который я нашел для такой сварки пластиковых деталей, — это нагреть две стороны выступов или перекрывающихся деталей, пока они не станут мягкими, а затем прижать их друг к другу и дать им остыть.Пластик плавится, образуя единое целое. Нагреть пластик достаточно сложно, но не слишком сильно. Если нагреть его слишком сильно, он просто расплавится и развалится.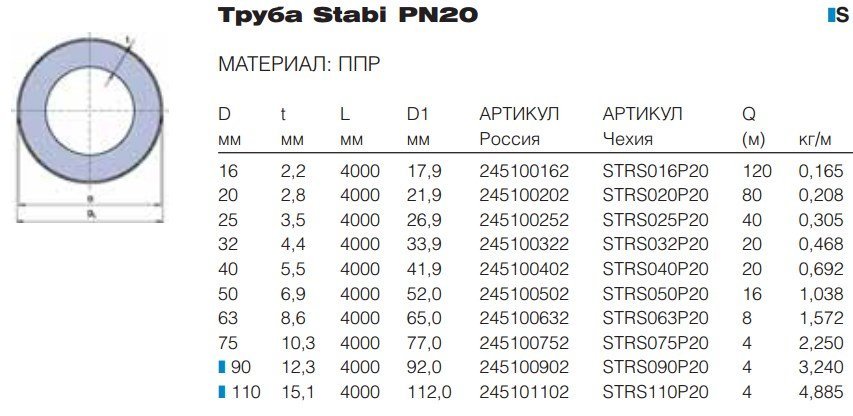 Главное — сначала примерить его на нескольких тестовых образцах и потренироваться.
Главное — сначала примерить его на нескольких тестовых образцах и потренироваться.
Я обнаружил, что лучший способ прижать две части пластика — это между двумя кусками листового металла. Металл не будет сцепляться с пластиком после того, как он остынет в течение тридцати секунд или около того, и сразу же взлетит.
Инструменты модификации
Часто бывает, что имеющийся у вас инструмент не совсем подходит для поставленной задачи, и вам нужно его адаптировать.Так было при использовании простой тепловой пушки для сварки пластиковых язычков. Предусмотренное сопло тепловой пушки производило довольно широкий поток горячего воздуха, плавясь вокруг большей площади, чем я хотел для сварки пластиковых язычков вместе.
Я создал воронку для тепловой пушки, которая направляет горячий воздух в узкую трубку диаметром 3/8 дюйма. Это дало отличные результаты в фокусировке тепла для сварки. Это также привело к значительному побочному эффекту: он блокировал выход воздуха, поэтому внутренняя часть теплового пистолета перегревалась и частично плавилась. Результат: разрушенный инструмент. Хорошо, что это было не дорого.
Результат: разрушенный инструмент. Хорошо, что это было не дорого.
Урок из этого заключается в том, что когда вы модифицируете или адаптируете инструмент, будьте осторожны, . К каждому электроинструменту следует относиться с уважением как к потенциальному источнику опасности, и некоторые из них опаснее других. Было бы легко разжечь огонь и, возможно, сжечь дом с помощью такой модификации инструмента. Будьте осторожны при экспериментировании и имейте в наличии защитное оборудование, например огнетушитель.
В моей переработанной конструкции для замены теплового пистолета я использовал кусок алюминиевого карниза для штор с поперечным сечением в форме буквы «C». Благодаря прорези на боковой стороне большая часть тепла поступает на наконечник, но полный воздушный поток все еще может выходить из сопла теплового пистолета, поэтому внутренняя часть пистолета не перегревается. Это не обеспечивало такой узкой фокусировки, как оригинальное сопло, но должно было, по крайней мере, уберечь инструмент от разрушения. Я восполнил это, просто держа еще один кусок листового металла перед участками, которые я не хотел нагревать.
Попытки точечной сварки
Еще один подход, который я пробовал, — это точечная сварка язычков вместе, но я не нашел удовлетворительной техники. Тепловой пистолет слишком широк для этого, поэтому я попробовал вместо него паяльник. Вы не можете просто воткнуть кончик паяльного пистолета в пластик и расплавить его, потому что пластик будет гореть и / или образовывать волокнистый беспорядок, когда вы вытаскиваете паяльный пистолет. Как и при использовании теплового пистолета, вам понадобится кусок металла, который остынет вместе с пластиком, и его можно будет удалить через минуту.
Я попытался нагреть кусок листового металла с помощью паяльника, но безуспешно. Он слишком широко распространил тепло, расплавив верхний язычок, но не нижний.
Наилучший результат был получен при нагревании головки винта с помощью паяльника до тех пор, пока она не вошла в пластик, через верхний язычок вниз к поверхности нижнего язычка. Ему удалось сплавить два выступа вместе, но только в виде небольшого кольца вокруг головки винта с плохой механической прочностью. Исходя из этого, я отказался от точечной сварки и вернулся к тепловой пушке.
Ему удалось сплавить два выступа вместе, но только в виде небольшого кольца вокруг головки винта с плохой механической прочностью. Исходя из этого, я отказался от точечной сварки и вернулся к тепловой пушке.
Вонючий PETE
В фильме « История игрушек 2 » Стинки Пит казался хорошим парнем, но обернулся неприятностями. В мире обычных пластиков ПЭТФ тоже проблема. ПЭТФ, полиэтилентерефталат, является очень распространенным пластиком, который используется для самых разных целей. Почти все прозрачные контейнеры для пищевых продуктов и бутылки, такие как 2-литровая бутылка из-под газировки, изготовлены из ПЭТФ.
Как и другие полиэтиленовые пластики, ПЭТФ не может быть склеен удовлетворительно с помощью любого доступного клея или растворителя.Его тоже нельзя сварить термофеном или паяльником. Тонкие стенки обычной упаковки из ПЭТФ сжимаются и деформируются перед плавлением с помощью теплового пистолета. Они расплавятся с помощью паяльника, но, похоже, не сливаются с другими расплавленными деталями с какой-либо силой. Очевидно, ПЭТФ можно сваривать с помощью промышленного оборудования для сварки пластмасс, но это выходит за рамки моих попыток. Я читал, что ПЭТЭ можно приклеивать с помощью пистолета-расплава, и, предположительно, именно так прикрепляют большинство розничных этикеток к контейнерам из ПЭТФ.Но мне это не удалось; клей просто отслоился. Контактный цемент и силиконовый герметик / герметик будут держаться немного, но с низкой прочностью, а также будут отслаиваться.
Очевидно, ПЭТФ можно сваривать с помощью промышленного оборудования для сварки пластмасс, но это выходит за рамки моих попыток. Я читал, что ПЭТЭ можно приклеивать с помощью пистолета-расплава, и, предположительно, именно так прикрепляют большинство розничных этикеток к контейнерам из ПЭТФ.Но мне это не удалось; клей просто отслоился. Контактный цемент и силиконовый герметик / герметик будут держаться немного, но с низкой прочностью, а также будут отслаиваться.
Единственный успех, которого я добился с PETE, был с различными формами механического крепления. Винты и гайки подойдут, если использовать большие шайбы для распределения любого напряжения. Также подойдут заклепки. Вы можете использовать эпоксидный клей через отверстие, по капле с каждой стороны. Когда он затвердевает, это, по сути, заклепка. Один из приемов, который мне нравится, — это вырезать прорези и выступы, как в бумажной модели.Соедините детали вместе, а затем используйте прозрачную упаковочную ленту с каждой стороны, чтобы удерживать язычки на месте. Работает неплохо.
(Отправлено amillar в четверг, 06.04.2006, 11:10)
Выбор правильной температуры пайки и утюга
При пайке, уделив должное время подготовке, можно предотвратить ошибки, которые легко могут стать опасными для здоровья. Вот почему следует тщательно продумать выбор правильной температуры пайки и паяльника.
Температура плавления припоя в основном зависит от состава сплава. Свинцовые припои обычно плавятся при температуре от 180 до 190 0 ° C (см. Таблицу 1). Некоторые «эвтектические» сплавы даже имеют точную температуру плавления. Однако в коммерческом секторе использование свинцовых припоев было широко запрещено с 2006 года, потому что свинец токсичен, накапливается в организме в течение длительного периода времени и выводится из него очень медленно. В зависимости от количества свинца интоксикация может вызвать головные боли, усталость, исхудание и бесплодие, а также нарушения образования клеток крови, нервной и мышечной ткани. Таким образом, при пайке свинцовыми сплавами очень важно обеспечить хорошую вентиляцию и по возможности удалить паяльный дым.
Таким образом, при пайке свинцовыми сплавами очень важно обеспечить хорошую вентиляцию и по возможности удалить паяльный дым.
Однако у большинства бессвинцовых припоев есть обратная сторона — плавление только от 217 0 ° C и выше. Это означает, что паяльник должен иметь гораздо более высокую тепловую мощность. И чем горячее кончик утюга, тем выше риск обжечь пальцы, если не соблюдать осторожность.Кроме того, если вы слишком долго удерживаете наконечник утюга на одном месте, вы можете гораздо быстрее перегреть компоненты. Таким образом, использование бессвинцового припоя требует значительно большего опыта работы с паяльным оборудованием.
Строители дома должны рассмотреть возможность использования припоя или бессвинцового припоя в зависимости от области применения. Для небольших работ или при эпизодической пайке компонентов свинцовый припой действительно может подойти.
Олово для припоя обычно также содержит следы флюса, который помогает припою легче смачивать детали.В зависимости от марки флюс изготавливается на основе канифоли или синтетических смол. Современные составы флюсов с использованием синтетической смолы (например, «Clear» от FELDER) производят лишь небольшое количество выделяемого газа, обеспечивают сверхбыстрое смачивание и не образуют брызг, которые могут легко прилипнуть к печатным платам и компонентам или обжечь руки пользователя. Кроме того, они оставляют только прозрачные остатки, что улучшает внешний вид печатной платы.
Какой паяльник правильный? Ассортимент паяльников огромен, и один взгляд на нашу подборку паяльных станций, несомненно, подтвердит правоту.Но какой паяльник для чего лучше? Выбор зависит, прежде всего, от размера деталей и соединений, поскольку они заранее определяют размер наконечника утюга и требуемую тепловую мощность. Например, производитель паяльного оборудования Weller предлагает пять категорий размеров для своего онлайн-инструментария:
Например, производитель паяльного оборудования Weller предлагает пять категорий размеров для своего онлайн-инструментария:
— XS для очень мелких компонентов (0,2-1,25 мм)
— S для мелких компонентов (0,8-1,6 мм)
— M для компонентов среднего размера и универсальных шарниров (1-3 мм)
— L для крупных компонентов (большая масса пайка)
— и XL для очень больших компонентов (большая масса и пайка экранов)
С другой стороны, паяльники также можно классифицировать по мощности, а затем соответствующим образом подбирать для различных применений:
— Иглы для утюга мощностью 5-15 Вт (для SMD-компонентов и тонких проводов)
— Паяльники для тонких паяльников мощностью 15-30 Вт (для типичных электронных приложений)
— Универсальные паяльники на 30-60 Вт (эл.грамм. для кабелей)
— Терморегулирующие утюги мощностью 30-60 Вт
— Большие утюги мощностью более 60 Вт (для пайки и демонтажа экранов)
Подробнее здесь.
Постоянная миниатюризация электроники приводит к появлению все большего количества компонентов, чувствительных к внешнему напряжению и току. Даже небольшой электрический разряд может повредить некоторые детали. Включение и выключение неонового освещения может вызвать скачки напряжения до 30 В на PE электросети, чего достаточно, чтобы вызвать повреждение чувствительной к электростатическому разряду электроники.
Даже небольшой электрический разряд может повредить некоторые детали. Включение и выключение неонового освещения может вызвать скачки напряжения до 30 В на PE электросети, чего достаточно, чтобы вызвать повреждение чувствительной к электростатическому разряду электроники.
Работа с такими чувствительными платами и компонентами требует особой осторожности, чтобы не было разряда из-за разного электрического потенциала между соединением, паяльником и пользователем. Уравнивание потенциалов чрезвычайно полезно. Он начинается с оснащения вашей рабочей станции антистатическим ковриком (включая клемму заземления) и использования браслета (желательно со спиральным шнуром). Конечно, жало и адаптер питания паяльника также должны быть заземлены и иметь такой же потенциал, как и поверхность рабочей станции.Использование специальных антистатических паяльников — еще один хороший способ предотвратить повреждение от электростатического разряда.
599
https://www.reichelt.com/gb/en/Soldering-Irons-WELLER/SP-40N/3/index. html?ACTION=3;ARTICLE=60392;SEARCH=ESD%20SERVICEKIT
html?ACTION=3;ARTICLE=60392;SEARCH=ESD%20SERVICEKIT
| Марка / модель | Технология | Хранение | Время работы | Control | Диапазон температур припоя | Мощность | Наименьшее | Наибольшее | Поставка | Активация / Активация | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| градусов Цельсия | дюймов | Наконечник | Наконечник | ||||||||
| Ersa Independent 75 | Припой газовый | Зажигалка газовая (баллон 10 мл) | k.A. | Ручной | Макс. 580 | 15-75 | 1,0 мм (плоский) | 4,8 мм (плоский) | 3 разных | пьезоэлектрический воспламенитель | |
| Ersa Independent 130 | Газовый припой | Газовая зажигалка (баллон 10 мл) | 120 мин. | Ручной | Макс. 580 580 | 25-130 | 1,0 мм (плоский) | 4,8 мм (плоский) | 4 разных | пьезоэлектрический воспламенитель | |
| Fixpoint 51095 | Газовый припой | Газовая зажигалка (баллон 6 мл) | 20 мин. | Ручной | 200-400 | к.А. | 1,6 мм (круглый) | 3,0 мм (круглый) | 1,6 мм | пьезоэлектрический воспламенитель | |
| Fixpoint 51096 | Газовый припой | Газовая зажигалка (баллон 6 мл) | 20 мин. | Ручной | 200-400 | к.А. | 1,6 мм (круглый) | 2,7 мм (плоский) | 5 различных | пьезоэлектрический воспламенитель | |
| Fixpoint 76780 | Газовый припой | Газовая зажигалка (баллон 10 мл) | 60 мин. | Ручной | 250-550 | к.А. | 2,5 мм (круглый) | 5,4 мм (плоский) | 2,5 мм | пьезоэлектрический воспламенитель | |
| Weller Pyropen Junior (PP JR) | Газовый припой | Бутан (баллон 6 мл) | 60 мин. | Ручной | 400-500 | 20-60 | 1,0 мм (круглый) | 3,0 мм (плоский) | 1,0 мм | Зажигалка | |
| Weller Pyropen WP 60 | Газовый припой | Бутан (баллон 6 мл) | 60 мин. | Ручной | 500-1300 | к.А. | 1,0 мм (круглый) | 5,0 мм (плоский) | 1,0 мм | Зажигалка | |
| Weller Pyropen Piezo | Газовый припой | Бутан (бак 28 мл) | 4 часа | Ручной | 350-500 (-1300) | 0,5 мм (круглый) | 5,0 мм (плоский) | пьезоэлектрический воспламенитель | |||
| Weller WHS MC | Аккумуляторная паяльная станция | Аккумулятор LiFePo4 | 1 ч | цифровой, ЖК-дисплей | 100…400 | 50 | 0,8 мм (плоский) | 3,6 мм (плоский) | 1,3 мм | Переключатель | |
| Weller WSM 1C | Аккумуляторная паяльная станция | Аккумулятор 12 вольт на входе паяльной станции | к. А. А. | цифровой, ЖК-дисплей | 100 … 400 | 50 | 0,2 мм (круглый) | 2,2 мм (плоский или клиновидный) | 1,3 мм | Переключатель |
Основные причины использования теплового стека для пластиковой сборки
Несмотря на то, что существует множество промышленных процессов для сборки высококачественной пластмассы, тепловые ставки продолжают занимать значительную долю рынка в этих секторах.В то время как в прошлом промышленные изделия крепились с помощью аппаратных креплений, эта практика стала устаревшей, когда технология теплового штыря стала отраслевым стандартом.
Heat Staking устраняет необходимость в дополнительном оборудовании, которое может выйти из строя, сломаться или иным образом пострадать от проблем контроля качества. Кроме того, крепежные детали, как правило, более дороги и трудозатратны, чем крепежные изделия из пластика с термической укладкой.
Пластиковая сборка с термовставкой — как это работает?
Технология теплового стейкинга довольно проста по своей концепции. Когда два или более компонента необходимо соединить друг с другом, и, по крайней мере, один из них изготовлен из термопласта, можно использовать сочетание тепла и давления для преобразования пластика в различные формы или профили, чтобы удерживать или соединять части вместе.
Когда два или более компонента необходимо соединить друг с другом, и, по крайней мере, один из них изготовлен из термопласта, можно использовать сочетание тепла и давления для преобразования пластика в различные формы или профили, чтобы удерживать или соединять части вместе.
Это создает прочное соединение без использования аппаратных средств, которое использует присущую пластику прочность, чтобы удерживать готовую сборку вместе.
Основное преимущество теплового закрепления по сравнению с технологиями на основе крепежа состоит в том, что производители могут выполнять все тепловые стыковки за один машинный цикл и движение по сравнению с отдельными движениями, необходимыми для каждой застежки.Второстепенное преимущество заключается в том, что производителям не нужно менять основной материал — он может оставаться «КАК ЕСТЬ», в то время как пластик подвергается термообработке, чтобы соответствовать его окончательным размерам.
В отличие от ультразвуковой пластиковой сборки, в которой используются высокочастотные колебания для генерирования тепла, необходимого для соединения пластиковых компонентов друг с другом, тепловая фиксация безопасна для использования с широким спектром электронных устройств и обеспечивает более высокую прочность на разрыв по сравнению с ультразвуковой техникой. Известно, что ультразвуковые колебания вызывают или повреждают чувствительные электронные компоненты и вызывают холодные паяные соединения или трещины в печатных платах.
Известно, что ультразвуковые колебания вызывают или повреждают чувствительные электронные компоненты и вызывают холодные паяные соединения или трещины в печатных платах.
Технология теплового стекинга, с другой стороны, почти не создает механических напряжений, потому что она работает за счет точного контроля и приложения температуры и давления, чтобы вызвать преобразование пластика, с которым он контактирует. Даже стеклонаполненный пластик можно надежно соединить с помощью этого метода термоукладывания, чего нельзя сказать о холодном стейкинге или других методах.
Тот факт, что нагрев полностью локализован на небольшой площади, означает, что электроника защищена от повреждений.Машины для сборки пластмасс компании Thermal Press могут работать очень точно в пределах небольших температурных интервалов технологического процесса, как того требуют самые деликатные и самые сложные термопласты, используемые сегодня в высококачественных медицинских, автомобильных, телекоммуникационных и потребительских товарах.
Какие материалы лучше всего подходят для термопресса?
Технология термостектирования идеальна для большинства природных и смешанных термопластов, представленных на рынке сегодня, а также для наиболее прочного стекла и / или пластмасс с другими наполнителями. Он дает высококачественные результаты при использовании с любым из следующих материалов:
- Поликарбонат (ПК)
- Полипропилен (ПП)
- Полистирол (ПС)
- Акрилонитрилбутадиенстирол (ABS)
- Нейлон (GFN или нейлон 6/6)
- Ultem (GFN или нейлон 6/6)
Это делает размещение тепла идеальным для размещения штампованных светодиодных матриц или гибких светодиодных схем в пластмассовых корпусах для OEM-производителей автомобильной и авиакосмической промышленности.Тепловая фиксация также является предпочтительным процессом во многих приложениях сборки медицинских устройств для прикрепления пластырей к носимым устройствам для измерения уровня глюкозы и носимым устройствам для выдачи лекарств по сравнению с более хрупким ощущением от пластыря, приваренного ультразвуком, к коже пациента. Возможность простого перехода на несколько сборок за один машинный цикл делает тепловую разбивку очень желательным и контролируемым вариантом производственного оборудования по сравнению с другими технологиями.
При поиске станков и инструментов для сборки пластмасс с термоостаиванием опасайтесь очень недорогих вариантов — нельзя ожидать, что дешевые или «недорогие» станки будут поддерживать постоянную температуру и движение на протяжении всего производственного цикла.Машины для термообработки должны работать с точной температурой, движением и силой, чтобы поддерживать «золотую середину» для получения оптимальных результатов теплового разбивки, которые возникают при температуре ниже температуры плавления термопластов, чтобы поддерживать наиболее эффективный и воспроизводимый процесс сборки.
Обзор нюансов сварочной техники. Виды полипропиленовых туб
Пластиковые трубы благодаря своей демократичной стоимости и простоте подключения занимают лидирующие позиции при устройстве сантехнических и даже тепловых сетей.Несмотря на то, что эти конструкции менее долговечны и долговечны, чем металлические, многие отдают предпочтение им, собираясь менять инженерные коммуникации в своих домах и квартирах. Особенно привлекает быстрый монтаж изделий, так как пайка полипропиленовых труб позволяет создать прочное и надежное соединение буквально за несколько минут.
Классификация полипропиленовых труб
Особо прочный пластик, используемый для производства труб, не подвержен коррозии, устойчив к отложению солей и появлению известкового налета.Полипропиленовые конструкции рассчитаны на длительную эксплуатацию. Производитель дает гарантию на оборудование 50 лет.
Это действительно возможно при условии, что трубопроводы будут эксплуатироваться в условиях давления и температуры, предусмотренных инструкцией по эксплуатации. Детали рассчитаны на длительное воздействие высокого давления при низкой температуре транспортируемой жидкости и, наоборот, высокой температуры жидкости при низком давлении.
Все полипропиленовые трубы можно разделить на четыре категории.
Полипропиленовые трубы выпускаются четырех цветов, что не означает ограничений в использовании, за исключением черных, которые изготавливаются наиболее защищенными от УФ-излучения. Конструкции используются в системах водоснабжения и отопления, их можно соединять с металлическими конструкциями. Может использоваться на всех типах трубопроводов: открытых, закрытых и настенных. Полипропиленовые трубы делятся на категории:
- PN 10 — вариант с тонкими стенками. Применяется для теплых полов, температура которых не выше 45С, или для разводки холодной воды.
- PN 16 применяется для организации холодного водоснабжения в системах высокого давления или трубопроводах отопления низкого давления.
- PN 20 — труба универсальная, может использоваться как для горячего, так и для холодного водоснабжения, где температура не выше 80С.
- PN 25 — Дизайн отклонен алюминиевой фольгой. Используется для центрального отопления и суммирования температуры горячей воды не выше 95С. Может использоваться для соединения металлического трубопровода с пластиком.
Подготовка к сварке + технологические нюансы
В руководствах, описывающих технологию пайки, указано, что конструкции диаметром менее 63 мм обычно соединяются методом сварки в поле.В местах стыков труб используются фитинги, специальные соединительные детали, к которым привариваются элементы. Соединение труб большого диаметра без фитингов осуществляется стыковой сваркой. Для них этот способ считается самым надежным.
Пайка труб из полипропилена с помощью ручного сварочного аппарата, который в народе называется утюгом. Для деталей диаметром более 40 мм специалисты рекомендуют использовать несколько более сложные в эксплуатации инструменты с центрирующими приспособлениями.Сварочные аппараты оснащены специальными съемными трубными насадками. Они представляют собой нагревательные элементы, выполненные в виде втулки для оплавления внешней части трубы или дорна для нагрева внутренней поверхности детали.
Аппарат ручной для сварки полипропиленовых труб
Размеры диаметров форсунок варьируются от 14 до 63 мм. Нагревательные элементы покрыты тефлоном, антипригарным материалом. В процессе сварки необходимо следить за чистотой форсунок и протирать их после каждого использования специальными скребками по дереву или брезентовой тряпкой.Делать это нужно до тех пор, пока предметы не останутся горячими, чистка холодных частей недопустима.
Порядок работы
Этап №1 — Подготовка сварочного аппарата
Устройство необходимо устанавливать на ровной поверхности, чтобы к нему был легко получить доступ. Перед началом работ необходимо определиться с трубами какого диаметра паять и подготовить необходимые ТЭНы. Конструктивные особенности устройства позволяют использовать сразу несколько насадок.
Рекомендуется установить все необходимое для прогрева устройства.Устройство нагревается равномерно, поэтому расположение нагревательного элемента не влияет на температуру сопла. Их закрепляют так, как это будет максимально удобно для работы. Для установки форсунок используйте специальные ключи. Желаемая температура отображается на панели управления, для полипропиленовых труб она составляет 260 °. Устройство включается и нагревается, что занимает около 10-15 минут.
При отрицательных значениях температуры сварка запрещена. Кроме того, время пайки полипропиленовых труб зависит от температуры в помещении: на жаре она уменьшается, на холоде увеличивается.
Этап №2 — Подготовка труб
С помощью трубок или специальных ножниц деталь обрезается под прямым углом. Место среза очищают и вместе с фитингом обезжиривают мыльным или спиртовым раствором. Детали хорошо просушены. Если работы ведутся с трубами ПН 10-20, сварка возможна. Если с PN 25, нужно дополнительно очистить верхние слои алюминия и полипропилена. Работа с шалью выполняется точно, но с глубиной сварки, которую можно определить по величине сопла сварочного аппарата.
Обрежьте полипропиленовую трубку только под прямым углом
Этап № 3 — Нагрев деталей
Элементы надеваются на насадку аппарата нужного диаметра. Труба вставляется в муфту до ограничителя, показывающего глубину сварки, и устанавливается фитинг на дорн. Время нагрева деталей строго выдерживается. Для каждого типа труб он разный, значения можно посмотреть в специальной таблице.
Этап №4 — Сварка элементов
Предварительно нагретые детали извлекаются из аппарата и уверенным быстрым перемещением с соблюдением соосностей элементов соединяются между собой.Соединяющие их части нельзя наматывать по оси или изгибать. Также необходимо строго следить за тем, чтобы труба входила на глубину, определяемую внутренней границей фитинга.
Детали прогреваются строго определенное время.
Этап №5 — Подключение охлаждения
Предварительно нагретые детали необходимо охладить, особенно это важно для тонкостенных труб. Любые деформации деталей в это время недопустимы, они могут привести к посадке внутреннего просвета трубы.После полного остывания детали необходимо промыть или пропустить их через них, чтобы убедиться в их проходимости.
Видео-пример паяльных работ
Также весь этот процесс можно наблюдать в этой видеоинструкции:
Рекомендации, как паять трубы из полипропилена довольно просты. Вы справитесь с этой работой самостоятельно. Опытные сварщики предлагают новичкам выполнить пайку первой детали, охладить и разрезать, чтобы убедиться, что все сделано правильно.Если есть ошибки, они будут сразу заметны. Таким образом, можно быстро научиться выполнять надежные компаунды из полипропиленовых труб, которые непременно пригодятся в процессе монтажа или ремонта трубопроводов.
Возможность собрать трубопроводы самостоятельно — несомненный плюс изделий из полипропилена. Из удобного и легкого материала можно собственноручно соорудить канализацию, починить и модернизировать сантехнику.
Главное понимать специфику совмещения сборных элементов между собой.Согласитесь, это важная часть работы, отвечающая за герметичность магистрали и ее бесперебойную работу.
Предлагаем Вам подробную информацию о том, как паять полипропиленовые трубы, какое оборудование используется в работе, а также перечисляем наиболее частые ошибки начинающих сварщиков.
Предлагаемая нами информация поможет наладить бесперебойную связь. Для наглядного восприятия статья дополнена графическими приложениями и видеогидами.
Процесс пайки осуществляется благодаря ярко выраженным термопластичным свойствам материала.Полипропилен размягчается при нагревании — приобретает состояние, похожее на пластилин.
Галерея изображений
Такой паяльник выглядит («Утюг») для труб из полипропилена. Электроустройство простое, полуавтоматическое, благодаря которому делается пластиковая игла
При выполнении стыковой сварки конструкции из припоев отличаются повышенной сложностью. Обычно в составе этой техники присутствует не только ТЭН, но и система центровки свариваемых деталей.
Аппарат прямой сварки, как и сама технология, как правило, редко используется в бытовой сфере. Приоритет использования — промышленность.
Более сложное устройство, с помощью которого выполняется точное центрирование свариваемых деталей с последующим процессом нагрева и пайки. Используется с технологией прямой сварки
Кроме паяльной одежды мастеру понадобятся:
- ножницы -;
- конструкция рулетки;
- Corolnic Обслуживание;
- футляр для труб с армированием;
- маркер или карандаш;
- средство обезжиривания поверхностей.
Так как работа ведется на высокотемпературном оборудовании, необходимо надевать плотные рабочие перчатки.
Порядок сварки полипропилена
Важное предупреждение! Работы по сварке полимерных материалов следует проводить при хорошей вентиляции помещения. При нагревании и плавучести полимеров выделяют токсичные вещества, которые в определенной концентрации серьезно влияют на здоровье человека.
Процедура сварки полипропилена проста, но требует аккуратности и аккуратности в работе.Также следует избегать банальных ошибок, таких как недостаточный или избыточный нагрев.
В первую очередь необходимо подготовиться к работе:
- На плато ТЭН установить заготовки нужного диаметра.
- Комплект регулятора 260ºС.
- Подготовить детали сопряжения — закрепить, снять фаску, обезжирить.
- Включите паяльную станцию.
- Дождитесь набора рабочей температуры — включите зеленый индикатор.
Совпадающие детали (труба — муфта) одновременно надеваются на заготовки паяльной станции.В этом случае полипропиленовая трубка пропитывается внутренней областью одной заготовки, а муфта (или гнездо фасонной детали) — внешней поверхностью другой заготовки.
Обычно концы трубы вставляются по границе отмеченной ранее линии, и сцепление выполняется до упора. Выдерживая полипропиленовые детали на разогретых гномах, следует помнить о важном технологическом нюансе — времени выдержки.
Галерея изображений
Выводы и полезное видео по теме
Профессионалу всегда есть чему поучиться.Как работать с полипропиленом, можно увидеть в следующем видео:
Монтаж трубопроводов из полимеров методом их пайки «на горячем» — удобный и популярный прием. Успешно применяется в условиях прокладки коммуникаций, в том числе на бытовом уровне.
Этим методом сварки могут воспользоваться люди без опыта работы. Главное правильно понять технологию и убедиться в точности ее исполнения. А технологическое оборудование можно купить или арендовать.
Есть опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставляйте комментарии и задавайте вопросы по теме в форме ниже.
В сети можно найти множество обучающих видео, монтируемых на полипропилене.
Как паять полипропиленовые трубы — видео в целом покажет, но ряд тонкостей и нюансов лучше описать словами. Что мы сейчас пойдем.
Некоторые общие слова
Если вы ищете инструкцию, как правильно паять полипропиленовые трубы — вы, наверное, уже определились с материалом, и нет смысла заострять внимание на его огромных достоинствах.
Тем не менее, необходим ряд общих сведений, чтобы поведение труб в каждый конкретный момент не было для вас неожиданностью.
Термостойкость
Полипропилен начинает терять твердость и форму, начиная с температуры 140 градусов по шкале Цельсия.
Однако производители обычно указывают свои трубы и фитинги как максимальную рабочую температуру гораздо более скромную цифру 95 C.
Не будем особо останавливаться на причинах такой осторожности — они уже обсуждались во многих статьях; Скажем только, что использовать полипропилен в подающих трубопроводах теплоэнергетики действительно не стоит.
Если вы живете в регионах Крайнего Севера и зимой от крана горячей воды часто выламываются пары — неплохо будет отказаться в пользу оцинковки или меди.
Тепловое удлинение
Полипропилен при нагревании сильно меняет свои линейные размеры. По длинной прямой труба, обогрева, идет волнами или спасает. Если по толщине утеплитель из полипропилена монтируется от нахлеста до нахлеста и ограничивается толстой арматурой — возникающие напряжения могут привести к серьезным неприятностям.
Человек, не умеющий правильно паять полипропиленовые трубы, окажется в тупике.
Professional использует одно из двух решений:
- Возможно применение армированных вместо простых полипропиленовых труб . Армированный полипропилен имеет в пять раз меньший коэффициент теплового удлинения. При этом армированные трубы способны выдерживать несколько большее давление.
- Возможно использование компенсаторов — П-образных отводов прямого участка трубы .Эластичный полипропилен, расширяясь, остается прямым за счет того, что ножки импровизированной буквы «П» немного приближаются к
Совет: в случае систем отопления будет хорошей идеей комбинировать оба метода. Армированная труба не имеет теплового расширения, его просто меньше.
Арматура
На способ пайки полипропиленовых труб влияет наличие или отсутствие пресловутого армирующего слоя в трубе.
- Трубка армированная стекловолокном , по монтажу не отличается от невооруженной трубы;
- Труба с алюминиевым армирующим слоем Перед пайкой требуется обязательная зачистка.Для этого используйте специальный инструмент — Шейвер.
Для труб с армирующим слоем он не снаружи, а между слоями полипропилена используется специальный — носитель, в котором узкий нож находится соответственно с торцевой стороны.
Армированные трубы предпочтительнее, если вы собираетесь монтировать систему горячего водоснабжения или отопления. В случае холодной воды армирование влияет только на один фактор — стоимость водоснабжения.
Для горячего водоснабжения и отопления — несомненный плюс
Инструмент
Чем паять полипропиленовые трубы? Для этого воспользуйтесь специальным паяльником.Его правильное название удивит самого капитана. Свидетельство: «Паяльник для полипропиленовых труб». Этот инструмент продается в любом строительном магазине; Младшие модели с минимальной комплектацией стоят от 400-500 руб.
У простейших солдатиков мощность ТЭНа около 800 Вт. Для пайки домашнего водопровода такой мощности хватает с избытком.
В целом мощность паяльника влияет на скорость его нагрева до нужной нам температуры; На сам процесс пайки это не влияет.
Типовой недорогой паяльникимеет связку для труб диаметром 20, 25 и 32 миллиметра. Этого достаточно при установке любого межкомнатного трубопровода в своей квартире.
Большую часть бюджета ремонта лучше вложить в качественную арматуру и полипропиленовые трубы — чем на пайку, не так уж и важно. Написанное на паяльнике слово никак не влияет на качество связи.
Даже если вы не знаете, как паять трубы из полипропилена, большую часть остального необходимого инструмента вы все равно найдете дома.
Помимо паяльного телефона вам понадобится как минимум:
- Рулетка . Смысл необходимых разделов без него не очень удобен;
- Карандаш . Сделайте нужную длину на трубе, тоже что-нибудь понадобится;
- Фреза по металлу . При отсутствии специальных ножниц ей легко отрезать нужный участок трубы. Подойдет, впрочем, и турбина с любым режущим камнем;
- Острый нож .У него желательно снять фаску с трубы при установке.
Кроме того, будет очень удобное дополнение к трубопроводу ножницы для полипропилена. Они позволяют одним движением отрезать трубу идеально и строго под углом 90 градусов к ее оси. Это сэкономит вам много времени; Однако если таких ножниц нет — не рвите 🙂
Совет: Делая визит в магазин за паяльником — смотрите комплектацию.Многие производители ставят в комплект в качестве бонуса. Там иногда можно найти рулетку с карандашом.
Наконец, если вы приобрели полипропиленовые алюминиевые трубы — как их паять без зачистки? Простая бритва вас не испортит, дорогостоящий разовый ремонт того не стоит. Большая его дороговизна обусловлена износостойкостью и большим ресурсом. В нашем случае эти качества просто останутся невостребованными.
Причастная пайка
Так как же крепить полипропиленовые трубы?
- Запомните и отрежьте нужный пропил .Не забудьте добавить те 14-25 миллиметров, которые останутся зажатыми в штуцере;
- Установите нужную насадку в паяльник и включите нагрев . Это займет несколько минут; Именно продолжительность этой фазы зависит от мощности паяльника;
Совет: часто спрашивают, при какой температуре паять полипропиленовые трубы.
Самые примитивные паяльные жала предназначены только для полипропилена и просто не позволяют регулировать температуру; на универсал, который можно паять и более легкий полиэтилен, нужно вручную выставить 260 — 280 С.
- Снимите поверхность с внешней стороны трубы . Очистите прозрачный армирующий алюминий.
Трубу с наружным слоем алюминия нужно просто вставить в зачистку и сделать пару оборотов; В случае внутреннего армирующего слоя придется с некоторым усилием прижать съемник -эцер к концу трубы и повернуть. - Вставьте патрубок в патрубок широкой рукой, на узкую наденьте штуцер .В случае толстостенного фитинга его нагрев займет несколько больше времени; Вы можете дать ему небольшую фору.
Как только поверхности расплавились — вставляем трубу в штуцер и держим еще десяток секунд. Подключение готово.
Сам процесс как паять полипропиленовые трубки — видео которые полно в сети покажут подробно.
Есть, однако, несколько полезных советов, которые смогут помочь новичку.
- Фиксируем с трубами для снятия .Если он не снимается изнутри штуцера — снимаем туда. В противном случае вы рискуете восстановить размягченный пластик, вставив трубу в штуцер.
Соединение может протекать и в любом случае станет намного менее прочным. - Когда вставляете трубу в штуцер — ни в коем случае не поворачивайте . Поверхности будут собирать волны с таким же плачевным результатом для прочности соединения.
- А штуцер и вставляем патрубок в патрубок до упора .Переднюю часть также следует приварить к фитингу. Это особенно важно для труб с внутренним армированием из алюминия.
- Не пытайтесь очистить сопло с тефлоновым покрытием от остатков пластика чем-нибудь металлическим . Лучше протереть грубой тканью с паяльником. Не переживай!
Заключение
Вот и все полипропиленовые трубки — как паять, чем паять и при какой температуре. Удачи в ремонте!
Пластиковые полипропиленовые водопроводные трубы пользуются все большей популярностью в том числе потому, что технология монтажа очень проста и доступна для самостоятельного исполнения.
Но для этого нужно уметь паять полипропиленовые трубы, ведь это основная операция, определяющая долговечность всей системы.
Монтаж пластиковых труб внутренней разводки — довольно простой, но достаточно трудоемкий процесс, поэтому, в первую очередь, нужно понимать, как паять полипропилен.
Свойства полипропилена
Одним из многочисленных материалов из семейства пластмасс является полипропилен, который является продуктом полимеризации двух газов: этилена и пропилена, смешанных в определенной пропорции.В результате получаются гранулы, из которых методом экструзии получают различные продукты.
Продукция для водоснабжения изготавливается из пластика марки PPR со следующими характеристиками:
- диапазон рабочих температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
Вышеуказанные параметры подходят для холодного водоснабжения, но необходимость характеристик более широкого спектра очевидна.Поэтому для их улучшения используются определенные технологические приемы.
Одно из них — армирование стен стеклопластиком или алюминием. Для этого поверх готовой трубы накладывается слой стекловолокна или алюминиевой фольги, а затем наносится еще один слой полипропилена.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.
Радикальным способом армирования полипропиленовых изделий является установка металлической прослойки.Для этого используется алюминиевая фольга в виде полосы.
Намотывается по винту в клеевом слое, второй клеевой слой наносится поверх металлической фольги. Укрытие для улицы выполнено из того же полипропилена.
Такие изделия подходят для использования в системах водоснабжения с высоким давлением до 6 атмосфер.
Какие изделия из полипропилена выбрать
Для малоизвестных сетей холодного водоснабжения наиболее практичными являются изделия PN16. Они легко выдерживают давление до 2 атмосфер при температуре до +40 градусов.Этого достаточно, чтобы выдержать нагрузку водопровода в частном доме или системы полива в теплице или саду.
Посмотреть видео
Более стойкие к различным воздействиям полипропилена PN20 изделия, которые считаются универсальными и могут применяться, в том числе, для обогрева с температурой теплоносителя до 95 градусов.
Но самые надежные из всех труб PN25, трубы, армированные алюминием или стекловолокном, являются самыми надежными.
Монтажное оборудование из полипропилена
Водопроводные трубы из полипропилена имеют свои особенности с точки зрения технологии сборки, определяемые свойствами исходного материала.Перед тем как паять трубы из полипропилена, нужно приобрести для этого специальный инструмент.
Набор не очень обширный, но в нем есть приспособления, которые используются только для этого процесса:
Ножницы для резки изделий из полипропилена. Они нужны для того, чтобы обеспечить строго перпендикулярный срез. Если в месте сопряжения при пайке образуется зазор, возникает вероятность герметичности соединения.
Shawer — Устройство для зачистки поверхности изделий перед пайкой.Без этого приспособления пайка полипропиленовых труб, армированных любыми материалами, невозможна. Дело в том, что пайка полиэтилена — это диффузионный процесс, при котором происходит взаимное проникновение расплавленного материала.
Естественно, алюминий или стекловолокно для этой цели не подходят. С помощью этого инструмента вы также можете снять фаску под углом 45 градусов на концах соединяемых деталей, чтобы облегчить стыковку во время процесса пайки.
Конструктивные решения данного набора приспособлений, поэтому при покупке инструмента предоставляется широкий выбор.
Паяльник. Основные средства, применяемые при пайке полипропиленовых водопроводных труб. В его основе лежит плита, на которую крепятся сменные втулки различных размеров. Эти пары насадок — одно для фитинга, второе для трубы.
Соединяемые детали устанавливаются на сменный инструмент. Включение производится на ручке прибора, там установлен терморегулятор. Время нагрева сопрягаемых частей от 6 секунд и более.
Обычно в состав инструмента входят отвертка для установки сменного инструмента, маркер для разметки, рулетка для проведения измерений.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к монтажу электропроводки во многом определяет ее работоспособность и долговечность.
Посмотреть видео
Кроме того, одной из основных задач данных мероприятий является просчет реальной потребности в элементах водоснабжения.
Выбрать схему подключения
В настоящее время распределены по основным цепям трубопроводной разводки:
Тройник. — С его помощью каждый водопотребитель подключается к центральной трубе, подключенной к стояку. Для этого используются тройники.
Недостатком такой схемы является то, что при открытии нескольких кранов Давление в подающей магистрали резко падает И расход воды в каждом из них уменьшается. Особенно страдают точки разбора, удаленные от стояка.
Второй негативный момент — при необходимости текущего ремонта приходится на это время отключать всю схему водоснабжения.
Чайные схемы используются в квартирах или небольших частных домах. Из плюсов можно назвать простоту монтажа и относительно небольшой расход материалов.
Коллективная схема подключения . Этот способ формирования водопроводной сети заключается в том, что подводящая труба проводится к топографическому центру водопровода и заканчивается гребенчатым набором.
Гребенка представляет собой короткую насадку с установленной на ней резьбой с шаровым краном. Таким образом, формируется распределительный узел, от которого производится разводка до точек потребления.
В результате можно перекрыть любую точку водопотребления отдельно. Остальная часть системы продолжает работать в обычном режиме с тем же потоком воды.
Температурные режимы работы
Производители продукции для водопроводов заявляют максимальную температуру теплоносителя 95 градусов.Однако физические свойства материала несколько отличаются от этого показателя.
Размягчение полипропилена начинает проявляться при температуре около 140 градусов, плавление происходит при 175. Учитывая эти параметры, можно сделать вывод, что данный материал подходит для любых труб отопления, кроме пара.
Рабочая температура по ступеням ровно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала в том, что от температуры 135 градусов он начинает размягчаться .Проводка начинает экономить, тонет и в конечном итоге возникает разрыв.
Производители полипропиленовых труб официально декларируют существенно более низкую допустимую температуру, желая застраховать свою продукцию и сделать ее более долговечной.
Следует отметить, что в правильно оборудованном жилище с достаточной теплоизоляцией стен такой рабочей температуры вполне достаточно.
Следует отметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы с рядом преимуществ:
- Устойчивость линейного расширения элементов водопровода под действием термических и механических нагрузок.Они выдерживают давление до 10 атмосфер без заметных изменений.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре, превышает аналогичный показатель невооруженных изделий.
- Температура плавления у тех и других продуктов одинакова, но при равных условиях труба без армирования разрушается, но не армируется.
Как паять трубы из полипропилена своими руками
Процесс пайки полипропиленовых изделий несложный и поэтому получил широкое распространение в технологии монтажа водопроводных труб систем холодного и горячего водоснабжения и отопления.
Однако есть некоторые тонкости, которые необходимо знать и учитывать в своей работе.
Как решить метод диффузии — инструкция к шагам
Процесс пайки основан на оплавлении поверхности детали на определенную глубину. Если в таком состоянии соединить две части и охладить их, то материал возвращается в исходное состояние и принимает исходную структуру.
Посмотреть видео
За это время расплав успевает растянуться, создавая монолитный материал на всю глубину проникновения.В физике это называется диффузионной сваркой.
Соединение предполагает выполнение следующих технологических операций:
- Отрезать специальными ножницами трубу необходимой длины.
- Снимите фаску под углом 45 градусов с обоих концов.
- Очистить загрязнения и обезжирить поверхности заготовки снаружи и фитинга внутри.
- Установить на паяльник насадку необходимого размера.
- Включите паяльник и прогрейте детали в указанное в инструкции время.
- Снимите детали с паяльника и закрепите их в нужном положении. Держите, чтобы полностью остыть.
Необходимо уделять пристальное внимание соблюдению времени нагрева. Для получения качественного компаунда необходимо, чтобы под слоем расплавленного пластика оставалась твердая основа. Это позволит элементам стыковаться коаксиально. Если детали перегреваются и пластик размягчается на всю толщину, соединить их будет невозможно, они просто уснут.
Из приведенной выше таблицы ясно, сколько времени необходимо для качественного прохождения каждого этапа сборки.Как видно, условия довольно тяжелые.
Выполняя пайку своими руками, важно перед началом работы построить несколько тестовых переходов, чтобы проверить срок службы временных материалов.
Также необходимо обратить внимание на точность установки в осевом направлении при соединении деталей между собой. Время на контроль и исправление останется несколько секунд.
Посмотреть видео
При какой температуре паяются полипропиленовые трубки в конструкции сварочного аппарата важно соблюдать рекомендации по времени нагрева деталей.Этот показатель зависит от мощности инструмента, которая в разных моделях может отличаться.
Как припаять муфту (развальцованную)
Этот метод соединения используется для соединения изделий с целью исключения прямых участков. Для этого используйте штуцер муфты.
Посмотреть видео
Устанавливается на конец трубы пайкой, после чего припаивается внутренняя часть детали. Пайка производится по описанной технологии.
Метод Fuerate
Чаще называют сваркой. Принцип работы остался прежним — плавление материала, сжатие двух концов в специальном механизме, охлаждение. Такой способ стыковки применяется для изделий диаметром более 63 миллиметров.
Торцевая стыковка по этой технологии может успешно применяться в полевых условиях. Как именно паять трубы полипропиленовые домкраты?
Для этого необходимо предварительно механически обработать торцы, обеспечив абсолютную параллельность зажатых концов.
Посмотреть видео
Как припаять армированный полипропилен
Армирующий слой, укрепляющий структуру полипропиленовой трубки. Создает специфическое препятствие стыковке отдельных деталей. Усиливающая вставка предотвращает диффузию материала, в результате чего соединение становится ненадежным.
Посмотреть видео
Единственный способ обеспечить надежное соединение — удалить армированный слой. Снятие внешнего и армирующего слоя производится специальным инструментом — шуером.
После зачистки верхнего слоя необходимо тщательно удалить заусенцы и очистить поверхность от загрязнений, после чего можно производить пайку по указанной выше технологии.
Чтобы понять, при какой температуре паяется армированный полипропилен, необходимо иметь в виду, что его структура ничем не отличается от обычных труб и режимы пайки такие же.
«Холодная сварка» полипропиленовых компаундов
Двухкомпонентный эпоксидный состав под этим названием приобрел определенную популярность благодаря своей эффективности.Привлекает простотой использования — достаточно выкурить комок состава и нанести на склеиваемые поверхности. Время отбраковки смеси около 10 минут, полного схватывания — около часа.
Физические свойства клеевого состава не позволяют использовать его в системах горячего водоснабжения или отопления. Подходит только для монтажа водопровода.
Соединение полипропиленовых труб электролитическим способом
Этот способ монтажа широко применяется в промышленности.В этом случае для выполнения стыков используются электрофининги. В корпус детали при ее изготовлении устанавливается ТЭН.
Установка системы производится без пайки, но каждый штуцер подключается к источнику питания. Только по окончании выполнения разводки на него подается напряжение.
Под действием тока ТЭН расплавляет сопрягаемые детали до необходимого состояния, отключение происходит автоматически. После охлаждения частей вся сеть или ее локальный участок готовы к работе.
Посмотреть видео
Использование такого способа установки значительно увеличивает производительность и исключает личный фактор при выполнении работы. Поэтому качество подключений стабильно для всей водопроводной сети.
Такая технология позволяет качественно производить сборку элементов трубопроводов в труднодоступных местах.
Пайка труб на сложных участках
При сборке водопровода или системы отопления сложной конфигурации могут возникнуть проблемы с доступом к месту пайки.Как паять полипропиленовые трубы в труднодоступных местах?
Посмотреть видео
В процессе подготовки необходимо условно разбить всю сеть на отдельные узлы, которые можно подключить к верстаку, после чего готовые ответвления ввариваются в систему в двух-трех точках. Сложными для монтажа участки можно считать:
- трубопроводов под потолком;
- в местах, где невозможно разместить паяльник.
Лучший способ избежать сложностей в этом случае — не допустить их возникновения. Для этого нам нужно учитывать порядок сборки, изготовления сложных узлов на верстаке, а не на руках. Если это невозможно сделать, лучше использовать электрофинги.
В основном возникновение затруднений такого рода является следствием ошибок проектирования. Технологичность монтажа — главное условие для дизайнера.
Крепление седла в водопроводной системе
Этот элемент трубопровода используется для создания дополнительной розетки, и необходимость его установки возникает, как правило, при ремонте активной проводки.
Посмотреть видео
К трубке большего диаметра добавляется фитинг меньшего размера, который позволяет отводить от активной разводки под углом 90 градусов.
Для этого нужно:
- В стенке действующей трубы мастеру нужно просверлить отверстие нужного диаметра, убрать заусенцы и выполнить фаски.
- Подходящие детали прогреваются паяльником по традиционной технологии.
- Седло (фитинг) плотно устанавливается в отверстие в трубе.
Такой способ создания дополнительных ответвлений в водопроводе из полипропиленовых труб позволяет продолжить развитие сети с наименьшей трудоемкостью.
Знание того, как правильно паять полипропилен, позволит без труда монтировать трубопроводы любой длины и степени сложности.
Видео Как выбрать аппарат для сварки полипропилена
Посмотреть видео
Настолько практичны в применении, что заняли практически всю нишу по доле продаж, вытеснив традиционный металл. Связано это в первую очередь с первыми характеристиками труб ПНД.
В некоторых странах с трубами малого диаметра в закрытых помещениях так далеко и дошли.
Но паять армированные полипропиленовые трубы просто и экономически выгодно.
Необходимые инструменты
Для пайки полипропиленовых труб своими руками потребуется т.н.Это специальные соединительные элементы, часто угловатой формы.
Они различаются по форме.
Бывают из разных материалов, однородных или нескольких, например металл с пластиком. И применено в разных работах:
Но надо учитывать, что резьба часто течет, и пайка — лучшее соединение. Нити иногда пломбируются средствами.
Ножницы бывают двух видов, в зависимости от диаметра. Иногда используется шейер и фальшивка.
Сварочный аппарат представляет собой конструкцию с различными отверстиями.
В эти отверстия разного диаметра крепятся специальные насадки для пайки. В комплект входят различные насадки со специальным покрытием, за которым следует тщательный уход.
Есть несколько типов устройств, рассчитанных на разную мощность. Соответственно на разных диаметрах. Температура работы регулируется специальным переключателем.
Sheer — специальное приспособление для снятия армированного слоя с поверхности концов.
Для очистки от ненужного пластика и уровня используется выравнивание.
Подготовительные работы
Перед тем, как приступить к пайке, необходимо сделать предварительный проект.
В нем должны быть видны все стыки и длины сегментов, а также предписаны крепления к поверхностям. Такая работа снизит вероятность ошибок.
Также рассчитать необходимое количество материала . Если они сделаны по аналогии со старыми системами, они бесплатны.
Prepaid изготавливаются из заготовок — отрезают трубы необходимой длины. Для этого к расстоянию между фурнитурой прибавляется 30 мм. Затем разрежьте специальными ножницами ровно под 90 градусов. Затем фиксируется штуцер и отмечается расстояние. Продольная разметка помогает соединять элементы трубы по осям.
При припаивании армированных труб к концам они проходят по поверхности, очищая поверхность. Крепеж сделан такого диаметра, что без верхнего слоя будут укладываться только трубы.
Как паять полипропиленовые трубы .
-
Устройство включается. Важно подготовить место для работы, чтобы оно ни на что не отвлекало. Его нужно постоянно включать. - Концы труб обезжириваются и очищаются от мелкой пыли и мусора. Соединительные элементы можно мыть водой.
- В специальное отверстие паяльника вставляется подходящая насадка.
главная »Наружная канализация» Пайка полипропиленовых труб: Обзор нюансов сварочной техники.Виды полипропиленовых туб
.