

Подбор автомата по мощности таблица: Страница не найдена
Расчет автомата по мощности
Выбор автоматического выключателя
Для увеличения безопасности, электропроводку в квартире нужно делить на несколько линий. Это отдельные автоматы для освещения, розеток кухни, остальных розеток. Бытовые приборы большой мощности с повышенной опасностью (электроводонагреватели, стиральные машины, электрические плиты), нужно включать через УЗО.
Удобный монтаж автоматов в щиткеУЗО вовремя среагирует на утечку тока и отключит нагрузку. Для правильного выбора автомата важно учесть три основных параметра; – номинальный ток, коммутационную способность отключения тока короткого замыкания и класс автоматов.
Расчетный номинальный ток автомата – это максимальный ток, который рассчитан на длительную работу автомата. При токе выше номинального, происходит отключение контактов автомата. Класс автоматов означает кратковременную величину пускового тока, когда автомат еще не срабатывает.
Пусковой ток многократно превосходит номинальное значение тока. Все классы автоматов имеют разные превышения пускового тока. Всего имеется 3 класса для автоматов различных марок:
– класс В, где пусковой ток может быть больше номинального от 3 до 5 раз;
– класс С имеет превышение тока номинала в 5 – 10 крат;
– класс D с возможным превышением тока номинального значения от 10 до 50 раз.
Маркировка автоматического выключателяВ домах, квартирах используют класс С. Коммутационная способность определяет величину тока короткого замыкания при мгновенном отключении автомата. У нас используются автоматы с коммутационной способностью 4500 ампер, зарубежные автоматы имеет ток к. з. 6000 ампер. Можно использовать оба типа автоматов, российские и зарубежные.
Расчет автоматического выключателя
Выбирать автоматы можно с расчетом по току нагрузки или сечению электропроводки.
Расчет автомата по току
Подсчитываем всю мощность нагрузок на автомат. Плюсуем мощности всех потребителей электричества, и по следующей формуле:
I = P/U
получаем расчетный ток автомата.
P- суммарная мощность всех потребителей электричества
U – напряжение сети
Округляем расчетную величину полученного тока в большую сторону.
Расчет автомата по сечению электропроводки
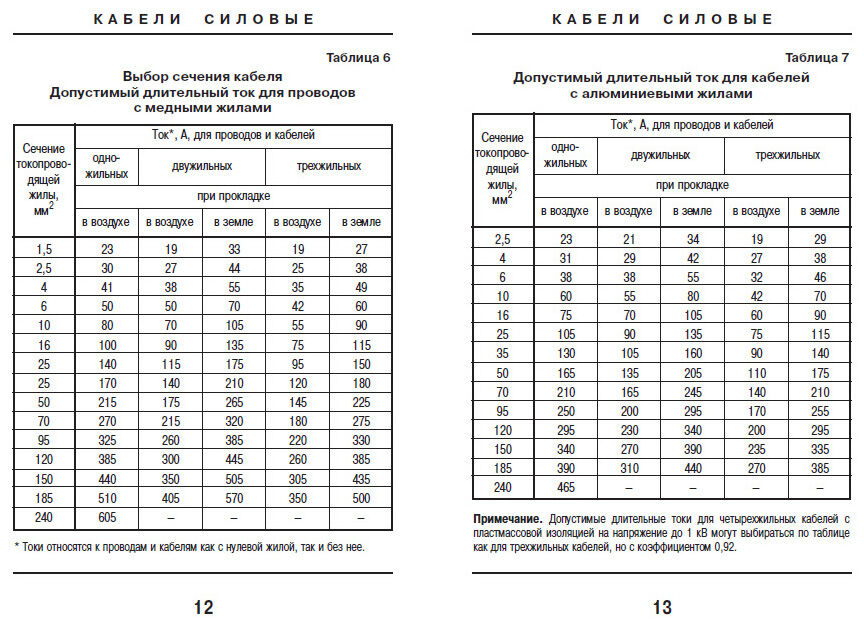
Чтобы выбрать автомат можно воспользоваться таблицей 1. Выбранный по сечению электропроводки ток, уменьшают до нижней величины тока автомата, для снижения нагрузки электропроводки.
Выбор номинального тока по сечению кабеля. Таблица №1Для розеток автоматы берут на ток 16 ампер, так как розетки рассчитаны на ток 16 ампер, для освещения оптимальный вариант автомата 10 ампер. Если вы не знаете сечение электропроводки, тогда его нетрудно рассчитать по формуле:
S – сечение провода в мм²
D – диаметр провода без изоляции в мм
Второй метод расчета автоматического выключателя является более предпочтительным, так как он защищает схему электропроводки в помещении.
Выбор автомата по мощности, нагрузки, таблица
Действие коротких замыканий пагубно влияет на электрическую проводку, приводит к ее разрушениям и служит частой причиной возгораний. С целью предупреждения подобных ситуаций устанавливаются различные средства защиты. В настоящее время широко используются автоматические выключатели, заменившие фарфоровые пробки с плавкими вставками. Эти приборы являются более надежными и совершенными. В связи с этим нередко возникает вопрос, как правильно выбрать автомат по мощности и нагрузки.
Принцип работы защитного автомата
Основной функцией автоматических выключателей является защита изоляции проводов и силовых кабелей от разрушений под действием токов коротких замыканий. Эти приборы не способны защитить людей от поражения электротоком, они оберегают только сеть и оборудование. Действие автоматических выключателей обеспечивает нормальный режим функционирования проводки, полностью устраняя угрозу возгорания.
При выборе автомата нужно обязательно учитывать, что завышенные характеристики прибора будут способствовать пропуску токов, критических для проводки. В этом случае не произойдет отключения защищаемого участка, что приведет к оплавлению или возгоранию изоляции. В случае заниженных характеристик автомата линия будет постоянно разрываться при запуске мощной техники. Автоматы очень быстро выходят из строя вследствие залипания контактов под воздействием слишком высоких токов.
В этом случае не произойдет отключения защищаемого участка, что приведет к оплавлению или возгоранию изоляции. В случае заниженных характеристик автомата линия будет постоянно разрываться при запуске мощной техники. Автоматы очень быстро выходят из строя вследствие залипания контактов под воздействием слишком высоких токов.
Основными рабочими элементами автоматов являются расцепители, непосредственно разрывающие цепь в критических ситуациях. Они разделяются на следующие виды:
- Электромагнитные расцепители. Они практически мгновенно реагируют на токи короткого замыкания и отсекают нужный участок в течение 0,01 или 001 секунды. Конструкция включает в себя катушку с пружиной и сердечник, втягивающийся под воздействием высоких токов. Во время втягивания сердечник приводит в действие пружину, связанную с расцепляющим устройством.
- Тепловые биметаллические расцепители. Обеспечивают защиту сетей от перегрузок. Они обеспечивают разрыв цепи при прохождении тока, не соответствующего предельным рабочим параметрам кабеля. Под действием высокого тока биметаллическая пластина изгибается и вызывает срабатывание расцепителя.
В большинстве автоматов, используемых в быту, используется электромагнитный и тепловой расцепитель. Слаженная комбинация этих двух элементов обеспечивает надежную работу защитной аппаратуры.
Номиналы автоматов по току таблица
Необходимость выбора автоматических выключателей возникает во время проектирования электрических сетей в новых домах, а также при подключении приборов и оборудования с более высокой мощностью. Таким образом, в процессе дальнейшей эксплуатации обеспечивается надежная электрическая безопасность объектов.
Халатное отношение к выбору устройства с необходимыми параметрами приводит к серьезным негативным последствиям. Поэтому перед выбором автоматического защитного устройства нужно обязательно убедиться, что установленная проводка выдержит запланированную нагрузку. В соответствии с ПУЭ автоматический выключатель должен обеспечивать защиту от перегрузки наиболее слабого участка цепи. Его номинальный ток должен соответствовать току подключаемого устройства. Соответственно и проводники выбираются с требуемым сечением.
Его номинальный ток должен соответствовать току подключаемого устройства. Соответственно и проводники выбираются с требуемым сечением.
Чтобы рассчитать мощность автомата по току, необходимо воспользоваться формулой: I=P/U, где Р является суммарной мощностью всех электрических приборов, имеющихся в квартире. Вычислив необходимый ток, можно выбрать наиболее подходящий автомат. Существенно упрощает проведение расчетов таблица, с помощью которой можно выбрать автоматический выключатель в зависимости от конкретных условий эксплуатации. Расчет автомата по мощности тока осуществляется в основном для электроустановок – электродвигателей, трансформаторов и других устройств, имеющих реактивную нагрузку.
Таблица зависимости мощности автомата от сечения провода
В каждой электрической проводке происходит разделение на определенные группы. Соответственно каждая группа использует электрический провод или кабель с определенным сечением, а защита обеспечивается автоматом с наиболее подходящим номиналом.
Таблица поможет выбрать автоматический выключатель и сечение кабеля в зависимости от предполагаемой нагрузки электрической сети, рассчитанной заранее. Таблица помогает сделать правильный выбор автомата по мощности нагрузки. При расчете токовых нагрузок следует помнить, что расчеты нагрузки одного потребителя и группы бытовых приборов различаются между собой. При расчетах необходимо учитывать и разницу между однофазным и трехфазным питанием.
Выбор автомата по мощности нагрузки: расчет автоматического выключателя | ENARGYS.RU
Подбор автоматического выключателя – это очень важный параметр, от которого часто зависит качество работы конкретных электрических приборов и сети в целом.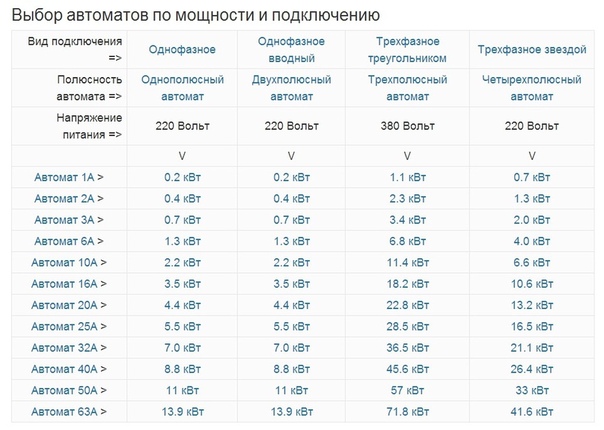 Чтобы подобрать правильный автоматический выключатель, стоит руководствоваться определенными правилами, которые необходимо знать.
Чтобы подобрать правильный автоматический выключатель, стоит руководствоваться определенными правилами, которые необходимо знать.
Выбор автомата по мощности нагрузки должен выполняться правильно, ведь в противном случае могут возникнуть проблемы.
Автоматические выключатели – это один из элементов защиты электрической сети от перезагрузок, и они обязательно должны быть качественными. Мощность потребления электричества не должна превышать мощности самого автомата, поэтому, прежде чем его покупать, нужно внимательно рассчитать реальные свои потребности.
Подробнее о способах выбораЕсть несколько способов для того, чтобы выбор автоматических выключателей был удачным и максимально качественным. Чтобы выбрать нужный вариант, стоит грамотно определить показатель номинальной нагрузки в электрической сети.
Рассчитать этот показатель можно только после того, когда будут рассмотрены мощности каждого из функционирующих приборов и суммированы в единое целое.
Чем больше техники работает, тем мощнее нужен автомат.
Выбор с помощью таблицы
Проще всего выбрать нужный автомат с помощью специальной таблицы, которая является достаточно объемной. Узнав суммарный показатель мощности всех приборов, можно без лишних проблем подобрать однофазный, двухфазный или трехфазный выключатель.
Подбор можно выполнить за считанные минуты, если общая мощности приборов немного ниже, чем есть в таблице, то стоит выбрать приблизительно такой же вариант, но лучше, чтобы его мощности была даже чуть выше.
Выбор графическим способом
Подобрать автоматический выключатель согласно своим потребностям можно при помощи специальной графической схемы. Эту схему можно найти в интернете без особых проблем, в ней указывается номинальный ток автомата и его мощность в киловаттах.
Конкретные номиналы по току соответствуют определенным показателям мощности, за счет чего и можно определить нужный вариант. Этот способ практически такой же удобный, как таблица, поэтому многие потребители активно им пользуются.
Если посмотреть на показатели графика, которые расположены по горизонтали, то можно найти показатели токовой нагрузки, а по вертикали указываются данные о мощности конкретного, используемого участка сети. Мощность нужно рассчитать самому, а потом, используя этот показатель, можно определить, какой именно выключатель требуется.
При выборе автомата, нужно учесть тот факт, что количество бытовой техники может значительно увеличиться в доме. Учитывая этот фактор, стоит брать автомат, имеющий мощность немного выше, чем это необходимо в настоящий момент. Если количество техники в доме увеличивается, и она активно используется, соответственно и нагрузка на электрическую сеть становится выше.
Совет! Если автомат уже установлен, а техники в доме стало больше, то просто нужно купить новый и установить его. Только в этом случае нужно позаботиться и о новой проводке, т.к. старая может не справится с нагрузкой.
Рассчитав сумму напряжения в конкретном сегменте, покупая автомат, к этому числу стоит добавить еще 50%, чтобы в случае необходимости не пришлось срочно бежать за новым выключателем. Расчет необходимой мощности провести несложно. С такой банальной задачей справиться даже школьник.
Используя повышающий коэффициент, можно спокойно застраховать себя от непредвиденных ситуаций. Но есть и такие случаи, когда советуют использовать не повышающий, а понижающий коэффициент, но они бывают достаточно редкими.
Это важно! Если на сеть приходится повышенная нагрузка, за счет включения множества мощных электроприборов, то нужно не просто менять выключатель, а и проверить, выдержит ли проводка такие нагрузки.
Как выбрать трехфазный автомат?
Трехфазные автоматы просто отлично годятся для сети в 380 вольт, они считаются самыми мощными.
Чтобы определиться именно с выбором этого устройства, стоит следовать таким правилам:
- определить суммарную мощность всех используемых приборов;
- рассчитать мощность, подключенных к системе питания приборов освещения;
- умножить полученный результат на коэффициент, значение которого достигает 1,52;
- выбрать автоматический выключатель для дома по показателям таблицы.


Зная, как выбрать автомат для сети 220 или 380 вольт, можно спокойно покупать автомат для дома, имея уверенность в том, что он качественный. При этом стоит учитывать тот факт, что номинальная сила тока должна быть больше на 15%, чем полученный ранее при расчетах результат.
Принцип выбора однофазный и двухфазных автоматов является примерно таким же, как и для трехфазного.
Выводы
Абсолютно каждый взрослый человек должен научиться выбирать автоматический выключатель, поскольку в доме без него обойтись нельзя. Чтобы правильно подобрать автомат, нужно рассчитать общую мощность всех функционирующих приборов, сделав небольшую добавку мощности на будущее.
Дополнительно нужно посмотреть, выдержит ли проводка конкретное значение нагрузки.
Качественный автомат стоит покупать в специализированном магазине, определив его мощность и модель с использованием специальной таблицы или схемы. Выбирая автомат, нужно учитывать свои реальные потребности и тогда он будет действительно хорошим.
Главное, правильно определить мощность всех электрических приборов в доме. Это легко можно сделать, если посмотреть на корпус того или другого прибора, где прописаны буквально все технические характеристики. Учитывая все нюансы выбора, можно найти и купить автомат для своего дома, который будет выдерживать нагрузку используемых электрических приборов.
Провести нужные расчеты очень просто, поэтому с такой легкой задачей просто нереально не справиться, что уже доказали многие пользователи, подбирая данную вещь для дома впервые, без опыта.
Какой выбрать автомат для асинхронного двигателя — Расчёты — Справочник
Расчет и выбор автоматического выключателя.
Автоматический выключатель (АВ) выбирают по номинальному току Iн.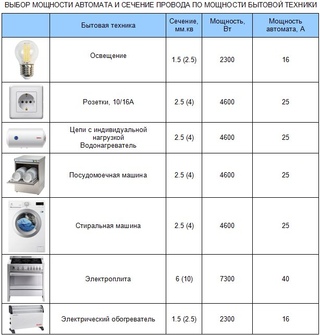 вык выключателя и номинальному току Iн.расц расцепителя.
вык выключателя и номинальному току Iн.расц расцепителя.
Iрасц=Iдл/Кт, где
Iн.дв – номинальный ток двигателя,
Кт – тепловой коэффициент, учитывающий условия установки АВ.
Кт=1 — для установки в открытом исполнении;
Кт=0,85 – для установки в закрытых шкафах.
Iдл=Iн= Рн/(Uн·√3·ηн·cosφ), (1)
гдеРн — мощность двигателя, кВт;
Uн – номинальное напряжение электродвигателя, кВ;
ηн – КПД двигателя (без процентов),
cosφ – коэффициент мощности двигателя.
Номинальный ток асинхронного двигателя с к. з. ротором будет примерно равен его удвоенной мощности, взятой в киловаттах:
Iн≈ 2Рн(кВт)
Выбираем АВ:
Тип –
Iн.вык –
Iрасц –
Проверка правильности выбора АВ по току мгновенного срабатывания.
Необходимо, чтобы выполнялось условие:
Iмгн.ср ≥ KIкр, где
Iмгн.ср — ток мгновенного срабатывания,
Iкр – максимальный кратковременный ток,
К – коэффициент, учитывающий неточность определения Iкр в линии.
К = 1,25 – для АВ с Iн > 100А;
К = 1,4 – для АВ с Iн ≤ 100А.
Iкр = Iпуск = Кi Iн, где
Кi – кратность пускового момента Кi = Iпуск/Iн.
Значения Кi берутся из таблиц.
Если условие выполняется, значит АВ выбран верно, если не выполняется, то выбирается АВ с большим значением тока расцепителя.
Приведем пример .
Дано:
Тип двигателя:
4А112М4У3
Условие установки АВ:
В шкафу.
Найти:
Тип АВ;
Iмгн.ср;
Iрасц.
Решение.
По типу двигателя выписываем из таблицы его номинальные данные:
Рн = 5,5 кВт; η = 85,5%=0,855; cosφ = 0,85; Iп/Iн = Кi = 7.
Iдл = Iн =Рн/√3Uнηcosφ = 5,5/√3∙0,38∙0,855∙0,85 = 11,5 A
Так как автомат устанавливается в шкафу, то Кт = 0,85, поэтому:
Iрасц = Iн/Кт = 11,5/0,85 = 13,5 А.
По току расцепителя выбираем автомат: ВА 51-25; Iн =25 А Iрасц = 16 А;
Проверка
Iмгн.ср≥ КIкр
Iмгн.ср = 10∙Iрасц = 10∙16 = 160 А
Iкр = Iпуск = Кi ∙Iн = 7∙11,5 = 80,5 А
К = 1,4
160 ≥ 1,4∙80,5 = 112,7 А
Неравенство выполняется, значит автомат выбран верно.
Выбор автоматического выключателя | Руководство по устройству электроустановок | Оборудование
Страница 47 из 77
Выбор типа автоматических выключателей определяется: электрическими характеристиками электроустановки, условиями эксплуатации, нагрузками и необходимостью дистанционного управления вместе с типом предусматриваемой в будущем телекоммуникационной системы.
Автоматические выключатели с некомпенсируемыми комбинированными расцепителями имеют уровень тока отключения, зависящий от окружающей температуры.
4.4 Выбор автоматического выключателя
Критерии выбора автоматического выключателя
Выбор автоматического выключателя производится с учетом:
электрических характеристик электроустановки, для которой предназначен этот автоматический выключатель
условий его эксплуатации: температуры окружающей среды, размещения в здании подстанции или корпусе распределительного щита, климатических условий и др.
требований к включающей и отключающей способности при коротких замыканиях, эксплуатационных требований: селективного отключения, требований к дистанционному управлению и индикации и соответствующим вспомогательным контактам, дополнительным расцепителям, соединениям.
правил устройства электроустановок, в частности требований в отношении обеспечения защиты людей
характеристик нагрузки, например электродвигателей, люминесцентного освещения, разделительных трансформаторов с обмотками низкого напряжения
Следующие замечания относятся к выбору низковольтного автоматического выключателя для использования в распределительных системах.
Выбор номинального тока с учетом окружающей температуры
Номинальный ток автоматического выключателя определяется для работы при определенной температуре окружающей среды, которая обычно составляет:
30°С для бытовых автоматических выключателей
40°С для промышленных автоматических выключателей
Функционирование этих автоматических выключателей при другой окружающей температуре зависит главным образом от технологии применяемых расцепителей (рис. h50).
Некомпенсируемые термомагнитные комбинированные расцепители
Автоматические выключатели с некомпенсируемыми термомагнитными расцепителями имеют порог тока отключения, который зависит от окружающей температуры. Если автоматический выключатель установлен в оболочке или в помещении с высокой температурой (например, в котельной), то ток, необходимый для отключения (срабатывания) этого автоматического выключателя при перегрузке, будет заметно ниже. Когда температура среды, в которой расположен автоматический выключатель, превышает оговоренную изготовителем температуру, его характеристики окажутся «заниженными». По этой причине изготовители автоматических выключателей приводят таблицы с поправочными коэффициентами, которые необходимо применять при температурах, отличных от оговоренной температуры функционирования автоматического выключателя. Из типичных примеров таких таблиц (рис. h51) следует, что при температуре ниже оговоренной изготовителем происходит повышение порога отключающего тока соответствующего автоматического выключателя. Кроме того, небольшие модульные автоматические выключатели, установленные бок о бок (рис. h37), обычно монтируются в небольшом закрытом металлическом корпусе. В таком случае вследствие взаимного нагрева при прохождении обычных токов нагрузки к их параметрам необходимо применять поправочный коэффициент 0,8.
Из типичных примеров таких таблиц (рис. h51) следует, что при температуре ниже оговоренной изготовителем происходит повышение порога отключающего тока соответствующего автоматического выключателя. Кроме того, небольшие модульные автоматические выключатели, установленные бок о бок (рис. h37), обычно монтируются в небольшом закрытом металлическом корпусе. В таком случае вследствие взаимного нагрева при прохождении обычных токов нагрузки к их параметрам необходимо применять поправочный коэффициент 0,8.
Рис. h50. Температура окружающей среды
Автоматические выключатели C60a, C60H: кривая C. C60N: кривые B и C (Стандарт. температура: 30°С)
Ном. ток, А |
20 °C |
25 °C |
30 C |
35 C |
40 C |
45 °C |
50 °C |
55 C |
60 °C |
1 |
1.05 |
1.02 |
1.00 |
0.98 |
0.95 |
0.93 |
0.90 |
0.88 |
0.85 |
2 |
2.08 |
2.04 |
2.00 |
1.96 |
1.92 |
1.88 |
1.84 |
1.80 |
1.74 |
3 |
3. |
3.09 |
3.00 |
2.91 |
2.82 |
2.70 |
2.61 |
2.49 |
2.37 |
4 |
4.24 |
4.12 |
4.00 |
3.88 |
3.76 |
3.64 |
3.52 |
3.36 |
3.24 |
6 |
6.24 |
6.12 |
6.00 |
5.88 |
5.76 |
5.64 |
5.52 |
5.40 |
5.30 |
10 |
10.6 |
10.3 |
10.0 |
9.70 |
9.30 |
9.00 |
8.60 |
8.20 |
7.80 |
16 |
16.8 |
16.5 |
16.0 |
15.5 |
15.2 |
14.7 |
14.2 |
13.8 |
13.5 |
20 |
21. |
20.6 |
20.0 |
19.4 |
19.0 |
18.4 |
17.8 |
17.4 |
16.8 |
25 |
26.2 |
25.7 |
25.0 |
24.2 |
23.7 |
23.0 |
22.2 |
21.5 |
20.7 |
32 |
33.5 |
32.9 |
32.0 |
31.4 |
30.4 |
29.8 |
28.4 |
28.2 |
27.5 |
40 |
42.0 |
41.2 |
40.0 |
38.8 |
38.0 |
36.8 |
35.6 |
34.4 |
33.2 |
50 |
52.5 |
51.5 |
50.0 |
48.5 |
47.4 |
45.5 |
44.0 |
42.5 |
40.5 |
63 |
66. |
64.9 |
63.0 |
61.1 |
58.0 |
56.7 |
54.2 |
51.7 |
49.2 |
 18
18 0
0 2
2NS250N/H/L (Стандартная температура: 40°C)
Ном. ток, А |
40 °C |
45 C |
50 °C |
55 C |
60 °C |
TM160D |
160 |
156 |
152 |
147 |
144 |
TM200D |
200 |
195 |
190 |
185 |
180 |
TM250D |
250 |
244 |
238 |
231 |
225 |
** Для промышленного использования значения не регламентируются стандартами IEC. Указанные выше значения соответствуют тем, которые обычно используются.
* «О» означает операцию отключения.
«CO» означает операцию включения, за которой следует операция
отключения.
Рис. h51. Примеры таблицдля определения коэффициентов понижения/повышения уставок по току отключения, которые должны применяться к автоматическим выключателям с некомпенсируемыми тепловыми расцепителями в зависимости от температуры
Пример
Какой номинальный ток (In) следует выбрать для автоматического выключателя C60 N? Этот аппарат:
обеспечивает защиту цепи, в которой максимальный расчетный ток нагрузки составляет 34 А
установлен вплотную к другим автоматическим выключателям в закрытой распределительной коробке
эксплуатируется при окружающей температуре 50°С.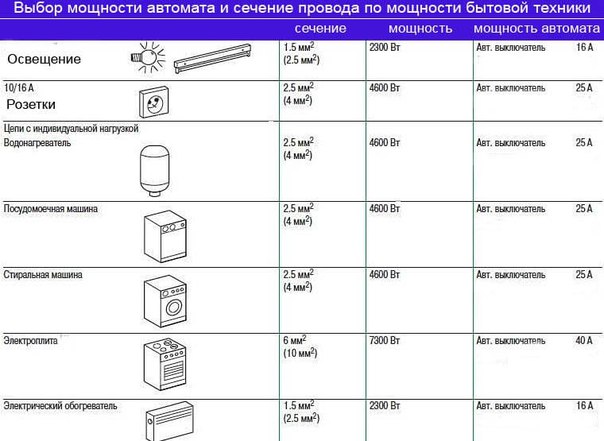
При окружающей температуре 50°С уставка автоматического выключателя C60N с номинальным током 40 А снизится до 35,6 А (см. таблицу на рис. h51). Взаимный нагрев в замкнутом пространстве учитывается поправочным коэффициентом 0,8. Таким образом, получим 35,6 x 0,8 = 28,5 А, что не приемлемо для тока нагрузки 34 А.
Поэтому будет выбран автоматический выключатель на 50 А и соответствующая скорректированная уставка по току составит 44 x 0,8 = 35,2 А.
Компенсированные комбинированные расцепители
Эти расцепители содержат биметаллическую компенсирующую пластину, которая обеспечивает возможность регулировки уставки по току отключения при перегрузке (Ir или Irth) в установленных пределах независимо от температуры окружающей среды. Например:
в некоторых странах система заземления TT является стандартной в низковольтных распределительных системах, а бытовые (и аналогичные) электроустановки защищаются в месте ввода автоматическим выключателем, который устанавливается соответствующей энерго- снабжающей организацией. Такой автоматический выключатель, помимо защиты от косвенного прикосновения, обеспечит отключение цепей при перегрузках, если потребитель превысит уровень потребляемого тока, оговоренный в его контракте с энергоснабжающей организацией. Регулировка уставок автоматического выключателя с номинальным током менее 60 А возможна в диапазоне температур от -5 до +40°С.
Электронные расцепители
Важным преимуществом электронных расцепителей является их устойчивая работа при изменении температурных условий. Однако само распределительное устройство часто налагает эксплуатационные ограничения при повышенных температурах, поэтому изготовители обычно приводят рабочую диаграмму, на которой указываются максимальные значения допустимых уровней отключающих токов в зависимости от окружающей температуры (рис. h52).
Электронные расцепители устойчиво функционируют при изменении окружающей температуры
Вариант исполнения выключателя Masterpact NW20 |
40°C |
45°C |
50°C |
55°C |
60°C |
||
h2/h3/h4 |
Выкатного типа |
In (А) |
2,000 |
2,000 |
2,000 |
1,980 |
1,890 |
|
с горизонтальными |
Максимальная |
1 |
1 |
1 |
0. |
0.95 |
|
контакт. пластинами |
регулировка тока Ir |
|
|
|
|
|
L1 |
Выкатного типа |
In (А) |
2,000 |
200 |
1,900 |
1,850 |
1,800 |
|
с вертикальными |
Максимальная |
1 |
1 |
0.95 |
0.93 |
0.90 |
|
контакт. пластинами |
регулировка тока Ir |
|
|
|
|
|
 99
99
Рис. h52. Снижение уровня уставки автоматического выключателя Masterpact NW20 в зависимости от температуры
низковольтные автоматические выключатели с номинальным током менее 630 А обычно оснащаются компенсируемыми расцепителями для этого температурного диапазона (-5 до +40 °С).
Выбор уставок срабатывания без выдержки времени или с кратковременной выдержкой
Ниже на рис. h53 представлены сводные основные характеристики расцепителей, срабатывающих мгновенно или с короткой выдержкой времени.
Рис. h53.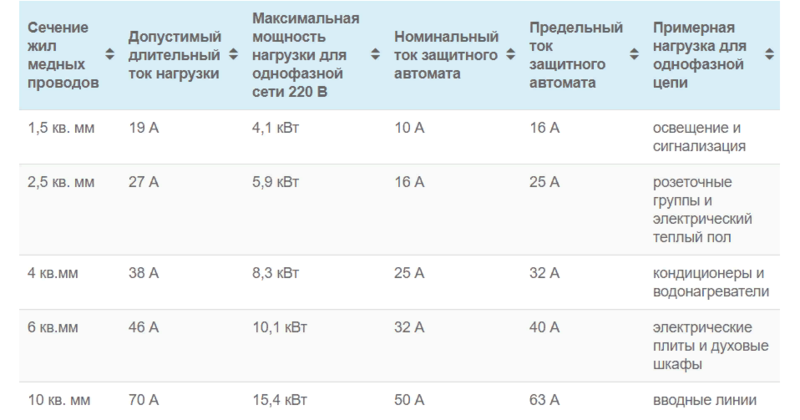 Различные расцепители (мгновенного действия или срабатывающие с короткой выдержкой времени)
Различные расцепители (мгновенного действия или срабатывающие с короткой выдержкой времени)
Для установки низковольтного автоматического выключателя требуется, чтобы его отключающая способность (или отключающая способность выключателя вместе с соответствующим устройством) была бы равна или превышала расчетный ожидаемый ток короткого замыкания в месте его установки.
Автоматический выключатель, установленный на вы/ходе самого маленького трансформатора, должен иметь отключающую способность по короткому замыканию, которая превышает отключающую способность любого из других низковольтных автоматических вы/ключателей трансформаторов.
Выбор автоматического выключателя с учетом требований по отключающей способности при КЗ
Автоматический выключатель, предназначенный для использования в низковольтной электроустановке, должен удовлетворять одному из двух следующих условий:
или иметь номинальную отключающую способность Icu (or Icn), которая равна или превышает ожидаемый ток короткого замыкания, рассчитанный для этого места установки, или
если это не выполняется, то использоваться совместно с другим устройством, расположенным выше по цепи и имеющим требуемую отключающую способность.
Во втором случае характеристики этих двух устройств должны быть согласованы так, чтобы ток, который может проходить через вышерасположенное устройство, не превышал максимальный ток, который способны выдержать нижерасположенный выключатель и все соответствующие кабели, провода и другие элементы цепи без какого-либо повреждения. Данный метод целесообразен при использовании:
комбинаций плавких предохранителей и автоматических выключателей
комбинаций токоограничивающих автоматических выключателей и стандартных автоматических выключателей. Этот метод называют «каскадированием» (см. подпункт 4.5 данной главы)
Выбор автоматических выключателей вводных и отходящих линий Случай применения одного трансформатора
Если трансформатор расположен на потребительской подстанции, то в некоторых национальных стандартах требуется применение низковольтного автоматического выключателя, в котором были бы явно видны разомкнутые контакты, такого как, например, Compact NS выкатной выключатель.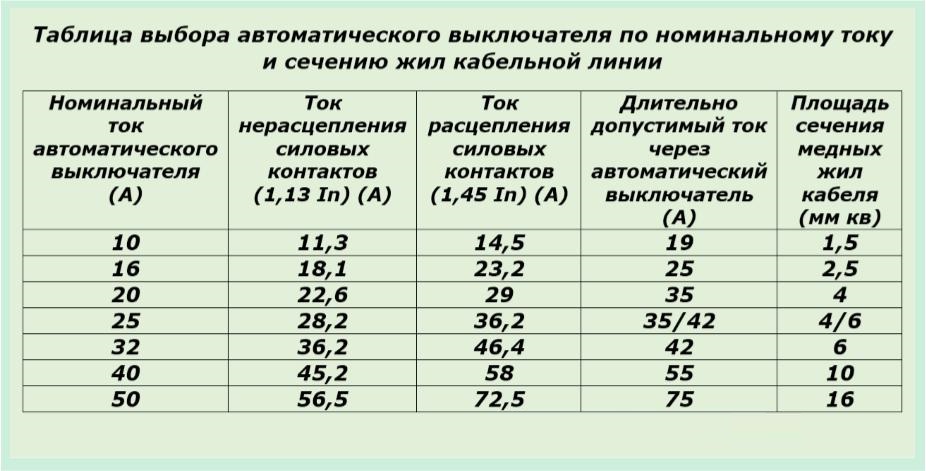
Пример (рис. h54 на противоположной странице)
Какой тип автоматического выключателя пригоден для главного автомата защиты электроустановки, питаемой от трехфазного понижающего трансформатора мощностью 250 кВА и напряжением во вторичной обмотке 400 В, установленного на потребительской подстанции? Ток трансформатора In = 360 А Ток (трехфазный) Isc = 8,9 кА
Для таких условий подходящим вариантом будет автоматический выключатель Compact NS400N с диапазоном регулировки расцепителя 160 А — 400 А и отключающей способностью (Icu) 45 кА.
Несколько трансформаторов, включенных параллельно (рис. h55)
Каждый из автоматических выключателей CBP, установленных на линиях, отходящих от низковольтного распределительного щита, должен быть способен отключать суммарный ток короткого замыкания от всех трансформаторов, подсоединенных к шинам, т.е. Isc1 + Isc2 + Isc3.
Автоматические выключатели CBM, каждый из которых контролирует выход соответствующего трансформатора, должны быть способны отключать максимальный ток короткого замыкания, например, только ток Isc2 + Isc3 если короткое замыкании возникло в месте, расположенном выше выключателя CBM1.
Из этих соображений понятно, что в таких обстоятельствах автоматический выключатель самого маленького трансформатора будет подвергаться самому большому току короткого замыкания, а автоматический выключатель самого большого трансформатора будет пропускать наименьший ток короткого замыкания.
Номинальные токи отключения автоматических выключателей CBM должны выбираться в зависимости от номинальной мощности к КВА соответствующих трансформаторов.
Примечание: Необходимыми условиями для успешной параллельной работы трехфазных трансформаторов являются следующие:
фазовый сдвиг напряжений во вторичной и первичной обмотках должен быть одинаков во всех параллельно включенных трансформаторах
Отношение напряжений холостого хода в первичной и вторичной обмотках должно быть одинаковым для всех трансформаторов.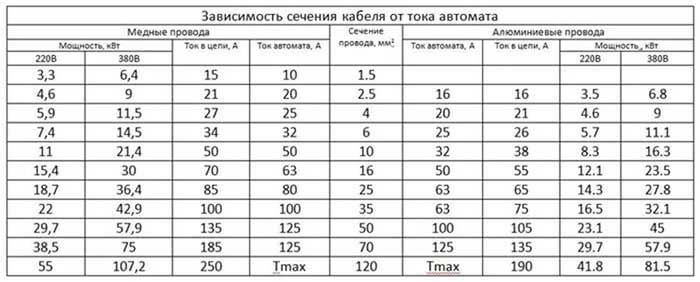
Напряжения короткого замыкания (Zsc%) должно быть одинаковыми для всех трансформаторов.
Например, трансформатор мощностью 750 кВА с Zsc = 6% будет правильно делить нагрузку с трансформатором мощностью 1000 кВА, имеющим Zsc = 6%, т.е. эти трансформаторы будут автоматически нагружаться пропорционально их мощностям. Для трансформаторов, у которых отношение номинальных мощностей превышает 2, параллельная работа не рекомендуется. В таблице, приведенной на рис. h56, указаны максимальные токи короткого замыкания, которым подвергаются автоматические выключатели вводных и отходящих линий (соответственно CBM и CBP на рис. h55), для самой распространенной схемы параллельной работы (2 или 3 трансформатора одинаковой мощности). Приведенные данные базируются на следующих допущениях:
трехфазная мощность короткого замыкания на стороне высокого напряжения трансформатора составляет 500 МВА
трансформаторы являются стандартными распределительными трансформаторами напряжением 20/0,4 кВ, характеристики которых приведены в таблице
кабели от каждого трансформатора к его низковольтному автоматическому выключателю состоят из одножильных проводников длиной 5 метров
между каждым автоматическим выключателем вводной цепи (CBM) и каждым автоматическим выключателем отходящей цепи (CBP) имеется шина питания длиной 1 м.
распределительное устройство расположено в напольном закрытом распределительном щите, температура окружающего воздуха — 30°С).
Кроме того, в этой таблице указаны модели автоматических выключателей серии производства Merlin Gerin, рекомендуемые для применения в каждом случае в качестве автоматических выключателей вводных и отходящих линий.
Пример (рис. h57 на следующей странице)
выбор автоматического выключателя вводной линии (CBM):
Для трансформатора мощностью 800 кВА In= 1126 А, Icu (минимальный ток)= 38 кА (из рис. h56). При таких характеристиках таблица рекомендует использовать модель Compact NS1250N (Icu = 50 кА)
выбор автоматического выключателя отходящей линии (CBP):
Из рис. h56 требуемая отключающая способность (Icu) для таких автоматических выключателей составляет 56 кА
h56 требуемая отключающая способность (Icu) для таких автоматических выключателей составляет 56 кА
Рис. h54. Пример установки автоматического выключателя на выходе трансформатора, расположенного на потребительской подстанции
Рис. h55. Параллельное включение трансформаторов
Для трех отходящих линий 1, 2 и 3 рекомендуется использовать токоограничивающие автоматические выключатели типа NS400 L, NS250 L и NS 100 L. В каждом случае номинальная отключающая способность Icu=150 кА.
Количество и мощности (кВА) трансформаторов 20/0,4 кВ |
Мин. отключающая способность автомат. выкл. вводных линий (Icu), кА |
Автомат. выкл. вводных линий (CBM), Мин. отключ. способность полностью согласованные с автомат. автомат. выкл. отходящих выкл. отходящих цепей (CBP) линий (Icu), кА |
Ном. ток In автомат. выкл. отходящих линий (CPB) 250A |
||
2 x 400 |
|
14 |
NW08N1/NS800N |
27 |
NS250H |
3 x 400 |
28 |
NW08N1/NS800N |
42 |
NS250H |
|
2 x 630 |
22 |
NW10N1/NS1000N |
42 |
NS250H |
|
3 x 630 |
|
44 |
NW10N1/NS1000N |
67 |
NS250H |
2 x 800 |
19 |
NW12N1/NS1250N |
38 |
NS250H |
|
3 x 800 |
38 |
NW12N1/NS1250N |
56 |
NS250H |
|
2 x 1,000 |
23 |
NW16N1/NS1600N |
47 |
NS250H |
|
3 x 1,000 |
47 |
NW16N1/NS1600N |
70 |
NS250H |
|
2 x 1,250 |
29 |
NW20N1/NS2000N |
59 |
NS250H |
|
3 x 1,250 |
59 |
NW20N1/NS2000N |
88 |
NS250L |
|
2 x 1,600 |
38 |
NW25N1/NS2500N |
75 |
NS250L |
|
3 x 1,600 |
75 |
NW25N1/NS2500N |
113 |
NS250L |
|
2 x 2,000 |
47 |
NW32N1/NS3200N |
94 |
NS250L |
|
3 x 2,000 |
94 |
NW32N1/NS3200N |
141 |
NS250L |
|
Рис. h56. Максимальные токи короткого замыкания, которые должны отключаться автоматическими выключателями вводных и отходящих линий (соответственно CBM и CBP) при параллельной работе нескольких трансформаторов
h56. Максимальные токи короткого замыкания, которые должны отключаться автоматическими выключателями вводных и отходящих линий (соответственно CBM и CBP) при параллельной работе нескольких трансформаторов
Уровни токов короткого замыкания в любом месте электроустановки можно определить с помощью таблиц.
Эти автоматические выключатели обеспечивают преимущества:
полного согласования с характеристиками вышерасположенных автоматических выключателей (CBM), т.е. селективность срабатывания защит
использования метода «каскадирования» с соответствующей экономией затрат в отношении всех элементов, расположенных ниже по цепи.
Выбор автоматических выключателей отходящих и оконечных линий Использование таблицы G40
С помощью этой таблицы можно быстро определить величину трехфазного тока короткого замыкания в любом месте электроустановки, зная:
величину тока короткого замыкания в точке, расположенной выше места, предназначенного для установки соответствующего автоматического выключателя
длину, сечение и материал проводников между этими двумя точками.
После этого можно выбрать автоматический выключатель, у которого отключающая способность превышает полученное табличное значение.
Детальный расчет тока короткого замыкания
Для того чтобы более точно рассчитать величину тока короткого замыкания, особенно в случае, когда отключающая способность автоматического выключателя чуть меньше величины, полученной из таблицы, необходимо использовать метод, описанный в пункте 4 главы G.
Двухполюсные автоматические выключатели (для фазы и нейтрали) с одним защищенным полюсом
Такие автоматические выключатели обычно имеют устройство максимальной защиты только на полюсе фазы и могут применяться в системах TT, TN-S и IT. В системе IT должны выполняться следующие условия:
условие (B) из таблицы G67 для максимальной защиты нулевого проводника в случае двойного короткого замыкания
отключающая способность при КЗ: двухполюсный автоматический выключатель (фаза- нейтраль) должен быть способен отключать на одном полюсе (при линейном напряжении) ток двойного короткого замыкания, равный 15% трехфазного тока короткого замыкания в месте его установки, если этот ток не превышает 10 кА; или 25% трехфазного тока короткого замыкания, если он превышает 10 кА.
защита от косвенного прикосновения: такая защита обеспечивается в соответствии с правилами, предусмотренными для систем заземления IT.
Недостаточная отключающая способность при КЗ
В низковольтных распределительных системах, особенно сетях, эксплуатируемых в тяжелых условиях, иногда случается, что рассчитанный ток Isc превышает отключающую способность Icu автоматических выключателей, имеющихся в наличии для установки, или же изменения, произошедшие в системе выше, привели к превышению отключающих способностей автоматических выключателей.
Решение 1: Убедитесь в том, что соответствующие автоматические выключатели, расположенные выше тех, которых это коснулось,являются тогоограничивающими, поскольку в таком случае можно использовать принцип каскадного включения (см. подпункт 4.5).
Решение 2: Установите несколько автоматических выключателей с более высокой отключающей способностью. Такое решение представляется экономически целесообразно в том случае, если затронуты один или два автоматических выключателя.
Решение 3: Установите последовательно с затронутыми автоматическими выключателями и выше по цепи токоограничивающие плавкие предохранители (типа gG или aM). При этом такая схема должна отвечать следующим условиям:
предохранитель должен иметь соответствующий номинал.
Рис. h57. Параллельная работа трансформаторов
предохранитель не должен устанавливаться в цепи нулевого проводника за исключением определенных электроустановок системы IT, в которых при двойном коротком замыкании в нулевом проводнике возникает ток, превышающий отключающую способность автоматического выключателя. В этом случае расплавление предохранителя в нулевом проводнике приведет к тому, что этот автоматический выключатель отключит все фазы.
Метод «каскадирования» основан на использовании токоограничивающих автоматических выключателей и позволяет устанавливать ниже их по цепи коммутационные аппараты, кабели и другие элементы цепи со значительно сниженными номинальными характеристиками по сравнению с теми, которые бы иначе потребовались. Благодаря этому упрощается и удешевляется электроустановка.
Благодаря этому упрощается и удешевляется электроустановка.
Советы по выбору мощности стабилизатора
КАК ПРАВИЛЬНО ПОДОБРАТЬ МОЩНОСТЬ СТАБИЛИЗАТОРА НАПРЯЖЕНИЯ?
Одним из главных критериев при выборе стабилизатора является его мощность. Есть несколько способов выяснить, какая необходима мощность стабилизатора. В этой статье мы попытаемся доступно объяснить как выбрать стабилизатор напряжения.
СПОСОБ 1 – ПОДБОР СТАБИЛИЗАТОРА ПО ТОКУ ВВОДНОГО АВТОМАТА
В электрощите Вашего дома есть автоматический выключатель, который отключает весь дом. Такой автомат называется вводным. Как правило, вводной автомат расположен рядом с прибором учета электроэнергии (счетчиком) и ограничивает выделенную мощность, которую Вы можете потреблять.
Даже если в настоящее время Вы не потребляете всю выделенную мощность, то в будущем, Вы наверняка добавите оборудование. Стабилизатор, подобранный по току вводного автомата, не будет Вас ограничивать в мощности потребления.
Для наглядного примера выбора мощности стабилизатора предлагаем воспользоваться следующей таблицей:
таблица расчета мощности стабилизатора
Для однофазной сети |
| Для трехфазной сети | ||
ток вводного автомата | максимально возможная мощность |
| ток вводного автомата | максимально возможная мощность |
16А | 4 кВА | 16А | 12 кВА | |
25А | 6,4 кВА | 25А | 19,2кВА | |
32А | 8 кВА | 32А | 24 кВА | |
40А | 9,1 кВА | 40А | 27,3 кВА | |
50А | 12 кВА | 50А | 36 кВА | |
63А | 14 кВА | 63А | 42 кВА | |
| 80А | 54 кВА | ||
100А | 72 кВА | |||
125А | 91 кВА | |||
150А | 108 кВА | |||
200А | 144 кВА | |||
300А | 216 кВА | |||
400А | 288 кВА | |||
500А | 375 кВА | |||
Если номинал Вашего вводного автомата меньше, стабилизатор все равно можно установить, но при этом необходимо помнить, что при понижении напряжения, входной ток будет увеличиваться из-за потребляемого, т. е. если чайник без стабилизатора потреблял ток 10 А, то теперь во входной сети будет 15А (для соседей это будет выглядеть так, как будто Вы докупили еще пол-чайника).
е. если чайник без стабилизатора потреблял ток 10 А, то теперь во входной сети будет 15А (для соседей это будет выглядеть так, как будто Вы докупили еще пол-чайника).
Если ток превысит значение номинала вводного автомата, то автомат отключится.
ПОЛЕЗНЫЙ СОВЕТ: При замене автомата на более мощный, убедитесь, что сечение проводов позволяет это сделать.
Для простоты выбора стабилизатора напряжения по току вводного автомата, Вы можете посетить специализированный сайт СНПТО на котором доступно и интуитивно понятно реализован выбор стабилизаторов по необходимой мощности (по номиналу тока вводного автомата).
СПОСОБ 2 — ПОДБОР СТАБИЛИЗАТОРА ПОД МОЩНОСТЬ НАГРУЗОК
Как выбрать стабилизатор напряжения под мощность нагрузок — берем калькулятор и подсчитываем, какую мощность потребляют Ваши электроприборы в кВА (киловольт амперах).
При переводе потребляемой мощности из кВт в кВА ее номинал делится на специальный коэффициент cos ф.
Для потребителей, имеющих обмотки индуктивности (двигатели, компрессоры, дроссельные преобразователи и т. п.) этот коэффициент:
cos ф = 0,8;
в этом случае 1 кВА = 0,8 кВт.
Для потребителей, преобразующих электроэнергию напрямую в тепло (ламп накаливания, обогревателей, чайника, электроплиты, духовки и т.п.):
cos ф = 1;
тогда 1 кВА = 1 кВт.
В некоторых случаях для электроприборов с двигателями коэффициент может составлять:
cos ф = 0,65;
и тогда 1 кВА = 0,65 кВт.
Таких нагрузок, как правило, немного. Обычно двигатели этих приборов часто работают на холостых оборотах. Типичным примером является рабочий инструмент (электродрели, шлифовальные машины и др.)
Пример расчета мощности оборудования дачного дома
электроприборы | мощность в Вт | коэффициент (cos ф) | мощность в ВА |
лампы накаливания по 100 Вт (5 шт. | 500 | 1 | 500 |
скважинный насос | 1000 | 0,8 | 1250 |
электроплита | 2000 | 1 | 2000 |
чайник | 2000 | 1 | 2000 |
холодильник | 200 | 0,8 | 250 |
телевизор | 50 | 1 | 50 |
стиральная машина: тэн нагрева воды | 1500 | 1 | 1500 |
водонагреватель | 1200 | 1 | 1200 |
обогреватели 1500 Вт (3 шт.) | 4500 | 1 | 4500 |
газонокосилка триммер | 600 | 0,65 | 750 |
ИТОГОВАЯ МОЩНОСТЬ ПОТРЕБЛЕНИЯ | 14 500 | ||
 )
)
Рекомендуемая мощность стабилизатора: не ниже 14 500 ВА (14 500 ВольтАмпер, 14,5кВА), подходит стабилизатор СНПТО-18.
СПОСОБ 3 — ВЫЗОВ СПЕЦИАЛИСТА ДЛЯ ДИАГНОСТИКИ СЕТИ
Если Вы не хотите загружать себя калькулятором и расчетами для подбора мощности стабилизатора напряжения, — Вы можете вызвать нашего специалиста.
Опытный специалист не только подсчитает мощности нагрузки, но и оценит состояние местной электросети, произведет замеры потребляемого тока и напряжения, проведет осмотр электропроводки, подберет стабилизатор напряжения исходя из состояния местной электросети и характера нагрузки.
Для вызова специалиста магазина Электрокапризам – НЕТ!™, пожалуйста, обращайтесь по телефону: 044-587-94-49
Как выбрать автоматический выключатель
Выбор автоматических выключателей
Автоматический выключатель (автомат) предназначен для защиты электропроводки от токов короткого замыкания (КЗ) и перегрузок электросети. Учитывая описанные ниже критерии, а также данные, приведенные в таблице, Вы сможете самостоятельно осуществить выбор автоматических выключателей. Но, напоминаем, что электромонтажные работы лучше доверить профессионалам!
Учитывая описанные ниже критерии, а также данные, приведенные в таблице, Вы сможете самостоятельно осуществить выбор автоматических выключателей. Но, напоминаем, что электромонтажные работы лучше доверить профессионалам!
Основные параметры выбора автоматических выключателей.
- Ток КЗ. Автоматические выключатели могут иметь номиналы 3; 4.5; 6 и 10 кА. Правилами устройства электроустановок (ПУЭ) автоматы с наибольшей отключающей способностью менее 6 кА запрещаются. Если Ваш дом размещен рядом с трансформаторной подстанцией, то необходимо выбрать автомат номиналом 10 кА. В остальных случаях достаточно 6 кА.
- Номинальный ток (рабочий). При превышении значения номинального тока произойдет разъединение цепи, следовательно, защита электропроводки от перегрузок. Выбор подходящего значения осуществляется в зависимости от мощности потребителей электроэнергии и сечения кабеля.
- Ток срабатывания. При включении мощных электроприборов пусковой ток может быть значительно выше номинального (до 12 раз). Чтобы автоматический выключатель не сработал, приняв запуск двигателя за КЗ, необходимо правильно выбрать его класс — В, С или D. При отсутствии мощных потребителей достаточно будет устройства класса В. Если установлена электроплита или электрокотел, подходящим выбором будет автомат класса С. Но если задействованы мощные электродвигатели, то необходимо устанавливать автоматические выключатели класса D.
- Селективность. То есть отключение только аварийного участка электросети. Для обеспечения селективности монтаж начинается с вводного автомата, номинал которого не должен превышать максимально допустимую нагрузку на электропроводку, исходя из сечения провода. Номинальный ток автомата на вводе должен превышать значение рабочего тока всех нижестоящих автоматических выключателей в щитке.
- Количество полюсов. Для однофазной сети 220В используются однополюсные и двухполюсные автоматы (как правило, для подключения систем освещения), а также дифференциальные выключатели (для подключения розеток, переносных электроприемников, а также оборудования и устройств, где возможно прикосновение человека к металлическим и токоведущим частям). Для трехфазной электросети 380В используются трех- и четырехполюсные автоматические выключатели (на вводе) и дифференциальные автоматы (на стационарных или переносных электроприемниках, где возможно прикосновение человека к металлическим и токоведущим частям).
- Производитель. Приятно отметить, что автоматические выключатели отечественных производителей (например, EKF или IEK) не уступают в качестве зарубежным аналогам ведущих мировых брендов.
 Для трехфазной электросети 380В используются трех- и четырехполюсные автоматические выключатели (на вводе) и дифференциальные автоматы (на стационарных или переносных электроприемниках, где возможно прикосновение человека к металлическим и токоведущим частям).
Для трехфазной электросети 380В используются трех- и четырехполюсные автоматические выключатели (на вводе) и дифференциальные автоматы (на стационарных или переносных электроприемниках, где возможно прикосновение человека к металлическим и токоведущим частям).| Номинал автомата, А | Тип подключения | |||
| Однофазное, 220В | Однофазное (вводное), 220В | Трехфазное (треугольник), 380В | Трехфазное (звезда), 220В | |
| 1 | 0.2 кВт | 0.2 кВт | 1.1 кВт | 0.7 кВт |
| 2 | 0.4 кВт | 0.4 кВт | 2.3 кВт | 1.3 кВт |
| 3 | 0.7 кВт | 0.7 кВт | 3.4 кВт | 2.0 кВт |
| 6 | 1.3 кВт | 1.3 кВт | 6.8 кВт | 4.0 кВт |
| 10 | 2.2 кВт | 2.2 кВт | 11.4 кВт | 6.6 кВт |
| 16 | 3.5 кВт | 3.5 кВт | 18.2 кВт | 10.6 кВт |
| 20 | 4.4 кВт | 4.4 кВт | 22.8 кВт | 13.2 кВт |
| 25 | 5.5 кВт | 5.5 кВт | 28.5 кВт | 16.5 кВт |
| 32 | 7.0 кВт | 7.0 кВт | 36.5 кВт | 21.1 кВт |
| 40 | 8.8 кВт | 8.8 кВт | 45.6 кВт | 26.4 кВт |
| 50 | 11 кВт | 11 кВт | 57.0 кВт | 33.0 кВт |
| 63 | 13.9 кВт | 13.9 кВт | 71.8 кВт | 41.6 кВт |
Заказать обратный звонок
Power Feed Axis Torque 150 LBS Mill подходит для Bridgeport Acer от Asong —
- Убедитесь, что это подходит
введя номер вашей модели.
- Подача мощности по оси X; Тип: ось X
- Крутящий момент: 150 фунтов; Реверсивный с задержкой времени 1,5 секунды
- Переменная скорость; Скорость ускоренного хода: 40 дюймов / мин.
- Диапазон подачи: 0-10 дюймов / мин; 115 В / 60 Гц / 1-фазный источник питания
- Количество: 1; Габаритные размеры блока: 5 дюймов (длина) x 8/38 дюймов (ширина) x 11-1 / 4 дюйма (высота).
: использование модели машинного обучения Azure в Power BI — Машинное обучение Azure
- 4 минуты на чтение
В этой статье
В этом руководстве описывается создание отчета Power BI на основе модели машинного обучения.К концу этого урока вы сможете:
- Оценка моделей машинного обучения (развернутых с помощью машинного обучения Azure) в Power BI.
- Подключитесь к модели машинного обучения Azure в редакторе Power Query.
- Создайте отчет с визуализацией на основе этой модели.
- Опубликуйте этот отчет в службе Power BI.
- Настройте обновление отчета по расписанию.
Предварительные требования
Перед тем, как начать это руководство, вам необходимо:
Создать модель данных
Откройте Power BI Desktop и выберите Получить данные . В диалоговом окне Get Data найдите web . Выберите источник Web > Connect .
В диалоговом окне Get Data найдите web . Выберите источник Web > Connect .
В диалоговом окне Из Интернета скопируйте и вставьте в поле следующий URL-адрес:
https://www4.stat.ncsu.edu/~boos/var.select/diabetes.tab.txt
Выберите ОК .
В Доступ к веб-контенту выберите Анонимный > Подключиться .
Выберите Преобразовать данные , чтобы открыть окно редактора Power Query Editor .
На главной ленте редактора Power Query нажмите кнопку Машинное обучение Azure .
После входа в свою учетную запись Azure с помощью единого входа вы увидите список доступных служб. Выберите my-sklearn-service , который вы создали в обучении, и разверните учебник по модели машинного обучения.
Power Query автоматически заполняет столбцы.Вы помните, что в нашей схеме для службы у нас был декоратор Python, который определял входные данные. Выберите ОК .
При выборе ОК вызывает службу машинного обучения Azure. Он вызывает предупреждение о конфиденциальности данных как для данных, так и для конечной точки.
Выберите Продолжить . На следующем экране выберите Игнорировать проверки уровней конфиденциальности для этого файла > Сохранить .
После оценки данных Power Query создает дополнительный столбец с именем AzureML.мой-диабет-модель .
Служба возвращает данные из списка .
Примечание
Если вы развернули дизайнерскую модель, вы увидите запись .
Чтобы получить прогнозы, щелкните двунаправленную стрелку в заголовке столбца AzureML. my-Diabetes-model > Развернуть до новых строк .
my-Diabetes-model > Развернуть до новых строк .
После раскрытия вы увидите прогнозы в столбце AzureML.my-dia-model.
Выполните следующие шаги, чтобы завершить очистку модели данных.
- Переименуйте столбец AzureML.my-dia-model в предсказанный .
- Переименуйте столбец Y в фактический .
- Измените тип фактического столбца : выберите столбец, затем на ленте Преобразование выберите Тип данных > Десятичное число .
- Измените тип столбца, прогнозируемого : выберите этот столбец, затем на ленте Преобразование выберите Тип данных > Десятичное число .
- На ленте Home выберите Close & Apply .
Создать отчет с визуализациями
Теперь вы можете создать несколько визуализаций для отображения ваших данных.
- На панели Визуализации выберите Линейный график .
- Если выбран визуальный элемент линейной диаграммы:
- Перетащите поле AGE на ось Axis .
- Перетащите фактическое поле на Значения .
- Перетащите поле прогнозируемого на значение .
Измените размер линейной диаграммы, чтобы заполнить страницу. Теперь в вашем отчете есть одна линейная диаграмма с двумя линиями, одна для прогнозируемых, а другая для фактических значений, распределенных по возрасту.
Опубликовать отчет
При желании вы можете добавить больше визуализаций. В интересах краткости в этом руководстве мы опубликуем отчет.
Сохраните отчет.
Выберите Файл > Опубликовать > Опубликовать в Power BI .
Войдите в службу Power BI.
Выберите Моя рабочая область .
После успешной публикации отчета выберите Открыть
в Power BI . Отчет открывает отчет в Power BI в вашем браузере.

Включить обновление наборов данных
В сценарии, когда источник данных обновляется новыми данными для оценки, вам необходимо обновить свои учетные данные, чтобы данные могли быть оценены.
В разделе Моя рабочая область в службе Power BI в черной строке заголовка выберите Дополнительные параметры (…) > Параметры > Параметры .
Выберите Наборы данных , разверните Учетные данные источника данных , затем выберите Изменить учетные данные .
Следуйте инструкциям для azureMLFunctions и Web . Убедитесь, что вы выбрали уровень конфиденциальности. Теперь вы можете установить Обновление по расписанию данных.Выберите Частота обновления и Часовой пояс . Вы также можете выбрать адрес электронной почты, на который Power BI может отправлять уведомления об ошибках обновления.
Выберите Применить .
Примечание
При обновлении данных они также отправляются в конечную точку машинного обучения Azure для оценки.
Очистить ресурсы
Важно
Вы можете использовать созданные вами ресурсы в качестве предварительных условий для других руководств по машинному обучению Azure и статей с практическими рекомендациями.
Если вы не планируете использовать созданные вами ресурсы, удалите их, чтобы не платить за них.
На портале Azure выберите Группы ресурсов в крайнем левом углу.
В списке выберите созданную вами группу ресурсов.
Выберите Удалить группу ресурсов .
Введите имя группы ресурсов. Затем выберите Удалить .
В «Моя рабочая область» в службе Power BI удалите отчет и связанный набор данных.Вам не нужно удалять Power BI Desktop или отчет на вашем компьютере. Power BI Desktop распространяется бесплатно.

Следующие шаги
В этой серии руководств вы узнали, как настроить расписание в Power BI, чтобы новые данные могли оцениваться конечной точкой оценки в Машинном обучении Azure.
Выбор клинового ремня — это настоящий кайф
Наиболее распространенными системами передачи мощности от привода на ведомый вал являются ременные, зубчатые и цепные приводы.Но системы клиноременной передачи, также называемые фрикционными приводами (поскольку мощность передается в результате прилегания ремня к шкиву), являются экономичным вариантом для промышленных, автомобильных, коммерческих, сельскохозяйственных и бытовых устройств. Клиноременные приводы также просты в установке, не требуют смазки и гасят ударные нагрузки.
Шкивы с большим количеством гусениц тянут больше нагрузкиВот загвоздка: стандартные фрикционные приводы могут как проскальзывать, так и проскальзывать, что приводит к неточному соотношению скоростей или ухудшению точности синхронизации между входным и выходным валами.По этой причине важно выбрать ремень, подходящий для конкретной области применения.
Пояс косметический
Ременные приводы — одна из самых ранних систем передачи энергии, широко использовавшаяся во время промышленной революции. Тогда плоские ремни передавали силу на большие расстояния и делались из кожи. Позже спрос на более мощное оборудование и рост крупных рынков, таких как автомобильная промышленность, стимулировали появление новых конструкций ремней. Клиновые ремни трапециевидной или V-образной формы из резины, неопрена и синтетических уретановых материалов заменили плоские ремни. Теперь увеличенный общий материал поверхности современных ремней прилегает к канавкам шкивов за счет силы трения, чтобы уменьшить натяжение, необходимое для передачи крутящего момента. Верхняя часть ремня, называемая натяжной или изоляционной секцией, содержит волокнистые корды для повышения прочности, поскольку она несет нагрузку тягового усилия. Он помогает удерживать натяжные элементы на месте и действует как связующее для лучшего сцепления между шнурами и другими участками. Таким образом уменьшается тепловыделение, что продлевает срок службы ремня. Предварительно растянутые корды натяжных элементов (полиэстер, арамид, сталь, стекловолокно) также минимизируют растяжение.
Теперь увеличенный общий материал поверхности современных ремней прилегает к канавкам шкивов за счет силы трения, чтобы уменьшить натяжение, необходимое для передачи крутящего момента. Верхняя часть ремня, называемая натяжной или изоляционной секцией, содержит волокнистые корды для повышения прочности, поскольку она несет нагрузку тягового усилия. Он помогает удерживать натяжные элементы на месте и действует как связующее для лучшего сцепления между шнурами и другими участками. Таким образом уменьшается тепловыделение, что продлевает срок службы ремня. Предварительно растянутые корды натяжных элементов (полиэстер, арамид, сталь, стекловолокно) также минимизируют растяжение.
Дно, или секция сжатия, спроектировано так, чтобы выдерживать сжатие. Он изготовлен из прочной резиновой смеси, которая оказывает заклинивающее усилие на канавку шкива, чтобы улучшить сцепление без деформации.
Защитный чехол (как правило, эластичный чехол из ткани, пропитанной резиной, устойчивый к скольжению и прочный) представляет собой термостойкий слой, защищающий внутренние компоненты ремня.
Если вращающийся компонент блокируется во время работы, вся система передачи мощности может быть повреждена цепями или шестернями.Ременные приводы снижают этот риск, потому что ремни проскальзывают при замерзании системы, что предотвращает поломку.Полученный крутящий момент зависит от сопротивления ремня приложенному натяжению и степени прилегания к внутренним стенкам канавки шкива. По этой причине никогда не следует смазывать системы ременного привода, поскольку они зависят от трения для передачи мощности — в отличие от цепных или зубчатых систем, которые работают за счет чистого контактного давления. Еще один совет: внутренняя поверхность ремня никогда не должна касаться дна канавки.
Мощность
Ремни всех размеров классифицируются по размерам поперечного сечения и длины. Поперечное сечение указывает верхнюю ширину, глубину и размеры V-образного угла. Длина измеряется в единицах внешней и внутренней (шаговой) длины.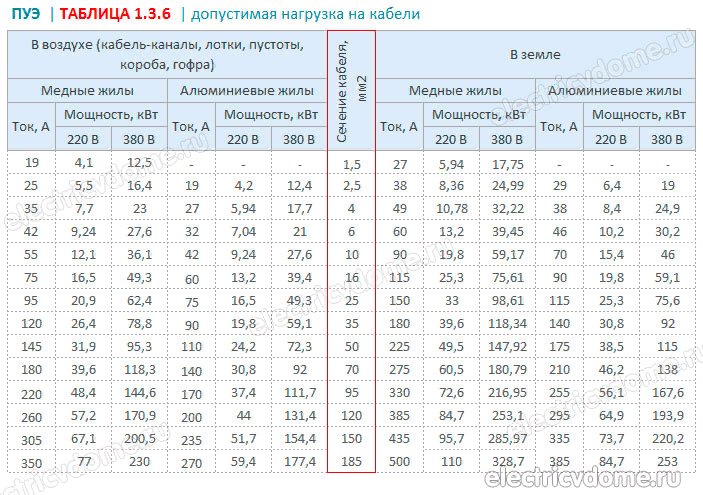
В машиностроении мощность — это мера производительности или мощности и определяется как объем работы, выполненной за данный момент времени. Крутящий момент связан с мощностью:
Добавление коэффициента обслуживания к номинальной мощности (которая является либо мощностью двигателя, либо передаваемой мощностью в лошадиных силах) обеспечивает эффективность привода.
Скорректированная номинальная мощность
Базовая номинальная мощность известна для всех размеров шкивов и скоростей привода. В представленной здесь системе коррекция длины и коэффициент коррекции дуги регулируют эту базовую номинальную мощность в соответствии с соотношением скоростей шкива (которое мы вскоре объясним) и межосевым расстоянием. Это более точно и реалистично, чем формулы и таблицы, которые показывают только базовые значения мощности.
Для простоты обычно предполагается типичное межосевое расстояние для каждой комбинации шкивов.Для расстояний, не указанных в списке, знайте, что более длинные межосевые расстояния означают несколько более высокую номинальную мощность, а более короткие межосевые расстояния означают более низкие номинальные мощности. Для приводов с большим передаточным числом небольшие изменения межосевого расстояния могут значительно повлиять на номинальную мощность.
Наконец: многие стандартные шкивы рассчитаны на работу со скоростью до 6500 футов в минуту в соответствии с отраслевыми стандартами. Для приводов, превышающих эту скорость, требуется конструкция шкива из ковкого чугуна, и в таких случаях настоятельно рекомендуется дополнительная помощь производителя при проектировании.
Расчетная мощность
Коэффициент обслуживания учитывает потери мощности из-за вибрации, ударов, нагрева и других факторов, вызванных двигателем и применением. Использование проектной мощности, основанной на этих соображениях, приводит к более точной и эффективной системе привода.
Эти эксплуатационные факторы для клиноременных приводов соответствуют стандартам RMA. Они делают выбор клинового ремня более подходящим для конкретной нагрузки и условий движения.
Они делают выбор клинового ремня более подходящим для конкретной нагрузки и условий движения.Эксплуатационные коэффициенты зависят от ведомых машин и приводных агрегатов; выберите ведомую машину с характеристиками нагрузки, наиболее близкими к характеристикам рассматриваемой машины, затем умножьте ее на номинальную мощность двигателя или потребляемую мощность ведомого агрегата, чтобы получить расчетную мощность.Для оборудования, подверженного дросселированию, рекомендуется коэффициент обслуживания 2,0.
л.с. ‘= SF × л.с.
Где SF = Коэффициент обслуживания
л.с. = Базовая мощность
л.с.л.с. ‘= Расчетная мощность
л.с.Следующий коэффициент: Передаточное число выражает соотношение скоростей между двумя шкивами клинового ремня. Теоретические соотношения скоростей стабильны, поскольку не учитывается проскальзывание — потеря скорости около 5%. Однако, поскольку проскальзывание ремня неизбежно, фактические соотношения могут быть разными.Если передаточное число меньше 1 (например, 1: 4), это система, которая увеличивает скорость; если передаточное число больше 1 (например, 4: 1), это система снижения скорости. В обоих случаях соотношение получается с размерами входного (ведущего) и выходного (ведомого) шкивов:
Где R S = Передаточное число
D 1 = Диаметр ведущего шкива
D 2 = Диаметр ведомого шкива
Скорость обода или ремня:
Выберите секцию ремня, соответствующую геометрии вашей конструкции и реальным рабочим требованиям.Чтобы получить максимальную рекомендуемую рабочую частоту вращения для стандартного шкива или шкива, введите ограничение скорости 6500 футов в минуту по этой формуле. Это ограничение скорости относится только к конструкции шкива. Если шкив должен работать на более высокой скорости, следует рассмотреть возможность двухплоскостной или динамической балансировки.
Балансировка
Когда устройство движется по круговой траектории, инерционная центробежная сила отталкивает элемент от центра. (Чтобы лучше почувствовать центробежную силу, привяжите один конец веревки к объекту, а другой конец — к оси вращения.По мере увеличения скорости объект поднимается в воздух до тех пор, пока веревка не потянется горизонтально.)
В системах передачи энергии, если масса вращающегося тела неравномерно распределена вокруг его оси вращения, центробежные силы будут неуравновешенными. Это вызывает вибрацию, шум и сокращает срок службы. Балансировка шкивов на клиноременных передачах исправляет это, изменяя центр тяжести в соответствии с осью вращения (в центре детали).
Вооружившись передаточным числом, мы получаем значение л.с. на ремень; разделив расчетную мощность на это, мы получим количество требуемых ремней.Каждый вращающийся компонент в некоторой степени разбалансирован; детали с абсолютным балансом были бы дорогостоящими (если не невозможными) в производстве. Но два типа балансировки, одобренные Ассоциацией по передаче механической энергии (MPTA), исправляют ситуацию: одинарная и двухплоскостная.
Всегда рекомендуется балансировка в одной плоскости. Здесь добавляется противовес, идентичный и прямо напротив дополнительной массы. Однако балансировки в одной плоскости не всегда достаточно. Если частота вращения приложения превышает максимально рекомендованную, требуется двухплоскостная балансировка.В частности:
Где D = Диаметр, дюйм
F = Ширина лица, дюйм
Например, если Ø20 × 10 дюймов. Шкив с торцевой шириной вращается со скоростью более 1100 об / мин, рекомендуется динамическая балансировка. Результат: 1096 об / мин.
Существуют ли версии шкива выбранного размера с достаточным количеством канавок для требуемых ремней? Это проверено здесь, и нестандартная ширина лица рассчитывается, но заштрихована фиолетовым цветом.Когда балансировки в одной плоскости недостаточно, балансировка в двух плоскостях корректирует вес в двух плоскостях на оси компонента.(Это не полностью динамическая балансировка, а частично динамическая балансировка.) Затронутые области должны быть разделены для эффективного получения двухплоскостной балансировки в соответствии с рекомендациями MPTA. Таким образом, двухплоскостная балансировка действует на несбалансированные единицы масс, которые не лежат в узкой плоскости. Они распределены по длине компонента.
На общий дисбаланс влияют несколько факторов: масса источника дисбаланса, расстояние от центра вращения, скорость и расстояние между причиной дисбаланса по осевой длине.Как правило, чем длиннее компонент по отношению к его диаметру, тем больше необходимость в двухплоскостной балансировке на определенной скорости.
Двухплоскостная балансировка рекомендуется только там, где ширина лицевой поверхности продукта относительно велика и скорость работы относительно высока, или когда балансировка критична. Это считается необязательным и требует специального запроса.
Здесь представлены только частичные примеры диаграмм, но полное техническое электронное руководство (и программное обеспечение для определения размеров ременных приводов) доступно на maskapulleys.com — или по телефону (800) 463-8928.
Новая система определения размеров ременных приводов
При создании нового инженерного привода или модернизации оборудования существует несколько подходов к определению наиболее подходящего ремня. В одном подходе, который мы представляем здесь, используются скорректированные номинальные мощности вместо базовых. Чем это полезно? Базовая номинальная мощность зависит только от размера шкива и скорости привода. В значениях системы, которые мы представляем здесь, применяются коэффициенты коррекции длины и коррекции дуги — для корректировки базовой номинальной мощности в соответствии с соотношением и межосевым расстоянием.В приведенных здесь таблицах выбора скорректированная номинальная мощность представлена с обоими поправочными коэффициентами.
Какие компоненты необходимы для экономичного и точного клиноременного привода? Чтобы быстро оценить выбор, выполните следующие действия.
Определите требования к приводу. Какую мощность нужно передавать и с какой скоростью?
На основании оценок производителя определите коэффициент обслуживания для вашего конкретного приложения.
Определите расчетную мощность в лошадиных силах, используя ее формулу.
Основываясь на результатах, определите, какая часть ремня будет подходить для вашего привода, с помощью диаграмм скорость-мощность. (Узкие ленточные шкивы, более компактные, чем классические шкивы, имеют другие характеристики.)
Определите передаточное число вашего привода на основе формулы передаточного числа и найдите ближайшее значение в таблицах выбора привода для выбранной секции ремня.Расстояние между центрами предварительно выбирается в зависимости от размера привода.
Найдите необходимое количество ремней, разделив расчетную мощность в лошадиных силах на значение мощности ремня в таблицах выбора привода.
Проверьте пригодность этого привода, посоветовавшись с количеством канавок, имеющихся в этих размерах шкивов.
Определите, требуется ли динамическая балансировка для каждого шкива на основе формулы динамической или двухплоскостной балансировки.Обратите внимание, что размеры стандартной ширины лица можно найти в таблицах.
Несколько ассоциаций предоставляют рекомендации по спецификациям ремней. Чаще всего используются те, которые учреждены Ассоциацией производителей каучука (RMA). Кроме того, программа выбора привода облегчает этот процесс.
% PDF-1.7 % 3373 0 объект > эндобдж xref 3373 108 0000000016 00000 н. 0000005597 00000 н. 0000005920 00000 н. 0000005974 00000 п. 0000006104 00000 п. 0000006520 00000 н. 0000006949 00000 н. 0000006999 00000 н. 0000007038 00000 п. 0000007153 00000 н. 0000007410 00000 н. 0000008867 00000 н. 0000009343 00000 п. 0000009731 00000 н. 0000009982 00000 н. 0000010553 00000 п. 0000010804 00000 п. 0000011201 00000 п. 0000011636 00000 п. 0000011893 00000 п. 0000012361 00000 п. 0000012418 00000 п. 0000043689 00000 п. 0000080687 00000 п. 0000107186 00000 п. 0000131552 00000 н. 0000134203 00000 н. 0000134659 00000 н. 0000134957 00000 н. 0000135355 00000 н. 0000188406 00000 н. 0000188669 00000 н. 0000188960 00000 н. 0000189854 00000 н. 0000192342 00000 н. 0000192650 00000 н. 0000193098 00000 н. 0000193149 00000 н. 0000193224 00000 н. 0000193330 00000 н. 0000193456 00000 н. 0000193514 00000 н. 0000193796 00000 н. 0000193854 00000 н. 0000193982 00000 н. 0000194110 00000 н. 0000194396 00000 н. 0000194454 00000 н. 0000194570 00000 н. 0000194684 00000 н. 0000194800 00000 н. 0000194858 00000 н. 0000194974 00000 н. 0000195032 00000 н. 0000195266 00000 н. 0000195324 00000 н. 0000195612 00000 н. 0000195670 00000 н. 0000195966 00000 н. 0000196164 00000 н. 0000196222 00000 н. 0000196368 00000 н. 0000196530 00000 н. 0000196780 00000 н. 0000196838 00000 н. 0000196986 00000 н. 0000197150 00000 н. 0000197270 00000 н. 0000197328 00000 н. 0000197471 00000 н. 0000197527 00000 н. 0000197617 00000 н. 0000197705 00000 н. 0000197819 00000 н. 0000197875 00000 н. 0000198037 00000 н. 0000198093 00000 н. 0000198189 00000 н. 0000198395 00000 н. 0000198451 00000 н. 0000198553 00000 н. 0000198609 00000 н. 0000198665 00000 н. 0000198722 00000 н. 0000198779 00000 н. 0000198837 00000 н. 0000199001 00000 н. 0000199058 00000 н. 0000199116 00000 н. 0000199173 00000 н. 0000199230 00000 н. 0000199287 00000 н. 0000199345 00000 н. 0000199475 00000 н. 0000199533 00000 н. 0000199663 00000 н. 0000199721 00000 н. 0000199779 00000 н. 0000199837 00000 н. 0000199981 00000 н. 0000200039 00000 н. 0000200183 00000 н. 0000200241 00000 н. 0000200387 00000 н. 0000200445 00000 н. 0000200503 00000 н. 0000005360 00000 п. 0000002511 00000 н. трейлер ] / Назад 2727965 / XRefStm 5360 >> startxref 0 %% EOF 3480 0 объект > поток hViXg gBB $ \ aDM * lPbr $ 0AD յ EP` + @ V UAUQKk} g &> 3
Таблица процедур питания | Стол для медицинского осмотра
Стол для измерения мощности Brewer AssistPRO 7500 — это самый технологичный стол для проверки мощности в отрасли.В дополнение к опусканию до 19 дюймов для лучшего бокового переноса пациента, 7500 Power Table является программируемым и плавно регулируемым для соответствия любым требованиям процедуры. Этот бариатрический стол может вместить до 450 фунтов, а с регулируемым трехточечным подголовником и выдвижной подставкой для ног все пациенты чувствуют себя в безопасности и комфортно. Brewer предлагает 3-летнюю гарантию на этот лучший стол в отрасли.
Программируемый стол для процедур Brewer AssistPRO 7500 поставляется с интуитивно понятным ручным и ножным управлением.Визуальные и звуковые сигналы упрощают использование. Плавно регулируемый стол может быть легко запрограммирован на четыре предпочтительных положения стола, включая лежа на спине, левый боковой наклон, литотомию и проктологию. Таблицы мощности Brewer AssistPRO включают диспенсеры для бумаги на 18 и 21 дюймов. Процедурный стол Brewer AssistPRO Power удобно опускается до 19 дюймов, удобных для инвалидных колясок, и обеспечивает безопасную транспортировку пациентов для всех пациентов, даже для менее способных.
Вся продукция Brewer соответствует нормам и правилам электротехнической и медицинской промышленности США и Канады, а также соответствует отраслевым требованиям или превосходит их.Brewer AssistPRO имеет классификацию ETL для США и Канады. Таблицы процедур питания Brewer AssistPRO соответствуют стандарту UL STD, 60601-1 и сертифицированы CSA STD, C.22.2 No. 601-1.
| Базовые размеры | 36 дюймов x 24 дюйма (61 x 91,4 см) ДхШ |
| Длина шнура | 70 » |
| Размеры подголовника | 13 дюймов x 11 дюймов (33 x 27,5 дюйма)9 см) |
| Диапазон высоты | 19–40 дюймов (48,3–161,6 см) |
| Размеры опоры для ног | 16.6 дюймов x 11,25 дюйма (42,2 x 27,9 см) |
| Длина | 69 дюймов или 90 дюймов (с подставкой для ног и подголовником) |
| Держатель рулона бумаги Размер | Рулоны 18 дюймов и 21 дюйм |
| Мощность | Номинальное 115 В переменного тока, 60 Гц, безопасное сверхнизкое напряжение |
| Диапазон наклона / Тренделенбург | до 30 ° |
| Масса Грузоподъемность | 450 фунтов |
| Ширина | 28 » |
| Высота | 19-40 дюймов (48.От 3 до 161,6 см) |
| Длина шнура питания | 70 » |
Brewer Company 3 года гарантии
The Brewer Company гарантирует, что ее программируемый стол AssistPRO, таблица процедур Assist Power, таблица исследования High-Low Exam, таблица FLEX Exam, таблица базового исследования, таблица обработки элементов и LiftMate не содержат дефектов деталей. качество изготовления при нормальном использовании и обслуживании в течение трех (3) лет с даты отгрузки.Компания Brewer гарантирует, что ее стол для осмотра доступа (5000 и 5001), продукты для сидения и вспомогательные продукты не имеют дефектов деталей и изготовления при нормальном использовании и обслуживании в течение пяти (5) лет с даты отгрузки. Компания Brewer гарантирует, что ее осветительные приборы не имеют дефектов деталей и изготовления при нормальном использовании и обслуживании в течение одного (1) года с даты отгрузки.
The Brewer Company не несет ответственности за любой сбой Продукта из-за злоупотребления, неправильного использования, модификации или ненадлежащего использования или за любое использование, превышающее опубликованные возможности Продукта.ДАННАЯ ГАРАНТИЯ ЯВЛЯЕТСЯ ИСКЛЮЧИТЕЛЬНОЙ И ЗАМЕНЯЕТ ВСЕ ДРУГИЕ ГАРАНТИИ И СРЕДСТВА ЗАЩИТЫ, ВКЛЮЧАЯ, НО НЕ ОГРАНИЧИВАЯСЯ, ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ КОММЕРЧЕСКОЙ ЦЕННОСТИ И / ИЛИ ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ. НИКАКИЕ АГЕНТЫ, СОТРУДНИКИ ИЛИ ПРЕДСТАВИТЕЛИ ПИВОВАРНОЙ КОМПАНИИ НЕ ИМЕЮТ КАКИХ-ЛИБО УТВЕРЖДЕНИЙ, ЗАЯВЛЕНИЙ ИЛИ ГАРАНТИЙ, НЕ УКАЗАННЫХ В НАСТОЯЩИХ УСЛОВИЯХ В ОТНОШЕНИИ ЛЮБОЙ ПРОДУКЦИИ ПИВОВАРНОЙ КОМПАНИИ. ПИВОВАРНАЯ КОМПАНИЯ НЕ НЕСЕТ НИКАКОЙ ОТВЕТСТВЕННОСТИ ЗА УЩЕРБ, ВЫЗВАННЫЙ ТРАНСПОРТОМ, АВАРИЯМИ, ПОЖАРОМ, НЕСАНКЦИОНИРОВАННЫМ ИЗМЕНЕНИЕМ, ИЛИ НОРМАЛЬНЫМ ИЗНОСОМ ИЛИ ЗЛОУПОТРЕБЛЕНИЕМ, ИЛИ ПИВОВАРНАЯ КОМПАНИЯ НЕ НЕСЕТ КАКОЙ-ЛИБО ОТВЕТСТВЕННОСТИ, ЗА КАКОЙ-ЛИБО ПРИБЫЛЬ ИЛИ УЩЕРБ ПРИБЫЛИ, ЗА КАКОЙ-ЛИБО ПРИБЫЛЬ ИЛИ ПРИБЫЛЬ. любой такой ущерб, возникший в результате (а) проектирования, производства, продажи, доставки, установки, ремонта, эксплуатации или использования продуктов The Brewer Company или любой ее части, (б) любого фактического или предполагаемого отказа или дефекта в продуктах The Brewer Company Компания Brewer или любая ее часть, или (c) любое фактическое или предполагаемое нарушение или неисполнение компанией Brewer Company данной ограниченной гарантии.
30-дневная политика возврата
На этот продукт предоставляется 30-дневная гарантия возврата денег. Просто позвоните в службу поддержки QuickMedical по телефону 425-222-5963, чтобы получить номер разрешения на возврат и инструкции о том, куда отправить возврат. Все возвраты должны быть авторизованы и в оригинальной упаковке.
Комиссия за пополнение запасов
В случае возврата производитель этого продукта может взимать комиссию за пополнение запасов в размере 50 долларов США или 25%, в зависимости от того, что больше.
Чтобы избежать сборов за заводские пополнения запасов, проконсультируйтесь с торговым представителем QuickMedical, чтобы убедиться, что продукт соответствует вашим потребностям.Могут быть организованы демонстрации на месте или одобренные заводом-изготовителем испытания и оценки, которые могут снизить или отменить сборы за пополнение запасов.
Определение, процессы, компоненты и оборудование обработки с ЧПУ
Станок с ЧПУ, выполняющий фрезерные операции на заготовке.Изображение предоставлено: Дмитрий Калиновский, Shutterstock
Что такое обработка с ЧПУ?
Обработка с ЧПУ — это термин, обычно используемый в производстве и промышленных приложениях.Но что такое ЧПУ? А что такое станок с ЧПУ?
ЧПУ 101: термин ЧПУ означает «компьютерное числовое управление», а определение механической обработки с ЧПУ заключается в том, что это субтрактивный производственный процесс, который обычно использует компьютеризированные средства управления и станки для удаления слоев материала из заготовки, известной как заготовка. или заготовку — и производит деталь по индивидуальному заказу. Этот процесс подходит для широкого спектра материалов, включая металлы, пластмассы, дерево, стекло, пену и композиты, и находит применение в различных отраслях промышленности, таких как крупногабаритная обработка с ЧПУ, обработка деталей и прототипов для телекоммуникаций и ЧПУ. обработка деталей в аэрокосмической отрасли, требующих более жестких допусков, чем в других отраслях промышленности.Обратите внимание, что существует разница между определением обработки с ЧПУ и определением станка с ЧПУ: одно — это процесс, а другое — машина. Станок с ЧПУ — это программируемый станок, который может автономно выполнять операции обработки с ЧПУ.
Субтрактивные производственные процессы, такие как обработка с ЧПУ, часто противопоставляются процессам аддитивного производства, таким как 3D-печать, или формующим производственным процессам, таким как литье под давлением. В то время как процессы вычитания удаляют слои материала из заготовки для создания нестандартных форм и конструкций, аддитивные процессы собирают слои материала для получения желаемой формы, а процессы формования деформируют и смещают исходный материал в желаемую форму.Автоматизированный характер обработки с ЧПУ позволяет производить высокоточные и высокоточные, простые детали и рентабельность при выполнении единичных и средних производственных циклов. Однако, хотя обработка с ЧПУ демонстрирует определенные преимущества по сравнению с другими производственными процессами, степень сложности и сложности, достигаемая при проектировании деталей, и рентабельность производства сложных деталей ограничены.
Хотя каждый тип производственного процесса имеет свои преимущества и недостатки, в этой статье основное внимание уделяется процессу обработки с ЧПУ, излагаются основы процесса, а также различные компоненты и инструменты станка с ЧПУ (иногда ошибочно называемого станком C и C). .Кроме того, в этой статье исследуются различные операции механической обработки с ЧПУ и представлены альтернативы процессу обработки с ЧПУ.
Кратко, это руководство охватывает:
Обзор процесса обработки с ЧПУ
Являясь развитием процесса обработки с числовым программным управлением (ЧПУ), в котором использовались перфокарты, обработка с ЧПУ представляет собой производственный процесс, в котором используются компьютеризированные средства управления для управления станком и режущими инструментами и манипулирования ими для придания формы заготовке, например., металл, пластик, дерево, пенопласт, композит и т. д. — на индивидуальные детали и конструкции. Хотя процесс обработки с ЧПУ предлагает различные возможности и операции, фундаментальные принципы процесса остаются в основном одинаковыми для всех из них. Базовый процесс обработки с ЧПУ включает следующие этапы:
- Проектирование модели САПР
- Преобразование файла САПР в программу ЧПУ
- Подготовка станка с ЧПУ
- Выполнение операции обработки
CAD Модель Дизайн
Процесс обработки с ЧПУ начинается с создания 2D-векторной или 3D-модели твердотельной детали в САПР собственными силами или компанией, предоставляющей услуги проектирования CAD / CAM.Программное обеспечение для автоматизированного проектирования (САПР) позволяет дизайнерам и производителям создавать модели или визуализировать свои детали и продукты вместе с необходимыми техническими характеристиками, такими как размеры и геометрия, для производства детали или продукта.
Конструкции для деталей, обработанных с ЧПУ, ограничены возможностями (или неспособностью) станка с ЧПУ и инструментов. Например, большинство станков с ЧПУ имеют цилиндрическую форму, поэтому геометрия детали, возможная в процессе обработки с ЧПУ, ограничена, поскольку инструмент создает изогнутые угловые участки.Кроме того, свойства обрабатываемого материала, конструкция инструмента и возможности крепления станка дополнительно ограничивают возможности проектирования, такие как минимальная толщина детали, максимальный размер детали, а также включение и сложность внутренних полостей и элементов.
После завершения проектирования САПР дизайнер экспортирует его в формат файла, совместимый с ЧПУ, например STEP или IGES.
Преобразование файлов CAD
Отформатированный файл проекта САПР проходит через программу, обычно программное обеспечение автоматизированного производства (CAM), для извлечения геометрии детали и генерирует цифровой программный код, который будет управлять станком с ЧПУ и манипулировать инструментами для производства детали, разработанной по индивидуальному заказу.
Станки с ЧПУиспользовали несколько языков программирования, включая G-код и M-код. Самый известный из языков программирования ЧПУ, общий или геометрический код, называемый G-кодом, контролирует, когда, где и как перемещаются станки, например, когда включать или выключать, как быстро перемещаться к конкретное место, пути следования и т. д. — поперек заготовки. Код различных функций, называемый M-кодом, управляет вспомогательными функциями станка, такими как автоматизация снятия и замены кожуха станка в начале и в конце производства соответственно.
После того, как программа ЧПУ сгенерирована, оператор загружает ее в станок с ЧПУ.
Настройка машины
Прежде чем оператор запустит программу ЧПУ, он должен подготовить станок с ЧПУ к работе. Эти приготовления включают закрепление заготовки непосредственно в станке, на шпинделях станка или в тисках станка или аналогичных зажимных приспособлениях, а также прикрепление необходимого инструмента, такого как сверла и концевые фрезы, к соответствующим компонентам станка.
После того, как станок полностью настроен, оператор может запустить программу ЧПУ.
Выполнение операции обработки
Программа ЧПУ действует как инструкции для станка с ЧПУ; он подает команды станка, определяющие действия и движения инструмента, на встроенный компьютер станка, который управляет станком и управляет им. Запуск программы побуждает станок с ЧПУ начать процесс обработки с ЧПУ, и программа направляет станок на протяжении всего процесса, поскольку он выполняет необходимые машинные операции для производства детали или продукта, разработанных по индивидуальному проекту.
Процессы обработки с ЧПУмогут выполняться собственными силами — если компания вкладывает средства в приобретение и обслуживание собственного оборудования с ЧПУ — или поручать специализированным поставщикам услуг по обработке с ЧПУ.
Типы операций обработки с ЧПУ
Обработка с ЧПУ— это производственный процесс, подходящий для самых разных отраслей, включая автомобилестроение, аэрокосмическую, строительную и сельскохозяйственную промышленность, и позволяющий производить ряд продуктов, таких как автомобильные рамы, хирургическое оборудование, авиационные двигатели, шестерни, а также ручные и Садовый инвентарь.Этот процесс включает в себя несколько различных операций обработки с компьютерным управлением, включая механические, химические, электрические и термические процессы, которые удаляют необходимый материал из заготовки для производства детали или продукта индивидуальной конструкции. Хотя химические, электрические и термические процессы обработки рассматриваются в следующем разделе, в этом разделе рассматриваются некоторые из наиболее распространенных операций механической обработки с ЧПУ, в том числе:
Сверлильный станок с ЧПУ
Сверление — это процесс обработки, в котором используются многоточечные сверла для создания цилиндрических отверстий в заготовке.При сверлении с ЧПУ, как правило, станок с ЧПУ подает вращающееся сверло перпендикулярно плоскости поверхности заготовки, в результате чего получаются выровненные по вертикали отверстия с диаметром, равным диаметру сверла, используемого для операции сверления. Однако операции углового сверления также могут выполняться с использованием специализированных конфигураций станков и зажимных приспособлений. Рабочие возможности процесса сверления включают зенковку, зенковку, развертывание и нарезание резьбы.
Фрезерный станок с ЧПУ
Фрезерование — это процесс обработки, в котором используются вращающиеся многоточечные режущие инструменты для удаления материала с заготовки. При фрезеровании с ЧПУ станок с ЧПУ обычно подает заготовку к режущему инструменту в том же направлении, что и вращение режущего инструмента, тогда как при ручном фрезеровании станок подает заготовку в направлении, противоположном вращению режущего инструмента. Функциональные возможности процесса фрезерования включают торцевое фрезерование — прорезание неглубоких, плоских поверхностей и полостей с плоским дном в заготовке — и периферийное фрезерование — прорезание глубоких полостей, таких как пазы и резьбы, в заготовке.
Токарная обработка с ЧПУ
Токарная обработка с ЧПУ и многошпиндельная обработкаИзображение предоставлено: Buell Automatics
Токарная обработка — это процесс обработки, в котором используются одноточечные режущие инструменты для удаления материала с вращающейся детали. При токарной обработке с ЧПУ станок — обычно токарный станок с ЧПУ — подает режущий инструмент линейным движением вдоль поверхности вращающейся заготовки, удаляя материал по окружности до достижения желаемого диаметра, для производства цилиндрических деталей с внешними и внутренними характеристиками. , например прорези, конусы и резьбы.Рабочие возможности токарного процесса включают растачивание, торцевание, нарезание канавок и нарезание резьбы. Когда дело доходит до фрезерного станка с ЧПУ, а не токарного, фрезерование с его вращающимися режущими инструментами лучше работает для более сложных деталей. Однако токарные станки с вращающимися деталями и стационарными режущими инструментами лучше всего подходят для более быстрого и точного создания круглых деталей.
Таблица 1 — Характеристики стандартных операций обработки с ЧПУОбработка | Характеристики |
Бурение |
|
Фрезерный |
|
Токарный |
|
Близкие родственники токарных станков, прядильные станки с ЧПУ включают токарный станок с заготовкой (металлическим листом или трубкой), которая вращается с высокой скоростью, в то время как металлический прядильный валок придает заготовке желаемую форму.В качестве «холодного» процесса прядение металла с ЧПУ формирует предварительно сформированный металл — трение прядильного станка, контактирующего с роликом, создает силу, необходимую для придания формы детали.
Как работает швейцарская машина?Швейцарская обработка, также известная как швейцарская обработка винтов, использует специальный тип токарного станка, который позволяет заготовке двигаться вперед и назад, а также вращаться, чтобы обеспечить более точные допуски и лучшую стабильность во время резки. Заготовки обрезаются рядом с удерживающей втулкой, а не дальше.Это позволяет снизить нагрузку на изготавливаемую деталь. Швейцарская обработка лучше всего подходит для небольших деталей в больших количествах, таких как винты для часов, а также для приложений с критическими допусками на прямолинейность или соосность. Вы можете узнать больше об этой теме в нашем руководстве о том, как работают швейцарские винтовые машины.
Как работает 5-осевой станок с ЧПУ?5-осевая обработка с ЧПУ описывает компьютеризированную производственную систему с числовым управлением, которая добавляет к традиционному 3-осевому линейному движению (X, Y, Z) станка две оси вращения, чтобы обеспечить доступ станка к пяти из шести сторон детали в одном разовая операция.При добавлении к рабочему столу наклонно вращающегося приспособления для удержания заготовки (или цапфы) фреза становится так называемым станком 3 + 2, индексируемым или позиционным станком, позволяя фрезу приближаться к пяти из шести сторон рабочего стола. призматическая деталь под углом 90 ° без необходимости переустановки детали оператором.
Однако это не совсем 5-осевая фреза, потому что четвертая и пятая оси не перемещаются во время операций обработки. Добавление серводвигателей к дополнительным осям, плюс компьютеризированное управление для них — часть ЧПУ — сделало бы это единым целым.Такой станок, способный выполнять полную одновременную контурную обработку, иногда называют «непрерывным» или «одновременным» 5-осевым фрезерным станком с ЧПУ. Две дополнительные оси также могут быть встроены в обрабатывающую головку или разделены — одна ось на столе, а другая на головке.
Обучение операторов токарных станков с ЧПУЧтобы работать на токарном станке с ЧПУ, машинист должен пройти определенный объем курсовой работы и получить соответствующий сертификат аккредитованной производственной учебной организации.Программы обучения токарной обработке с ЧПУ обычно включают несколько занятий или занятий, предлагая постепенный процесс обучения, разбитый на несколько этапов. Важность соблюдения протоколов безопасности усиливается на протяжении всего тренировочного процесса.
Начальные курсы токарного станка с ЧПУ могут не включать практический опыт, но они могут включать ознакомление студентов с кодами команд, перевод файлов САПР, выбор инструмента, последовательности резания и другие области. Курс для начинающих токарных станков с ЧПУ может включать:
- Смазка и график техобслуживания токарных станков
- Перевод инструкций в машиночитаемый формат и загрузка их в токарный станок
- Установление критериев выбора инструмента
- Установка инструментов и деталей для работы с материалом
- Изготовление пробных деталей
Последующее обучение токарному станку с ЧПУ обычно включает в себя фактическую работу на токарном станке, а также настройку станка, редактирование программ и разработку нового синтаксиса команд.Этот вид обучения токарным станкам может включать курсы по:
- Выявление, где требуются правки, путем сравнения образцов деталей с их характеристиками
- Редактирование программирования ЧПУ
- Создание нескольких циклов тестовых компонентов для уточнения результатов редактирования
- Регулировка расхода охлаждающей жидкости, чистка токарного станка, ремонт и замена инструмента
Прочие операции с ЧПУ
Прочие операции механической обработки с ЧПУ включают:
Обрабатывающее оборудование и компоненты с ЧПУ
Как указано выше, существует широкий диапазон операций обработки.В зависимости от выполняемой операции обработки в процессе обработки с ЧПУ используются различные программные приложения, станки и станки для получения желаемой формы или дизайна.
Типы ПО поддержки обработки с ЧПУ
В процессе обработки с ЧПУ используются программные приложения, обеспечивающие оптимизацию, точность и аккуратность специально разработанной детали или продукта. Используемые программные приложения включают:
CAD : Программное обеспечение для автоматизированного проектирования (САПР) — это программы, используемые для черчения и создания 2D-векторных или 3D-изображений твердых деталей и поверхностей, а также необходимой технической документации и спецификаций, связанных с деталями.Проекты и модели, созданные в программе CAD, обычно используются программой CAM для создания необходимой машинной программы для производства детали с помощью метода обработки с ЧПУ. Программное обеспечение САПР также можно использовать для определения и определения оптимальных свойств деталей, оценки и проверки конструкции деталей, моделирования изделий без прототипа и предоставления проектных данных производителям и мастерским.
CAM : Программное обеспечение для автоматизированного производства (CAM) — это используемые программы, извлекающие техническую информацию из модели CAD и генерирующие машинную программу, необходимую для запуска станка с ЧПУ и манипулирования инструментами для производства специально разработанной детали.Программное обеспечение CAM позволяет станку с ЧПУ работать без помощи оператора и может помочь автоматизировать оценку готовой продукции.
CAE : Программное обеспечение для автоматизированного проектирования (CAE) — это программы, используемые инженерами на этапах предварительной обработки, анализа и постобработки в процессе разработки. Программное обеспечение CAE используется в качестве вспомогательных средств поддержки в приложениях для инженерного анализа, таких как проектирование, моделирование, планирование, производство, диагностика и ремонт, для помощи в оценке и изменении конструкции продукта.Доступные типы программного обеспечения CAE включают в себя программное обеспечение для анализа конечных элементов (FEA), вычислительной гидродинамики (CFD) и многотельной динамики (MDB).
Некоторые программные приложения объединили в себе все аспекты программного обеспечения CAD, CAM и CAE. Эта интегрированная программа, обычно называемая программным обеспечением CAD / CAM / CAE, позволяет одной программе управлять всем процессом изготовления от проектирования до анализа и производства.
Что такое станок с ЧПУ? Типы станков с ЧПУ и станков
В зависимости от выполняемой операции обработки, в процессе обработки с ЧПУ используются различные станки и станки с ЧПУ для производства детали или продукта по индивидуальному заказу.В то время как оборудование может отличаться по-разному от операции к операции и от приложения к приложению, интеграция компонентов компьютерного числового программного управления и программного обеспечения (как указано выше) остается неизменной для всего оборудования и процессов обработки с ЧПУ.
Сверлильное оборудование с ЧПУ ВDrilling используются вращающиеся сверла для создания цилиндрических отверстий в заготовке. Конструкция сверла позволяет отходам металла, то есть стружке, стекать с заготовки.Существует несколько типов сверл, каждое из которых используется для определенного применения. Доступны следующие типы сверл: центрирующие сверла (для изготовления мелких или пилотных отверстий), сверла для сверления (для уменьшения количества стружки на заготовке), сверла для винтовых станков (для выполнения отверстий без пилотного отверстия) и патронные развертки (для увеличения предварительно изготовленные отверстия).
Обычно в процессе сверления с ЧПУ также используются сверлильные станки с ЧПУ, которые специально разработаны для выполнения операции сверления.Однако операция также может выполняться токарными, резьбонарезными или фрезерными станками.
Фрезерное оборудование с ЧПУMilling использует вращающиеся многоточечные режущие инструменты для придания формы заготовке. Фрезерные инструменты имеют горизонтальную или вертикальную ориентацию и включают концевые фрезы, винтовые фрезы и фрезы для снятия фасок.
В процессе фрезерования с ЧПУ также используются фрезерные станки с ЧПУ, называемые фрезерными станками или фрезерными станками, которые могут быть горизонтально или вертикально ориентированы.Базовые фрезы могут перемещаться по трем осям, а более совершенные модели имеют дополнительные оси. Доступные типы фрез включают ручные, плоские, универсальные и универсальные фрезерные станки.
Токарное оборудование с ЧПУВ токарной обработке используются одноточечные режущие инструменты для удаления материала с вращающейся детали. Конструкция токарного инструмента варьируется в зависимости от конкретного применения, с инструментами, доступными для черновой обработки, чистовой обработки, торцевания, нарезания резьбы, формовки, подрезки, отрезки и обработки канавок.
В токарном процессе с ЧПУ также используются токарные или токарные станки с ЧПУ. Доступные типы токарных станков включают токарно-револьверные станки, токарные станки для двигателей и специальные токарные станки.
Что такое настольный станок с ЧПУ?Компании, специализирующиеся на производстве станков с ЧПУ, часто предлагают настольные серии небольших и легких станков. Настольные станки с ЧПУ, хотя и работают медленнее и менее точны, но хорошо справляются с мягкими материалами, такими как пластик и пенопласт. Они также лучше подходят для небольших деталей и производства от легкой до средней.Машины, представленные в серии настольных, напоминают более крупные промышленные стандарты, но их размер и вес делают их более подходящими для небольших приложений. Например, настольный токарный станок с ЧПУ, который имеет две оси и может обрабатывать детали диаметром до шести дюймов, будет полезен для изготовления ювелирных изделий и форм. Другие распространенные настольные станки с ЧПУ включают лазерные резаки и фрезерные станки размером с плоттер.
При использовании небольших токарных станков важно различать настольный токарный станок с ЧПУ и настольный токарный станок.Настольные токарные станки с ЧПУ, как правило, более доступны, но также меньше по размеру и несколько ограничены в возможностях применения. Стандартный настольный токарный станок с ЧПУ обычно включает в себя контроллер движения, кабели и базовое программное обеспечение. Стандартный настольный токарный станок с ЧПУ в аналогичной базовой комплектации стоит немного дороже.
Обработка материалов с ЧПУ
Процесс обработки с ЧПУ подходит для различных конструкционных материалов, в том числе:
- Металл (например, алюминий, латунь, нержавеющая сталь, легированная сталь и т. Д.))
- Пластик (например, PEEK, PTFE, нейлон и т. Д.)
- Дерево
- Пена
- Композиты
Оптимальный материал для применения в производственном приложении с ЧПУ во многом зависит от конкретного производственного приложения и его технических характеристик. Большинство материалов можно обрабатывать при условии, что они могут выдерживать процесс обработки, то есть обладают достаточной твердостью, прочностью на растяжение, предел прочности на сдвиг, а также химической и температурной стойкостью.
Материал заготовки и его физические свойства используются для определения оптимальной скорости резания, скорости подачи резания и глубины резания.Скорость резания, измеряемая в футах поверхности в минуту, означает, насколько быстро станок врезается в заготовку или удаляет с нее материал. Скорость подачи, измеряемая в дюймах в минуту, является мерой того, насколько быстро заготовка подается к станку, а глубина резания — насколько глубоко режущий инструмент врезается в заготовку. Как правило, заготовка сначала проходит начальную стадию, на которой она грубо обрабатывается до приблизительной, индивидуально разработанной формы и размеров, а затем предпринимается стадия чистовой обработки, на которой она испытывает более низкие скорости подачи и меньшую глубину резания для достижения более точной и точной обработки. точные спецификации.
Размеры ЧПУ
Широкий спектр возможностей и операций, предлагаемых процессом обработки с ЧПУ, помогает ему найти применение в различных отраслях промышленности, включая автомобилестроение, авиакосмическую промышленность, строительство и сельское хозяйство, а также позволяет производить ряд продуктов, таких как гидравлические компоненты, винты и валы. Несмотря на универсальность и настраиваемость процесса, изготовление некоторых деталей, например, больших или тяжелых компонентов, представляет более серьезные проблемы, чем другие.В таблице 1 ниже представлены некоторые проблемы, связанные с обработкой крупных деталей и тяжелых компонентов.
Таблица 2 — Проблемы обработки в зависимости от размера деталиРазмер детали | Проблемы обработки |
Большая деталь |
|
Тяжелый компонент |
|
Альтернативы использованию станка с ЧПУ
Хотя обработка с ЧПУ демонстрирует преимущества по сравнению с другими производственными процессами, она может не подходить для каждого производственного применения, а другие процессы могут оказаться более подходящими и рентабельными.Хотя в этой статье основное внимание уделяется процессам механической обработки с ЧПУ, в которых используются станки для производства деталей или изделий по индивидуальному заказу, системы ЧПУ могут быть интегрированы в различные станки. Другие процессы механической обработки с ЧПУ включают ультразвуковую обработку, гидроабразивную резку и абразивно-струйную обработку.
Помимо механических процессов, также доступны процессы химической, электрохимической и термической обработки. Процессы химической обработки включают химическое фрезерование, вырубку и гравировку; процессы электрохимической обработки включают электрохимическое удаление заусенцев и шлифование; процессы термической обработки включают электронно-лучевую обработку, лазерную резку, плазменную резку и электроэрозионную обработку (EDM).
История обработки с ЧПУ (видео)
Сводка
Выше описаны основы процесса обработки с ЧПУ, различные операции обработки с ЧПУ и необходимое для них оборудование, а также некоторые соображения, которые могут быть приняты во внимание производителями и механическими цехами при принятии решения о том, является ли обработка с ЧПУ наиболее оптимальным решением для их конкретной ситуации. производственное приложение.
Чтобы получить дополнительную информацию о местных коммерческих и промышленных поставщиках услуг и оборудования для изготовления на заказ, посетите платформу Thomas Supplier Discovery Platform, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
Источники
- Нетрадиционные процессы механической обработки и термической резки
- Обработка пластика с ЧПУ
- Отрасли, использующие высокоточные станки с ЧПУ
- Услуги токарной и фрезерной обработки с ЧПУ
- Швейцарская токарная обработка и традиционная обработка с ЧПУ
- 7 причин, почему обработка с ЧПУ превосходит традиционную обработку
- Как мир (ЧПУ) вращается — Эволюция токарной обработки с ЧПУ
- Типы и преимущества обработки с ЧПУ
- Прототипирование с ЧПУ, как оно есть сегодня
- Преимущества контрактной обработки с ЧПУ
- Об услугах по производственной обработке с ЧПУ
- Все о станках с ЧПУ
- Обработанные детали из алюминия
- Обработка компонентов огнестрельного оружия
- Советы по созданию отличной конструкции прядения металла
- Важность деталей и компонентов трансмиссии для внедорожников
- Что такое швейцарская обработка с ЧПУ?
- Что нужно знать о швейцарской токарной обработке
- Самолеты и космонавтика в Ardel Engineering
- Связь в Ardel Engineering
- Токарно-фрезерные услуги с ЧПУ на Helander
- Обработка пластика с ЧПУ
- Фрезерные станки Vs.Станки токарные
- Швейцарская обработка с ЧПУ
Другие изделия с ЧПУ
Больше от Custom Manufacturing & Fabricating
Автоматизированное машинное обучение в Power BI
Введение
За последние несколько лет популярность искусственного интеллекта и машинного обучения в различных отраслях и областях научных исследований беспрецедентно возросла. Компании ищут способы интегрировать эти новые технологии в свою деятельность.Однако нехватка квалифицированных специалистов по анализу данных и экспертов по машинному обучению была одной из проблем, препятствующих внедрению ИИ. Но все большее количество инструментов предоставляет эти возможности в руки разработчиков, гражданских специалистов по данным, экспертов в предметной области и бизнес-пользователей.
В этом блоге мы углубимся в Автоматизированное машинное обучение (AutoML) для потоков данных — новую возможность в Power BI, которая позволяет бизнес-пользователям испытывать модели машинного обучения без необходимости учиться программировать или иметь обширные знания математики и статистики.AutoML для потоков данных позволяет пользователям создавать модели машинного обучения с помощью нескольких простых щелчков мышью и генерировать сводные отчеты по моделям.
Предварительные требования
Перед построением модели машинного обучения в Power BI пользователям необходимо создать поток данных для данных. Для получения дополнительных сведений о том, как настроить поток данных, обратитесь к этому блогу о том, как создать поток данных. Обратите внимание, что автоматическое машинное обучение (AutoML) в настоящее время доступно только для потоков данных на мощностях Power BI Premium и Embedded.
В этом посте я буду использовать набор данных прочности бетона на сжатие из общедоступных наборов данных UCI в качестве входных данных для моделей машинного обучения. Чтобы скачать набор данных, перейдите по этой ссылке. А теперь давайте углубимся в это!
Построение модели машинного обучения с помощью AutoML
Сначала выберите вновь созданный поток данных и выберите Изменить объект значок , чтобы увидеть все данные. Пользователь может воспользоваться преимуществами самостоятельной подготовки данных Power BI для редактирования данных. Обратите внимание, что объект потока данных изменен на Concrete Strength .
На экране объекта потока данных выберите значок « Применить модель машинного обучения» , а затем выберите « Добавить модель машинного обучения».
Выберите сущность и поле результата, для которого вы хотите сделать прогноз. Наша цель состоит в том, чтобы спрогнозировать столбец прочности объекта Прочность бетона , поэтому мы выберем Прочность бетона как «объект » и прочность как «поле результатов ». Затем нажмите « Далее» .
Следующий шаг — выбор модели. В AutoML замечательно то, что после того, как пользователи укажут поле результата, он проанализирует данные метки и порекомендует наиболее вероятный тип модели. Выберите « Выберите другую модель» , если вы хотите выбрать другой тип модели. В нашем случае регрессия — правильная модель, поэтому я нажимаю « Далее».
Выберите, какие функции или столбцы вы хотите включить в обучающие модели. AutoML также проанализирует объект, чтобы предложить входные данные, которые можно использовать для обучения модели машинного обучения.
Наконец, назовите модель и укажите время обучения. Обычно чем больше время тренировки, тем точнее результат. Кроме того, AutoML разделит предоставленные данные на данные для обучения и тестирования. Данные тестирования будут использоваться для проверки модели после обучения.
После обучения модели перейдите на вкладку « Модели машинного обучения» и выберите значок « Просмотреть отчет об обучении» , чтобы просмотреть отчет об обучении.
Отчет предоставляет подробную информацию об обучающей модели, анализирует результаты и объясняет, как функции в моделях способствуют прогнозированию модели.