

Получение биодизеля: Производство биодизеля с помощью центрифуг и сепараторов для биодизеля
Производство биодизеля с помощью центрифуг и сепараторов для биодизеля
Биодизель — это топливо, которое производится из натуральных жиров и масел. В качестве сырья используются главным образом растительные масла, например, рапсовое масло, подсолнечное масло, пальмовое масло и т. д.
Биодизель применяется вместо обычного дизельного топлива и тем самым уменьшает зависимость от горючих ископаемых. В зависимости от вида и качества сырья при производстве биодизеля используются различные методы.
Центрифуга для производства биодизеля применяется на нескольких этапах процесса:
- разделительный сепаратор для выделения глицериновой воды из сложного эфира жирной кислоты и промывки биодизеля,
- кларификатор для выделения мелких веществ из биодизеля,
- трикантер® для обработки сырья перед этерификацией,
- трикантер® для разделения трех фаз: свободных жирных кислот, глицерина и осажденных солей, например, сульфата калия, при очистке глицерина за одну технологическую операцию,
- декантер для дополнительной промывки осажденных солей, например, сульфата калия, при очистке глицерина.


Ваши преимущества при производстве биодизеля с помощью центрифуг:
- улучшенное качество биодизеля и побочных продуктов благодаря удалению загрязнений перед преобразованием,
- повышение четкости разделения при отделении глицерина и промывке биодизеля,
- предотвращение образования отложений и возникновения проблем с фильтрами благодаря эффективному отделению стеролгликозидов,
- максимальное обезжиривание твердого вещества,
- изготовленные по индивидуальному заказу компоненты — также для дооборудования при существующих процессах.
Разделение биодизеля и глицерина
Для обеспечения оптимальной степени переэтерификации требуется максимально быстрое и максимально полное отделение образовавшегося глицерина. Для выполнения этих задач уже на протяжении десятилетий используются доказавшие свою надежность сепараторы. Отделенную смесь глицерина и воды можно переработать для применения в качестве сырья в фармацевтической и косметической промышленности.
Для выполнения этих задач уже на протяжении десятилетий используются доказавшие свою надежность сепараторы. Отделенную смесь глицерина и воды можно переработать для применения в качестве сырья в фармацевтической и косметической промышленности.
Промывка биодизеля
При промывке биодизеля с помощью воды вымывается большое количество побочных продуктов, которые затем удаляются посредством сепаратора. Путем промывки биодизеля можно дополнительно в значительной степени повысить качество продукта. Это также уменьшает нагрузку на следующие агрегаты.
Ваши преимущества при разделении биодизеля и глицерина и промывке биодизеля:
- высокоэффективное разделение с помощью сепаратора при минимальном расходе электроэнергии,
- высокая степень чистоты и качество,
- защита от взрыва согласно директивам ATEX95,
- все компоненты имеют газонепроницаемое исполнение и инертизированы.

Осветление биодизеля до кристальной прозрачности
При осветлении биодизеля до кристальной прозрачности осушенный биодизель дополнительно очищается и полируется посредством дополнительного сепаратора. Оставшиеся загрязнения удаляются, тем самым повышается качество продукта.
Ваши преимущества при осветлении биодизеля до кристальной прозрачности
- «Отполируйте» свой конечный продукт!
- Удалите последние следы твердых веществ
- Обеспечьте соответствие самым строгим стандартам качества
Удаление стеролгликозидов
При определенных условиях, в первую очередь при использовании в качестве сырья пальмового и соевого масел, в биодизеле могут осаждаться стеролгликозиды. При переработке таких масел в большинстве случаев требуются повышенные расходы на техническое обслуживание производственного оборудования. Сепараторы могут эффективно удалять осажденные стеролгликозиды и тем самым снижать риск нарушений процессов.
При переработке таких масел в большинстве случаев требуются повышенные расходы на техническое обслуживание производственного оборудования. Сепараторы могут эффективно удалять осажденные стеролгликозиды и тем самым снижать риск нарушений процессов.
Ваши преимущества при удалении стеролгликозидов:
- эффективно удалите стеролгликозиды с помощью сепаратора,
- высокое качество продукта,
- надежный процесс и выполнение требований стандартов качества.
Очистка глицерина и промывка соли
Побочные продукты при производстве биодизеля также можно переработать и получить ценные вещества. Наряду с глицерином можно выделять использованную соль с высокой степенью чистоты.
Ваши преимущества при очистке глицерина и промывке соли
- Эффективное механическое разделение — большая доля сухого вещества в полученной соли
- Защита сушильного оборудования — соль эффективно удаляется
его свойства, преимущества и особенности – petrolcards.ru
Биодизелем называют жидкое горючее на основе эфиров кислот и спиртов. Сырьем для производства биологического ДТ служат различные растительные масла и животине жиры. Сегодня у нас в стране не существует государственной программы и стандартов производства ГСМ этого вида, хотя в СССР для сельскохозяйственной техники активно использовалось горючее на основе рапсового масла. Также биодизель применяется во многих странах Европы и мира в качестве альтернативы классическому дизельному топливу.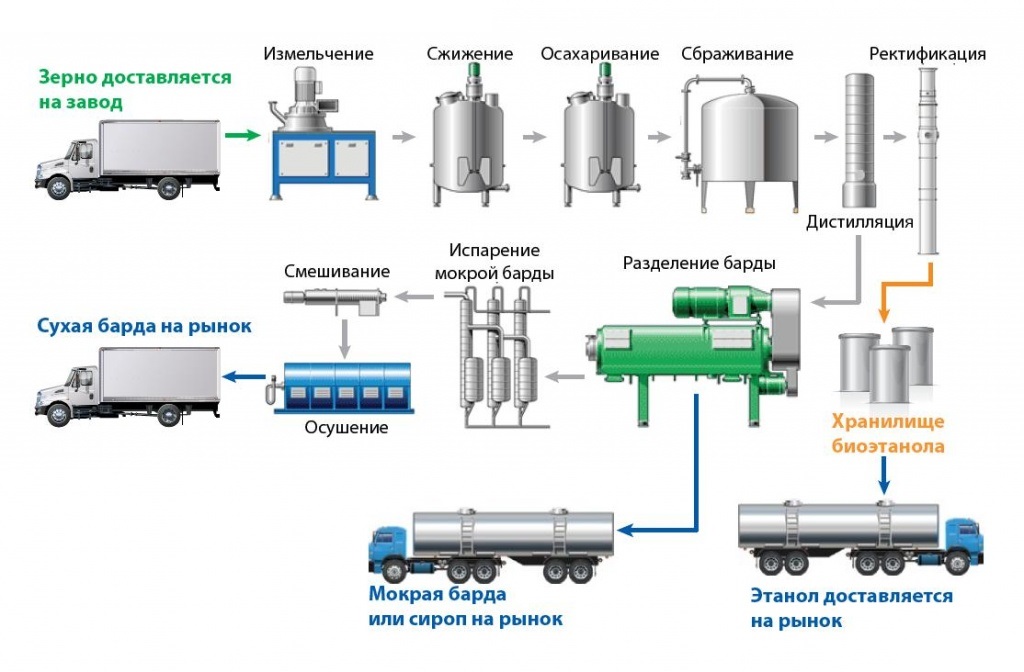 Кроме того, например, в США, Канаде, Аргентине, Бразилии, Чили, на Филиппинах и в некоторых других государствах биологическое горючее добавляется в обычное дизельное топливо для его удешевления.
Кроме того, например, в США, Канаде, Аргентине, Бразилии, Чили, на Филиппинах и в некоторых других государствах биологическое горючее добавляется в обычное дизельное топливо для его удешевления.
Основа для производства биотоплива
Материалом для получения биотоплива может служить самое разное сырье. В зависимости от этого горючее классифицируют по поколениям. Этот показатель является косвенной характеристикой качества топлива, хотя и не определяет его полностью. Вообще химические и физические характеристики биологического ДТ очень сильно зависят от сырья и процесса получения. Поэтому качественные показатели биодизеля могут колебаться в довольно широких пределах даже в рамках одного поколения.
Классификация по поколениям:
- 1-е поколение – биологическое топливо, производимое из сельскохозяйственных культур;
- 2-е поколение – биотопливо из различных жиросодержащих отходов;
- 3-е поколение – биологическое ДТ, получаемое из водорослей с высоким содержанием масла.

В разных странах и регионах в качестве сырья используют самые разные биологические культуры, что связано с возможностями и особенностями их выращивания на конкретной территории. В настоящее время наиболее распространенными источниками биологического горючего являются:
- Рапс и его разновидности (например, канола, выращиваемая в Канаде). Благодаря высокой урожайности культуры, дешевизне и хорошему качеству получаемого из нее растительного масла, сегодня все больше сельскохозяйственных площадей в мире отдается под рапс.
- Кукуруза. Получаемый из нее кукурузный этанол – качественное и устойчивое биотопливо, обладающее стабильными характеристиками, способно сохранять их в течение продолжительного времени. Данная культура активно возделывается в США и Мексике именно для получения возобновляемого горючего.
- Соя. Еще одна богатая маслами сельхозкультура, в больших количествах выращиваемая в США и Африке, благодаря своей неприхотливости и дешевизне. Простота переработки делает ее перспективным и популярным источником биогорючего;
- Пальмовое и кокосовое масла. В больших количествах производится на Филиппинах, в Индонезии и Малайзии, но за пределами этих стран практически не применяются как источник биологического топлива из-за преимущественно пищевого использования;
- Касторовое масло. Широко использовалось в качестве моторного масла в авиации – на заре ее развития. Сегодня находит ограниченное применение в качестве биотоплива, например, в Бразилии. Использование касторового масла обусловлено широким диапазоном его рабочих температур.
 В больших количествах производится на Филиппинах, в Индонезии и Малайзии, но за пределами этих стран практически не применяются как источник биологического топлива из-за преимущественно пищевого использования;
В больших количествах производится на Филиппинах, в Индонезии и Малайзии, но за пределами этих стран практически не применяются как источник биологического топлива из-за преимущественно пищевого использования;Кроме того, в последнее время – в связи с удорожанием нефти и развитием промышленных технологий климатического регулирования – все более актуальным становится выращивание водорослей в качестве источника для биодизеля. Тем более, что выращивать их можно на заболоченных и пустынных территориях, не подходящих для иного хозяйственного использования.
Особенности, преимущества и недостатки биотоплива
Биотопливо относится к возобновляемым источникам энергии, в отличие от той же самой нефти. Поэтому на законодательном уровне стандарты качества и производство биодизеля утверждены более чем в 50 странах мира. Причем в некоторых крупных мировых экономиках доля биологического топлива довольно значительна. Например, в Индии и Малайзии его потребление составляет свыше 20% от общего уровня потребления ДТ, а в Португалии, Дании, Франции, Индонезии уже превышает уровень в 10%.
Поэтому на законодательном уровне стандарты качества и производство биодизеля утверждены более чем в 50 странах мира. Причем в некоторых крупных мировых экономиках доля биологического топлива довольно значительна. Например, в Индии и Малайзии его потребление составляет свыше 20% от общего уровня потребления ДТ, а в Португалии, Дании, Франции, Индонезии уже превышает уровень в 10%.
Помимо возможности возобновления этого ресурса, биодизель имеет еще ряд преимуществ:
- Хорошие смазочные способности, что существенно продлевает срок службы двигателя, топливной и выхлопной системы у автомобилей, заправляемых биодизелем.
- Высокое цетановое число, показатель которого превышает 51. Это значение может расти еще больше, за счет увеличения содержания метилового спирта в горючем.
- Возможность использования на любых агрегатах с ДВС без их модификации. Более того, биодизель на 60% снижает износ двигателя за счет его естественной смазки во время работы, что положительно отражается также на расходе ГСМ.
- Безопасность биологического топлива. Его температура возгорания составляет 150С и выше, а само горючее плохо испаряется в нормальных условиях, что практически исключает бытовые и производственные несчастные случаи.
- Наличие полезных побочных продуктов переработки. Таким, например, при получении биологического топлива является глицерин, который можно использовать в фармакологии и косметологии. Кроме того, побочным продуктом производственного процесса при использовании кукурузы является зерновой дистиллят, находящий широкое применение в сельском хозяйстве.

Отдельно следует выделить доступность и дешевизну биологического горючего. Впрочем, последний фактор стал актуален в последние годы – в связи с ростом цен на нефть.
Справедливости ради, стоит отметить, что биодизель не лишен и недостатков, главным из которых является температура застывания. Из-за этого использовать данный вид топлива в условиях пониженных температур затруднительно. Необходимо либо смешивать его с классическим ДТ, либо использовать специализированные системы подогрева топлива в топливопроводе.
Также биодизель не отличается высокой химической стойкостью. Срок хранения этого типа горючего редко превышает 3-4 месяца. Но в настоящее время ведутся поиски путей решения данной проблемы.
Еще одна сложность массовой организации производственных предприятий – необходимость использования сельскохозяйственных площадей, которые сегодня применяются для выращивания пищевых и кормовых культур.
Биодизель своими руками
Производство биодизеля в домашних условиях — Получение биодизеля своими руками
Общий технологический процесс получения биодизеля.
Для получения биодизеля используют любые виды растительных масел — подсолнечное, рапсовое, льняное и т.д. При этом биодизель полученный из разных масел имеет некоторые отличия. Так, например пальмовый биодизель имеет наибольшую калорийность, но и самую высокую температуру фильтруемости и застывания. Рапсовый биодизель несколько уступает пальмовому по калорийности, но лучше переносит холод, потому более всего подходит для дизельных двигателей эксплуатирующихся вевропейских стран и России.
Сам процесс получения биотоплива, в принципе, достаточно прост. Нужно уменьшить вязкость растительного масла, чего можно достичь различными способами. Любое растительное масло — это смесь триглицеридов, т. е. эфиров, соединенных с молекулой глицерина с- трехатомным спиртом (C3H8O3). Именно глицерин придает вязкость и плотность растительному маслу. Задача при приготовлении биодизеля- удалить глицерин, заместив его на спирт. Этот процесс называется трансэтерификацией.
Реакция в целом выглядит так,
Ch3OC=OR1
|
CHOC=OR2 + 3 Ch4OH → (Ch3OH)2CH-OH + Ch4COO-R1 + Ch4COO-R2 + Ch4OC=O-R3
|
Ch3COOR3
Триглицериды+метанол→ глицерол+эфиры,
Где R1, R2, R3 : алкильные группы.
В результате применения метанола образуется метиловый эфир, в результате использования этанола- этиловый эфир.
Из одной тонны растительного масла и 111 кг спирта (в присутствии 12 кг катализатора) получается приблизительно 970 кг (1100 л) биодизеля и 153 кг первичного глицерина.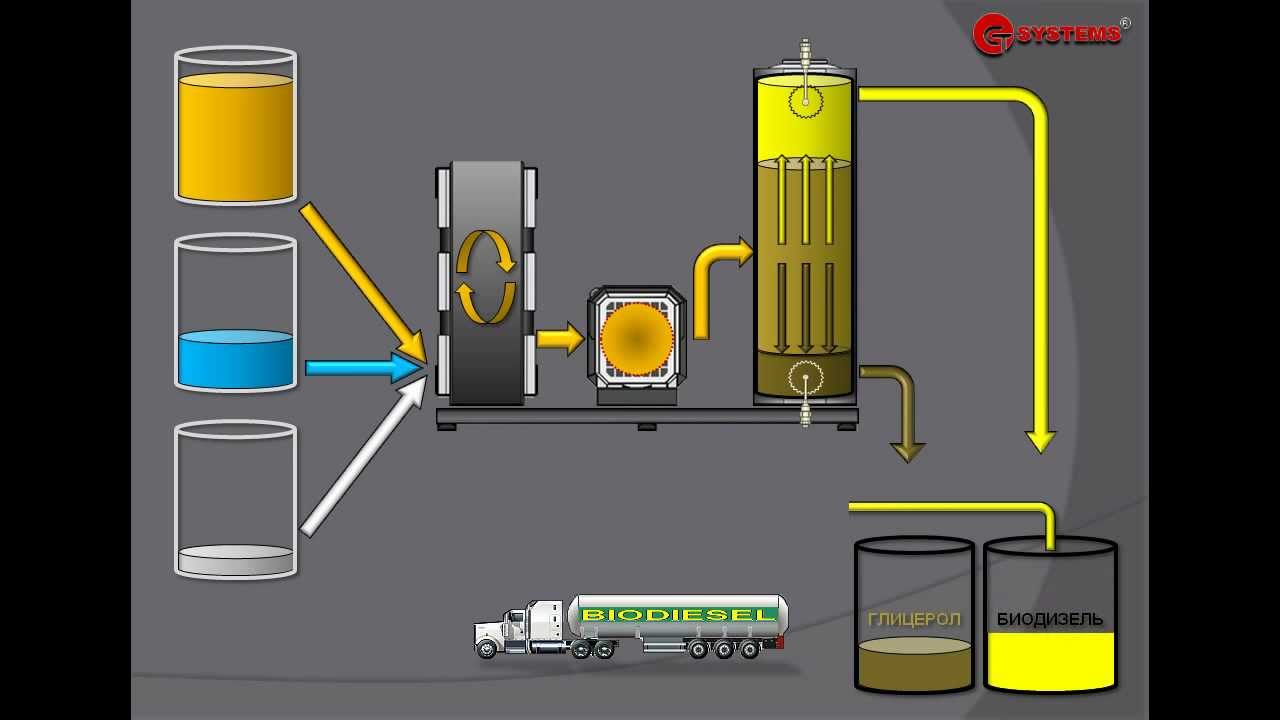
Для начинающих лучше использовать метанол, с этанолом процесс идет чуть сложнее. Необходимо помнить о всех правилах работы с метанолом.
В качестве щелочи берется гидроксид калия КОН или гироксид натрия — NaOH. Для начинающих рекомендуется использовать именно NaOH, он очень гигроскопичен, его необходимо хранить плотно закрытым и при покупке, потряхивая банку, убедиться, что он не набрал влагу.
Правила работы со щелочами.
Необходимо также соблюдать правила безопасности при работе с гидроксидами (щелочами), избегать попадания в глаза, беречь от открытых источников огня, использовать при работе перчатки и защитные средства. Щелочь очень активно может реагировать с алюминием, оловом и цинком — для хранения щелочи нужно использовать стеклянную посуду, нержавеющую сталь или специальный полипропилен высокой прочности.
Обычно необходимое количество метанола составляет 20 % от масла по весу, например для использования 100 л отработанного масла потребуется 20 л метанола. При смешивании щелочи и метанола образуется метоксид, реакция экзотермическя, с выделением тепла.
При смешивании щелочи и метанола образуется метоксид, реакция экзотермическя, с выделением тепла.
Правила работы с метанолом.
Метанол-яд! Соблюдать максимальные меры предосторожности! Нельзя вдыхать пары, необходимо избегать открытых источников огня, использовать защитные средства для кожи, в случае случайного контакта промыть большим количеством воды. В процессе работы недопустимо присутствие детей и домашних животных!
В процессе реакции масло просто нагревается до определенной температуры (для ускорения химической реакции) и добавляется смесь катализатора и спирта. Некоторое время смесь перемешивается и отстаивается. В результате успешной реакции смесь должна расслоиться, образуя биодизель в верхнем слое, называемый химически «эфир», затем слой, содержащий много мыла и на дне остается глицерин. Глицерин и мыльный слой затем отделяются, а биодизель промывается различными способами для удаления остатков мыла, катализатора и других возможных примесей.
( производство биодизеля в домашних условиях, биотопливо в домашних условиях, биотопливо своими руками, биодизель своими руками )
При обычной температуре реакция проистекает очень медленно или совсем не идет. Нагревание, также как использование кислоты (основания) просто способствут ускорению реакции. Химия процесса одинакова как при работе с небольшими объемами в гараже, так и на больших промышленных мощностях.
При использовании отработанных растительных масел, необходима фильтрация сырья для удаления возможных примесей. Также важно удаление возможной воды для предотвращения гиролиза триглицеридов и образования солей жирных кислот вместо реакции трансэтерификации и образования биодизеля.
В домашних условиях это часто достигается простым нагреванием смеси до 120 °C, при этом вся имеющаяся вода выкипает. В течение этого процесса возможно разбрызгивание, для предотвращения чего операция должна проводиться в достаточно большой емкости, заполненной не более чем на две трети, закрытой, но неплотно.
В лабораторных условиях первоначальное масло просто перемешивается с осушающим агентом, таким как сульфат магния для удаления воды. После этого осушающий агент удаляется простой фильтрацией. Иногда вязкость масла не позволяет хорошо очистить его таким способом.
Шаги процесса
Нейтрализация свободных жирных кислот.
Титрование масла.
При использовании свежего растительного масла количество используемой щелочи постоянно и составляет около 1 % от веса используемого масла. Это 3,5 грамма на литр растительного масла. Но при использовании отработанного масла (более закисленного, с другим содержанием Свободных Жирных кислот) необходимо рассчитать количество добавляемой щелочи, для чего проводят титрование. При титровании используется изопропиловы спирт (так как он не реагирует с маслом). Необходимо провести по меньшей мере, три титрования, чтобы избежать потом ошибок при использовании больших количеств реактивов. Титрованием определяется количество свободных жирных кислот, присутствующих в масле и количество щелочи, необходимое для их нейтрализации.В процессе титрования нужно быть уверенным, что все вещества сухие, и учитывать, что в результате смеситель немного нагреется.
Трансэтерификация.
Рассчитанное количество щелочи после титрования (обычно гидроксида натрия — NaOH) медленно при помешивании растворяется в избытке спирта (для более полного протекания реакции) и эта смесь смешивается с теплым раствором масла при нагревании (обычно около 50 °C) в течение нескольких часов (4-8) для прохождения реакции трансэтерификации. Реакционная смесь должна поддерживаться выше точки кипения спирта (около 70 °C), но в некоторых системах из соображений безопасности рекомендуется поддерживать диапазон температур от комнатной до 55 °C. Обычно время реакции составляет от 1 до 10 часов, и при нормальных условиях скорость реакции удваивается при повышении температуры реакции на 10 °C. Для предотвращения испарения спирта реакцию нужно проводить в закрытой емкости, но важно избегать плотно закрытой системы (опасность взрыва).
Реакционная смесь должна поддерживаться выше точки кипения спирта (около 70 °C), но в некоторых системах из соображений безопасности рекомендуется поддерживать диапазон температур от комнатной до 55 °C. Обычно время реакции составляет от 1 до 10 часов, и при нормальных условиях скорость реакции удваивается при повышении температуры реакции на 10 °C. Для предотвращения испарения спирта реакцию нужно проводить в закрытой емкости, но важно избегать плотно закрытой системы (опасность взрыва).
После завершения реакции на дне осаждается глицерин. Биодизель должен быть цвета меда, в то время как глицерин темнее. При поддержании температуры около 38 С глицерин остается в жидком состоянии и может быть легко удален снизу смесителя отдельным шлангом.
Глицерин, полученный из отработанных масел обычно коричневый и твердеет при температуре 38 С, глицерин из свежего масла остается в жидком состоянии при более низких температурах. Его прекрасно можно использовать, как побочный продукт, предварительно выпарив из него метанол нагреванием до 65,5 С.
Его прекрасно можно использовать, как побочный продукт, предварительно выпарив из него метанол нагреванием до 65,5 С.
Удаление остатков мыла.
Обычно полученный биодизель содержит много растворенных остатков мыла от реакции ионов Na+ с водой. Этого можно попытаться избежать, выпарив предварительно всю воду и стараться не допускать воды при приготовлении метоксида. Важно использовать сухой смеситель. После получения биодизеля лучше дать ему отстояться в течение недели, таким образом все мыльные остатки оседают и уходят при последующей фильтрации. Другой метод заключается в неоднократной промывке водой этих остатков. При первом промывании лучше добавить слегка подкисленную винным уксусом воду, кислота доведет раствор до нейтрального, удаляя любую щелочь, присутствующую в растворе. Некоторые экспериментаторы используют технику «пузырьковой промывки», длительностью около 12 часов
При использовании этанола часто образется эмульсия, от которой можно избавиться просто отстаиванием, центрифугированием, или добавлением низкокипящего (то есть, легко удаляемого) неполярного растворителя, и дальнейшей фильтрацией. Верхний слой — смесь биодизеля и спирта- фильтруется. Избыток спирта можно удалить в процессе выпариванияили дистилляции, или экстрагировать водой, но после биодизель должен быть осушен с помощью осушающего агента.
Верхний слой — смесь биодизеля и спирта- фильтруется. Избыток спирта можно удалить в процессе выпариванияили дистилляции, или экстрагировать водой, но после биодизель должен быть осушен с помощью осушающего агента.
Определение качества получившегося биодизеля.
Качество получившегося продукта определяется, прежде всего, на глаз и проверкой рН. Проверить кислотность можно с помошью лакмусовой бумажки или обычным лабораторным цифровым рН- метром. Он должен быть нейтральным, 7,0. На вид он должен выглядеть как чистое подсолнечное масло. Не допускается наличие никаких взвесей, примесей, частиц или замутнений. Мутность означает присутствие воды, которая удалается нагреванием, частицы необходимо отфильтровать через 5 микронный фильтр. После первого применения биодизеля обязательно следует проверить топливные фильтры.
Существует множество различных технологий первичной очистки масла с помощью адсорбентов. Также используются различные адсорбенты при очистке (промывке) готового биодизеля. Небходимо использовать фильтры для очитски воды после промывки биодизеля, которые отбирают типичные загрязнители- спирты, кетоны, альдегиды, амины и аммиак, пестициды и гербициды, хлорорганические соединения, фенолы и масла, SО2, углеводороды, летучие соединения, сероводород, меркаптаны и промышленные растворители, другие загрязнители. После прохождения воды через фильтр возможно ее повторное использование или сброс в канализацию.
Также используются различные адсорбенты при очистке (промывке) готового биодизеля. Небходимо использовать фильтры для очитски воды после промывки биодизеля, которые отбирают типичные загрязнители- спирты, кетоны, альдегиды, амины и аммиак, пестициды и гербициды, хлорорганические соединения, фенолы и масла, SО2, углеводороды, летучие соединения, сероводород, меркаптаны и промышленные растворители, другие загрязнители. После прохождения воды через фильтр возможно ее повторное использование или сброс в канализацию.
Биодизель,Биодизельное топливо, спирт, жидкое биотопливо,производство биодизеля в домашних условиях, альтернативная энергия, биодизель своими руками, технология производства биотоплива в домашних условиях, дизельный двигатель,
Биодизель: особенности биотоплива
Более 10 лет назад начались первые продажи биодизеля. Биодизель оказался абсолютно новым видом экологически чистого топлива, которое подходит для широкого применения в дизельных двигателях. Главными особенностями биодизеля стали дешевизна производства, экологичность и универсальность применения, так как биотопливо можно использовать отдельно или свободно смешивать его с обычным дизельным топливом в любой пропорции.
Главными особенностями биодизеля стали дешевизна производства, экологичность и универсальность применения, так как биотопливо можно использовать отдельно или свободно смешивать его с обычным дизельным топливом в любой пропорции.
Сегодня около 50 стран мира на законодательном уровне закрепили производство топлива биологического типа. Такие возобновляемые источники энергии из сельскохозяйственного сырья используются в США, Японии, Китае, странах Европы и многих других.
Рекомендуем также прочитать статью о выборе антигеля в дизельное топливо. Из этой статьи вы узнаете о необходимости правильного подбора горючего с учетом сезонности, а также о присадках в солярку.Главным плюсом стала возможность производить биодизель из возобновляемого источника, чего нельзя сказать о нефти. Биодизелем можно заправлять практически все типы дизельных ДВС независимо от особенностей конструкции силового агрегата.
На территории стран СНГ сегодня практически нет эффективно работающих программ, которые нацелены на активное развитие и расширение доли рынка биотоплива. Можно сказать, что инвестиции в биоиндустрию практически полностью отсутствуют на государственном уровне и крайне малы среди частных компаний.
Можно сказать, что инвестиции в биоиндустрию практически полностью отсутствуют на государственном уровне и крайне малы среди частных компаний.
Содержание статьи
Плюсы и минусы биодизеля
К очевидным преимуществам биодизеля относят:
- биотопливо обладает отличными смазочными свойствами;
- разлитое топливо быстро разлагается микроорганизмами;
- простоту, дешевизну и скорость производства биодизеля;
- отсутствие резкого запаха и низкий уровень токсичности;
Биодизель имеет также определенные недостатки:
- агрессивное воздействие на резиновые детали двигателя;
- повышенную склонность к парафинизации в мороз;
- вредное воздействие биогорючего на ЛКП автомобиля;
- мощность дизеля на биотопливе падает, расход возрастает;
Действительно, биодизель агрессивно воздействует на резиновые элементы ДВС и другие детали, но степень этого воздействия несколько преувеличена. Своевременная замена и использование качественного моторного масла заметно снижает риск любых негативных последствий от использования биодизеля для мотора. При отрицательных температурах могут образоваться отложения в виде кристаллов воска, но и солярка требует перехода на зимнее или арктическое дизтопливо.
При отрицательных температурах могут образоваться отложения в виде кристаллов воска, но и солярка требует перехода на зимнее или арктическое дизтопливо.
Известно, что биотопливо способно разрушать лакокрасочное покрытие кузова машины при попадании на него. Единственным способом защиты кузова становится незамедлительная и качественная мойка для удаления следов биодизеля с ЛКП автомобиля.
Что касается экологии, моторы на биодизеле выбрасывают на 4-5% меньше углекислого газа в атмосферу. Биодизельное топливо не полностью экологически чистый продукт, но сравнительно с привычным дизтопливом биодизель оказывается чище. Если сравнить обычную солярку и биодизель, тогда после сгорания биотоплива содержание окиси углерода в выхлопе до 10 % меньше, почти вдвое снижается показатель наличия сажи, а также в биодизеле намного меньше серы по сравнению с минеральным дизтопливом. В продуктах сгорания биодизеля только на 10 % больше окиси азота сравнительно с дизельным топливом, которое изготовлено из нефти.
В продуктах сгорания биодизеля только на 10 % больше окиси азота сравнительно с дизельным топливом, которое изготовлено из нефти.
Биотопливо незначительно изменяет характеристики мощности и расхода дизельных двигателей. Мощность дизельного мотора на биотопливе падает на 7–8 %, а расход такого горючего возрастает приблизительно на 800 грамм на одну сотню пройденных километров сравнительно с обычным дизельным горючим.
Из чего получают биотопливо
Ответить на вопрос, что такое биодизель, можно достаточно просто. Материалом для получения этого топлива выступают любые виды растительного масла или животные жиры. Подходит подсолнечное, соевое, рапсовое, арахисовое, льняное, пальмовое, кукурузное, конопляное, кунжутное и другие масла. Наибольшее распространение для изготовления биодизеля получил рапс. Рапсовое масло самое дешевое и доступное, что и привело к появлению так называемого рапсового биодизеля.
Стоит отметить, что биодизельное топливо, изготовленное из того или иного масла, получает характерные отличия. Биодизель, который изготовлен на основе рапсового масла, отличается наибольшей температурой застывания и фильтруемости, но дизельный двигатель на таком топливе менее производителен.
Биодизель, который изготовлен на основе рапсового масла, отличается наибольшей температурой застывания и фильтруемости, но дизельный двигатель на таком топливе менее производителен.Биодизель, приготовленный из пальмового масла, позволяет обеспечить лучшую отдачу от мотора, но его показатель фильтруемости не подходит для стран, где отмечаются постоянные или сезонные низкие температуры.
Изготовление биодизеля
Биодизель представляет собой метиловый эфир, который получают методом химической реакции. Биотопливо можно использовать в качестве основного горючего для ДВС, а также свободно смешивать биодизель и солярку. В основе процесса изготовления биодизеля лежит снижение показателя вязкости, который имеет растительное масло. Вязкость снижается разными способами. Само растительное масло является смесью эфиров, которые связаны с молекулой глицерина. Такая смесь еще называется триглицерид. Еще одним компонентом в составе выступает трехатомный спирт.
Если коротко, то в очищенное от механических примесей растительное масло просто добавляется метиловый спирт и щёлочь. Смесь нагревают приблизительно до 50 °С. Далее происходит отстаивание и охлаждение, в результате чего имеет место расслаивание на две фракции. Эти фракции делятся на легкую и тяжёлую. Лёгкая фракция — метиловый эфир, который и называется биодизелем. Тяжёлой фракцией становится глицерин. Наличие глицерина обеспечивает маслу вязкость и плотность. Для получения биодизеля глицерин нужно удалить. Более того, его замещают спиртом. Данный процесс получил название трансэтерификации.
Смесь нагревают приблизительно до 50 °С. Далее происходит отстаивание и охлаждение, в результате чего имеет место расслаивание на две фракции. Эти фракции делятся на легкую и тяжёлую. Лёгкая фракция — метиловый эфир, который и называется биодизелем. Тяжёлой фракцией становится глицерин. Наличие глицерина обеспечивает маслу вязкость и плотность. Для получения биодизеля глицерин нужно удалить. Более того, его замещают спиртом. Данный процесс получил название трансэтерификации.
Первичным сырьем может быть любой вид растительного масла, в том числе и отработанное. Для последнего необходима качественная фильтрация, которая позволит удалить из отработки ненужные примеси и воду. Удаление воды является очень важным этапом, так как в процессе производства биодизеля из масла с водой произойдет гидролиз триглицеридов. Итоговым результатом станет не биотопливо, а соли жирных кислот.
Биодизель изготавливают по следующей схеме:
- масло нагревают до необходимой температуры;
- затем в масло добавляется катализатор;
- вместе с катализатором происходит добавление спирта;
Предварительный нагрев масла необходим для ускорения реакции. Добавляемый спирт может быть как метанолом, так и этанолом. Для первого случая результатом станет метиловый эфир, для второго-этиловый эфир. Дополнительным способом ускорения реакции может стать добавление кислоты. Полученная смесь тщательно перемешивается и затем некоторое время отстаивается.
Добавляемый спирт может быть как метанолом, так и этанолом. Для первого случая результатом станет метиловый эфир, для второго-этиловый эфир. Дополнительным способом ускорения реакции может стать добавление кислоты. Полученная смесь тщательно перемешивается и затем некоторое время отстаивается.
Как уже было сказано, процесс отстаивания смеси приводит к расслаиванию. Верхним слоем становится биодизель-эфир, в середине появляется промежуточный мыльный слой, а глицерин выпадает в осадок в виде тяжелой фракции.
Биодизель отличается тем, что имеет медовый цвет, глицерин в осадке более темного цвета. Следует добавить, что полученный из отработанного масла глицерин имеет коричневый цвет и склонен к затвердеванию при температуре около 37 градусов. Глицерин, который получен из свежего масла, способен оставаться жидким при более низких температурных показателях. Такой глицерин используется в виде побочного продукта в результате изготовления биотоплива. Из него заранее выпаривают метанол путем нагрева почти до 70 градусов и далее используют по назначению.
Важным этапом в процессе получения биотоплива является отделение глицерина и мыльного слоя от эфира. Для этого полученный биодизель тщательно промывают многочисленными способами. Если поддерживать температуру на уровне 38 градусов, тогда глицерин в осадке не твердеет и остается жидким. В таком состоянии его легко удаляют методом подключения шланга к нижней части смесителя.
Промывка и фильтрация нужны для того, чтобы удалить остатки мыла, а также катализатора и других ненужных примесей. После промывки биодизель дополнительно осушают. Остатки воды удаляют путем добавления сульфата магния или других компонентов. Сам осушитель позже отфильтровывают.
Полученный биодизель оценивают визуально, методом проверки кислотно-щелочного pH баланса, а также другими способами. Визуально биотопливо должно иметь вид очищенного подсолнечного масла. В биодизеле недопустимы примеси, взвеси, частицы и любые замутнения. Мутный биодизель означает, что в нем присутствует вода. Такую воду выпаривают при помощи нагрева. Использование биодизеля требует повышенного внимания к работе топливной аппаратуры и тщательного контроля состояния топливных фильтров.
Использование биодизеля требует повышенного внимания к работе топливной аппаратуры и тщательного контроля состояния топливных фильтров.
Если брать в расчет рапс, то с одного гектара этого растения добывают чуть более 1000 литров рапсового масла. Одна тонна растительного масла, 110 кг спирта и 12 кг катализатора позволяют получить на выходе около 970 кг биодизеля. Данное количество риблизительно равно 1100 литрам. Дополнительно получается еще около 150 кг глицерина.
Читайте также
Рапсовые перспективы — Журнал «Сибирская нефть» — №78 (февраль 2011) — Газпром нефть
Биодизель завоевывает белорусский топливный рынок.
По экспертным прогнозам, к 2020 году потребление биодизельного топлива в Европе должно составить 20% от общего оборота транспортных энергоносителей. Топливный рынок Республики Беларусь развивается в русле европейских тенденций, что неудивительно — ситуация на энергети ческом рынке страны сформирована теми же факторами, что и в большинстве других государств Старого Света, не располагающих собственными запасами углеводородов. Производство биодизеля позволяет сократить зависимость страны от поставщиков нефти, улучшить экологическую ситуацию. Поэтому за три года производства популярность «зеленого» топлива в Беларуси значительно выросла.
Производство биодизеля позволяет сократить зависимость страны от поставщиков нефти, улучшить экологическую ситуацию. Поэтому за три года производства популярность «зеленого» топлива в Беларуси значительно выросла.
БИОСТИМУЛЫ
По данным Национального статистического комитета Республики Беларусь, в 2010 году было произведено 805,7 тыс. тонн биодизельного топлива. Это на 55,7% больше в сравнении с аналогичным периодом 2009-го. А за два последних года производство биодизельного топлива в стране увеличилось почти в пять раз. Главный стимул продвижения биодизеля на республиканском рынке — возможность снижения за счет этого импорта углеводородного сырья. Учитывая регу лярно возникающие проблемы и с объемами поставок углеводородов в страну, и со стоимостью энергоресурсов, стимул более чем весомый. Если прибавить к этому относительную безопасность этого вида топлива для окружающей среды по сравнению с натуральными нефтепродуктами, становится ясно, почему белорусское правительство уделяет повышенное внимание вопросам произ водства биодизеля. К тому же использование собственных биологических возобновляемых источников для производства топлива создает и предпосылки для развития аграрного сектора. Исходя из этого три года назад была принята Государственная программа по обеспечению производства дизельного био топлива в Республике Беларусь на 2007–2010 годы, стоимостью порядка $30 млн. Для успешной реализации программы белорусские власти ввели серьезные налоговые льготы для производителей: дизельное топливо, использующееся при изготовлении биоди зеля, не попадает в разряд подакцизных товаров, что определяет более низкую розничную стоимость конечного продукта (на 10–16% по сравнению с обычным дизельным топливом).
К тому же использование собственных биологических возобновляемых источников для производства топлива создает и предпосылки для развития аграрного сектора. Исходя из этого три года назад была принята Государственная программа по обеспечению производства дизельного био топлива в Республике Беларусь на 2007–2010 годы, стоимостью порядка $30 млн. Для успешной реализации программы белорусские власти ввели серьезные налоговые льготы для производителей: дизельное топливо, использующееся при изготовлении биоди зеля, не попадает в разряд подакцизных товаров, что определяет более низкую розничную стоимость конечного продукта (на 10–16% по сравнению с обычным дизельным топливом).
НЕУРОЖАЙНЫЙ ГОД
Планировалось, что в 2010 году объем производства биодизельного топлива в Беларуси достигнет 1 млн тонн. Одна из основных причин невыполнения плана — низкая урожайность рапса. Одержать победу в традиционной для стран постсоветского пространства «битве за урожай» не удалось из-за сложных условий зимовки (погибло свыше 30% посевов) и аномальной жары в период налива и созревания посевов озимого и ярового рапса. В итоге валовой сбор маслосемян рапса составил немно гим более 465 тыс. тонн против 612,4 тыс. тонн в 2009-м. В результате загрузка производственных мощностей белорусских предприятий была обеспечена лишь на 40–45%.
В итоге валовой сбор маслосемян рапса составил немно гим более 465 тыс. тонн против 612,4 тыс. тонн в 2009-м. В результате загрузка производственных мощностей белорусских предприятий была обеспечена лишь на 40–45%.
Впрочем, объективно, переработать весь рапс, который предполагалось вырастить в 2010 году, все равно бы не удалось из-за нехватки производственных мощностей. Что говорит больше о нестабильности в отрасли, а не о снижении в стране интереса к биодизелю.
СТРАТЕГИЧЕСКИЙ ТОВАР
Сегодня в Беларуси 30% от всего объема реализуемого дизтоплива приходится на биодизель. Топливо с 5%-ной биодобавкой предлагают 43 склада нефтепродуктов и 241 автозаправочная станция. При этом самый мощный игрок на белорусском топливном рынке — государство. В планах госконцерна «Белнефтехим» практически полная замена в течение 2–3 лет всего реализуемого дизельного топлива на продукцию с 5%-ной биодобавкой. Если учесть, что две трети дизтоплива в республике реализуется через систему государственных предприятий ПО «Белоруснефть», входящего в «Белнефтехим», становятся ясны масштабы предстоящей «биореволюции».
Впрочем, реализацией дизеля и биодизеля на территории Республики Беларусь занимается не только государственный гигант, но и частные сети, в том числе ИООО «Газпромнефть-Белнефтепродукт». По оценке заместителя директора предприятия по коммерческим вопросам Сергея Солодовникова, для «ГПН-Белнефтепродукта» дизельное топливо является «стратегическим товаром»: в общей структуре реализации его доля составляет около 30%. «Если смотреть с точки зрения среднезаправочной продажи, то на нашем предприятии процент реализации биодизельного топлива выше, чем у конкурентов, — отметил он. — Месячный план по закупке биодизеля может достигать 3–4 тыс. тонн. Из них не менее 1 тыс. тонн закупается под дальнейшую розничную реализацию через сеть наших автозаправочных станций».
Стоит отметить, что объемы биодизельного топлива, попадающего в свободную продажу, крайне ограничены: приоритет при отгрузках отдается «Белоруснефти». Однако, у «Газпромнефть-Белнефтепродукта» в 2010 году проблем с доступом к биоресурсам не было за счет партнерства российской нефтяной компании с одним из производителей биодизеля — объединением «Могилевхимволокно».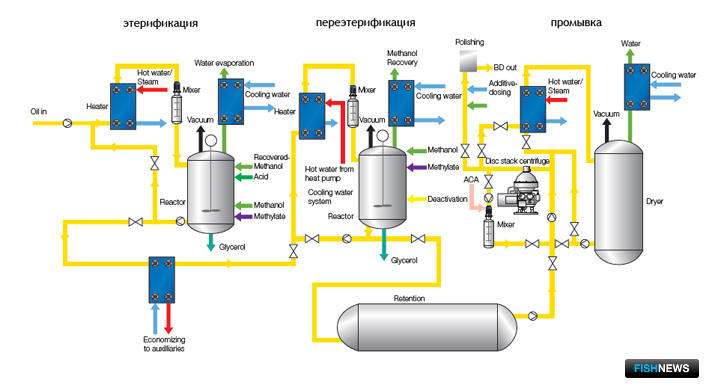 «Газпром нефть» поставляет предприятию химическое сырье — параксилол, получая взамен необходимую продукцию. Сергей Солодовников не сомневается, что перспективы биодизеля в Республике Беларусь достаточно радужны: «Потребитель уже прочувствовал этот продукт и с экономической точки зрения, и в вопросе качества. Наши покупатели — крупные транспортные организации, транзитный транспорт, популярен биодизель и у зарубежных автоперевозчиков». Что касается качества, то производимое в стране дизельное и биодизельное топливо соответствуют стандарту «Евро-4» (EN 590:2004), а в 2011 году качество планируется довести до стандарта «Евро-5». При этом, по оценке специалистов, для использования биотоплива не требуется специальной адаптации дизельных двигателей. Более того, МЭЖК (метиловые эфиры жирных кислот) рапсового масла значительно улучшают смазывающую способность топлива, а значит, положительно влияют на ресурс двигателей.
«Газпром нефть» поставляет предприятию химическое сырье — параксилол, получая взамен необходимую продукцию. Сергей Солодовников не сомневается, что перспективы биодизеля в Республике Беларусь достаточно радужны: «Потребитель уже прочувствовал этот продукт и с экономической точки зрения, и в вопросе качества. Наши покупатели — крупные транспортные организации, транзитный транспорт, популярен биодизель и у зарубежных автоперевозчиков». Что касается качества, то производимое в стране дизельное и биодизельное топливо соответствуют стандарту «Евро-4» (EN 590:2004), а в 2011 году качество планируется довести до стандарта «Евро-5». При этом, по оценке специалистов, для использования биотоплива не требуется специальной адаптации дизельных двигателей. Более того, МЭЖК (метиловые эфиры жирных кислот) рапсового масла значительно улучшают смазывающую способность топлива, а значит, положительно влияют на ресурс двигателей.
УГЛЕВОДОРОДНЫЕ РАЗНОГЛАСИЯ
Использование дизтоплива с 5%-ной биодобавкой — это экономия для страны порядка 300 тыс. тонн нефти ежегодно, но, конечно, не панацея от энергетических неурядиц. Проблему зависимости от государств — крупных поставщиков энергоресурсов производство этого вида топлива может решить только отчасти. Собственно, до прошлого года география этой зависимости ограничивалась одной страной — Россией. Однако ряд разногласий между правительствами двух государств по поводу условий поставок нефти заставили Беларусь искать нефть для переработки в других странах. В результате на заводах республики появилась и венесуэльская нефть. С 2011 года Россия отменила ввозные пошлины на сырую нефть в обмен на передачу в бюджет страны экспортных пошлин от продажи нефтепродуктов, произведенных в республике из российской нефти. В начале 2011 года стабильность поставок вновь была нарушена — возникли разногласия относительно цен на нефть и тарифов на прокачку транзита из России в Европу. Все это, конечно, не самым лучшим образом отражается на ситуации в белорусской экономике, отрасли и бизнесе нефтяных компаний, работающих в стране.
тонн нефти ежегодно, но, конечно, не панацея от энергетических неурядиц. Проблему зависимости от государств — крупных поставщиков энергоресурсов производство этого вида топлива может решить только отчасти. Собственно, до прошлого года география этой зависимости ограничивалась одной страной — Россией. Однако ряд разногласий между правительствами двух государств по поводу условий поставок нефти заставили Беларусь искать нефть для переработки в других странах. В результате на заводах республики появилась и венесуэльская нефть. С 2011 года Россия отменила ввозные пошлины на сырую нефть в обмен на передачу в бюджет страны экспортных пошлин от продажи нефтепродуктов, произведенных в республике из российской нефти. В начале 2011 года стабильность поставок вновь была нарушена — возникли разногласия относительно цен на нефть и тарифов на прокачку транзита из России в Европу. Все это, конечно, не самым лучшим образом отражается на ситуации в белорусской экономике, отрасли и бизнесе нефтяных компаний, работающих в стране. Однако к концу января большая часть экономических противоречий между двумя странами была разрешена, что позволило «Газпром нефти» возобновить поставки собственных объемов нефти для переработки. «Это позволяет укрепить наши позиции на рынке, обеспечивает независимость, гибкость и наибольшую удельную эффективность работы „Газпромнефть-Белнефтепродукта“, — оценил Сергей Солодовников. — Кроме того, это дает возможность создания экспортного потенциала, что должно послужить импульсом для дальнейшего развития предприятия».
Однако к концу января большая часть экономических противоречий между двумя странами была разрешена, что позволило «Газпром нефти» возобновить поставки собственных объемов нефти для переработки. «Это позволяет укрепить наши позиции на рынке, обеспечивает независимость, гибкость и наибольшую удельную эффективность работы „Газпромнефть-Белнефтепродукта“, — оценил Сергей Солодовников. — Кроме того, это дает возможность создания экспортного потенциала, что должно послужить импульсом для дальнейшего развития предприятия».
ДИЗЕЛЬ С ДОБАВКОЙ
Биодизельное топливо, реализующееся на белорусских АЗС, представляет собой смесь минерального (нефтяного) дизельного топлива и биокомпонента (биотоплива) в соотношении 95 и 5% соответственно. В качестве компонента биотоплива используется метиловый эфир жирных кислот рапсового масла. Основные производители — ОАО «Гродно Азот», ОАО «Могилевхимволокно», ОАО «Белшина».
«ГАЗПРОМНЕФТЬ-БЕЛНЕФТЕПРОДУКТ»
Дочернее предприятие ОАО «Газпромнефть», зарегистрировано в Республике Беларусь в июне 2009 года. Основное направление деятельности — производство и сбыт нефтепродуктов в Республике Беларусь. В активе компании 36 АЗС и 5 СНП. В 2010 году реализация бензина и дизельного топлива через эксплуатируемые компанией АЗС составила порядка 114 тыс. тонн.
Основное направление деятельности — производство и сбыт нефтепродуктов в Республике Беларусь. В активе компании 36 АЗС и 5 СНП. В 2010 году реализация бензина и дизельного топлива через эксплуатируемые компанией АЗС составила порядка 114 тыс. тонн.
Источники сырья, методы и перспективы получения биодизельного топлива
Abstract:
Изложены предпосылки возникновения и последние достижения биоэнергетики получения и использования биодизеля – транспортного топлива, альтернативного нефтяному дизелю. Рассмотрены сырьевые источники для производства биодизельного топлива, основные технологические этапы и особенности переработки различных видов сырья, их влияние на эксплуатационные характеристики биодизеля. Показано, что в настоящее время сырьем для основной части производимого биодизеля являются масла сельскохозяйственных растений. Данное сырье считается бесперспективным вследствие высокой стоимости и негативных экономических и экологических последствий его использования. Предложено получение
биодизеля из непищевого сырья, т.е. различных отходов либо биомассы микроорганизмов.
Получение и переработка биомассы микроводорослей в биодизель остаются
дорогостоящим и нерентабельным процессом, хотя разрабатываются технологические
и экономические способы снижения его стоимости. Производство биодизеля из сырья,
являющегося различными видами отходов (например, осадки канализационных очистных
предприятий, донные илы, извлекаемые из водоемов при восстановлении качества воды),
представляется наиболее экономически выгодным, поскольку затраты на производство
такого сырья отсутствуют и происходит частичная утилизация используемых
отходов
Предложено получение
биодизеля из непищевого сырья, т.е. различных отходов либо биомассы микроорганизмов.
Получение и переработка биомассы микроводорослей в биодизель остаются
дорогостоящим и нерентабельным процессом, хотя разрабатываются технологические
и экономические способы снижения его стоимости. Производство биодизеля из сырья,
являющегося различными видами отходов (например, осадки канализационных очистных
предприятий, донные илы, извлекаемые из водоемов при восстановлении качества воды),
представляется наиболее экономически выгодным, поскольку затраты на производство
такого сырья отсутствуют и происходит частичная утилизация используемых
отходовBackgrounds, stages of development and contemporary achievements of bioenergetics are considered in the review. We focus on production of biodiesel which is renewable, ecological safety fuel for transport and an alternative for petrodiesel. Main feedstocks, technological stages of biodiesel production and their effect on fuel properties were concerned.
 Economical, ecological and energetic problems
related with biodiesel production from various bioresources were analysed. As shown, at present the
most part of biodiesel in the world is produced from agricultural crop oils. High cost and negative
ecological and economical consequences of use of agricultural crops as the feedstock resulted in
development of production of “advanced” biofuel, i.e., that based on biomass of microorganisms and
various biowastes. However, growth and treatment of microalgae biomass for biodiesel production are
still costly and unsustainable. Different ways for improving of such biodiesel cost are supposed, e.g.
integrated microbial processes for biofuel and high value-added products or simultaneous wastewater
treatment. Production of biodiesel from feedstocks which are various biowastes (for instance, municipal
sewage sludges, or bottom sediments dredged from recovered eutrophic water bodies) appeared to be
the most economically profitable since such feedstock is cost-free and an important ecological issue of
utilization of such wastes is resolved
Economical, ecological and energetic problems
related with biodiesel production from various bioresources were analysed. As shown, at present the
most part of biodiesel in the world is produced from agricultural crop oils. High cost and negative
ecological and economical consequences of use of agricultural crops as the feedstock resulted in
development of production of “advanced” biofuel, i.e., that based on biomass of microorganisms and
various biowastes. However, growth and treatment of microalgae biomass for biodiesel production are
still costly and unsustainable. Different ways for improving of such biodiesel cost are supposed, e.g.
integrated microbial processes for biofuel and high value-added products or simultaneous wastewater
treatment. Production of biodiesel from feedstocks which are various biowastes (for instance, municipal
sewage sludges, or bottom sediments dredged from recovered eutrophic water bodies) appeared to be
the most economically profitable since such feedstock is cost-free and an important ecological issue of
utilization of such wastes is resolved
В России разработана технология получения биодизеля из отходов древесины
Елена Краузова
В конце марта прокурорская проверка, начатая по наводке движения «Байкальская экологическая волна», обнаружила, что Байкальский целлюлозно-бумажный комбинат тайком организовал гигантскую свалку отходов целлюлозного производства. Миллион тонн шлам-лигнина оказался вне шламонакопителя — из-за технической неисправности.
Миллион тонн шлам-лигнина оказался вне шламонакопителя — из-за технической неисправности.
БЦБК печально знаменит: его деятельность отравляет Байкал, его то откроют, то закроют, то снова откроют — по распоряжению ни больше ни меньше Владимира Путина. В России примерно 40 целлюлозно-бумажных комбинатов, вместе они производят 30 тыс. тонн шлам-лигнина каждый месяц. Хорошо, если все это поступает в шламонакопители. Однако и из шламонакопителей лигнин нужно в конце концов как-то утилизировать.
Когда заходит речь о биотопливе, обычно представляется переработка сельскохозяйственных культур — рапса или сои. С точки зрения химической процесс незамысловатый: для производства биодизеля растительное масло, отжатое, например, из рапса, переэтерифицируется метанолом (1 часть на 9 частей сырья) в присутствии щелочи, гидроксида калия или натрия, на катализаторе. Легкие фракции — почти готовая добавка к дизельному топливу; тяжелые фракции представляют собой плохо очищенный глицерин, а это весьма ценный продукт.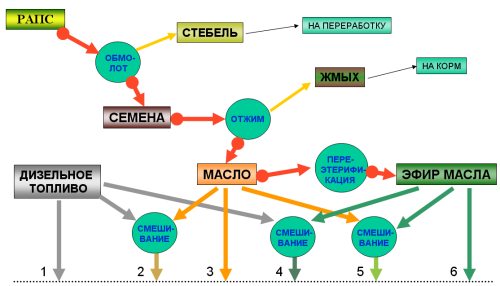
Экологи находят массу преимуществ у биодизеля — в сравнении с дизтопливом, сделанным из нефти. Во-первых, в атмосферу при сжигании биодизеля выделяется почти столько же углекислого газа, сколько потребило растение, послужившее сырьем; то есть биодизель не ухудшает состояния атмосферы и не усугубляет парникового эффекта. Во-вторых, биодизель быстро (за месяц — на 99%) и легко, с помощью распространенных бактерий, разлагается в природе, почти не нанося ей ущерба; даже больше того: его и хранить-то дольше трех месяцев нельзя — разлагается.
У биодизеля есть и неэкологическое достоинство, отсутствующе у минерального топлива: он служит хорошим смазочным материалом для двигателя. Есть даже рекорд, занесенный в Книгу Гиннеса: грузовик из Германии, наиболее продвинутой в мире стране в области использования ненефтяного моторного топлива (еще с гитлеровских времен, когда нацисты уголь перегоняли в бензин) проехал на биодизеле без какого бы то ни было вмешательства в двигатель 1250 тыс. километров.
километров.
Разумеется, не лишен биодизель и недостатков. Помимо короткого срока хранения он плохо работает при минусовой температуре. Для его производства нужно дополнительно засеивать огромные площади, которые в противном случае можно было бы использовать для производства продуктов питания. Наконец, при производстве сельскохозяйственного сырья для биодизеля обычно используются варварские химические средства: нужно увеличивать отдачу земли и подавлять деятельность вредителей, а тех ограничений, которые накладывает употребление урожая в пищу, нет. Экологи поэтому поддерживают производство биодизеля с некоторой осторожностью.
Еще такой момент: метанол, необходимый при производстве биодизеля, производится обычно из природного газа, поэтому отчасти цена биотоплива точно так же привязана к цене нефти, как и все остальное в этом мире.
Вернемся к шлам-лигнину. Иногда его просто сжигают, но это не налаженный технологический процесс, а просто необходимость. На некоторых ЦБК научились из лигнина прессовать топливные брикеты; вездесущие китайцы разработали, но пока не пустили в массовое употребление технологию производства биоэтанола, который используется как добавка к бензину.
В России предлагается производить из шлам-лигнина биодизель. Научно-исследовательская разработка, лежащая в основе технологии, выполнена в Ярославском государственном техническом университете, продукту присвоено название wood-based biodisel. Принципиальных отличий в химии процесса от производства биодизеля из сельскохозяйственного сырья нет. Оборудование для этого производства поставляет украинская компания «Укрбудмаш» из Полтавы. Опытная партия биодизеля из лигнина уже произведена, подтверждено соответствие продукта европейскому стандарту для биодизеля.
Компания «Альянс. Венчурный бизнес» сообщает, что проведены предварительные переговоры с потребителями из Германии и Австрии, спрос на «деревянный» биодизель оценивается в 1000 тонн в месяц.
К разработке такого способа получения биодизеля представители целлюлозно-бумажной промышленности относятся настороженно. «Безусловно, проблема утилизации лигнина масштабна, — говорит вице-президент Ассоциации организаций и предприятий целлюлозно-бумажной промышленности Анатолий Черновол. — По сути, лишь половина используемого лигнина входит в состав произведенных волокон, а оставшаяся часть поступает в раствор, который впоследствии необходимо утилизировать. Однако поиски нового пути решения этой проблемы всегда требуют времени, и очередная разработка не скоро окажет ощутимую помощь».
— По сути, лишь половина используемого лигнина входит в состав произведенных волокон, а оставшаяся часть поступает в раствор, который впоследствии необходимо утилизировать. Однако поиски нового пути решения этой проблемы всегда требуют времени, и очередная разработка не скоро окажет ощутимую помощь».
— Управление энергетической информации
Уведомление: Управление энергетической информации США (EIA) объявило, что оно опубликует расширенные ежемесячные данные о биотопливе в новом отчете — Ежемесячный отчет о производственных мощностях и сырье . 31 марта 2021 года EIA планирует опубликовать первую редакцию этого отчета, которая будет содержать данные за январь 2021 года.
Ежемесячный отчет о производстве биотоплива и сырье заменяет ежемесячный отчет о производстве биодизеля , но отчет по биодизелю будет по-прежнему источником исторических ежемесячных данных EIA по биодизелю до января 2021 года.
| Состояние | Производители | Годовая производительность (миллионов галлонов в год) |
|---|---|---|
| Алабама | 1 | 20 |
| Аляска | 1 | 0 |
| Аризона | 1 | 2 |
| Арканзас | 3 | 115 |
| Калифорния | 8 | 81 |
| Коннектикут | 1 | 33 |
| Грузия | 3 | 19 |
| Гавайи | 1 | 6 |
| Иллинойс | 5 | 168 |
| Индиана | 3 | 107 |
| Айова | 10 | 459 |
| Канзас | 1 | 60 |
| Кентукки | 1 | 54 |
| Мэн | 1 | 1 |
| Массачусетс | 1 | 1 |
| Мичиган | 2 | 15 |
| Миннесота | 3 | 85 |
| Миссисипи | 3 | 102 |
| Миссури | 8 | 253 |
| Нью-Гэмпшир | 1 | 4 |
| Северная Каролина | 1 | 2 |
| Северная Дакота | 1 | 85 |
| Огайо | 1 | 71 |
| Оклахома | 1 | 38 |
| Орегон | 1 | 17 |
| Пенсильвания | 2 | 90 |
| Род-Айленд | 1 | 7 |
| Южная Каролина | 1 | 5 |
| Теннесси | 2 | 38 |
| Техас | 8 | 380 |
| Вирджиния | 4 | 13 |
| Вашингтон | 2 | 112 |
| Висконсин | 2 | 33 |
Основные моменты
Производство — U. S. Производство биодизеля составило 159 миллионов галлонов в декабре 2020 года. Производство биодизеля в декабре 2020 года было на 8 миллионов галлонов выше, чем производство в ноябре 2020 года. На производство биодизеля из региона Среднего Запада (Нефтяное управление для округа обороны 2) приходилось 72 процента производства в США. Всего штатов. Производство осуществлялось на 85 заводах по производству биодизеля мощностью 2,5 миллиарда галлонов в год.
S. Производство биодизеля составило 159 миллионов галлонов в декабре 2020 года. Производство биодизеля в декабре 2020 года было на 8 миллионов галлонов выше, чем производство в ноябре 2020 года. На производство биодизеля из региона Среднего Запада (Нефтяное управление для округа обороны 2) приходилось 72 процента производства в США. Всего штатов. Производство осуществлялось на 85 заводах по производству биодизеля мощностью 2,5 миллиарда галлонов в год.
Продажи — Продажи биодизеля производителями в декабре 2020 года включали 74 миллиона галлонов, проданных как чистый B100 (100% биодизель), и еще 73 миллиона галлонов, проданных как биодизельные смеси (содержащие как чистое биодизельное топливо, так и нефтяное дизельное топливо).
Сырье — Всего в декабре 2020 года было использовано 1176 миллионов фунтов сырья для производства биодизеля. Соевое масло оставалось крупнейшим сырьем для биодизеля в декабре 2020 года с потребленным 744 миллионами фунтов.
Основы биодизеля
Что такое биодизель?
Биодизель, изготовленный из все более разнообразного сочетания ресурсов, таких как переработанное кулинарное масло, соевое масло и животные жиры, представляет собой возобновляемую, экологически чистую замену дизельного топлива, которую можно использовать в существующих дизельных двигателях без модификации.Это национальный первое отечественное коммерчески доступное современное биотопливо.
A Техническое определение
Топливный биодизель должен производиться в соответствии со строгими отраслевыми спецификациями для обеспечения надлежащих характеристик. Смеси биодизеля соответствуют требованиям для легального дизельного моторного топлива (ASTM D7467). Кроме того, B100 должен соответствовать определению ASTM для самого биодизеля (ASTM D6751). Сырое растительное масло не соответствует этим требованиям к дизельному топливу. и поэтому не считается биодизелем.
Техническое определение биодизеля выглядит следующим образом:
Биодизель, n — топливо, состоящее из моноалкиловых эфиров длинноцепочечных жирных кислот, полученных из растительных масел или животных жиров, обозначенное B100 и отвечающее требованиям ASTM D. 6751.
6751.
Biodiesel Blend, n — смесь биодизельного топлива, соответствующего ASTM D 6751, с дизельным топливом на нефтяной основе, обозначенным BXX, где XX представляет объемный процент биодизельного топлива в смеси.
Производство биодизеля
Биодизель производится с помощью химического процесса, называемого переэтерификацией, при котором глицерин отделяется от жира или растительного масла. В результате остаются два продукта — метиловые эфиры и глицерин.
Метиловые эфиры — это химическое название биодизеля, а глицерин используется в различных продуктах, включая мыло.
Рост отрасли
Рост производства биодизеля был осторожным и осознанным, с упором на обеспечение устойчивости отрасли.Биодизель без проблем работает с существующей инфраструктурой и транспортными средствами, и отрасль потратила много времени на документирование и демонстрацию
способности топлива. Сегодня с производства снимается более 78 процентов дизельных автомобилей. линии одобрены для использования до B20.
линии одобрены для использования до B20.
Текущее производство
Производство биодизеля охватывает все США и выросло до более чем 125 заводов, способных производить 3 миллиарда галлонов. В 2018 году биодизельная промышленность США произвела 2,6 миллиарда галлонов биодизеля.Производство — это не только галлоны произведено, но и об экономических выгодах для США. Индустрия биодизеля поддерживает почти 60 000 рабочих мест и генерирует миллиарды долларов в ВВП, доходах домохозяйств и налоговых поступлениях.
Наличие биодизеля
Биодизель доступен по всей стране, и смеси, превышающие 4 процента, необходимо маркировать на насосе. При заправке ищите черную и синюю наклейку с биодизелем. Биодизель можно приобрести у дистрибьюторов или в розничных точках.
Устойчивое развитие
Новые земли не требуются для производства биодизеля. Вместо этого в этом передовом биотопливе используются легко доступные и разнообразные ресурсы. И это еще не все. Биодизель имеет несколько преимуществ для окружающей среды по сравнению с дизельным топливом.
топливо:
Биодизель имеет несколько преимуществ для окружающей среды по сравнению с дизельным топливом.
топливо:
- Снижает количество парниковых газов в течение всего жизненного цикла на 86 процентов
- Снижает содержание твердых частиц на 47 процентов, уменьшает смог и делает наш воздух более здоровым для дыхания
- Снижает выбросы углеводородов на 67 процентов
- На каждую единицу ископаемой энергии, необходимой для производства биодизеля, 3.Возвращено 5 единиц возобновляемой энергии, лучшее из любого топлива в США
Что такое топливо Bioheat®?
Топливо Bioheat® представляет собой смесь биодизеля и печного топлива со сверхнизким содержанием серы. Это простой выбор и разумное решение, позволяющее получить более качественное топливо для вашего дома и окружающей среды. Топливные смеси Bioheat® — это будущее печного топлива,
промышленность штурмом. Сегодня дилеры обычно поставляют топливные смеси Bioheat® от B2 до B100. Потребители систем отопления должны проконсультироваться у своего поставщика топлива о преимуществах каждого из них и о том, для какого типа топливной смеси Bioheat® лучше всего подходит.
их дом. Более подробную информацию можно найти на www.mybioheat.com.
Потребители систем отопления должны проконсультироваться у своего поставщика топлива о преимуществах каждого из них и о том, для какого типа топливной смеси Bioheat® лучше всего подходит.
их дом. Более подробную информацию можно найти на www.mybioheat.com.
Термины и сокращения
Чтобы помочь, мы составили набор основных терминов и сокращений и создали простой список, который поможет отслеживать ключевую отраслевую информацию.
Границы | Современные катализаторы для производства биодизеля
Введение
Потребность в энергии, ограниченные запасы, быстро растущие цены на нефтяное масло и пагубное воздействие парниковых газов заставили обратить наше внимание на альтернативные источники энергии.Стремление к экологически чистым технологиям стимулирует исследовательские инициативы по поиску потенциальных источников энергии, которые являются возобновляемыми, биоразлагаемыми, нетоксичными и в основном углеродно-нейтральными (Arbab et al. , 2015). Исторически ископаемое топливо играло жизненно важную роль в глобальном спросе на энергию (Jayed et al., 2009). Дизельный двигатель, названный в честь его изобретателя Рудольфа Дизеля, был запатентован в 1892 году и с тех пор существенно удовлетворял эту потребность в энергии. Дизельные двигатели использовались в качестве источника энергии для тяжелых и коммерческих транспортных средств, и их важность постоянно возрастает.Дизельный двигатель является наиболее эффективным типом двигателя внутреннего сгорания, обеспечивающим отличную экономию топлива и низкий уровень выбросов двуокиси углерода (CO 2 ) (Fattah et al., 2018). Хотя дизельные двигатели, возможно, превосходят любые другие силовые агрегаты для транспортного сектора с точки зрения эффективности, крутящего момента и общей управляемости, они страдают от худших характеристик с точки зрения выбросов (Silitonga et al., 2013a).
, 2015). Исторически ископаемое топливо играло жизненно важную роль в глобальном спросе на энергию (Jayed et al., 2009). Дизельный двигатель, названный в честь его изобретателя Рудольфа Дизеля, был запатентован в 1892 году и с тех пор существенно удовлетворял эту потребность в энергии. Дизельные двигатели использовались в качестве источника энергии для тяжелых и коммерческих транспортных средств, и их важность постоянно возрастает.Дизельный двигатель является наиболее эффективным типом двигателя внутреннего сгорания, обеспечивающим отличную экономию топлива и низкий уровень выбросов двуокиси углерода (CO 2 ) (Fattah et al., 2018). Хотя дизельные двигатели, возможно, превосходят любые другие силовые агрегаты для транспортного сектора с точки зрения эффективности, крутящего момента и общей управляемости, они страдают от худших характеристик с точки зрения выбросов (Silitonga et al., 2013a).
Биодизель — это возобновляемый источник энергии, который может заменить дизельное топливо на основе ископаемого топлива и может уменьшить недостатки дизельных выбросов (Abedin et al. , 2014). Дизельное топливо получают фракционной перегонкой из сырой нефти, которая обычно содержит смесь чистых молекул углеводорода (без молекулы кислорода), размер которых колеблется от 8 до 21 атома углерода. С другой стороны, биодизель состоит из длинноцепочечных углеводородов со сложноэфирной функциональной группой (–COOR). Таким образом, он определяется как моноалкиловые эфиры длинноцепочечных жирных кислот, полученных из различного сырья, а именно из растительных масел, животных жиров или других липидов, также известных как триацилглицериды (ТАГ) или, проще говоря, триглицериды (Hoekman and Robbins , 2012).Биодизельное топливо производится с использованием процесса переэтерификации или алкоголиза, которому обычно способствуют кислоты, основания, ферменты и другие типы и формы катализаторов (Ong et al., 2014). Катализаторы могут быть как в гомогенной, так и в гетерогенной фазе реагентов. Если катализатор остается в той же фазе (обычно жидкой) по отношению к реагентам во время алкоголиза, то это гомогенный катализатор.
, 2014). Дизельное топливо получают фракционной перегонкой из сырой нефти, которая обычно содержит смесь чистых молекул углеводорода (без молекулы кислорода), размер которых колеблется от 8 до 21 атома углерода. С другой стороны, биодизель состоит из длинноцепочечных углеводородов со сложноэфирной функциональной группой (–COOR). Таким образом, он определяется как моноалкиловые эфиры длинноцепочечных жирных кислот, полученных из различного сырья, а именно из растительных масел, животных жиров или других липидов, также известных как триацилглицериды (ТАГ) или, проще говоря, триглицериды (Hoekman and Robbins , 2012).Биодизельное топливо производится с использованием процесса переэтерификации или алкоголиза, которому обычно способствуют кислоты, основания, ферменты и другие типы и формы катализаторов (Ong et al., 2014). Катализаторы могут быть как в гомогенной, так и в гетерогенной фазе реагентов. Если катализатор остается в той же фазе (обычно жидкой) по отношению к реагентам во время алкоголиза, то это гомогенный катализатор. Если катализатор находится в фазе, отличной от фазы реагентов (обычно нежидкой), то это гетерогенный катализатор (Ruhul et al., 2015). Выбор подходящего катализатора зависит от нескольких факторов, а именно от количества свободных жирных кислот (СЖК) в масле, содержания воды и т. Д.
Если катализатор находится в фазе, отличной от фазы реагентов (обычно нежидкой), то это гетерогенный катализатор (Ruhul et al., 2015). Выбор подходящего катализатора зависит от нескольких факторов, а именно от количества свободных жирных кислот (СЖК) в масле, содержания воды и т. Д.
Гомогенные катализаторы обычно эффективны при преобразовании биодизельного топлива с низким содержанием FFA и воды, содержащей сырье единственного происхождения (Silitonga et al., 2013a). Масла с более высоким содержанием FFA приводят к образованию мыла, что, в свою очередь, влияет на активность катализатора (Fattah et al., 2014a). Кроме того, катализатор частично смешивается с биодизелем и смешивается с глицерином, что приводит к проблемам отделения продукта от смеси реагентов (Tan et al., 2019). С другой стороны, гетерогенные катализаторы обеспечивают высокую активность, селективность и приспособляемость к воде из-за присутствия большого количества активных кислотных или основных центров. Ранее были опубликованы различные обзоры по теме катализаторов, особенно гетерогенных катализаторов. В таблице 1, представленной ниже, обобщены некоторые критические обзорные статьи за последнее десятилетие, а также их краткое введение. Новизна данной статьи заключается в обзоре работ многих исследователей по разработке различных гомогенных и гетерогенных катализаторов, используемых на сегодняшний день для производства биодизельного топлива.В этой статье представлены различные типы катализаторов и сравнивается их пригодность и связанные с ними проблемы в процессе переэтерификации с акцентом на каталитическую активность, селективность, загрузку катализатора и возможность повторного использования.
В таблице 1, представленной ниже, обобщены некоторые критические обзорные статьи за последнее десятилетие, а также их краткое введение. Новизна данной статьи заключается в обзоре работ многих исследователей по разработке различных гомогенных и гетерогенных катализаторов, используемых на сегодняшний день для производства биодизельного топлива.В этой статье представлены различные типы катализаторов и сравнивается их пригодность и связанные с ними проблемы в процессе переэтерификации с акцентом на каталитическую активность, селективность, загрузку катализатора и возможность повторного использования.
Таблица 1 . Подробности обзора каталитической переэтерификации.
Производство биодизеля с использованием алкоголиза
Обычным процессом производства биодизельного топлива является переэтерификация или алкоголиз (обычно метанолиз), при котором триглицериды реагируют со спиртами (обычно с метанолом) в присутствии катализатора, гомогенного или гетерогенного, в качестве промотора реакции с образованием жирной кислоты. сложные алкиловые эфиры [обычно метиловые эфиры жирных кислот (FAME)] (Mahlia et al., 2020). Переэтерификация состоит из нескольких последовательных обратимых и катализируемых реакций, в которых триглицериды постепенно превращаются в диглицериды, моноглицериды и, наконец, глицерин (также известный как глицерин) (Ong et al., 2019). Обычно биодизельное топливо производится с использованием одностадийной реакции переэтерификации, катализируемой щелочными катализаторами. Однако, в зависимости от содержания свободных жирных кислот и воды, может потребоваться двухстадийная реакция, когда кислотно-катализируемый алкоголиз, также известный как этерификация, предшествует процессу переэтерификации (Ashraful et al., 2014). Принципиальная схема одно- и двухступенчатого производства биодизеля показана на Рисунке 1. Стандартные характеристики нефтяного дизельного топлива и биодизеля в соответствии с Американским обществом испытаний и материалов (ASTM) и Европейским стандартом (EN) показаны в таблице 2.
сложные алкиловые эфиры [обычно метиловые эфиры жирных кислот (FAME)] (Mahlia et al., 2020). Переэтерификация состоит из нескольких последовательных обратимых и катализируемых реакций, в которых триглицериды постепенно превращаются в диглицериды, моноглицериды и, наконец, глицерин (также известный как глицерин) (Ong et al., 2019). Обычно биодизельное топливо производится с использованием одностадийной реакции переэтерификации, катализируемой щелочными катализаторами. Однако, в зависимости от содержания свободных жирных кислот и воды, может потребоваться двухстадийная реакция, когда кислотно-катализируемый алкоголиз, также известный как этерификация, предшествует процессу переэтерификации (Ashraful et al., 2014). Принципиальная схема одно- и двухступенчатого производства биодизеля показана на Рисунке 1. Стандартные характеристики нефтяного дизельного топлива и биодизеля в соответствии с Американским обществом испытаний и материалов (ASTM) и Европейским стандартом (EN) показаны в таблице 2.
Различные катализаторы для производства биодизеля
Присутствие катализатора увеличивает скорость реакции, тем самым увеличивая выход продукта. В процессе переэтерификации для производства биодизеля используются различные катализаторы.Как обсуждалось ранее, катализаторы, используемые для реакции переэтерификации, имеют сложную группу. Однако, основываясь на предыдущих обзорных статьях, их можно разделить на четыре основные категории, а именно: гомогенные катализаторы, гетерогенные катализаторы, биокатализаторы и нанокатализаторы (Shan et al., 2018; Akubude et al., 2019), которые можно дополнительно классифицировать. в разные подгруппы. Классификация представлена на рисунке 2.
Рисунок 2 . Различные катализаторы, используемые для производства биодизеля.
Переэтерификация или алкоголиз могут катализироваться как гомогенно, так и гетерогенно. При гомогенном катализе реакции обычно протекают быстрее и требуют меньшей нагрузки, чем при гетерогенном катализе.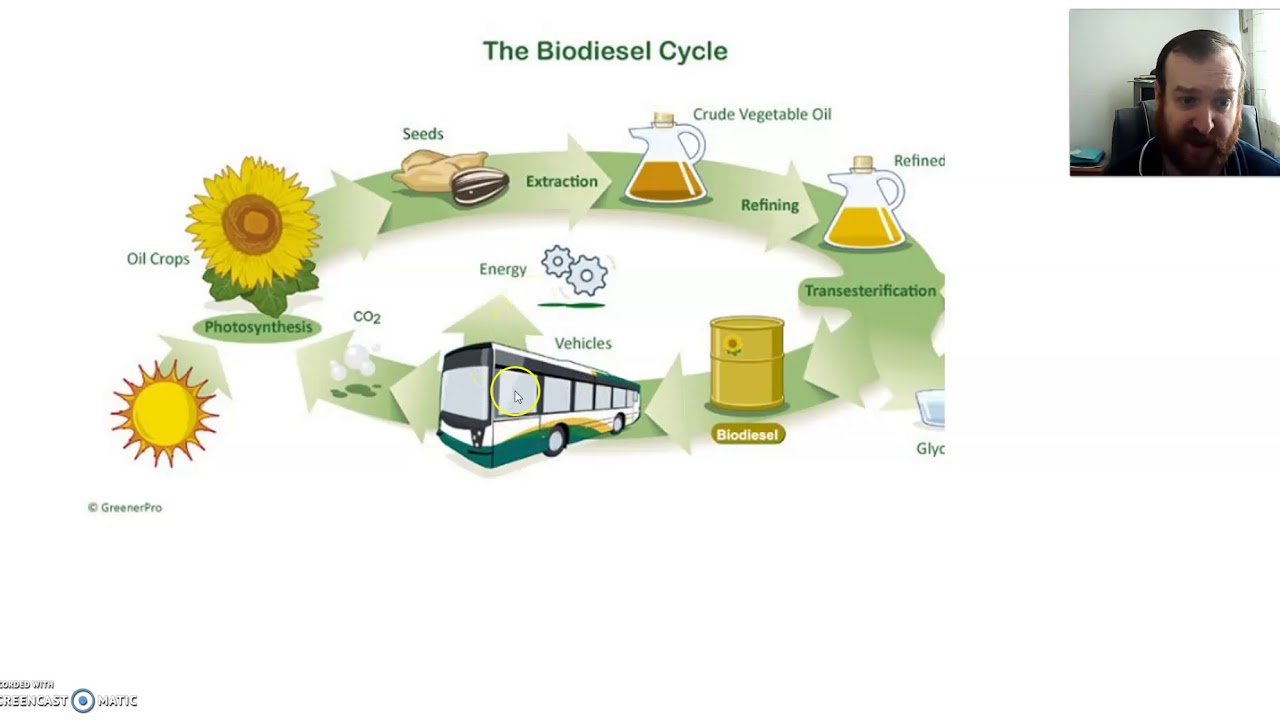 Одним из основных недостатков гомогенных катализаторов является то, что отделение этих катализаторов от среды является сложным и часто неэкономичным; как таковые, их повторное использование часто невозможно. Кроме того, несколько этапов промывки, связанных с удалением катализатора из продукта, приводят к потреблению воды, часто деионизированной, и значительному образованию сточных вод (De Lima et al., 2016). С другой стороны, гетерогенные катализаторы находятся в другой фазе, чем реакционная система, что позволяет удалять катализатор на различных стадиях. Впоследствии их можно использовать повторно без интенсивной мойки. Кроме того, можно получить глицерин высокой чистоты по сравнению с глицерином при гомогенном катализе благодаря значительно меньшему количеству растворенных ионов, что позволяет использовать его в промышленных процессах. Из-за упомянутых выше преимуществ переэтерификации с использованием гетерогенных катализаторов в последнее десятилетие уделяется повышенное внимание (Lam et al.
Одним из основных недостатков гомогенных катализаторов является то, что отделение этих катализаторов от среды является сложным и часто неэкономичным; как таковые, их повторное использование часто невозможно. Кроме того, несколько этапов промывки, связанных с удалением катализатора из продукта, приводят к потреблению воды, часто деионизированной, и значительному образованию сточных вод (De Lima et al., 2016). С другой стороны, гетерогенные катализаторы находятся в другой фазе, чем реакционная система, что позволяет удалять катализатор на различных стадиях. Впоследствии их можно использовать повторно без интенсивной мойки. Кроме того, можно получить глицерин высокой чистоты по сравнению с глицерином при гомогенном катализе благодаря значительно меньшему количеству растворенных ионов, что позволяет использовать его в промышленных процессах. Из-за упомянутых выше преимуществ переэтерификации с использованием гетерогенных катализаторов в последнее десятилетие уделяется повышенное внимание (Lam et al. , 2010; Ling et al., 2019). Однако частичное выщелачивание активных центров, разрушение микроструктуры катализатора и осаждение органических веществ из реакционной смеси создают проблемы для применимости этих катализаторов (Zhang et al., 2020). Таким образом, синтез активных многоразовых гетерогенных катализаторов представляет собой серьезную проблему в производстве биодизельного топлива.
, 2010; Ling et al., 2019). Однако частичное выщелачивание активных центров, разрушение микроструктуры катализатора и осаждение органических веществ из реакционной смеси создают проблемы для применимости этих катализаторов (Zhang et al., 2020). Таким образом, синтез активных многоразовых гетерогенных катализаторов представляет собой серьезную проблему в производстве биодизельного топлива.
Гомогенные катализаторы
Гомогенный катализ включает последовательность реакций, катализируемых химическим веществом, находящимся в той же фазе, что и реакционная система.Наиболее предпочтительным катализатором, используемым для производства биодизельного топлива, является гомогенный катализатор, поскольку они просты в использовании и требуют меньше времени для достижения полной реакции. К этой категории относятся как кислотные, так и основные катализаторы. Гомогенные катализаторы обычно растворяют в растворителе, который находится в одной фазе со всеми реагентами.
Базовый катализатор
Гомогенные основные катализаторы представляют собой щелочную жидкость, такую как гидроксиды на основе щелочных металлов, а именно гидроксид натрия или калия; оксиды на основе щелочных металлов, такие как метоксиды натрия и калия; и карбонаты. Основные катализаторы обладают высокой активностью при переэтерификации (Endalew et al., 2011). Гидроксиды металлов часто используются в качестве катализаторов из-за более низкой цены, но обычно обладают более низкой активностью, чем алкоксиды. Сообщалось, что скорость реакции, катализируемой основанием, в 4000 раз выше, чем скорость реакции, катализируемой кислотой (De Lima et al., 2016). Известный недостаток заключается в том, что масло, содержащее значительные количества FFA, не может быть полностью преобразовано в биодизельное топливо, а остается в виде мыла в огромных количествах (Helwani et al., 2009). При содержании до ~ 5% свободных жирных кислот реакция все еще может быть катализирована щелочным катализатором, но требуется дополнительное количество катализатора, чтобы компенсировать потерю катализатора с образованием мыла (Gerpen, 2005). Большинство исследований рекомендуют, чтобы содержание FFA было <2 мас.% Для производства биодизельного топлива с использованием гомогенного катализатора.
Основные катализаторы обладают высокой активностью при переэтерификации (Endalew et al., 2011). Гидроксиды металлов часто используются в качестве катализаторов из-за более низкой цены, но обычно обладают более низкой активностью, чем алкоксиды. Сообщалось, что скорость реакции, катализируемой основанием, в 4000 раз выше, чем скорость реакции, катализируемой кислотой (De Lima et al., 2016). Известный недостаток заключается в том, что масло, содержащее значительные количества FFA, не может быть полностью преобразовано в биодизельное топливо, а остается в виде мыла в огромных количествах (Helwani et al., 2009). При содержании до ~ 5% свободных жирных кислот реакция все еще может быть катализирована щелочным катализатором, но требуется дополнительное количество катализатора, чтобы компенсировать потерю катализатора с образованием мыла (Gerpen, 2005). Большинство исследований рекомендуют, чтобы содержание FFA было <2 мас.% Для производства биодизельного топлива с использованием гомогенного катализатора.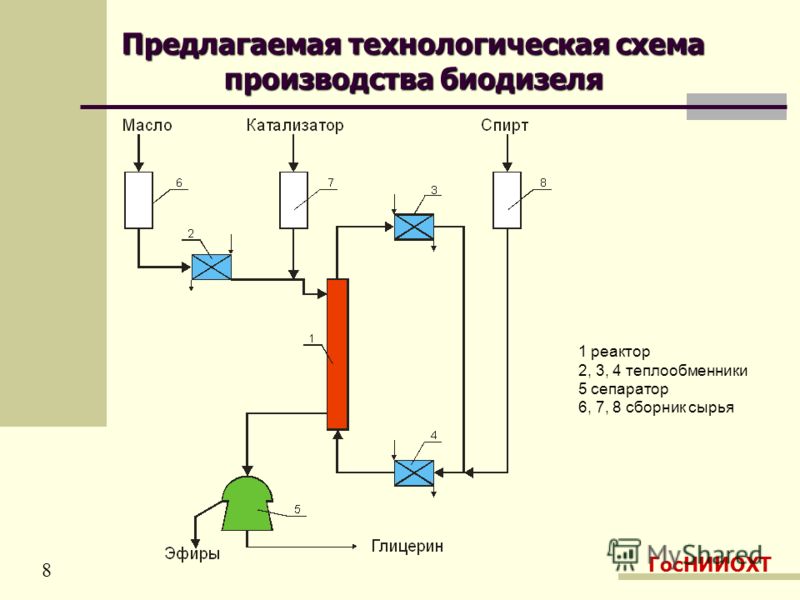
Кислотный катализатор
Процесс этерификации катализируется кислотами Бренстеда, предпочтительно сульфоновой и серной кислотами, а также соляной кислотой (Schuchardt et al., 1998). Эти катализаторы дают очень высокие выходы алкиловых эфиров. Однако реакции протекают медленнее по сравнению с реакциями, катализируемыми щелочью, что делает процесс экономически невыгодным из-за повышенных требований к энергии (Silitonga et al., 2020). Гомогенный кислотный катализ нечувствителен к содержанию FFA и может катализировать реакции как этерификации, так и переэтерификации. Несмотря на эти дополнительные преимущества, гомогенный кислотный катализ представляет те же проблемы разделения, что и гомогенный основной катализ.Некоторые исследования с использованием гомогенных катализаторов для производства биодизельного топлива из различного исходного биодизельного сырья показаны в таблице 3.
Таблица 3 . Гомогенные катализаторы, используемые для производства биодизеля из разных источников.
Гетерогенные катализаторы
Гетерогенные катализаторы находятся в фазе или состоянии, отличном от фазы или состояния реагентов. Это тип катализаторов, которые регулярно создают активные центры с реагентами во время реакции (Melero et al., 2009). Гетерогенно катализируемая реакция метанолиза очень сложна, потому что она протекает в трехфазной системе, состоящей из твердой (гетерогенный катализатор) и двух несмешивающихся жидких фаз (масло и метанол). Некоторые побочные реакции, такие как омыление глицеридов и сложных метиловых эфиров и нейтрализация свободных жирных кислот катализатором, также происходят одновременно с метанолизом. Основные недостатки этого катализа включают повышенные температуры и более высокие отношения масло / спирт, чем у гомогенного катализа.Другие преимущества включают простоту разделения и очистки, а также превосходную возможность повторного использования катализатора и т. Д. Гетерогенные катализаторы можно разделить на кислотные и основные катализаторы. Эти катализаторы можно классифицировать как катализаторы Бренстеда или Льюиса (Di Serio et al., 2008). Однако во многих случаях могут присутствовать сайты обоих типов; как таковые, некоторые из катализаторов можно использовать в качестве катализаторов для обоих типов реакций.
Эти катализаторы можно классифицировать как катализаторы Бренстеда или Льюиса (Di Serio et al., 2008). Однако во многих случаях могут присутствовать сайты обоих типов; как таковые, некоторые из катализаторов можно использовать в качестве катализаторов для обоих типов реакций.
Базовый катализатор
Гетерогенный основной катализатор направлен на преодоление ограничений, таких как омыление, которое препятствует отделению глицерина от слоя сложного метилового эфира, связанного с использованием гомогенного основного катализатора.Эти катализаторы также демонстрируют превосходную каталитическую активность в мягких условиях (Calero et al., 2014). Эти катализаторы обладают многими другими преимуществами, а именно неагрессивностью, экологичностью и меньшим количеством проблем при утилизации. Кроме того, они легко отделяются от реакционной среды и могут быть сконструированы таким образом, чтобы обеспечить более высокую активность, селективность и более длительный срок службы катализатора (Liu et al. , 2008b). Многие оксиды на основе металлов, включая оксиды щелочных, щелочноземельных и переходных металлов, использовались в качестве катализаторов процесса переэтерификации масел.Структура оксидов металлов состоит из положительных ионов (катионов) металлов, обладающих характеристиками кислоты Льюиса, и отрицательных ионов кислорода (анионов), обладающих характеристиками оснований Бренстеда (Di Serio et al., 2008; Zabeti et al., 2009). Иногда два или более типа оксидов металлов комбинируются для использования в качестве катализаторов. Другими типами катализаторов, которые преимущественно работают как основные гетерогенные катализаторы, являются катализаторы на основе бора и катализаторы на основе отходов (Semwal et al., 2011).
, 2008b). Многие оксиды на основе металлов, включая оксиды щелочных, щелочноземельных и переходных металлов, использовались в качестве катализаторов процесса переэтерификации масел.Структура оксидов металлов состоит из положительных ионов (катионов) металлов, обладающих характеристиками кислоты Льюиса, и отрицательных ионов кислорода (анионов), обладающих характеристиками оснований Бренстеда (Di Serio et al., 2008; Zabeti et al., 2009). Иногда два или более типа оксидов металлов комбинируются для использования в качестве катализаторов. Другими типами катализаторов, которые преимущественно работают как основные гетерогенные катализаторы, являются катализаторы на основе бора и катализаторы на основе отходов (Semwal et al., 2011).
Катализатор на основе щелочноземельных и щелочных металлов
Оксиды на основе металлов чаще всего используются в качестве гетерогенных катализаторов переэтерификации.Структура поверхности оксида металла представлена на рисунке 3. Zhang et al.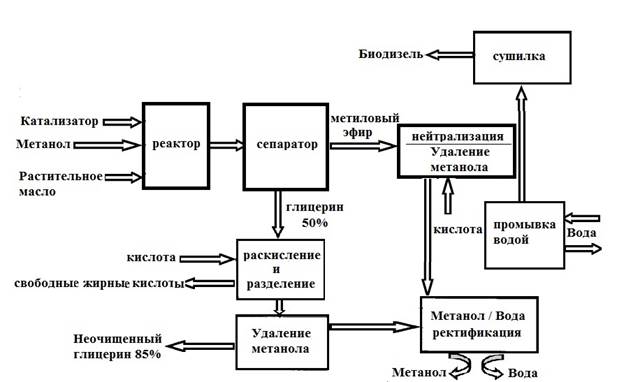 (1988) продемонстрировали основные свойства оксидов щелочноземельных металлов, используя термопрограммируемую десорбцию (TPD) анализа адсорбированного диоксида углерода. Они показали, что количество основных центров на единицу веса примерно соответствует количеству площади поверхности и следует в последовательности: CaO> MgO> SrO> BaO. Оксиды более сильных основных центров более эффективно способствуют реакции.
(1988) продемонстрировали основные свойства оксидов щелочноземельных металлов, используя термопрограммируемую десорбцию (TPD) анализа адсорбированного диоксида углерода. Они показали, что количество основных центров на единицу веса примерно соответствует количеству площади поверхности и следует в последовательности: CaO> MgO> SrO> BaO. Оксиды более сильных основных центров более эффективно способствуют реакции.
Рисунок 3 .Структура поверхности оксидов металлов (М представляет металл).
Среди катализаторов на основе металлов СаО является наиболее изученным каталитическим материалом для производства биодизельного топлива, поскольку он имеет множество преимуществ, а именно длительный срок службы катализатора, относительно высокую основную прочность, высокую активность и низкую растворимость в метаноле, и требует лишь умеренной реакции. условий (Рощат и др., 2016; Latchubugata et al., 2018). Arun et al. (2017) изучали производство биодизеля из Terminalia belerica и Garcinia gummi-gutta с использованием кальцинированного CaO в качестве гетерогенного катализатора. Прокаливание проводилось в муфельной печи при 605 ° C в течение 5 часов, перед этим осуществлялась сушка в печи при 125 ° C в течение 12 часов. Переэтерификацию проводили при 60 ° C, соотношении метанол / масло 9: 1 и катализаторе 2% w / v в течение 3 часов. Свойства биодизеля, произведенного из этого сырья, находились в пределах диапазона, предложенного стандартом Американского общества испытаний и материалов (ASTM), устанавливающего успешное производство. Рощат и др. (2016) провели переэтерификацию пальмового олеинового масла (FFA 0.29 мг КОН / г) с использованием оксида кальция, полученного из гашеной извести (СаО), в качестве катализатора. Катализатор готовили сушкой в течение ночи в печи при 100 ° C, измельчали и просеивали, а затем прокаливали в печи при различных температурах (700, 800 и 900 ° C) на воздухе в течение 3 ч. Выход биодизеля 97,20% был достигнут для прокаленного образца при 800 ° C. Этот катализатор можно было повторно использовать по крайней мере пять раз без значительного ухудшения выхода (более 90%).
Прокаливание проводилось в муфельной печи при 605 ° C в течение 5 часов, перед этим осуществлялась сушка в печи при 125 ° C в течение 12 часов. Переэтерификацию проводили при 60 ° C, соотношении метанол / масло 9: 1 и катализаторе 2% w / v в течение 3 часов. Свойства биодизеля, произведенного из этого сырья, находились в пределах диапазона, предложенного стандартом Американского общества испытаний и материалов (ASTM), устанавливающего успешное производство. Рощат и др. (2016) провели переэтерификацию пальмового олеинового масла (FFA 0.29 мг КОН / г) с использованием оксида кальция, полученного из гашеной извести (СаО), в качестве катализатора. Катализатор готовили сушкой в течение ночи в печи при 100 ° C, измельчали и просеивали, а затем прокаливали в печи при различных температурах (700, 800 и 900 ° C) на воздухе в течение 3 ч. Выход биодизеля 97,20% был достигнут для прокаленного образца при 800 ° C. Этот катализатор можно было повторно использовать по крайней мере пять раз без значительного ухудшения выхода (более 90%).
Du et al. (2019) синтезировали три новые твердые основы MgO на углеродной основе с использованием золь-гель метода и метода прокаливания для производства биодизельного топлива из касторового масла.Эти катализаторы были идентифицированы как MgO-PVA-800, MgO-UREA-800 и MgO-GLY-800, где 800 обозначает температуру прокаливания, а PVA, UREA и GLY обозначают поливинилацетат, мочевину и этиленгликоль соответственно. . Переэтерификацию проводили при соотношении этанол / масло 12: 1, концентрации катализатора 6 мас.% При 75 ° C. Наивысшая степень превращения 96,5% была получена с MgO-UREA-800 через 50 минут в этих условиях. Выход биодизеля для MgO-PVA-800 и MgO-GLY-800 составил 93,6 и 91.8% соответственно за такое же время реакции. Manríquez-Ramírez et al. (2013) изучали каталитическую активность MgO, пропитанного КОН, NaOH и нитратом церия. Базовая прочность образцов соответствовала порядку: MgO – KOH> MgO – NaOH> MgO – CeO 2 , как определено с помощью инфракрасной спектроскопии с преобразованием Фурье (FTIR). Реакцию проводили при 60 ° C с соотношением масло / метанол 4: 1, и выход биодизеля через 1 час реакции составил 44, 56, 78 и <99% для MgO и MgO – CeO 2 , MgO –NaOH и MgO – KOH соответственно.Сообщалось, что MgO имеет низкую активность при переэтерификации растительных масел в биодизельное топливо (Liu et al., 2007).
Реакцию проводили при 60 ° C с соотношением масло / метанол 4: 1, и выход биодизеля через 1 час реакции составил 44, 56, 78 и <99% для MgO и MgO – CeO 2 , MgO –NaOH и MgO – KOH соответственно.Сообщалось, что MgO имеет низкую активность при переэтерификации растительных масел в биодизельное топливо (Liu et al., 2007).
Рощат и др. (2018) изучали процесс производства биодизельного масла из пальмового масла с использованием оксида стронция (SrO) посредством реакции этанолиза. Оптимальные условия реакции для этой работы были определены экспериментально: температура реакции 80 ° C, соотношение этанол / масло 12: 1 M, количество загрузки катализатора 5 мас.% И время реакции 3 часа. Это привело к выходу 98,2% этилового эфира жирной кислоты.Катализатор можно использовать повторно пять раз с выходом более 90%. Лю и др. (2007) изучали переэтерификацию соевого масла в биодизельное топливо с использованием SrO в качестве твердого основного катализатора. Они предложили механизм каталитической реакции SrO, который создает основные промежуточные соединения, тем самым делая реакцию катализируемой твердым основанием. Результаты показали, что выход биодизеля составлял <95% при температурах ниже 70 ° C в течение 30 минут. Возможность повторного использования SrO была высокой и позволяла поддерживать устойчивую активность даже после 10 циклов.
Результаты показали, что выход биодизеля составлял <95% при температурах ниже 70 ° C в течение 30 минут. Возможность повторного использования SrO была высокой и позволяла поддерживать устойчивую активность даже после 10 циклов.
Mootabadi et al. (2010) провели ультразвуковую переэтерификацию пальмового масла с использованием различных оксидов щелочноземельных металлов, таких как CaO, SrO, BaO и т. Д., В качестве катализаторов. Они варьировали параметры реакции, а именно: время реакции 10–60 мин, соотношение спирт / масло 3: 1–15: 1 M, загрузка катализатора 0,5–3% и амплитуды ультразвука 25–100%. Их результаты противоречат ранее опубликованному рейтингу активности катализаторов как CaO  Затем катализаторы использовали для производства биодизельного топлива из соевого масла, где реакции проводили при 65 ° C в течение 2 часов с использованием отношения метанол / масло 36: 1 M и загрузки катализатора 8 мас.%. Максимальная конверсия 96,5% была достигнута при использовании температуры прокаливания катализатора 800 ° C. Более того, катализатор можно повторно использовать, по крайней мере, в течение пяти циклов, поддерживая выход биодизеля около 94%.
Затем катализаторы использовали для производства биодизельного топлива из соевого масла, где реакции проводили при 65 ° C в течение 2 часов с использованием отношения метанол / масло 36: 1 M и загрузки катализатора 8 мас.%. Максимальная конверсия 96,5% была достигнута при использовании температуры прокаливания катализатора 800 ° C. Более того, катализатор можно повторно использовать, по крайней мере, в течение пяти циклов, поддерживая выход биодизеля около 94%.
Катализатор на основе смешанных металлов
В качестве основного катализатора преимущественно используются смешанные оксиды на основе металлов, в зависимости от каталитической смеси.Их основность можно регулировать, изменяя их химический состав и методику синтеза (Teo et al., 2017). Тип метода синтеза, температура активации и структура имеют сильное влияние на окончательную основность смешанных оксидов (Mckenzie et al., 1992; Tichit et al., 1995). Некоторые исследователи иногда использовали их в качестве смешанного кислотно-основного катализатора. Salinas et al. (2018) изучали каталитическую активность 1–5 мас.% La 2 O 3 в ZrO 2 смешанных оксидов металлов, полученных золь-гель методом и прокаленных при 600 ° C в производстве биодизельного топлива из масла канолы путем метанолиза. реакция.Золь-гель метод позволяет улучшить каталитическую активность за счет изменения кислотно-основных свойств. Было обнаружено, что La 2 O 3 , допированный ZrO 2 , образует моноклинную структуру-ZrO 2 и усиливает ее основность, которая играет ключевую роль в катализе, и 3 мас.% La 2 O 3 был оптимальным процентом для переэтерификации масла канолы. Limmanee et al. (2013) изучали каталитическую активность смешанных оксидов нанокристаллита CaMgZn в качестве гетерогенного катализатора, полученного методом соосаждения с использованием Na 2 CO 3 в качестве осадителя в синтезе биодизельного топлива из пальмоядрового масла посредством метанолиза.
Salinas et al. (2018) изучали каталитическую активность 1–5 мас.% La 2 O 3 в ZrO 2 смешанных оксидов металлов, полученных золь-гель методом и прокаленных при 600 ° C в производстве биодизельного топлива из масла канолы путем метанолиза. реакция.Золь-гель метод позволяет улучшить каталитическую активность за счет изменения кислотно-основных свойств. Было обнаружено, что La 2 O 3 , допированный ZrO 2 , образует моноклинную структуру-ZrO 2 и усиливает ее основность, которая играет ключевую роль в катализе, и 3 мас.% La 2 O 3 был оптимальным процентом для переэтерификации масла канолы. Limmanee et al. (2013) изучали каталитическую активность смешанных оксидов нанокристаллита CaMgZn в качестве гетерогенного катализатора, полученного методом соосаждения с использованием Na 2 CO 3 в качестве осадителя в синтезе биодизельного топлива из пальмоядрового масла посредством метанолиза. Они сообщили о максимальном выходе 97,5 мас.% По смешанному оксиду CaMgZn, полученному с соотношением Ca / Mg / Zn 3: 1: 1 при концентрации Na 2 CO 3 0,75 моль / л и CaMg (CO 3 ) 2 и CaZn (CO 3 ) 2 соотношение ионов металлов 1,0, когда условиями реакции было соотношение метанол / масло 20: 1 M, 6 мас.% Катализатора и 60 ° C. Сантьяго-Торрес и др. (2014) изучали Na 2 ZrO 3 в качестве основного катализатора переэтерификации соевого масла.Они сообщили о максимальной эффективности преобразования биодизеля 98,3% при 3% катализатора за 3 часа времени реакции при температуре реакции 65 ° C. Ли и др. (2015) синтезировали бифункциональный кислотно-основной катализатор, состоящий из смешанных оксидов металлов Ca и La (CaO – La 2 O 3 ) при различных атомных отношениях Ca / La путем соосаждения. Эта интеграция усиливает каталитическую активность из-за диспергирования СаО на поверхности композита, тем самым увеличивая кислотные и основные центры поверхности по сравнению с отдельными оксидами.
Они сообщили о максимальном выходе 97,5 мас.% По смешанному оксиду CaMgZn, полученному с соотношением Ca / Mg / Zn 3: 1: 1 при концентрации Na 2 CO 3 0,75 моль / л и CaMg (CO 3 ) 2 и CaZn (CO 3 ) 2 соотношение ионов металлов 1,0, когда условиями реакции было соотношение метанол / масло 20: 1 M, 6 мас.% Катализатора и 60 ° C. Сантьяго-Торрес и др. (2014) изучали Na 2 ZrO 3 в качестве основного катализатора переэтерификации соевого масла.Они сообщили о максимальной эффективности преобразования биодизеля 98,3% при 3% катализатора за 3 часа времени реакции при температуре реакции 65 ° C. Ли и др. (2015) синтезировали бифункциональный кислотно-основной катализатор, состоящий из смешанных оксидов металлов Ca и La (CaO – La 2 O 3 ) при различных атомных отношениях Ca / La путем соосаждения. Эта интеграция усиливает каталитическую активность из-за диспергирования СаО на поверхности композита, тем самым увеличивая кислотные и основные центры поверхности по сравнению с отдельными оксидами. Они сообщили о самом высоком выходе биодизеля 98,76% в условиях 160 ° C, 3 часа, соотношение метанол / масло 25: 1 и катализатор 3 мас.%.
Они сообщили о самом высоком выходе биодизеля 98,76% в условиях 160 ° C, 3 часа, соотношение метанол / масло 25: 1 и катализатор 3 мас.%.
Катализатор на основе переходных металлов
Оксид титана (TiO 2 ) и оксид цинка (ZnO) относятся к оксидам переходных металлов, которые используются в качестве гетерогенного основного катализатора для производства биодизельного топлива (Yoo et al., 2010). Kaur et al. (2018) синтезировали катализатор TiO 2 / SiO 2 на носителе из вольфрама (W), используя золь-гель метод для изучения переэтерификации отработанного хлопкового масла для производства биодизеля.Полная реакция переэтерификации была достигнута за 4 часа при соотношении масло / метанол 1:30 М, катализатор 5 мас.% При 65 ° C. Они также сообщили о хорошей возможности повторного использования, когда катализатор был активен в четырех каталитических прогонах без значительного снижения активности. Мадхувилакку и Пираман (2013) изучали каталитическую активность смешанных оксидов Ti и Zn (TiO 2 -ZnO) и ZnO, используя их в процессе переэтерификации пальмового масла. Выход биодизельного топлива 92% был достигнут при загрузке катализатора 200 мг TiO 2 -ZnO, соотношении метанол / масло 6: 1 и температуре реакции 60 ° C за 5 часов.Они также сообщили о лучшем выходе по сравнению с катализатором ZnO (83%).
Выход биодизельного топлива 92% был достигнут при загрузке катализатора 200 мг TiO 2 -ZnO, соотношении метанол / масло 6: 1 и температуре реакции 60 ° C за 5 часов.Они также сообщили о лучшем выходе по сравнению с катализатором ZnO (83%).
Катализатор на основе группы бора
Соединения на основе группы бора, особенно оксид алюминия (Al 2 O 3 ), широко используются для поддержки различных оксидов, галогенидов, нитратов и сплавов металлов (Chouhan and Sarma, 2011). Kesserwan et al. (2020) сообщили о новом гибридном аэрогеле CaO / Al 2 O 3 для катализа метанолиза отработанного кулинарного масла. Катализатор был приготовлен быстрым золь-гель процессом, инициированным эпоксидом, с последующим прокаливанием при 700 ° C в сверхкритических условиях диоксида углерода.Они сообщили, что при оптимальных условиях реакции с соотношением метанол / масло 11: 1, 1 мас.% 3: 1 CaO / Al 2 O 3 прокаленный аэрогель, температура реакции 65 ° C и время реакции 4 часа. приводит к максимальному выходу биодизеля 89,9%. Benjapornkulaphong et al. (2009) изучали различные нитраты щелочных и щелочноземельных металлов, нанесенные на Al 2 O 3 , а именно: LiNO 3 / Al 2 O 3 , NaNO 3 / Al 2 O 3 , Ca (NO 3 ) 2 / Al 2 O 3 , KNO 3 / Al 2 O 3 и Mg (NO 3 ) 2 / Al 2 O 3 , полученные методом пропитки с последующим прокаливанием при 450–850 ° C.Они использовали их, чтобы катализировать метанолиз косточкового пальмового и кокосового масел. Они обнаружили, что температура прокаливания значительно влияет на выход Ca (NO 3 ) 2 / Al 2 O 3 и LiNO 3 / Al 2 O 3 с выходом <90% биодизеля при прокаливании. при 450 ° C и более высокой температуре прокаливания снизился выход биодизельного топлива.
приводит к максимальному выходу биодизеля 89,9%. Benjapornkulaphong et al. (2009) изучали различные нитраты щелочных и щелочноземельных металлов, нанесенные на Al 2 O 3 , а именно: LiNO 3 / Al 2 O 3 , NaNO 3 / Al 2 O 3 , Ca (NO 3 ) 2 / Al 2 O 3 , KNO 3 / Al 2 O 3 и Mg (NO 3 ) 2 / Al 2 O 3 , полученные методом пропитки с последующим прокаливанием при 450–850 ° C.Они использовали их, чтобы катализировать метанолиз косточкового пальмового и кокосового масел. Они обнаружили, что температура прокаливания значительно влияет на выход Ca (NO 3 ) 2 / Al 2 O 3 и LiNO 3 / Al 2 O 3 с выходом <90% биодизеля при прокаливании. при 450 ° C и более высокой температуре прокаливания снизился выход биодизельного топлива. Они рекомендовали количество катализатора 10 мас.% И 15–20 мас.% Ca (NO 3 ) 2 / Al 2 O 3 катализатора для переэтерификации косточкового пальмового масла и кокосового масла, соответственно. при соотношении метанол / масло 65: 1 M, температуре 60 ° C и времени реакции 3 часа.
Они рекомендовали количество катализатора 10 мас.% И 15–20 мас.% Ca (NO 3 ) 2 / Al 2 O 3 катализатора для переэтерификации косточкового пальмового масла и кокосового масла, соответственно. при соотношении метанол / масло 65: 1 M, температуре 60 ° C и времени реакции 3 часа.
Катализатор на основе гидротальцита
«Гидротальциты — это класс анионных и основных глин с общей формулой M1-x2 + M x 3+ (OH 2 ) x + (A x / n ) n− . y H 2 O, где M 2+ и M 3+ — двухвалентные и трехвалентные металлы, соответственно, A n- (CO3-, SO42-, Cl —, NO3-) — n -валентный анион, а x обычно имеет значение от 0.25 и 0,33 ”(Helwani et al., 2009; Endalew et al., 2011). Гидротальциты преимущественно используются в качестве гетерогенного основного катализатора. Преимущества этих катализаторов заключаются в их регулируемой высокой основной прочности, достигаемой за счет изменения соотношения Mg / Al, и присущей им лучшей морфологии катализатора по сравнению с оксидами щелочноземельных металлов. Однако неоднородность и чувствительность к FFA и воде являются основными недостатками этого типа катализаторов. Navajas et al. (2018) изучали каталитическую активность гидроталькита Mg – Al с соотношением Mg / Al, равным 1.5–5 М, синтезированные соосаждением при переэтерификации подсолнечного масла. Они сообщили об оптимальной конверсии 96% при соотношении метанол / масло 48: 1 M, 1 атм, 60 ° C, 2 мас.% Катализатора через 24 часа. Они объяснили активность катализатора наличием основных центров типа Бронстеда на краях кристалла. Nowicki et al. (2016) изучали каталитические свойства гидроталькита Mg-Al с примесью Zr при различных молярных отношениях Zr / Mg при переэтерификации рафинированного рапсового масла. Они обнаружили, что четырехвалентный катион Zr (Zr 4+ ) был эффективным в значительном увеличении каталитической активности катализатора.Они сообщили об оптимальной конверсии масла 99,9% для гидроталькита с соотношением Zr / Mg / Al = 0,45: 2,55: 1 M и условиями реакции: температура 373–393 К, давление 4,8–5,0 атм и время реакции 6 часов.
Однако неоднородность и чувствительность к FFA и воде являются основными недостатками этого типа катализаторов. Navajas et al. (2018) изучали каталитическую активность гидроталькита Mg – Al с соотношением Mg / Al, равным 1.5–5 М, синтезированные соосаждением при переэтерификации подсолнечного масла. Они сообщили об оптимальной конверсии 96% при соотношении метанол / масло 48: 1 M, 1 атм, 60 ° C, 2 мас.% Катализатора через 24 часа. Они объяснили активность катализатора наличием основных центров типа Бронстеда на краях кристалла. Nowicki et al. (2016) изучали каталитические свойства гидроталькита Mg-Al с примесью Zr при различных молярных отношениях Zr / Mg при переэтерификации рафинированного рапсового масла. Они обнаружили, что четырехвалентный катион Zr (Zr 4+ ) был эффективным в значительном увеличении каталитической активности катализатора.Они сообщили об оптимальной конверсии масла 99,9% для гидроталькита с соотношением Zr / Mg / Al = 0,45: 2,55: 1 M и условиями реакции: температура 373–393 К, давление 4,8–5,0 атм и время реакции 6 часов. Trakarnpruk и Porntangjitlikit (2008) изучали каталитическую активность кальцинированного гидротальцита Mg – Al, нагруженного калием (Mg / AL = 4), при переэтерификации пальмового масла метанолом. Они обнаружили, что катализатор действует как основной катализатор. Они также сообщили о выходе метилового эфира 86,6% при параметрах реакции 30: 1 М соотношение метанол / масло, 100 ° C и 7 мас.% катализатора в течение 6 ч. Zeng et al. (2009) сообщили, что иммобилизация липазы Saccharomyces cerevisiae (биокатализатор) на гидротальците Mg-Al (молярное отношение Mg / Al, 4,0) посредством физической адсорбции заметно улучшила производительность фермента. Переэтерификацию рафинированного рапсового масла проводили с иммобилизованной липазой (1,5 мас.%) И при атмосферном давлении при 45 ° C с конверсией сложного эфира 96% за 4,5 часа. Биокатализатор сохранял высокую активность с превращением сложного эфира 81,3% после 10 циклов повторного использования.
Trakarnpruk и Porntangjitlikit (2008) изучали каталитическую активность кальцинированного гидротальцита Mg – Al, нагруженного калием (Mg / AL = 4), при переэтерификации пальмового масла метанолом. Они обнаружили, что катализатор действует как основной катализатор. Они также сообщили о выходе метилового эфира 86,6% при параметрах реакции 30: 1 М соотношение метанол / масло, 100 ° C и 7 мас.% катализатора в течение 6 ч. Zeng et al. (2009) сообщили, что иммобилизация липазы Saccharomyces cerevisiae (биокатализатор) на гидротальците Mg-Al (молярное отношение Mg / Al, 4,0) посредством физической адсорбции заметно улучшила производительность фермента. Переэтерификацию рафинированного рапсового масла проводили с иммобилизованной липазой (1,5 мас.%) И при атмосферном давлении при 45 ° C с конверсией сложного эфира 96% за 4,5 часа. Биокатализатор сохранял высокую активность с превращением сложного эфира 81,3% после 10 циклов повторного использования.
Катализатор на отработанной основе
Отходы промышленных процессов и окружающей среды могут помочь в разработке недорогого твердого основного катализатора. Эти катализаторы могут способствовать устойчивому и экологически безопасному подходу к производству биодизеля (Majhi and Ray, 2016; Pandit and Fulekar, 2017). Обогащенные кальцием отходы, а именно скорлупа мидий, яиц, ракушек, улиток и устриц; рыбья чешуя; кости животных; зола, полученная из видов растений и т. д., легко доступна по невысокой цене (Marwaha et al., 2018). Как обсуждалось ранее, кальций, полученный из этих отходов, может быть преобразован в СаО, который является наиболее универсальным гетерогенным основным катализатором.Yaşar (2019) изучил каталитическую активность CaO на основе яичной скорлупы и сравнил ее с чистым CaO. Переэтерификацию рапсового масла проводили при соотношении метанол / масло 9: 1, катализаторе 4 мас.% И температуре реакции 60 ° C в течение 1 часа. Максимальный выход для этих условий составил 96,81 и 95,12% для CaO и CaO на основе отходов яичной скорлупы, соответственно. Sirisomboonchai et al. (2015) изучали каталитическую активность кальцинированной скорлупы гребешка при переэтерификации отработанного кулинарного жира с использованием метанола.
Эти катализаторы могут способствовать устойчивому и экологически безопасному подходу к производству биодизеля (Majhi and Ray, 2016; Pandit and Fulekar, 2017). Обогащенные кальцием отходы, а именно скорлупа мидий, яиц, ракушек, улиток и устриц; рыбья чешуя; кости животных; зола, полученная из видов растений и т. д., легко доступна по невысокой цене (Marwaha et al., 2018). Как обсуждалось ранее, кальций, полученный из этих отходов, может быть преобразован в СаО, который является наиболее универсальным гетерогенным основным катализатором.Yaşar (2019) изучил каталитическую активность CaO на основе яичной скорлупы и сравнил ее с чистым CaO. Переэтерификацию рапсового масла проводили при соотношении метанол / масло 9: 1, катализаторе 4 мас.% И температуре реакции 60 ° C в течение 1 часа. Максимальный выход для этих условий составил 96,81 и 95,12% для CaO и CaO на основе отходов яичной скорлупы, соответственно. Sirisomboonchai et al. (2015) изучали каталитическую активность кальцинированной скорлупы гребешка при переэтерификации отработанного кулинарного жира с использованием метанола. Выход 86% наблюдался в присутствии небольшого количества воды при загрузке катализатора 5 мас.%, Соотношении метанол / масло 6: 1 и температуре реакции 65 ° C в течение 2 часов. Тот же катализатор использовали в течение четырех циклов с 20% снижением выхода FAME из-за образования Ca-глицероксида на его поверхности. Hu et al. (2011) изучали катализатор, полученный из сточных вод пресноводных раковин мидий при переэтерификации китайского таллового масла. Катализатор был синтезирован методом прокаливания – пропитки – активации.Оболочку мидий сначала прокаливали при 900 ° C с последующей пропиткой в деионизированной воде и активировали прокаливанием при 600 ° C в течение 3 часов. Выход более 90% был получен при соотношении метанол / масло 12: 1, катализаторе 5 мас.% И температуре реакции 70 ° C за 1,5 часа. Катализатор также продемонстрировал отличную возможность повторного использования с уменьшением выхода всего на 10–15% после 12 циклов.
Выход 86% наблюдался в присутствии небольшого количества воды при загрузке катализатора 5 мас.%, Соотношении метанол / масло 6: 1 и температуре реакции 65 ° C в течение 2 часов. Тот же катализатор использовали в течение четырех циклов с 20% снижением выхода FAME из-за образования Ca-глицероксида на его поверхности. Hu et al. (2011) изучали катализатор, полученный из сточных вод пресноводных раковин мидий при переэтерификации китайского таллового масла. Катализатор был синтезирован методом прокаливания – пропитки – активации.Оболочку мидий сначала прокаливали при 900 ° C с последующей пропиткой в деионизированной воде и активировали прокаливанием при 600 ° C в течение 3 часов. Выход более 90% был получен при соотношении метанол / масло 12: 1, катализаторе 5 мас.% И температуре реакции 70 ° C за 1,5 часа. Катализатор также продемонстрировал отличную возможность повторного использования с уменьшением выхода всего на 10–15% после 12 циклов.
Кислотные катализаторы
Гетерогенные кислотные катализаторы обладают меньшим коррозионным и токсичным действием и вызывают меньше экологических проблем по сравнению с гомогенными кислотными катализаторами (Aransiola et al. , 2014). Эти катализаторы содержат множество кислотных центров с различной степенью кислотности по Бренстеду или Льюису. Хотя эти катализаторы обеспечивают обнадеживающие результаты в умеренных условиях реакции, они реагируют очень медленно по сравнению с твердыми основными катализаторами. Кроме того, для использования этого типа катализаторов требуются высокая загрузка катализатора, высокая температура и длительное время реакции (Mansir et al., 2017).
, 2014). Эти катализаторы содержат множество кислотных центров с различной степенью кислотности по Бренстеду или Льюису. Хотя эти катализаторы обеспечивают обнадеживающие результаты в умеренных условиях реакции, они реагируют очень медленно по сравнению с твердыми основными катализаторами. Кроме того, для использования этого типа катализаторов требуются высокая загрузка катализатора, высокая температура и длительное время реакции (Mansir et al., 2017).
Катионообменные смолы
Многие исследователи использовали катионообменную смолу для производства биодизеля в лабораторных условиях.Катионообменные смолы являются макропористыми и содержат многочисленные кислотные центры, которые катализируют образование свободных жирных кислот в биодизельном топливе посредством гетерогенных реакций этерификации и предотвращают омыление. Fu et al. (2015) изучали каталитическую активность макропористой смолы сульфированного полистирол-дивинилбензола (ST-DVB-SO 3 H) при этерификации масла с высоким содержанием FFA (кислотное число, 64,9 мг КОН / г). Максимальная конверсия FFA 97,8% была достигнута, когда реакцию проводили в следующих условиях: загрузка катализатора 10 мас.%, Соотношение метанол / масло 15: 1 M и 100 ° C в течение 3 часов.Feng et al. (2011) изучали непрерывную этерификацию отработанного жареного масла с кислотным числом 36,0 мг КОН / г в реакторе с неподвижным слоем с использованием коммерческой катионообменной смолы (NKC-9). Они сообщили о степени превращения 98% в течение 500 часов при массовом соотношении метанол / олеиновая кислота 2,8: 1, высоте слоя катализатора 44,0 см, скорости потока сырья 0,62 мл / мин и температуре реакции 65 ° C.
Максимальная конверсия FFA 97,8% была достигнута, когда реакцию проводили в следующих условиях: загрузка катализатора 10 мас.%, Соотношение метанол / масло 15: 1 M и 100 ° C в течение 3 часов.Feng et al. (2011) изучали непрерывную этерификацию отработанного жареного масла с кислотным числом 36,0 мг КОН / г в реакторе с неподвижным слоем с использованием коммерческой катионообменной смолы (NKC-9). Они сообщили о степени превращения 98% в течение 500 часов при массовом соотношении метанол / олеиновая кислота 2,8: 1, высоте слоя катализатора 44,0 см, скорости потока сырья 0,62 мл / мин и температуре реакции 65 ° C.
Производные гетерополикислот
Гетерополикислоты (HPA) и их соли в качестве твердых (гетерогенных) кислотных катализаторов также часто используются для производства биодизельного топлива (Hanif et al., 2017; Alcañiz-Monge et al., 2018). Предпочтительно использовать HPA, имеющие структуру Кеггина, поскольку они обладают высокой термической стабильностью и могут быть легко синтезированы по сравнению с другими типами HPA. Однако HPA типа Кеггина имеет низкую удельную поверхность, которую можно преодолеть с помощью соответствующего поддерживающего материала. HPA, нанесенные на носители, используются в производстве биодизельного топлива из-за их структурной мобильности и повышенной кислотности. Курхаде и Далаи (2018) изучали 12-вольфрамофосфорную кислоту (ТФК) (H 3 PW 12 O 40 .nH 2 O), пропитанный катализатором γ-Al 2 O 3 для производства биодизельного топлива. Оптимизированная конверсия 94,9 ± 2,3% может быть достигнута при 10 мас.% Загрузки катализатора, соотношении метанол / масло 17,5: 1 М, 200 ° C и 4 МПа за 10 часов. Конверсия 90,3 ± 4,3% была достигнута после второго запуска. Siddiquee et al. (2011) изучали каталитическую активность мезопористого упорядоченного диоксида кремния SBA-15, пропитанного HPA, при производстве биодизельного топлива из липидов осадка сточных вод.Эксперимент проводился в установке микрореактора при различных условиях эксплуатации.
Однако HPA типа Кеггина имеет низкую удельную поверхность, которую можно преодолеть с помощью соответствующего поддерживающего материала. HPA, нанесенные на носители, используются в производстве биодизельного топлива из-за их структурной мобильности и повышенной кислотности. Курхаде и Далаи (2018) изучали 12-вольфрамофосфорную кислоту (ТФК) (H 3 PW 12 O 40 .nH 2 O), пропитанный катализатором γ-Al 2 O 3 для производства биодизельного топлива. Оптимизированная конверсия 94,9 ± 2,3% может быть достигнута при 10 мас.% Загрузки катализатора, соотношении метанол / масло 17,5: 1 М, 200 ° C и 4 МПа за 10 часов. Конверсия 90,3 ± 4,3% была достигнута после второго запуска. Siddiquee et al. (2011) изучали каталитическую активность мезопористого упорядоченного диоксида кремния SBA-15, пропитанного HPA, при производстве биодизельного топлива из липидов осадка сточных вод.Эксперимент проводился в установке микрореактора при различных условиях эксплуатации. Выход биодизеля 30,14 мас.% Был получен с 15% HPA при температуре 135 ° C и давлении 135 фунтов на квадратный дюйм за время реакции 3 часа.
Выход биодизеля 30,14 мас.% Был получен с 15% HPA при температуре 135 ° C и давлении 135 фунтов на квадратный дюйм за время реакции 3 часа.
Катализаторы на основе сульфоновой кислоты
Катализаторы группы сульфоновой кислоты характеризуются сульфированным сшитым полистиролом и, как правило, менее агрессивны и экологически безопасны (Mansir et al., 2017). Катализаторы этого типа обладают повышенной активностью из-за притяжения жирных кислот и хвостов спирта к полимерному носителю.Кроме того, сильная группа сульфоновой кислоты, присоединенная к полимерным цепям, увеличивает кислотность участков (Vaccari, 1999). Типичными примерами этих катализаторов являются непористые смолы Nafion и пористые Amberlysts. Лю и др. (2008a) изучали синтез мезопористых твердых кислотных катализаторов на основе функционализированных сульфоновой кислотой упорядоченных мезопористых углеродов (OMC-SO 3 H) для использования в качестве гетерогенного кислотного катализатора для этерификации олеиновой кислоты этанолом.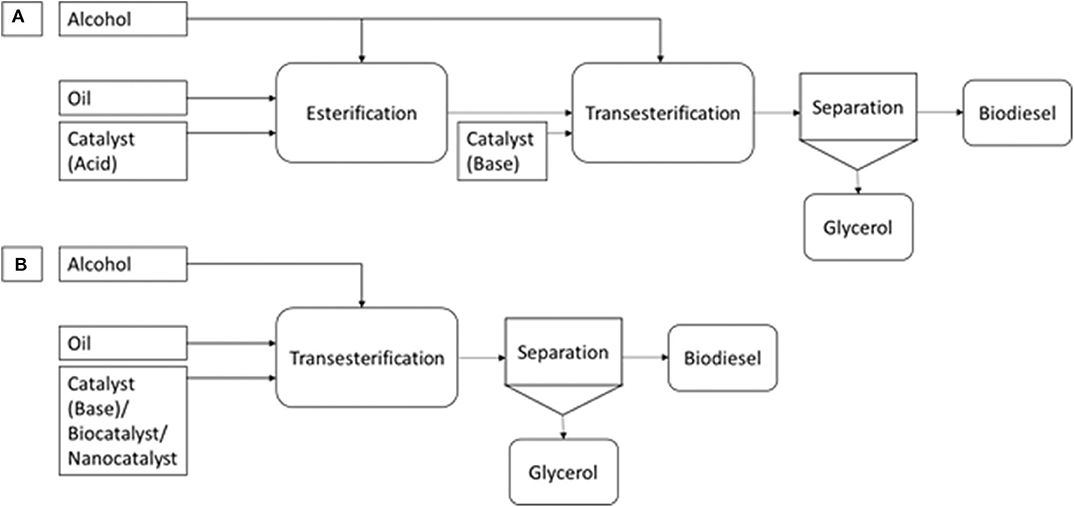 Этерификацию проводили в атмосфере N 2 в закрытой колбе при 80 ° C.Результаты показали, что этот катализатор очень эффективен благодаря высокой кислотной плотности и гидрофобным поверхностным свойствам. Andrijanto et al. (2012) изучали катализаторы сульфоновой кислоты, нанесенные на сверхсшитый полистирол (D5082), для этерификации олеиновой кислоты метанолом. Результаты показали, что D5082 обладает высокой каталитической активностью, несмотря на низкие концентрации кислотных центров и силу кислотных центров, что они приписывают высокой доступности кислотных центров во всех частицах катализатора.
Этерификацию проводили в атмосфере N 2 в закрытой колбе при 80 ° C.Результаты показали, что этот катализатор очень эффективен благодаря высокой кислотной плотности и гидрофобным поверхностным свойствам. Andrijanto et al. (2012) изучали катализаторы сульфоновой кислоты, нанесенные на сверхсшитый полистирол (D5082), для этерификации олеиновой кислоты метанолом. Результаты показали, что D5082 обладает высокой каталитической активностью, несмотря на низкие концентрации кислотных центров и силу кислотных центров, что они приписывают высокой доступности кислотных центров во всех частицах катализатора.
Катализатор на основе сульфатного оксида
Сульфатированные оксиды металлов обычно действуют как кислотный гетерогенный катализатор в реакции этерификации (Chen et al., 2007; Shi et al., 2016). Каур и Али (2015) изучали эффективность и возможность повторного использования Ce / ZrO 2 -TiO 2 / SO42-, катализатора этерификации олеиновой кислоты метанолом или этанолом. Каталитическая активность этого катализатора является функцией его кислотных центров Бренстеда, которая зависит от концентрации церия.Церий в количестве 2 мас.% В катализаторе при прокаливании при 600 ° C показал наивысшую каталитическую активность. С 5 мас.% Катализатора, соотношением метанол / масло 6: 1 при 65 ° C и времени реакции 1 час достигается конверсия <98% для этерификации растительного масла. Они также не сообщили о значительной потере активности катализатора до пятого цикла. Роперо-Вега и др. (2010) изучали каталитическую активность диоксида титана, сульфатированного сульфатом аммония [TiO 2 / SO42 — (NH 4 ) 2 SO 4 ], а также серной кислоты (TiO 2 / SO42— H 2 SO 4 ).Они обнаружили, что сульфатированные образцы показали сильную кислотность, определенную с помощью индикаторов Хаммета. Анализ FTIR TiO 2 / SO42 — (NH 4 ) 2 SO 4 и TiO 2 / SO42 — H 2 SO 4 показал присутствие как Льюиса, так и Бренстеда.
Каталитическая активность этого катализатора является функцией его кислотных центров Бренстеда, которая зависит от концентрации церия.Церий в количестве 2 мас.% В катализаторе при прокаливании при 600 ° C показал наивысшую каталитическую активность. С 5 мас.% Катализатора, соотношением метанол / масло 6: 1 при 65 ° C и времени реакции 1 час достигается конверсия <98% для этерификации растительного масла. Они также не сообщили о значительной потере активности катализатора до пятого цикла. Роперо-Вега и др. (2010) изучали каталитическую активность диоксида титана, сульфатированного сульфатом аммония [TiO 2 / SO42 — (NH 4 ) 2 SO 4 ], а также серной кислоты (TiO 2 / SO42— H 2 SO 4 ).Они обнаружили, что сульфатированные образцы показали сильную кислотность, определенную с помощью индикаторов Хаммета. Анализ FTIR TiO 2 / SO42 — (NH 4 ) 2 SO 4 и TiO 2 / SO42 — H 2 SO 4 показал присутствие как Льюиса, так и Бренстеда. кислотные центры и только сайты типа Льюиса соответственно. Дальнейший анализ показал очень высокую активность при этерификации жирных кислот этанолом в смеси олеиновой кислоты (79%). Конверсия олеиновой кислоты до 82,2% была достигнута через 3 часа реакции при 80 ° C.
кислотные центры и только сайты типа Льюиса соответственно. Дальнейший анализ показал очень высокую активность при этерификации жирных кислот этанолом в смеси олеиновой кислоты (79%). Конверсия олеиновой кислоты до 82,2% была достигнута через 3 часа реакции при 80 ° C.
Кислотно-основной катализатор
Как обсуждалось ранее, масло с высоким содержанием FFA требует кислотного катализатора для этерификации содержания FFA перед переэтерификацией. Для производства биодизельного топлива из масел этого типа очень востребована гетерогенная каталитическая система с кислотными и основными центрами, способными к этерификации и переэтерификации с минимальным образованием мыла (Semwal et al., 2011). Этот тип катализаторов имеет центры «кислоты Льюиса», которые принимают участие в реакции этерификации карбоновой кислоты метанолом, а также конъюгированные основные центры, которые влияют на переэтерификацию триглицерида метанолом.В зависимости от типа реагента и параметров реакции, этот тип катализаторов может работать как кислотный катализатор, основной катализатор или бифункциональный катализатор.
Диоксид циркония и его производные
Диоксид циркония (ZrO 2 ), также известный как диоксид циркония, используется как в качестве кислотного, так и в качестве основного гетерогенного катализатора. По своей природе этот катализатор является кислотным, так как он имеет сильную кислотность на поверхности (Lam et al., 2010). Другие производные диоксида циркония включают сульфатированный ZrO 2 (Shi et al., 2016), оксиды металлов с ZrO 2 (Guldhe et al., 2017), диоксид циркония на металлической подложке (Wan Omar and Amin, 2011), оксиды металлов на оксиде циркония (Kim et al., 2012) и т. Д. Ibrahim et al. al. (2019) изучали каталитическую активность ZrO 2 , загруженного в различные носители, а именно: Al 2 O 3 , Fe 2 O 3 , TiO 2 и SiO 2 с использованием гибридного золя. –Гелевый метод самосгорания. Наивысшая конверсия биодизеля 48,6% была достигнута при соотношении спирт / кислота 120: 1 M, 0. 1 мас.% Катализатора и температура реакции 120 ° C в течение 3 ч при использовании ZrO 2 / SiO 2 . Кроме того, катализатор можно было повторно использовать пять раз без значительной потери каталитической активности. Guldhe et al. (2017) изучали вольфрамированный диоксид циркония (WO 3 / ZrO 2 ) в качестве гетерогенного кислотного катализатора синтеза биодизельного топлива для липидов S. obliquus. FTIR-характеристика катализатора показала присутствие как кислотных центров Бренстеда, так и Льюиса. Оптимизированная конверсия биодизеля — 94.58% было достигнуто при температуре 100 ° C, соотношении метанол / масло 12: 1 и количестве катализатора 15 мас.% За 3 часа. Sun et al. (2010) изучали ZrO 2 на носителе La 2 O 3 в качестве катализатора реакции переэтерификации подсолнечного масла метанолом с получением биодизельного топлива. Катализатор получали методом пропитки по начальной влажности с последующей сушкой при 110 ° C в течение ночи и прокаливанием при 600 ° C в течение 4 часов на воздухе.
1 мас.% Катализатора и температура реакции 120 ° C в течение 3 ч при использовании ZrO 2 / SiO 2 . Кроме того, катализатор можно было повторно использовать пять раз без значительной потери каталитической активности. Guldhe et al. (2017) изучали вольфрамированный диоксид циркония (WO 3 / ZrO 2 ) в качестве гетерогенного кислотного катализатора синтеза биодизельного топлива для липидов S. obliquus. FTIR-характеристика катализатора показала присутствие как кислотных центров Бренстеда, так и Льюиса. Оптимизированная конверсия биодизеля — 94.58% было достигнуто при температуре 100 ° C, соотношении метанол / масло 12: 1 и количестве катализатора 15 мас.% За 3 часа. Sun et al. (2010) изучали ZrO 2 на носителе La 2 O 3 в качестве катализатора реакции переэтерификации подсолнечного масла метанолом с получением биодизельного топлива. Катализатор получали методом пропитки по начальной влажности с последующей сушкой при 110 ° C в течение ночи и прокаливанием при 600 ° C в течение 4 часов на воздухе. Они сообщили, что преобразование биодизеля стало возможным благодаря основной природе катализатора, которая была определена с использованием TPD адсорбированного CO 2 и 21 мас.% La 2 O 3 , загруженный на ZrO 2 , показал самую высокую основность. Оптимизированными условиями испытаний были соотношение метанол / масло 30: 1, температура реакции 200 ° C и время реакции 5 часов, что приводило к выходу биодизельного топлива 84,9% для каждого случая.
Они сообщили, что преобразование биодизеля стало возможным благодаря основной природе катализатора, которая была определена с использованием TPD адсорбированного CO 2 и 21 мас.% La 2 O 3 , загруженный на ZrO 2 , показал самую высокую основность. Оптимизированными условиями испытаний были соотношение метанол / масло 30: 1, температура реакции 200 ° C и время реакции 5 часов, что приводило к выходу биодизельного топлива 84,9% для каждого случая.
Катализатор на основе цеолита
Цеолиты встречаются в природе в виде микропористых кристаллических алюмосиликатов, связанных атомами кислорода. Химический состав, размер пор и ионообменные свойства цеолитов определяют их разностороннее каталитическое поведение (De Lima et al., 2016). Каркасная структура цеолита содержит молекулярные поры и каналы равного размера, которые могут поглощать молекулы, которые помещаются в них, и исключать более крупные. Это свойство цеолита помогает обмениваться ионами, которые, в свою очередь, производят отрицательные ионы в структуре катализатора, тем самым превращаясь в базовый катализатор (Hattori, 1995; Mansir et al. , 2017). Основная прочность щелочного ионообменного цеолита увеличивается с увеличением электроположительности обменного катиона. Как синтетические, так и природные цеолиты рассматриваются как многообещающие катализаторы.Цеолиты обладают уникальными свойствами в качестве катализаторов, а именно избирательностью формы, способностью сохранять электронейтральность за счет обратимых взаимодействий катион-полярные молекулы и т. Д. Слабая основная прочность и малый диаметр каталитических пор являются основными проблемами, о которых сообщается для основных цеолитных катализаторов (Endalew et al. ., 2011). Их также можно использовать в качестве кислотного гетерогенного катализатора.
, 2017). Основная прочность щелочного ионообменного цеолита увеличивается с увеличением электроположительности обменного катиона. Как синтетические, так и природные цеолиты рассматриваются как многообещающие катализаторы.Цеолиты обладают уникальными свойствами в качестве катализаторов, а именно избирательностью формы, способностью сохранять электронейтральность за счет обратимых взаимодействий катион-полярные молекулы и т. Д. Слабая основная прочность и малый диаметр каталитических пор являются основными проблемами, о которых сообщается для основных цеолитных катализаторов (Endalew et al. ., 2011). Их также можно использовать в качестве кислотного гетерогенного катализатора.
Li et al. (2019) изучали щелочные цеолитные катализаторы Li / NaY с различным молярным соотношением Li 2 CO 3 к цеолиту NaY при переэтерификации касторового масла этанолом.Идеальный катализатор был синтезирован из летучей золы методом соосаждения с соотношением Li 2 CO 3 к цеолиту NaY 1: 1 M, прокаленному при 750 ° C в течение 4 часов. Выход этилового эфира жирной кислоты 98,6% был получен в условиях реакции при соотношении этанол / масло 18: 1 M, 3 мас.% Катализатора и температуре реакции 75 ° C в течение 2 часов. Du et al. (2018) изучали каталитическую активность катализаторов La 2 O 3 на основе цеолита NaY в производстве биодизельного топлива на основе касторового масла.Они произвели оптимизированный катализатор, S-La 2 O 3 / NaY-800, путем физического смешивания цеолита NaY, карбоксиметилцеллюлозы натрия (CMC), оксида лантана и каолина (массовое соотношение NaY / каолин / La 2 O 3 / CMC = 70: 20: 10: 2,5). К этой смеси добавляли поверхностно-активное вещество (4 мас.%) И затем прокаливали при 800 ° C. В оптимизированных условиях реакции: отношение этанола к маслу 15: 1 M, 10 мас.% Катализатора и температура реакции 70 ° C в течение 50 мин; Получали 84,6% этилового эфира жирной кислоты.Дойл и др. (2016) изучали кислотную каталитическую активность цеолита Y с отношением Si / Al, равным 3,1, при этерификации олеиновой кислоты.
Выход этилового эфира жирной кислоты 98,6% был получен в условиях реакции при соотношении этанол / масло 18: 1 M, 3 мас.% Катализатора и температуре реакции 75 ° C в течение 2 часов. Du et al. (2018) изучали каталитическую активность катализаторов La 2 O 3 на основе цеолита NaY в производстве биодизельного топлива на основе касторового масла.Они произвели оптимизированный катализатор, S-La 2 O 3 / NaY-800, путем физического смешивания цеолита NaY, карбоксиметилцеллюлозы натрия (CMC), оксида лантана и каолина (массовое соотношение NaY / каолин / La 2 O 3 / CMC = 70: 20: 10: 2,5). К этой смеси добавляли поверхностно-активное вещество (4 мас.%) И затем прокаливали при 800 ° C. В оптимизированных условиях реакции: отношение этанола к маслу 15: 1 M, 10 мас.% Катализатора и температура реакции 70 ° C в течение 50 мин; Получали 84,6% этилового эфира жирной кислоты.Дойл и др. (2016) изучали кислотную каталитическую активность цеолита Y с отношением Si / Al, равным 3,1, при этерификации олеиновой кислоты. Оптимальная конверсия олеиновой кислоты с использованием цеолитного катализатора составляла 85% при соотношении этанол / олеиновая кислота 6: 1, загрузке катализатора 5 мас.% И температуре реакции 70 ° C в течение 1 часа.
Оптимальная конверсия олеиновой кислоты с использованием цеолитного катализатора составляла 85% при соотношении этанол / олеиновая кислота 6: 1, загрузке катализатора 5 мас.% И температуре реакции 70 ° C в течение 1 часа.
Биокатализаторы
Процесс производства биодизельного топлива посредством химического катализа требует больших затрат энергии и приводит к образованию нежелательных побочных продуктов, а именно мыла и полимерных пигментов, которые препятствуют отделению продукта от глицерина и ди- и моноацилглицеринов (Gog et al., 2012). Эти препятствия можно устранить с помощью биокатализаторов. Биокатализаторы, также известные как ферменты, получают от живых организмов, которые способствуют химическим реакциям, не влияя на самих себя химически (Amini et al., 2017a, b). В производстве биодизельного топлива обычно используются два типа ферментных биокатализаторов, а именно внеклеточные липазы и внутриклеточные липазы. Внеклеточные липазы — это ферменты, выделенные из бульона с микроорганизмами и затем очищенные. С другой стороны, внутриклеточная липаза остается либо в клеточных стенках, либо внутри клетки.Основными продуцентами внеклеточных липаз являются Rhizopus oryzae, Mucor miehei, Candida antarctica и Pseudomonas cepacia . К коммерческим иммобилизованным липазам, которые были тщательно изучены, относятся Novozym 435, Lipozyme TL IM, Lipozyme RM IM и Lipase PS-C (Gog et al., 2012). Недостатком использования внеклеточных ферментов в качестве катализатора является сложность процедур разделения и очистки и связанные с этим затраты. Его можно снизить, используя микробные клетки в качестве цельноклеточных биокатализаторов с приемлемым выходом биодизельного топлива.Нитчатые грибы считаются цельноклеточными биокатализаторами. Однако липаза, используемая в цельноклеточной форме, не может быть повторно использована в конце реакции.
С другой стороны, внутриклеточная липаза остается либо в клеточных стенках, либо внутри клетки.Основными продуцентами внеклеточных липаз являются Rhizopus oryzae, Mucor miehei, Candida antarctica и Pseudomonas cepacia . К коммерческим иммобилизованным липазам, которые были тщательно изучены, относятся Novozym 435, Lipozyme TL IM, Lipozyme RM IM и Lipase PS-C (Gog et al., 2012). Недостатком использования внеклеточных ферментов в качестве катализатора является сложность процедур разделения и очистки и связанные с этим затраты. Его можно снизить, используя микробные клетки в качестве цельноклеточных биокатализаторов с приемлемым выходом биодизельного топлива.Нитчатые грибы считаются цельноклеточными биокатализаторами. Однако липаза, используемая в цельноклеточной форме, не может быть повторно использована в конце реакции.
В отличие от химических катализаторов, биокатализаторы применимы к широкому спектру источников триглицеридов, с содержанием свободных жирных кислот от 0,5 до 80% (Aransiola et al. , 2014). Другие преимущества производства ферментативного биодизеля включают легкое удаление продукта, умеренную температуру процесса (35–45 ° C), отсутствие побочных продуктов и возможность повторного использования катализаторов (Christopher et al., 2014; Mardhiah et al., 2017). Ключевые параметры, влияющие на выход биодизельного топлива для ферментативного синтеза, представлены на рисунке 4. Как видно на рисунке, различные факторы, такие как выбор липазы, выбор субстрата, концентрация субстрата, pH микросреды, температура, расстояние между молекулами фермента и субстрат и т. д. влияют на выход биодизельного топлива при катализируемой ферментами переэтерификации. Некоторые исследования с использованием катализируемой ферментами переэтерификации различного сырья для биодизеля представлены в таблице 4.Как видно из таблицы, эффективность процесса биокатализируемой переэтерификации зависит от источника фермента и рабочих условий.
, 2014). Другие преимущества производства ферментативного биодизеля включают легкое удаление продукта, умеренную температуру процесса (35–45 ° C), отсутствие побочных продуктов и возможность повторного использования катализаторов (Christopher et al., 2014; Mardhiah et al., 2017). Ключевые параметры, влияющие на выход биодизельного топлива для ферментативного синтеза, представлены на рисунке 4. Как видно на рисунке, различные факторы, такие как выбор липазы, выбор субстрата, концентрация субстрата, pH микросреды, температура, расстояние между молекулами фермента и субстрат и т. д. влияют на выход биодизельного топлива при катализируемой ферментами переэтерификации. Некоторые исследования с использованием катализируемой ферментами переэтерификации различного сырья для биодизеля представлены в таблице 4.Как видно из таблицы, эффективность процесса биокатализируемой переэтерификации зависит от источника фермента и рабочих условий.
Таблица 4 . Для производства биодизеля из разных источников используются различные биокатализаторы.
Нанокатализаторы
В последнее время нанокатализаторы привлекли большое внимание в производстве биодизельного топлива из-за их высокой каталитической эффективности (Qiu et al., 2011). Эти катализаторы имеют большую площадь поверхности, что приводит к повышенной активности по сравнению с обычными катализаторами.Кроме того, эти катализаторы обладают высокой стабильностью, превосходной стойкостью к омылению, эффективным соотношением поверхность / объем и возможностью повторного использования (Rahmani Vahid et al., 2017). Нанокатализаторы можно синтезировать различными методами. Некоторые из методов включают самораспространяющийся высокотемпературный синтез, микроволновое сжигание, традиционный гидротермальный, микроволновый гидротермальный, микроволновый сольвотермический, золь-гель метод, соосаждение, пропитку, газовую конденсацию, химическое осаждение из паровой фазы, электрохимическое осаждение, вакуумное осаждение и испарение и т. Д. .(Quirino et al., 2016; Ambat et al. , 2018). Характеристики этих катализаторов имеют решающее значение, прежде чем они могут быть использованы для производства биодизельного топлива. До сих пор для этого использовались разные методы. Наиболее часто используемый метод определения состава и кристалличности этих катализаторов — это дифракция рентгеновских лучей (XRD). Морфология полученных нанокатализаторов и их прекурсоров определяется с помощью сканирующей электронной микроскопии (СЭМ). Для анализа диаметра частиц и морфологии катализаторов используется просвечивающая электронная микроскопия (ПЭМ).Другие методы характеризации включают инфракрасную спектроскопию с преобразованием Фурье (FTIR), которая используется для определения ассимиляции фаз, методы Барретта – Джойнера – Хленда (BJH) и Брунауэра – Эммета – Теллера (BET) для расчета удельной площади поверхности и термогравиметрический анализ (TGA). для исследования характера разложения образцов катализаторов и др. (Nayebzadeh et al., 2017; Baskar et al., 2018). Некоторые из последних работ по нанокатализаторам для реакции переэтерификации приведены в таблице 5.
, 2018). Характеристики этих катализаторов имеют решающее значение, прежде чем они могут быть использованы для производства биодизельного топлива. До сих пор для этого использовались разные методы. Наиболее часто используемый метод определения состава и кристалличности этих катализаторов — это дифракция рентгеновских лучей (XRD). Морфология полученных нанокатализаторов и их прекурсоров определяется с помощью сканирующей электронной микроскопии (СЭМ). Для анализа диаметра частиц и морфологии катализаторов используется просвечивающая электронная микроскопия (ПЭМ).Другие методы характеризации включают инфракрасную спектроскопию с преобразованием Фурье (FTIR), которая используется для определения ассимиляции фаз, методы Барретта – Джойнера – Хленда (BJH) и Брунауэра – Эммета – Теллера (BET) для расчета удельной площади поверхности и термогравиметрический анализ (TGA). для исследования характера разложения образцов катализаторов и др. (Nayebzadeh et al., 2017; Baskar et al., 2018). Некоторые из последних работ по нанокатализаторам для реакции переэтерификации приведены в таблице 5. Как видно из таблицы, нанокатализатор может обеспечить высокий выход FAME при очень мягких условиях реакции и коротком времени реакции. Возможность повторного использования этих катализаторов также превосходна, поскольку они сохраняют хорошую активность даже после 11 циклов в зависимости от катализатора.
Как видно из таблицы, нанокатализатор может обеспечить высокий выход FAME при очень мягких условиях реакции и коротком времени реакции. Возможность повторного использования этих катализаторов также превосходна, поскольку они сохраняют хорошую активность даже после 11 циклов в зависимости от катализатора.
Таблица 5 . Различные нанокатализаторы, используемые для производства биодизеля из разных источников.
Перспективы, проблемы и дальнейшая работа
Таблица 6 суммирует преимущества и недостатки различных типов катализаторов на основе приведенного выше обсуждения.
Таблица 6 . Преимущества и недостатки различных типов катализаторов.
Гомогенный катализатор был исчерпывающе изучен, и проблемы были рассмотрены в литературе. С другой стороны, гетерогенные катализаторы — это относительно новая область исследований, в которой в настоящее время ведутся значительные исследования. В литературе описано несколько проблем, связанных с этими катализаторами:
1.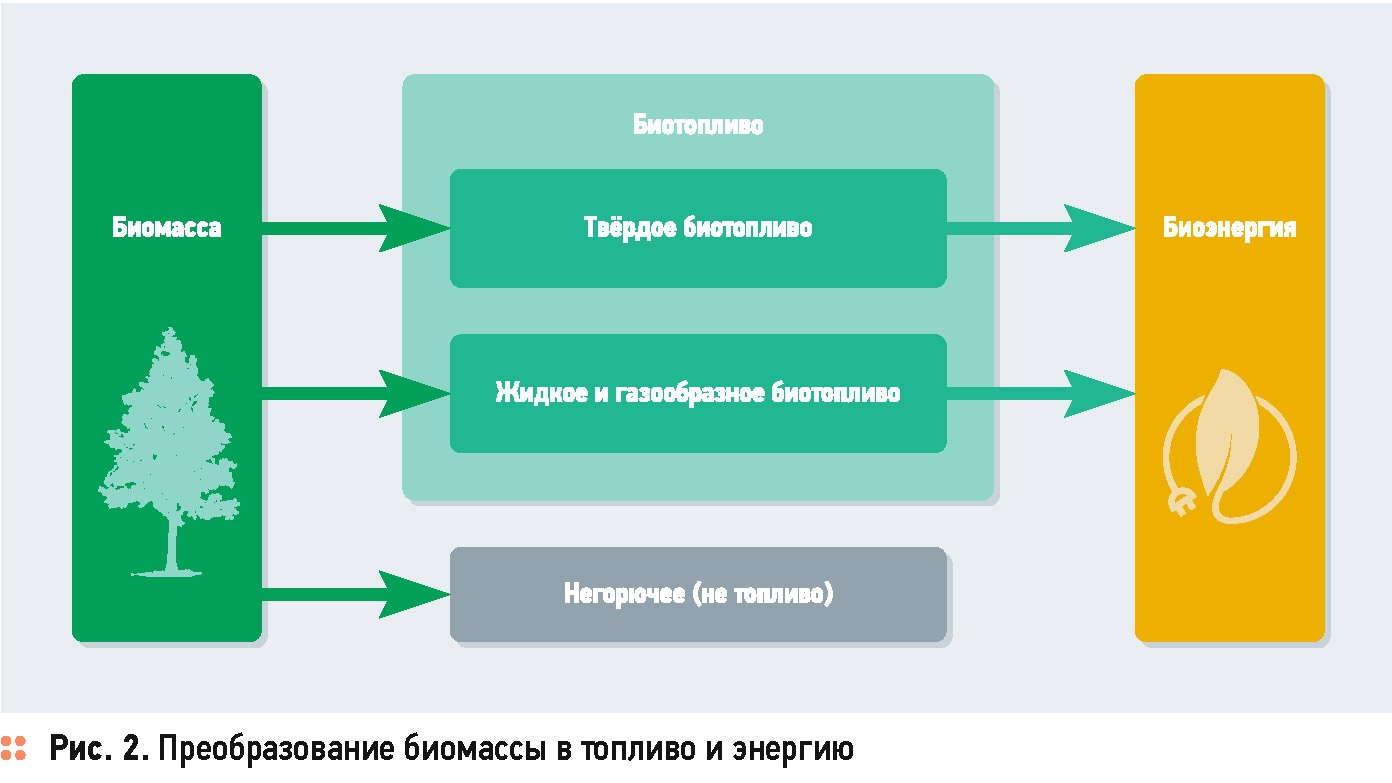 Короткий срок службы катализатора, низкая скорость реакции и нестабильность считаются основными проблемами гетерогенных катализаторов.
Короткий срок службы катализатора, низкая скорость реакции и нестабильность считаются основными проблемами гетерогенных катализаторов.
2. Катализаторы на твердом основании были чувствительны к CO 2 , воде и FFA. Они расходуют и дезактивируют катализатор за счет омыления.
3. Сообщается, что твердые кислотные катализаторы вызывают выщелачивание и загрязнение продукта из-за гидролиза ионной группы водой.
4. Сообщалось об ингибировании липазы в присутствии метанола во время ферментативной переэтерификации.
5. В случае нанокатализаторов при относительно мягких условиях эксплуатации необходимо увеличивать время реакции для достижения высоких характеристик.Однако важно применять жесткие рабочие условия для достижения обычного времени реакции, тем самым увеличивая потребность в энергии.
В будущих работах необходимо учесть следующие аспекты:
1. Для разработки новых катализаторов с улучшенными каталитическими характеристиками необходимы дальнейшие исследования катализаторов, полученных из отходов.
2. Разработка высокоактивных и селективных гетерогенных катализаторов, экономически целесообразных для использования в промышленных масштабах.
3. Изучение новых носителей катализатора с избирательной площадью поверхности и взаимосвязанной системой соответствующих размеров пор.
4. Изучение биомассы или отходов в качестве источника катализатора для снижения связанных затрат и повышения устойчивости коммерчески доступных твердых катализаторов.
5. Совершенствование маршрутов приготовления и стадий обработки катализаторов на основе гидротальцита для перевода их применения из лабораторных в промышленные масштабы.
6. Повышение чувствительности к FFA и воде и морфологии за счет сохранения высокой основной прочности катализатора на основе цеолита.
7. Дальнейшее исследование промышленного производства ферментативного биодизеля для обеспечения жизнеспособного варианта в будущем.
8. Энергоэффективные и недорогие методы эффективного восстановления и повторного использования нанокатализаторов.
Заключение
Производство биодизельного топлива в лабораторных условиях с использованием гетерогенных катализаторов подробно описано в литературе. Среди катализаторов основные гомогенные катализаторы обладают высокой скоростью реакции, высоким выходом и требуют мягких рабочих условий.Однако они чувствительны к содержанию FFA в масле, которое вызывает нежелательные побочные продукты, а именно мыла и полимерные пигменты, что затрудняет процесс очистки и делает невозможным повторное использование катализаторов. Гомогенные кислотные катализаторы подходят для этих масел с высоким содержанием FFA. Однако они страдают некоторыми недостатками, включая относительно низкую скорость реакции, коррозионную природу, сложность отделения катализатора от продукта и т. Д. Гетерогенные основные катализаторы преодолевают некоторые недостатки гомогенных основных катализаторов, а именно простоту разделения, простые методы извлечения катализатора и возможность повторного использования катализатора из продукта. Гетерогенные кислотные катализаторы проявляют очень меньшую чувствительность к высокому содержанию FFA и воды в сырье и могут быть легко извлечены, переработаны и повторно использованы после процесса производства биодизеля. В связи с текущим интересом к «зеленым» альтернативам химическим катализаторам внимание привлекли биокатализаторы, то есть ферменты. Катализаторы работают в условиях относительно более низких температур реакции по сравнению с другими катализаторами и могут катализировать низкосортные масла с чрезвычайно высоким содержанием FFA. Полученные результаты доказали, что при использовании ферментов может быть достигнута высокая производительность, включая выход и количество повторных использований, а также низкое время реакции.Основным ограничением является скорость реакции, которая является самой медленной среди всех катализаторов. Кроме того, синтез катализаторов дороже, чем синтез как гомогенных кислотных, так и основных катализаторов. Высокая каталитическая эффективность при мягких условиях эксплуатации недавно привлекла внимание к нанокатализаторам.
Гетерогенные кислотные катализаторы проявляют очень меньшую чувствительность к высокому содержанию FFA и воды в сырье и могут быть легко извлечены, переработаны и повторно использованы после процесса производства биодизеля. В связи с текущим интересом к «зеленым» альтернативам химическим катализаторам внимание привлекли биокатализаторы, то есть ферменты. Катализаторы работают в условиях относительно более низких температур реакции по сравнению с другими катализаторами и могут катализировать низкосортные масла с чрезвычайно высоким содержанием FFA. Полученные результаты доказали, что при использовании ферментов может быть достигнута высокая производительность, включая выход и количество повторных использований, а также низкое время реакции.Основным ограничением является скорость реакции, которая является самой медленной среди всех катализаторов. Кроме того, синтез катализаторов дороже, чем синтез как гомогенных кислотных, так и основных катализаторов. Высокая каталитическая эффективность при мягких условиях эксплуатации недавно привлекла внимание к нанокатализаторам. Разработка высокоактивных и селективных гетерогенных катализаторов, наряду с их экономической целесообразностью для использования в промышленных масштабах, является предметом, требующим решения.
Разработка высокоактивных и селективных гетерогенных катализаторов, наряду с их экономической целесообразностью для использования в промышленных масштабах, является предметом, требующим решения.
Авторские взносы
IR сформулировал статью, написал разнородную базу и другие разделы, составил всю статью.НО внесен в секцию гетерогенного кислотного катализатора. TM курировал работу и предоставил обзор. MM внесла секцию гомогенного катализатора. AS внесла свой вклад в раздел биокатализаторов. SR внесла вклад в раздел нанокатализаторов. AA рассмотрел и улучшил статью. Все авторы внесли свой вклад в статью и одобрили представленную версию.
Финансирование
Это исследование финансировалось исследовательским фондом Школы информации, систем и моделирования Технологического университета Сиднея, Австралия.
Конфликт интересов
Авторы заявляют, что исследование проводилось при отсутствии каких-либо коммерческих или финансовых отношений, которые могут быть истолкованы как потенциальный конфликт интересов.
Список литературы
Абдулла Р. и Равиндра П. (2013). Иммобилизованная липаза Burkholderia cepacia для производства биодизеля из неочищенного масла Jatropha curcas L. Биомасса Биоэнергетика 56, 8–13. DOI: 10.1016 / j.biombioe.2013.04.010
CrossRef Полный текст | Google Scholar
Абедин, М.Дж., Масджуки, Х. Х., Калам, М. А., Санджид, А., Рахман, С. М. А., и Ризванул Фаттах, И. М. (2014). Производительность, выбросы и тепловые потери смесей биодизеля из пальмы и ятрофы в дизельном двигателе. Ind. Crops Prod. 59, 96–104. DOI: 10.1016 / j.indcrop.2014.05.001
CrossRef Полный текст | Google Scholar
Абоэлазайем, О., Эль-Генди, Н. С., Абдель-Рехим, А. А., Ашур, Ф., и Садек, М. А. (2018). Производство биодизельного топлива из касторового масла в Египте: оптимизация процесса, кинетическое исследование, характеристики дизельного двигателя и анализ выбросов выхлопных газов. Energy 157, 843–852. DOI: 10.1016 / j. energy.2018.05.202
energy.2018.05.202
CrossRef Полный текст | Google Scholar
Акубуде, В. К., Нвайгве, К. Н., и Динтва, Э. (2019). Производство биодизеля из микроводорослей с помощью процесса нанокатализируемой переэтерификации: обзор. Mater. Sci. Energy Tech. 2, 216–225. DOI: 10.1016 / j.mset.2018.12.006
CrossRef Полный текст | Google Scholar
Алаи, С., Хагиги, М., Тогхиани, Дж., И Рахмани Вахид, Б. (2018).Магнитный и многоразовый нанокатализатор MgO / MgFe2O4 для производства биодизельного топлива из подсолнечного масла: влияние соотношения топлива при синтезе сгорания на каталитические свойства и производительность. Ind. Crops Prod. 117, 322–332. DOI: 10.1016 / j.indcrop.2018.03.015
CrossRef Полный текст | Google Scholar
Альканьис-Монж, Дж., Баккали, Б. Э., Траутвейн, Г., и Рейносо, С. (2018). Вольфрамофосфорная гетерополикислота на основе диоксида циркония в качестве гетерогенного кислотного катализатора для производства биодизельного топлива. Прил. Каталия. B Environ. 224, 194–203. DOI: 10.1016 / j.apcatb.2017.10.066
Прил. Каталия. B Environ. 224, 194–203. DOI: 10.1016 / j.apcatb.2017.10.066
CrossRef Полный текст | Google Scholar
Амбат И., Шривастава В. и Силланпяя М. (2018). Последние достижения в методологиях производства биодизеля с использованием различного сырья: обзор. Обновить. Sust. Energy Rev. 90, 356–369. DOI: 10.1016 / j.rser.2018.03.069
CrossRef Полный текст | Google Scholar
Амини, З., Ильхам, З., Онг, Х. К., Мазахери, Х., и Чен, В.-ЧАС. (2017а). Современное состояние и перспективы катализируемой липазой реакции переэтерификации для производства биодизельного топлива. Energy Convers. Управлять. 141, 339–353. DOI: 10.1016 / j.enconman.2016.09.049
CrossRef Полный текст | Google Scholar
Амини, З., Онг, Х. К., Харрисон, М. Д., Кусумо, Ф., Мазахери, Х., и Ильхам, З. (2017b). Производство биодизеля путем катализируемой липазой переэтерификации масла семян Ocimum basilicum L. (базилик душистый). Energy Convers. Управлять. 132, 82–90. DOI: 10.1016 / j.enconman.2016.11.017
Управлять. 132, 82–90. DOI: 10.1016 / j.enconman.2016.11.017
CrossRef Полный текст | Google Scholar
Андриянто Э., Доусон Э. А. и Браун Д. Р. (2012). Сверхсшитые катализаторы полистиролсульфоновой кислоты для этерификации свободных жирных кислот в синтезе биодизельного топлива. Прил. Каталия. B Environ. 115–116, 261–268. DOI: 10.1016 / j.apcatb.2011.12.040
CrossRef Полный текст | Google Scholar
Арансиола, Э. Ф., Оджуму, Т. В., Оекола, О.О., Мадзимбамуто, Т. Ф., и Иху-Оморегбе, Д. И. О. (2014). Обзор современных технологий производства биодизеля: современное состояние. Biomass Bioenerg. 61, 276–297. DOI: 10.1016 / j.biombioe.2013.11.014
CrossRef Полный текст | Google Scholar
Арбаб М. И., Варман М., Масьюки Х. Х., Калам М. А., Имтенан С., Саджад Х. и др. (2015). Оценка сгорания, рабочих характеристик и выбросов оптимальной смеси пальмы и кокоса в дизельных двигателях с турбонаддувом и без него. Energ.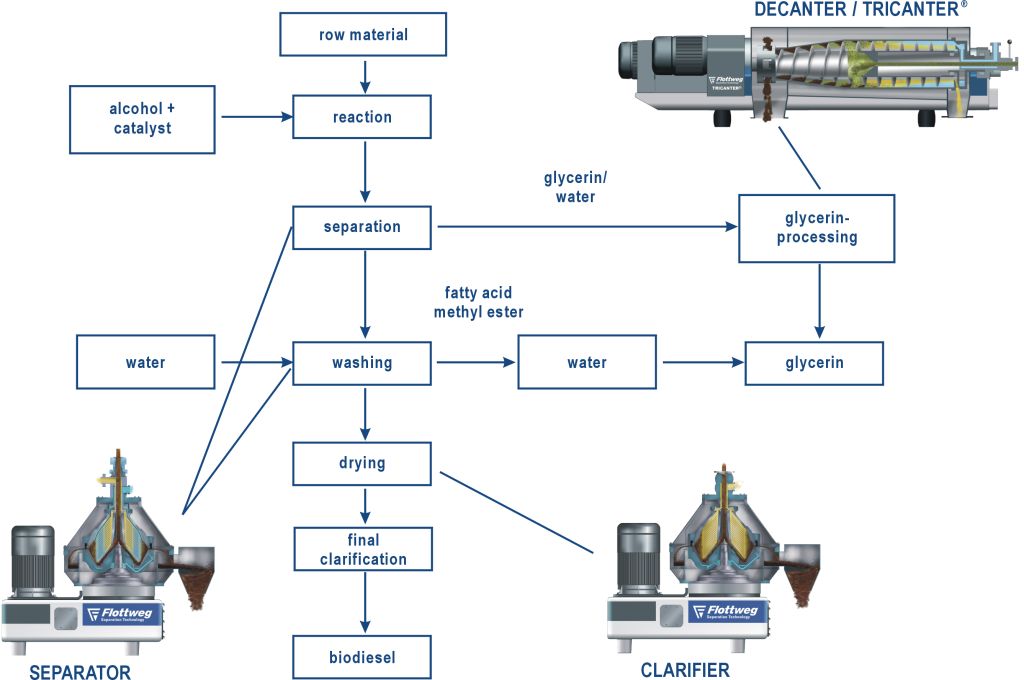 Беседы. Управлять. 90, 111–120. DOI: 10.1016 / j.enconman.2014.11.017
Беседы. Управлять. 90, 111–120. DOI: 10.1016 / j.enconman.2014.11.017
CrossRef Полный текст | Google Scholar
Арумугам А., Поннусами В. (2014). Производство биодизеля из масла Calophyllum inophyllum с использованием продуцирующих липазу клеток Rhizopus oryzae, иммобилизованных в сетчатых пенах. Обновить. Energ. 64, 276–282. DOI: 10.1016 / j.renene.2013.11.016
CrossRef Полный текст | Google Scholar
Арун, С.Б., Суреш, Р., Ятиш, К.В., Омкареш Б. Р. и Чанна Кешава Найк Н. (2017). Использование катализаторов CaO и Na 3 PO 4 в синтезе биодизельного топлива и исследовании свойств топлива. Mater. Сегодня Proc. 4, 11111–11117. DOI: 10.1016 / j.matpr.2017.08.074
CrossRef Полный текст | Google Scholar
Ашрафул, А. М., Масджуки, Х. Х., Калам, М. А., Ризванул Фаттах, И. М., Имтенан, С., Шахир, С. А. и др. (2014). Производство и сравнение свойств топлива, характеристик двигателя и характеристик выбросов биодизеля из различных непищевых растительных масел: обзор. Energy Convers. Управлять. 80, 202–228. DOI: 10.1016 / j.enconman.2014.01.037
Energy Convers. Управлять. 80, 202–228. DOI: 10.1016 / j.enconman.2014.01.037
CrossRef Полный текст | Google Scholar
Баскар, Г., Аберна Эбенезер Сельвакумари, И., и Айсвария, Р. (2018). Производство биодизеля из касторового масла с использованием гетерогенного нанокатализатора ZnO, легированного Ni. Биоресурсы. Technol. 250, 793–798. DOI: 10.1016 / j.biortech.2017.12.010
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Benjapornkulaphong, S., Ngamcharussrivichai, C., и Буньякиат, К. (2009). Al 2 O 3 — оксиды щелочных и щелочноземельных металлов на носителях для переэтерификации косточкового и кокосового масла. Chem. Англ. J. 145, 468–474. DOI: 10.1016 / j.cej.2008.04.036
CrossRef Полный текст | Google Scholar
Борхес, М. Э., и Диас, Л. (2012). Последние разработки гетерогенных катализаторов для производства биодизельного топлива реакциями этерификации и переэтерификации масла: обзор. Обновить. Sust.Energ. Rev. 16, 2839–2849. DOI: 10.1016 / j.rser.2012.01.071
Обновить. Sust.Energ. Rev. 16, 2839–2849. DOI: 10.1016 / j.rser.2012.01.071
CrossRef Полный текст | Google Scholar
Калеро, Дж., Луна, Д., Санчо, Э. Д., Луна, К., Баутиста, Ф. М., Ромеро, А. А. и др. (2014). Разработка нового биодизельного топлива, которое включает глицерин с использованием СаО в качестве гетерогенного катализатора при частичном метанолизе подсолнечного масла. Топливо 122, 94–102. DOI: 10.1016 / j.fuel.2014.01.033
CrossRef Полный текст | Google Scholar
Чен, X.-R., Ju, Y.-H. и Mou, C.-Y. (2007). Прямой синтез мезопористых сульфатированных кремнеземно-циркониевых катализаторов с высокой каталитической активностью для биодизельного топлива путем этерификации. J. Phys. Chem. С 111, 18731–18737. DOI: 10.1021 / jp0749221
CrossRef Полный текст | Google Scholar
Choi, N., No, D. S., Kim, H., Kim, B.H., Kwak, J., Lee, J.-S., et al. (2018). In situ Катализируемая липазой переэтерификация рисовых отрубей для синтеза метилового эфира жирной кислоты. Ind.Crops Prod. 120, 140–146. DOI: 10.1016 / j.indcrop.2018.04.049
Ind.Crops Prod. 120, 140–146. DOI: 10.1016 / j.indcrop.2018.04.049
CrossRef Полный текст | Google Scholar
Чохан, А. П. С., Сарма, А. К. (2011). Современные гетерогенные катализаторы для производства биодизеля: всесторонний обзор. Обновить. Sust. Energ. Rev. 15, 4378–4399. DOI: 10.1016 / j.rser.2011.07.112
CrossRef Полный текст | Google Scholar
Кристофер, Л. П., Хеманатан, К., и Замбаре, В. П. (2014). Ферментативный биодизель: проблемы и возможности. Прил. Energy 119, 497–520. DOI: 10.1016 / j.apenergy.2014.01.017
CrossRef Полный текст | Google Scholar
Чуа, С. Ю., Периасами, Л. А. П., Го, К. М. Х., Тан, Ю. Х., Мубарак, Н. М. и др. (2020). Синтез биодизеля с использованием природного твердого катализатора, полученного из отходов биомассы — обзор. J. Industr. Англ. Chem. 81, 41–60. DOI: 10.1016 / j.jiec.2019.09.022
CrossRef Полный текст | Google Scholar
Клохесси Дж. И Квапински В. (2020). Катализаторы на основе углерода для производства биодизеля — обзор. Прил. Sci. 10: 918. DOI: 10.3390 / app10030918
(2020). Катализаторы на основе углерода для производства биодизеля — обзор. Прил. Sci. 10: 918. DOI: 10.3390 / app10030918
CrossRef Полный текст | Google Scholar
Дай, Ю.-М., Ван, Ю.-Ф., и Чен, К.-К. (2018). Синтез и характеристика магнитного LiFe 5 O 8 -LiFeO 2 в качестве твердого основного катализатора для производства биодизельного топлива. Catal. Commun. 106, 20–24. DOI: 10.1016 / j.catcom.2017.12.002
CrossRef Полный текст | Google Scholar
Де Лима, А.Л., Ронкони, К. М., и Мота, К. Дж. А. (2016). Гетерогенные базовые катализаторы для производства биодизеля. Catal. Sci. Technol. 6, 2877–2891. DOI: 10.1039 / C5CY01989C
CrossRef Полный текст | Google Scholar
Ди Серио, М., Тессер, Р., Пенгмей, Л., и Сантачесария, Э. (2008). Гетерогенные катализаторы для производства биодизеля. Energy Fuels 22, 207–217. DOI: 10.1021 / ef700250g
CrossRef Полный текст | Google Scholar
Дойл, А. М., Албаяти, Т. М., Аббас, А. С., Алисмаил, З. Т. (2016). Производство биодизеля путем этерификации олеиновой кислоты над цеолитом Y, полученным из каолина. Обновить. Energy 97, 19–23. DOI: 10.1016 / j.renene.2016.05.067
М., Албаяти, Т. М., Аббас, А. С., Алисмаил, З. Т. (2016). Производство биодизеля путем этерификации олеиновой кислоты над цеолитом Y, полученным из каолина. Обновить. Energy 97, 19–23. DOI: 10.1016 / j.renene.2016.05.067
CrossRef Полный текст | Google Scholar
Ду, Л., Дин, С., Ли, З., Львов, Э., Лу, Дж. И Дин, Дж. (2018). Переэтерификация касторового масла в биодизельное топливо с использованием катализаторов La 2 O 3 , нанесенных на цеолит NaY. Energy Convers. Manag. 173, 728–734. DOI: 10.1016 / j.enconman.2018.07.053
CrossRef Полный текст | Google Scholar
Du, L., Li, Z., Ding, S., Chen, C., Qu, S., Yi, W., et al. (2019). Синтез и характеристика углеродных катализаторов MgO для производства биодизельного топлива из касторового масла. Топливо 258: 116122. DOI: 10.1016 / j.fuel.2019.116122
CrossRef Полный текст | Google Scholar
Дубей П. и Гупта Р. (2017). Воздействие двойного биотоплива (биодизельное топливо Jatropha и скипидарное масло) на одноцилиндровый дизельный двигатель без наддува без системы рециркуляции отработавших газов. Прил. Therm. Англ. 115, 1137–1147. DOI: 10.1016 / j.applthermaleng.2016.12.125
Прил. Therm. Англ. 115, 1137–1147. DOI: 10.1016 / j.applthermaleng.2016.12.125
CrossRef Полный текст | Google Scholar
Dueso, C., Muñoz, M., Moreno, F., Arroyo, J., Gil-Lalaguna, N., Bautista, A., et al. (2018). Производительность и выбросы дизельного двигателя, использующего биодизель подсолнечника с возобновляемой антиоксидантной добавкой из биомасла. Топливо 234, 276–285. DOI: 10.1016 / j.fuel.2018.07.013
CrossRef Полный текст | Google Scholar
Эндалью, А.К., Кирос Ю. и Занзи Р. (2011). Неорганические гетерогенные катализаторы для производства биодизеля из растительных масел. Биомасса Биоэнергетика 35, 3787–3809. DOI: 10.1016 / j.biombioe.2011.06.011
CrossRef Полный текст | Google Scholar
Фаттах, И. М. Р., Калам, М. А., Масджуки, Х. Х., и Вакил, М. А. (2014a). Производство биодизеля, характеристики, характеристики двигателя и характеристики выбросов малазийского александрийского лаврового масла. RSC Advanc. 4, 17787–17796.DOI: 10.1039 / C3RA47954D
RSC Advanc. 4, 17787–17796.DOI: 10.1039 / C3RA47954D
CrossRef Полный текст | Google Scholar
Фаттах, И. М. Р., Масьюки, Х. Х., Калам, М. А., Мофиджур, М., и Абедин, М. Дж. (2014b). Влияние антиоксиданта на рабочие характеристики и характеристики выбросов дизельного двигателя, работающего на смесях пальмового биодизеля. Energy Convers. Manag. 79, 265–272. DOI: 10.1016 / j.enconman.2013.12.024
CrossRef Полный текст | Google Scholar
Фаттах, И. М. Р., Масьюки, Х. Х., Калам, М. А., Вакил, М.А., Ашрафул, А.М., и Шахир, С.А. (2014c). Экспериментальное исследование рабочих характеристик и регулируемых выбросов дизельного двигателя со смесями биодизеля Calophyllum inophyllum в сопровождении ингибиторов окисления. Energy Convers. Manag. 83, 232–240. DOI: 10.1016 / j.enconman.2014.03.069
CrossRef Полный текст | Google Scholar
Фаттах, И. М. Р., Масджуки, Х. Х., Калам, М. А., Вакил, М. А., Рашедул, Х. К., и Абедин, М. Дж. (2014d). Характеристики и характеристики выбросов двигателя CI, работающего на смесях Cocos nucifera и Jatropha curcas B20 с антиоксидантами. Ind. Crops Prod. 57, 132–140. DOI: 10.1016 / j.indcrop.2014.03.022
Дж. (2014d). Характеристики и характеристики выбросов двигателя CI, работающего на смесях Cocos nucifera и Jatropha curcas B20 с антиоксидантами. Ind. Crops Prod. 57, 132–140. DOI: 10.1016 / j.indcrop.2014.03.022
CrossRef Полный текст | Google Scholar
Фаттах И. М., Масджуки Х. Х., Лиакват А. М., Рамли Р., Калам М. А. и Риазуддин В. Н. (2013). Влияние различных видов биодизельного топлива, полученного из пищевых и непищевых масел, на выхлопные газы двигателя и уровень шума. Обновить. Sust. Energ. Rev. 18, 552–567. DOI: 10.1016 / j.rser.2012.10.036
CrossRef Полный текст | Google Scholar
Фаттах, I.M. R., Ming, C., Chan, Q. N., Wehrfritz, A., Pham, P. X., Yang, W., et al. (2018). Исследование распыления и горения пост-впрыска в условиях низкотемпературного горения с биодизелем. Energy Fuels 32, 8727–8742. DOI: 10.1021 / acs.energyfuels.8b00284
CrossRef Полный текст | Google Scholar
Фэн Ю., Чжан А., Ли Дж. И Хе Б. (2011). Непрерывный процесс производства биодизеля в реакторе с неподвижным слоем, заполненный катионообменной смолой в качестве гетерогенного катализатора. Биоресурсы. Technol. 102, 3607–3609. DOI: 10.1016 / j.biortech.2010.10.115
И Хе Б. (2011). Непрерывный процесс производства биодизеля в реакторе с неподвижным слоем, заполненный катионообменной смолой в качестве гетерогенного катализатора. Биоресурсы. Technol. 102, 3607–3609. DOI: 10.1016 / j.biortech.2010.10.115
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Фейзи М., Хассанхани А. и Рафи Х. Р. (2013). Приготовление и характеристика нанокатализаторов Cs / Al / Fe3O4 для производства биодизеля. Energ. Беседы. Управлять. 71, 62–68. DOI: 10.1016 / j.enconman.2013.03.022
CrossRef Полный текст | Google Scholar
Fu, J., Chen, L., Lv, P., Yang, L., and Yuan, Z.(2015). Этерификация свободных жирных кислот для производства биодизельного топлива с использованием самосинтезирующейся макропористой катионообменной смолы в качестве твердого кислотного катализатора. Топливо 154, 1–8. DOI: 10.1016 / j.fuel.2015.03.048
CrossRef Полный текст | Google Scholar
Герпен, Дж. В. (2005). Переработка и производство биодизеля. Топливный процесс. Technol. 86, 1097–1107. DOI: 10.1016 / j.fuproc.2004.11.005
Переработка и производство биодизеля. Топливный процесс. Technol. 86, 1097–1107. DOI: 10.1016 / j.fuproc.2004.11.005
CrossRef Полный текст | Google Scholar
Гог, А., Роман, М., Тоша, М., Пайс, К., Ирими, Ф. Д. (2012). Производство биодизеля с использованием ферментативной переэтерификации — Состояние и перспективы. Обновить. Energ. 39, 10–16. DOI: 10.1016 / j.renene.2011.08.007
CrossRef Полный текст | Google Scholar
Гога, Г., Чаухан, Б. С., Махла, С. К., и Чо, Х. М. (2019). Рабочие характеристики и характеристики выбросов дизельного двигателя, работающего на биодизеле из рисовых отрубей и н-бутаноле. Energy Rep. 5, 78–83. DOI: 10.1016 / j.egyr.2018.12.002
CrossRef Полный текст | Google Scholar
Гулдхе А., Сингх П., Ансари Ф. А., Сингх Б. и Букс Ф. (2017). Синтез биодизельного топлива из липидов микроводорослей с использованием вольфрамированного диоксида циркония в качестве гетерогенного кислотного катализатора и его сравнение с гомогенными кислотными и ферментными катализаторами. Топливо 187, 180–188. DOI: 10.1016 / j.fuel.2016.09.053
Топливо 187, 180–188. DOI: 10.1016 / j.fuel.2016.09.053
CrossRef Полный текст | Google Scholar
Ханиф, М. А., Нисар, С., Рашид, У. (2017). Поддерживаемые твердые и гетерополикислотные катализаторы для производства биодизеля. Catal. Ред. 59, 165–188. DOI: 10.1080 / 01614940.2017.1321452
CrossRef Полный текст | Google Scholar
Хелвани, З., Осман, М. Р., Азиз, Н., Ким, Дж., И Фернандо, В. Дж. Н. (2009). Твердые гетерогенные катализаторы переэтерификации триглицеридов метанолом: обзор. Прил. Катал. A Gen. 363, 1–10. DOI: 10.1016 / j.apcata.2009.05.021
CrossRef Полный текст | Google Scholar
Хукман, С. К., и Роббинс, К. (2012).Обзор воздействия биодизеля на выбросы NOx. Топливный процесс. Technol. 96, 237–249. DOI: 10.1016 / j.fuproc.2011.12.036
CrossRef Полный текст | Google Scholar
Ху С., Ван Ю. и Хань Х. (2011). Использование отработанной скорлупы пресноводных мидий в качестве экономического катализатора производства биодизеля.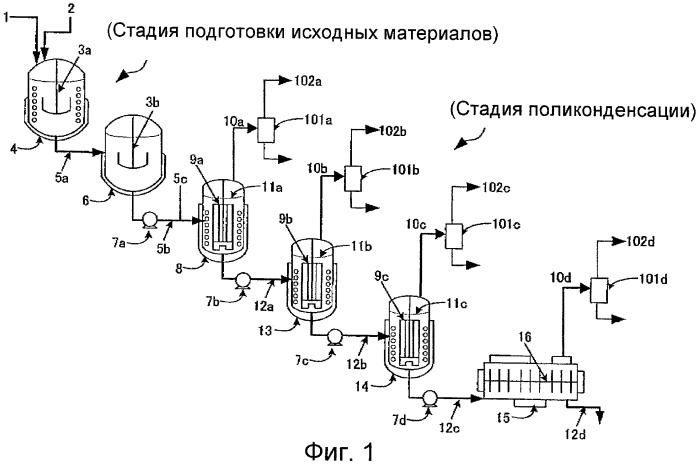 Биомасса Биоэнергетика 35, 3627–3635. DOI: 10.1016 / j.biombioe.2011.05.009
Биомасса Биоэнергетика 35, 3627–3635. DOI: 10.1016 / j.biombioe.2011.05.009
CrossRef Полный текст | Google Scholar
Ибрагим, М. М., Махмуд, Х. Р., и Эль-Молла, С. А. (2019). Влияние носителя на физико-химические свойства твердых кислотных гетерогенных катализаторов на основе ZrO2 для производства биодизельного топлива. Catal. Commun. 122, 10–15. DOI: 10.1016 / j.catcom.2019.01.008
CrossRef Полный текст | Google Scholar
Ислам, А., Тауфик-Яп, Я. Х., Равиндра, П., Тео, С. Х., Сивасангар, С., и Чан, Э.-С. (2015). Синтез биодизельного топлива на миллиметровом катализаторе γ-Al2O3 / KI. Energy 89, 965–973.DOI: 10.1016 / j.energy.2015.06.036
CrossRef Полный текст | Google Scholar
Джахирул, М. И., Браун, Р. Дж., Сенадира, В., Ашват, Н., Расул, М. Г., Рахман, М. М. и др. (2015). Физиохимическая оценка красивого листа (Calophyllum inophyllum) как биодизельного сырья второго поколения. Energy Rep. 1, 204–215. DOI: 10.1016 / j.egyr.2015.10.003
DOI: 10.1016 / j.egyr.2015.10.003
CrossRef Полный текст | Google Scholar
Джаяраман, Дж., Алагу, К., Аппаву, П., Джой, Н., Джаярам, П., и Мариадосс, А. (2020). Ферментативное производство биодизельного топлива с использованием липазного катализатора и испытание немодифицированного двигателя с воспламенением от сжатия с использованием его смесей с дизельным топливом. Обновить. Energy 145, 399–407. DOI: 10.1016 / j.renene.2019.06.061
CrossRef Полный текст | Google Scholar
Джайед М. Х., Масджуки Х. Х., Сайдур Р., Калам М. А. и Джахирул М. И. (2009). Экологические аспекты и проблемы биодизеля, производимого из масличных семян, в Юго-Восточной Азии. Обновить. Sust.Energ. Rev. 13, 2452–2462. DOI: 10.1016 / j.rser.2009.06.023
CrossRef Полный текст | Google Scholar
Камран Э., Машхади Х., Мохаммади А. и Гобадиан Б. (2020). Производство биодизеля из семян Elaeagnus angustifolia.L в качестве нового исходного сырья для отходов с использованием катализатора гидроксида калия. Biocatal. Agric. Biotechnol. 25: 101578. DOI: 10.1016 / j.bcab.2020.101578
Biocatal. Agric. Biotechnol. 25: 101578. DOI: 10.1016 / j.bcab.2020.101578
CrossRef Полный текст | Google Scholar
Каур М., Малхотра Р. и Али А.(2018). Нанесенный вольфрамом Ti / SiO 2 наноцветков в качестве многоразового гетерогенного катализатора для производства биодизельного топлива. Обновить. Энергия 116, 109–119. DOI: 10.1016 / j.renene.2017.09.065
CrossRef Полный текст | Google Scholar
Каур, Н., и Али, А. (2015). Получение и применение Ce / ZrO 2 -TiO 2 / SO4 2 — в качестве твердого катализатора этерификации жирных кислот. Обновить. Энергия 81, 421–431. DOI: 10.1016 / j.Renene.2015.03.051
CrossRef Полный текст | Google Scholar
Каземифард С., Наебзаде Х., Сагатолеслами Н. и Сафакиш Э. (2018). Оценка активности магнитного KOH / Fe 3 O 4 @Al 2 O 3 нанокатализатор ядро – оболочка в реакции переэтерификации: влияние соотношения Fe / Al на структуру и характеристики. Environ. Sci. Загрязнение. Res. 25, 32811–32821. DOI: 10.1007 / s11356-018-3249-7
Environ. Sci. Загрязнение. Res. 25, 32811–32821. DOI: 10.1007 / s11356-018-3249-7
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Кессерван, Ф., Ахмад, М. Н., Халил, М., и Эль-Расси, Х. (2020). Гибридный аэрогель CaO / Al2O3 как гетерогенный катализатор производства биодизеля. Chem. Англ. J. 385: 123834. DOI: 10.1016 / j.cej.2019.123834
CrossRef Полный текст | Google Scholar
Ким, М., Димаджио, К., Салли, С. О., и Саймон Нг, К. Ю. (2012). Новое поколение катализаторов на основе оксидов металлов на диоксиде циркония для преобразования низкосортного возобновляемого сырья в биодизельное топливо. Биоресурсы. Technol. 118, 37–42. DOI: 10.1016 / j.biortech.2012.04.035
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Курхаде А. и Далаи А. К. (2018). Физиохимические характеристики и взаимодействие носителя гетерополикислоты на оксиде алюминия для производства биодизеля. Asia-Pac. J. Chem. Англ. 13: e2249. DOI: 10.1002 / apj.2249
J. Chem. Англ. 13: e2249. DOI: 10.1002 / apj.2249
CrossRef Полный текст | Google Scholar
Лам, М. К., Ли, К. Т., и Мохамед, А. Р. (2010). Гомогенный, гетерогенный и ферментативный катализ для переэтерификации масла с высоким содержанием свободных жирных кислот (отработанное кулинарное масло) в биодизельное топливо: обзор. Biotechnol. Advanc. 28, 500–518. DOI: 10.1016 / j.biotechadv.2010.03.002
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Latchubugata, C. S., Kondapaneni, R. V., Patluri, K. K., Virendra, U., and Vedantam, S. (2018). Исследования кинетики и оптимизации с использованием методологии поверхности отклика в производстве биодизеля с использованием гетерогенного катализатора. Chem. Англ. Res. Des. 135, 129–139. DOI: 10.1016 / j.cherd.2018.05.022
CrossRef Полный текст | Google Scholar
Ли, А.Ф., Беннетт, Дж. А., Манайил, Дж. К., и Уилсон, К. (2014). Гетерогенный катализ для устойчивого производства биодизельного топлива путем этерификации и переэтерификации. Chem. Soc. Ред. 43, 7887–7916. DOI: 10.1039 / C4CS00189C
Chem. Soc. Ред. 43, 7887–7916. DOI: 10.1039 / C4CS00189C
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Ли, Х. В., Хуан, Дж. К., и Тауфик-Яп, Ю. Х. (2015). Приготовление и применение бинарного кислотно-основного катализатора CaO – La2O3 для производства биодизеля. Обновить. Energy 74, 124–132.DOI: 10.1016 / j.renene.2014.07.017
CrossRef Полный текст | Google Scholar
Li, X., He, X.-Y., Li, Z.-L., Wang, Y.-D., Wang, C.-Y., Shi, H., et al. (2012). Ферментативное производство биодизеля из масла семян Pistacia chinensis bge с использованием иммобилизованной липазы. Топливо 92, 89–93. DOI: 10.1016 / j.fuel.2011.06.048
CrossRef Полный текст | Google Scholar
Li, Z., Ding, S., Chen, C., Qu, S., Du, L., Lu, J., et al. (2019). Перерабатываемый цеолит Li / NaY как гетерогенный щелочной катализатор для производства биодизельного топлива: оптимизация процесса и исследование кинетики. Energy Convers. Manag. 192, 335–345. DOI: 10.1016 / j.enconman.2019.04.053
Manag. 192, 335–345. DOI: 10.1016 / j.enconman.2019.04.053
CrossRef Полный текст | Google Scholar
Лиммани, С., Нари, Т., Буньякиат, К., и Нгамчаруссривичай, К. (2013). Смешанные оксиды Ca, Mg и Zn в качестве гетерогенных основных катализаторов для синтеза метиловых эфиров пальмоядрового масла. Chem. Англ. J. 225, 616–624. DOI: 10.1016 / j.cej.2013.03.093
CrossRef Полный текст | Google Scholar
Линг, Дж. С. Дж., Тан, Ю.Х., Мубарак, Н. М., Канседо, Дж., Сапторо, А., и Ноласко-Иполито, К. (2019). Обзор гетерогенного катализатора на основе оксида кальция из отходов для синтеза биодизеля. SN Прил. Sci. 1: 810. DOI: 10.1007 / s42452-019-0843-3
CrossRef Полный текст | Google Scholar
Лю Р., Ван X., Чжао X. и Фэн П. (2008a). Сульфированный упорядоченный мезопористый углерод для каталитического приготовления биодизельного топлива. Углерод 46, 1664–1669. DOI: 10.1016 / j.carbon.2008.07.016
CrossRef Полный текст | Google Scholar
Лю, X. , Хе, Х., Ван, Ю. и Чжу, С. (2007). Переэтерификация соевого масла в биодизельное топливо с использованием SrO2 в качестве твердого основного катализатора. Catal. Commun. 8, 1107–1111. DOI: 10.1016 / j.catcom.2006.10.026
, Хе, Х., Ван, Ю. и Чжу, С. (2007). Переэтерификация соевого масла в биодизельное топливо с использованием SrO2 в качестве твердого основного катализатора. Catal. Commun. 8, 1107–1111. DOI: 10.1016 / j.catcom.2006.10.026
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Лю X., Хэ Х., Ван Ю., Чжу С. и Пяо X. (2008b). Переэтерификация соевого масла в биодизельное топливо с использованием СаО в качестве твердого основного катализатора. Топливо 87, 216–221. DOI: 10.1016 / j.fuel.2007.04.013
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Лопресто, К.Г., Наккарато, С., Альбо, Л., Де Паола, М. Г., Чакраборти, С., Курсио, С. и др. (2015). Ферментативная переэтерификация отработанного растительного масла для производства биодизеля. Ecotoxicol. Environ. Безопасно. 121, 229–235. DOI: 10.1016 / j.ecoenv.2015.03.028
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Мадхувилакку, Р. , Пираман, С. (2013). Синтез биодизельного топлива с помощью TiO 2 -ZnO смешанный оксидный нанокатализатор, катализируемый процессом переэтерификации пальмового масла. Биоресурсы.Technol. 150, 55–59. DOI: 10.1016 / j.biortech.2013.09.087
, Пираман, С. (2013). Синтез биодизельного топлива с помощью TiO 2 -ZnO смешанный оксидный нанокатализатор, катализируемый процессом переэтерификации пальмового масла. Биоресурсы.Technol. 150, 55–59. DOI: 10.1016 / j.biortech.2013.09.087
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Mahlia, T. M. I., Syazmi, Z. A. H. S., Mofijur, M., Abas, A. E. P., Bilad, M. R., et al. (2020). Обзор патентного ландшафта производства биодизеля: технологические обновления. Обновить. Sust. Energ. Ред. 118: 109526. DOI: 10.1016 / j.rser.2019.109526
CrossRef Полный текст | Google Scholar
Majhi, S., и Ray, S. (2016). Исследование производства биодизельного топлива с использованием нового твердого оксидного катализатора, полученного из отходов. Environ. Sci. Загрязнение. Res. 23, 9251–9259. DOI: 10.1007 / s11356-015-4824-9
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Малеки, Э., Ароуа, М. К., Сулейман, Н. М. Н. (2013). Касторовое масло — более подходящее сырье для ферментативного производства метиловых эфиров. Топливный процесс. Technol. 112, 129–132. DOI: 10.1016 / j.fuproc.2013.03.003
К., Сулейман, Н. М. Н. (2013). Касторовое масло — более подходящее сырье для ферментативного производства метиловых эфиров. Топливный процесс. Technol. 112, 129–132. DOI: 10.1016 / j.fuproc.2013.03.003
CrossRef Полный текст | Google Scholar
Манрикес-Рамирес, М., Гомес, Р., Эрнандес-Кортес, Х.Г., Суньига-Морено, А., Реза-Сан-Херман, К. М. и др. (2013). Достижения в переэтерификации триглицеридов в биодизельное топливо с использованием MgO – NaOH, MgO – KOH и MgO – CeO2 в качестве твердых основных катализаторов. Catal. Сегодня 212, 23–30. DOI: 10.1016 / j.cattod.2012.11.005
CrossRef Полный текст | Google Scholar
Мансир Н., Тауфик-Яп Ю. Х., Рашид У. и Локман И. М. (2017). Исследование характеристик гетерогенного твердого кислотного катализатора на низкосортном сырье для производства биодизеля: обзор. Energy Convers. Manag. 141, 171–182. DOI: 10.1016 / j.enconman.2016.07.037
CrossRef Полный текст | Google Scholar
Мардия, Х. Х., Онг, Х. К., Масджуки, Х. Х., Лим, С., и Ли, Х. В. (2017). Обзор последних разработок и будущих перспектив гетерогенного катализатора в производстве биодизельного топлива из непищевых масел. Обновить. Sust. Energ. Ред. 67, 1225–1236. DOI: 10.1016 / j.rser.2016.09.036
Х., Онг, Х. К., Масджуки, Х. Х., Лим, С., и Ли, Х. В. (2017). Обзор последних разработок и будущих перспектив гетерогенного катализатора в производстве биодизельного топлива из непищевых масел. Обновить. Sust. Energ. Ред. 67, 1225–1236. DOI: 10.1016 / j.rser.2016.09.036
CrossRef Полный текст | Google Scholar
Марин-Суарес, М., Мендес-Матеос, Д., Гуадикс, А., и Гуадикс, Э. М. (2019). Повторное использование иммобилизованных липаз при переэтерификации отработанного рыбьего жира для производства биодизеля. Обновить. Energ. 140, 1–8. DOI: 10.1016 / j.renene.2019.03.035
CrossRef Полный текст | Google Scholar
Марваха, А., Роша, П., Мохапатра, С. К., Махла, С. К., и Дхир, А. (2018). Отходы как потенциальные катализаторы производства биодизеля: текущее состояние и перспективы. Топливный процесс. Technol. 181, 175–186. DOI: 10.1016 / j.fuproc.2018.09.011
CrossRef Полный текст | Google Scholar
Мата, Т. М., Соуза, И. Р. Б. Г., Виейра, С. С., Каэтано, Н. С. (2012). Производство биодизеля из кукурузного масла путем ферментативного катализа этанолом. Energy Fuels 26, 3034-3041. DOI: 10.1021 / ef300319f
Р. Б. Г., Виейра, С. С., Каэтано, Н. С. (2012). Производство биодизеля из кукурузного масла путем ферментативного катализа этанолом. Energy Fuels 26, 3034-3041. DOI: 10.1021 / ef300319f
CrossRef Полный текст | Google Scholar
Маккензи, А. Л., Фишел, К. Т., и Дэвис, Р. Дж. (1992). Исследование структуры поверхности и основных свойств прокаленных гидроталькитов. J. Catal. 138, 547–561. DOI: 10.1016 / 0021-9517 (92) -3
CrossRef Полный текст | Google Scholar
Мелеро, Дж. А., Иглесиас, Дж., И Моралес, Г. (2009). Гетерогенные кислотные катализаторы для производства биодизеля: текущее состояние и будущие задачи. Green Chem. 11, 1285–1308. DOI: 10.1039 / b
CrossRef Полный текст | Google Scholar
Мофиджур М., Масджуки Х. Х., Калам М. А., Атабани А. Э., Ризванул Фаттах И. М. и Мобарак Х.М. (2014). Сравнительная оценка рабочих характеристик и характеристик выбросов биодизеля на основе Moringa oleifera и пальмового масла в дизельном двигателе. Ind. Crops Prod. 53, 78–84. DOI: 10.1016 / j.indcrop.2013.12.011
Ind. Crops Prod. 53, 78–84. DOI: 10.1016 / j.indcrop.2013.12.011
CrossRef Полный текст | Google Scholar
Мохебби, С., Ростамизаде, М., и Кахфорушан, Д. (2020). Влияние молибденового промотора на характеристики нанокатализатора с высоким содержанием кремнезема MoO 3 / B-ZSM-5 в производстве биодизельного топлива. Топливо 266: 117063.DOI: 10.1016 / j.fuel.2020.117063
CrossRef Полный текст | Google Scholar
Мутабади, Х., Саламатиния, Б., Бхатиа, С., и Абдулла, А.З. (2010). Ультразвуковой процесс производства биодизельного топлива из пальмового масла с использованием оксидов щелочноземельных металлов в качестве гетерогенных катализаторов. Топливо 89, 1818–1825. DOI: 10.1016 / j.fuel.2009.12.023
CrossRef Полный текст | Google Scholar
Моради, Г., Мохадези, М., Резаи, Р., и Моради, Р. (2015). Производство биодизеля с использованием катализатора CaO / γ-Al2O3, синтезированного золь-гель методом. Canad. J. Chem. Англ. 93, 1531–1538. DOI: 10.1002 / cjce.22258
Canad. J. Chem. Англ. 93, 1531–1538. DOI: 10.1002 / cjce.22258
CrossRef Полный текст | Google Scholar
Навахас А., Кампо И., Морал А., Эчаве Дж., Санс О., Монтес М. и др. (2018). Выдающиеся характеристики регидратированных гидроталькитов Mg-Al в качестве гетерогенных катализаторов метанолиза для синтеза биодизельного топлива. Топливо 211, 173–181. DOI: 10.1016 / j.fuel.2017.09.061
CrossRef Полный текст | Google Scholar
Наебзаде, Х., Сагатолеслами, Н., Хагиги, М., и Табасизаде, М. (2017). Влияние типа топлива на получение нанокатализатора KOH / Ca 12 Al 14 O 33 с помощью микроволнового излучения для производства биодизельного топлива с помощью микроволнового нагрева. J. Тайваньский институт. Chem. Англ. 75, 148–155. DOI: 10.1016 / j.jtice.2017.03.018
CrossRef Полный текст | Google Scholar
Новицки Дж., Лах Дж., Органек М. и Сабура Э. (2016). Переэтерификация рапсового масла в биодизельное топливо над гидротальцитами MgAl, допированными Zr. Прил. Катал. Генрл. 524, 17–24. DOI: 10.1016 / j.apcata.2016.05.015
Прил. Катал. Генрл. 524, 17–24. DOI: 10.1016 / j.apcata.2016.05.015
CrossRef Полный текст | Google Scholar
Онг, Х. К., Масджуки, Х. Х., Махлия, Т. М. И., Силитонга, А. С., Чонг, В. Т., и Юсаф, Т. (2014). Характеристики двигателя и выбросы при использовании биодизеля Jatropha curcas , Ceiba pentandra и Calophyllum inophyllum в дизельном двигателе CI. Energy 69, 427–445. DOI: 10.1016 / j.energy.2014.03.035
CrossRef Полный текст | Google Scholar
Онг, Х.К., Милано, Дж., Силитонга, А. С., Хассан, М. Х., Шамсуддин, А. Х., Ван, С.-Т. и др. (2019). Производство биодизеля из смеси масел Calophyllum inophyllum-Ceiba pentandra: Оптимизация и характеристика. J. Clean. Prod. 219, 183–198. DOI: 10.1016 / j.jclepro.2019.02.048
CrossRef Полный текст | Google Scholar
Палаш, С. М., Масджуки, Х. Х., Калам, М. А., Атабани, А. Э., Ризванул Фаттах, И. М., и Санджид, А. (2015). Производство биодизеля, характеристики, характеристики дизельного двигателя и характеристики выбросов метиловых эфиров из полистахового масла Aphanamixis , Бангладеш. Energy Convers. Manag. 91, 149–157. DOI: 10.1016 / j.enconman.2014.12.009
Energy Convers. Manag. 91, 149–157. DOI: 10.1016 / j.enconman.2014.12.009
CrossRef Полный текст | Google Scholar
Пандит П. Р. и Фулекар М. Х. (2017). Отходы яичной скорлупы как гетерогенный нанокатализатор для производства биодизеля: оптимизация с помощью методологии поверхности отклика. J. Environ. Управлять. 198, 319–329. DOI: 10.1016 / j.jenvman.2017.04.100
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Цю, Ф., Ли, Ю., Ян, Д., Ли, X., и Сан, П. (2011). Гетерогенный нанокатализатор на твердой основе: получение, характеристика и применение в производстве биодизеля. Биоресурсы. Technol. 102, 4150–4156. DOI: 10.1016 / j.biortech.2010.12.071
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Квирино, М. Р., Оливейра, М. Дж. К., Кейсон, Д., Лусена, Г. Л., Оливейра, Дж. Б. Л. и Гама, Л. (2016). Синтез алюмината цинка с большой площадью поверхности микроволновым гидротермальным методом, применяемым при переэтерификации соевого масла (биодизеля). Mater. Res. Бык. 74, 124–128. DOI: 10.1016 / j.materresbull.2015.10.027
Mater. Res. Бык. 74, 124–128. DOI: 10.1016 / j.materresbull.2015.10.027
CrossRef Полный текст | Google Scholar
Рахмани Вахид, Б., Хагиги, М., Алаеи, С., и Тогхиани, Дж. (2017). Повышение возможности повторного использования синтезированного сгорания нанокатализатора MgO / MgAl 2 O4 в производстве биодизельного топлива путем обработки плазмой тлеющего разряда. Energy Convers. Manag. 143, 23–32. DOI: 10.1016 / j.enconman.2017.03.075
CrossRef Полный текст | Google Scholar
Роперо-Вега, Дж.Л., Алдана-Перес, А., Гомес, Р., и Ниньо-Гомес, М. Э. (2010). Сульфат диоксида титана [TiO 2 / SO4 2 -]: очень активный твердый кислотный катализатор для этерификации свободных жирных кислот этанолом. Прил. Катал. A-Gen. 379, 24–29. DOI: 10.1016 / j.apcata.2010.02.020
CrossRef Полный текст | Google Scholar
Рощат В., Фьюпонг С., Кхунчали Дж. И Мунсин П. (2018). Производство биодизеля этанолизом пальмового масла с использованием SrO в качестве основного гетерогенного катализатора. Mater. Сегодня Proc. 5, 13916–13921. DOI: 10.1016 / j.matpr.2018.02.040
Mater. Сегодня Proc. 5, 13916–13921. DOI: 10.1016 / j.matpr.2018.02.040
CrossRef Полный текст | Google Scholar
Рощат В., Сиританон Т., Юсук Б. и Промарак В. (2016). Производство биодизельного топлива из пальмового масла с использованием CaO, полученного из гашеной извести, в качестве недорогого основного гетерогенного катализатора. Energy Convers. Manag. 108, 459–467. DOI: 10.1016 / j.enconman.2015.11.036
CrossRef Полный текст | Google Scholar
Рухул, А. М., Калам, М.А., Масджуки, Х. Х., Фаттах, И. М. Р., Рехам, С. С., и Рашед, М. М. (2015). Современное состояние процессов производства биодизеля: обзор гетерогенного катализатора. RSC Advanc. 5, 101023–101044. DOI: 10.1039 / C5RA09862A
CrossRef Полный текст | Google Scholar
Рухул, А. М., Калам, М. А., Масджуки, Х. Х., Шахир, С. А., Алабдулкарем, А., Теох, Ю. Х. и др. (2017). Оценка характеристик сгорания, рабочих характеристик и выбросов биодизельных смесей Millettia pinnata и Croton megalocarpus в дизельном двигателе. Energy 141, 2362–2376. DOI: 10.1016 / j.energy.2017.11.096
Energy 141, 2362–2376. DOI: 10.1016 / j.energy.2017.11.096
CrossRef Полный текст | Google Scholar
Салинас, Д., Сепульведа, К., Эскалона, Н., Гфьерро, Дж. Л., и Печки, Г. (2018). Золь – гель La 2 O 3 -ZrO 2 смешанные оксидные катализаторы для производства биодизельного топлива. J. Energ. Chem. 27, 565–572. DOI: 10.1016 / j.jechem.2017.11.003
CrossRef Полный текст | Google Scholar
Сани, Ю. М., Дауд, В. М. А. В., и Абдул Азиз, А. Р. (2014). Активность твердых кислотных катализаторов для производства биодизеля: критический обзор. Прил. Катал. A Gen. 470, 140–161. DOI: 10.1016 / j.apcata.2013.10.052
CrossRef Полный текст | Google Scholar
Сантьяго-Торрес, Н., Ромеро-Ибарра, И. К., и Пфайфер, Х. (2014). Цирконат натрия (Na 2 ZrO 3 ) в качестве катализатора в реакции переэтерификации соевого масла для производства биодизельного топлива. Топливный процесс. Technol. 120, 34–39.DOI: 10.1016 / j.fuproc.2013.11.018
Technol. 120, 34–39.DOI: 10.1016 / j.fuproc.2013.11.018
CrossRef Полный текст | Google Scholar
Сараванан А., Муруган М., Шриниваса Редди М. и Парида С. (2020). Рабочие характеристики и характеристики выбросов двигателя CI с переменной степенью сжатия, работающего на двойном биодизельном топливе, состоящем из семян рапса и махуа. Топливо 263: 116751. DOI: 10.1016 / j.fuel.2019.116751
CrossRef Полный текст | Google Scholar
Шухардт У., Серчели Р. и Варгас Р. М. (1998). Переэтерификация растительных масел: обзор. J. Braz. Chem. Soc. 9, 199–210. DOI: 10.1590 / S0103-50531998000300002
CrossRef Полный текст | Google Scholar
Сеффати К., Хонарвар Б., Эсмаили Х. и Эсфандиари Н. (2019). Увеличение производства биодизеля из куриного жира с использованием нанокатализатора CaO / CuFe2O4 и его комбинации с дизельным топливом для улучшения свойств топлива. Топливо 235, 1238–1244. DOI: 10.1016 / j.fuel.2018. 08.118
08.118
CrossRef Полный текст | Google Scholar
Секоай, П.Т., Оума, К. Н. М., Дю Пре, С. П., Модиша, П., Энгельбрехт, Н., Бессарабов, Д. Г. и др. (2019). Применение наночастиц в биотопливе: обзор. Топливо 237, 380–397. DOI: 10.1016 / j.fuel.2018.10.030
CrossRef Полный текст | Google Scholar
Семвал С., Арора А. К., Бадони Р. П. и Тули Д. К. (2011). Производство биодизеля с использованием гетерогенных катализаторов. Биоресурсы. Technol. 102, 2151–2161. DOI: 10.1016 / j.biortech.2010.10.080
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Шах, С., и Гупта, М. Н. (2007). Катализируемое липазой получение биодизельного топлива из масла ятрофы в системе без растворителей. Process Biochemi. 42, 409–414. DOI: 10.1016 / j.procbio.2006.09.024
CrossRef Полный текст | Google Scholar
Шан, Р., Лу, Л., Ши, Ю., Юань, Х., и Ши, Дж. (2018). Катализаторы из возобновляемых источников для производства биодизеля. Energ. Беседы. Управлять. 178, 277–289. DOI: 10.1016 / j.enconman.2018.10.032
Energ. Беседы. Управлять. 178, 277–289. DOI: 10.1016 / j.enconman.2018.10.032
CrossRef Полный текст | Google Scholar
Ши, Г., Ю, Ф., Ван, Ю., Пан, Д., Ван, Х., и Ли, Р. (2016). Новый однореакторный синтез тетрагонального сульфатированного диоксида циркония катализатора с высокой активностью для производства биодизельного топлива путем переэтерификации соевого масла. Обновить. Energy 92, 22–29. DOI: 10.1016 / j.renene.2016.01.094
CrossRef Полный текст | Google Scholar
Сиддик, М. Н., Каземян, Х., Рохани, С. (2011). Производство биодизеля из липидов осадка сточных вод с использованием кислотного гетерогенного катализатора. Chem. Англ. Technol. 34, 1983–1988. DOI: 10.1002 / ceat.201100119
CrossRef Полный текст | Google Scholar
Силитонга А.С., Масджуки Х. Обзор свойств биодизельных дизельных смесей из пищевого и непищевого сырья. Обновить. Sust. Energ. Rev. 22, 346–360. DOI: 10.1016 / j.rser. 2013.01.055
2013.01.055
CrossRef Полный текст | Google Scholar
Силитонга, А.С., Онг, Х. К., Малия, Т. М. И., Масджуки, Х. Х., и Чонг, В. Т. (2013b). Характеристика и производство биодизельного топлива Ceiba pentandra и его смесей. Топливо 108, 855–858. DOI: 10.1016 / j.fuel.2013.02.014
CrossRef Полный текст | Google Scholar
Силитонга, А.С., Шамсуддин, А.Х., Махлия, Т.М.И., Милано, Дж., Кусумо, Ф., Сисванторо, Дж., И др. (2020). Синтез биодизельного топлива из масла Ceiba pentandra путем переэтерификации с помощью микроволнового излучения: моделирование и оптимизация ELM. Обновить. Energy 146, 1278–1291. DOI: 10.1016 / j.renene.2019.07.065
CrossRef Полный текст | Google Scholar
Sirisomboonchai, S., Abuduwayiti, M., Guan, G., Samart, C., Abliz, S., Hao, X., et al. (2015). Производство биодизельного топлива из отработанного растительного масла с использованием кальцинированной скорлупы гребешка в качестве катализатора. Energy Convers. Управлять. 95, 242–247. DOI: 10.1016 / j.enconman.2015.02.044
Управлять. 95, 242–247. DOI: 10.1016 / j.enconman.2015.02.044
CrossRef Полный текст | Google Scholar
Сулейман, Н. Ф., Ван Абу Бакар, В.А., и Али Р. (2017). Методология поверхности отклика для оптимального производства биодизеля на катализаторе Cr / Ca / γ-Al 2 O 3 : Каталитические характеристики и физико-химические исследования. Обновить. Энергия 113, 697–705. DOI: 10.1016 / j.renene.2017.06.007
CrossRef Полный текст | Google Scholar
Sun, H., Ding, Y., Duan, J., Zhang, Q., Wang, Z., Lou, H., et al. (2010). Переэтерификация подсолнечного масла в биодизельное топливо на катализаторе La2O3 на носителе из ZrO2. Биоресурсы. Technol. 101, 953–958. DOI: 10.1016 / j.biortech.2009.08.089
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Szczesna Antczak, M., Kubiak, A., Antczak, T., and Bielecki, S. (2009). Ферментативный биодизельный синтез — ключевые факторы, влияющие на эффективность процесса. Обновить. Energ. 34, 1185–1194. DOI: 10.1016 / j.renene.2008.11.013
Обновить. Energ. 34, 1185–1194. DOI: 10.1016 / j.renene.2008.11.013
CrossRef Полный текст | Google Scholar
Тан, Ю. Х., Абдулла, М. О., Канседо, Дж., Мубарак, Н. М., Чан, Ю. С., Ноласко-Иполито, К. (2019). Производство биодизеля из отработанного кулинарного масла с использованием твердого зеленого катализатора, полученного из кальцинированных отходов плавления куриных и рыбных костей. Обновить. Energ. 139, 696–706. DOI: 10.1016 / j.renene.2019.02.110
CrossRef Полный текст | Google Scholar
Тео, С. Х., Рашид, У., Томас Чунг, С. Й., и Тауфик-Яп, Я. Х. (2017). Гетерогенный биметаллический оксид на основе кальция, катализируемый переэтерификацией триглицеридов, полученных из Elaeis guineensis, для производства биодизельного топлива. Energy Convers. Управлять. 141, 20–27. DOI: 10.1016 / j.enconman.2016.03.042
CrossRef Полный текст | Google Scholar
Тичит Д., Лути М. Х., Гуида А., Чиче Б. Х., Фигерас Ф., Ору А.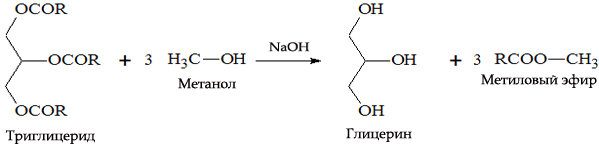 и др. (1995). Текстурные свойства и каталитическая активность гидроталькитов. J. Catal. 151, 50–59. DOI: 10.1006 / jcat.1995.1007
и др. (1995). Текстурные свойства и каталитическая активность гидроталькитов. J. Catal. 151, 50–59. DOI: 10.1006 / jcat.1995.1007
CrossRef Полный текст | Google Scholar
Trakarnpruk, W., и Porntangjitlikit, S. (2008). Биодизель из пальмового масла, синтезированный с кальцинированным гидротальцитом, нагруженным калием, и влияние смеси биодизеля на свойства эластомера. Обновить. Energ. 33, 1558–1563. DOI: 10.1016 / j.renene.2007.08.003
CrossRef Полный текст | Google Scholar
Vaccari, A. (1999). Глины и катализ: многообещающее будущее. Прил. Clay Sci. 14, 161–198. DOI: 10.1016 / S0169-1317 (98) 00058-1
CrossRef Полный текст | Google Scholar
Вакил М. А., Калам М. А., Масджуки Х. Х. и Ризванул Фаттах И. М. (2016). Рисовые отруби: перспективный ресурс для производства биодизеля в Бангладеш. Внутр. J. Green Energy 13, 497–504. DOI: 10.1080 / 15435075.2014.966374
CrossRef Полный текст | Google Scholar
Ван Омар, В. Н. Н., Амин, Н. А. С. (2011). Производство биодизеля из отработанного масла для жарки на щелочно-модифицированном циркониевом катализаторе. Топливный процесс. Technol. 92, 2397–2405. DOI: 10.1016 / j.fuproc.2011.08.009
Н. Н., Амин, Н. А. С. (2011). Производство биодизеля из отработанного масла для жарки на щелочно-модифицированном циркониевом катализаторе. Топливный процесс. Technol. 92, 2397–2405. DOI: 10.1016 / j.fuproc.2011.08.009
CrossRef Полный текст | Google Scholar
Яшар, Ф. (2019). Производство биодизеля из отработанной яичной скорлупы в качестве недорогого гетерогенного катализатора: влияние на некоторые критические свойства топлива и сравнение с CaO. Топливо 255: 115828. DOI: 10.1016 / j.fuel.2019.115828
CrossRef Полный текст | Google Scholar
Ю, С. Дж., Ли, Х.-С., Верианси, Б., Ким, Дж., Ким, Дж .-Д., и Ли, Ю.-В. (2010). Синтез биодизельного топлива из рапсового масла с использованием сверхкритического метанола с катализаторами на основе оксидов металлов. Биоресурсы. Technol. 101, 8686–8689. DOI: 10.1016 / j.biortech.2010.06.073
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Забети, М., Ван Дауд, В. М.А., Ароуа, М.К. (2009). Активность твердых катализаторов производства биодизеля: обзор. Топливный процесс. Technol. 90, 770–777. DOI: 10.1016 / j.fuproc.2009.03.010
М.А., Ароуа, М.К. (2009). Активность твердых катализаторов производства биодизеля: обзор. Топливный процесс. Technol. 90, 770–777. DOI: 10.1016 / j.fuproc.2009.03.010
CrossRef Полный текст | Google Scholar
Цзэн, Х.-Й., Ляо, К.-Б., Дэн, X., Цзян, Х., и Чжан, Ф. (2009). Характеристика липазы, иммобилизованной на гидротальците Mg – Al для биодизельного топлива. Process Biochem. 44, 791–798. DOI: 10.1016 / j.procbio.2009.04.005
CrossRef Полный текст | Google Scholar
Чжан, Г., Хаттори, Х., и Танабе, К. (1988). Добавление ацетона в альдол, катализируемое твердыми основными катализаторами: оксид магния, оксид кальция, оксид стронция, оксид бария, оксид лантана (III) и оксид циркония. Прил. Катал. 36, 189–197. DOI: 10.1016 / S0166-9834 (00) 80114-1
CrossRef Полный текст | Google Scholar
Чжан, Ю., Ню, С., Лу, К., Гонг, З., и Ху, X. (2020). Каталитические характеристики NaAlO2 / γ-Al2O3 в качестве гетерогенного нанокатализатора для производства биодизельного топлива: оптимизация с использованием методологии поверхности отклика. Energy Convers. Управлять. 203: 112263. DOI: 10.1016 / j.enconman.2019.112263
Energy Convers. Управлять. 203: 112263. DOI: 10.1016 / j.enconman.2019.112263
CrossRef Полный текст | Google Scholar
Обзор процесса проектирования, моделирования и оценки устойчивости производства биодизеля | Биотехнология для производства биотоплива
Устойчивость, как и концепция устойчивого развития, была хорошо продумана, чтобы охватить первичный баланс трех измерений: экологического, экономического и социального, где низкая производительность, связанная с одним, может препятствовать производительности других [46] .
Оценка устойчивости жизненного цикла (LCSA) относится к оценке всех экологических, социальных и экономических воздействий на процессы принятия решений в отношении более экологичных продуктов на протяжении всего их жизненного цикла. Основанный на оценке жизненного цикла, подход к анализу жизненного цикла был расширен с 2002 года, чтобы сформировать структуру методологии LCSA, которая состоит из трех столпов (рис. 3) — экологической оценки жизненного цикла (LCA), оценки стоимости жизненного цикла (LCC) и социальной -LCA. {\ mathrm {out}}, $$
{\ mathrm {out}}, $$
(1)
, где переменная \ (E {I} _ {\ mathrm {kpi}} \) обозначает общее воздействие данного процесса на устойчивость, выраженное в виде ключевого показателя эффективности kpi (например,{\ mathrm {out}}) \) на стадии жизненного цикла с .
В течение последнего десятилетия все чаще сообщалось об оценке аспектов устойчивости процесса производства биодизеля. Однако в большинстве отчетов основное внимание уделялось экологическим и экономическим аспектам устойчивости, но не учитывались социальные аспекты. В следующих подразделах подробно рассматриваются технико-экономические и экологические характеристики процессов производства биодизеля.
Экономическая оценка
Экономические показатели являются наиболее важным фактором для оценки устойчивости производства биодизеля и играют жизненно важную роль в индустриализации любого процесса.Более высокая стоимость производства является основной проблемой для увеличения производства биодизеля и его использования в качестве альтернативы бензиновому дизельному топливу [47]. Однако за последние десятилетия были проведены обширные исследования, касающиеся экономики процесса и снижения стоимости продукта. Эти исследования разработали использование различного сырья вместе с альтернативными технологиями для производства и очистки биодизеля. В большинстве исследований анализировались общие инвестиции, необходимые для производства биодизеля, включая инвестиции в основной капитал и производственные затраты.Такая оценка стоимости часто основана на технологической схеме и зависит от типа и размера оборудования, конструкционных материалов, баланса материалов и энергии [48]. Экономический анализ может быть выполнен с помощью коммерчески доступных программ, таких как Aspen In-Plant Cost Estimator или Aspen Icarus Process Evaluator [23, 32]. Ключевые переменные, которые определяют экономические показатели данного завода по производству биодизеля, включают производственную мощность, тип сырья и технологический процесс производства.
Однако за последние десятилетия были проведены обширные исследования, касающиеся экономики процесса и снижения стоимости продукта. Эти исследования разработали использование различного сырья вместе с альтернативными технологиями для производства и очистки биодизеля. В большинстве исследований анализировались общие инвестиции, необходимые для производства биодизеля, включая инвестиции в основной капитал и производственные затраты.Такая оценка стоимости часто основана на технологической схеме и зависит от типа и размера оборудования, конструкционных материалов, баланса материалов и энергии [48]. Экономический анализ может быть выполнен с помощью коммерчески доступных программ, таких как Aspen In-Plant Cost Estimator или Aspen Icarus Process Evaluator [23, 32]. Ключевые переменные, которые определяют экономические показатели данного завода по производству биодизеля, включают производственную мощность, тип сырья и технологический процесс производства.
Производственная мощность
Масштаб производства является важным фактором, который может повлиять на технико-экономические профили, уменьшая или увеличивая удельную стоимость биодизеля. Это было разработано путем анализа экономических показателей завода по производству биодизеля с различными производственными мощностями. Одно из таких исследований было проведено You et al. [49] для производства биодизельного топлива с щелочным катализатором с использованием рафинированного соевого масла с тремя различными производственными масштабами (8, 30, 100 кг / год).Был сделан вывод, что более высокая мощность привела к более привлекательной ARR (норма прибыли после уплаты налогов) с более низкой BBP (цена безубыточности биодизеля) и более высокой NAP (чистой годовой прибылью). Автор также заявил, что увеличение мощности завода дало одинаковый экономический эффект как для соевого масла, так и для отработанного кулинарного масла. С другой стороны, Apostolakou et al. [50] проанализировали влияние мощности завода на экономическую жизнеспособность производства биодизеля с использованием процесса, катализируемого щелочами. Они обнаружили, что объем производства 60 кг / год является пороговым значением, выше которого увеличение масштаба производства может улучшить жизнеспособность процесса, поскольку стоимость производства биодизеля может быть значительно снижена.
Аналогичный результат был получен Ван Кастереном и Нисворо [51] для сверхкритического процесса с использованием отработанного кулинарного масла с тремя различными производственными мощностями (8, 80 и 125 кг биодизеля в год). Они обнаружили, что по мере увеличения мощности завода стоимость биодизеля снижается с 0,52 до 0,17 долларов США за литр. Glisic et al. [52] проанализировали экономику трех различных процессов производства биодизеля и исследовали влияние масштаба производства на чистую приведенную стоимость (NPV) процесса.Исследуемые процессы включали гомогенную катализируемую щелочью некаталитическую переэтерификацию для производства биодизельного топлива и процесс каталитического гидрирования для производства дизельного топлива. Авторы сообщают, что мощность завода существенно повлияла на чистую приведенную стоимость всех процессов. Специально для процесса каталитического гидрирования NPV увеличилась с 7 до 53,1 миллиона долларов США, так как мощность завода была увеличена со 100 до 200 килотонн в год. Они пришли к выводу, что мощность завода ниже 100 кг / год (для всех исследованных заводов) приводит к отрицательному значению NPV после 10 лет жизни проекта.
Совсем недавно Navarro-Pineda et al. [53] оценили экономику производства биодизеля из ятрофы с использованием процесса, катализируемого щелочами. Они также включали предшествующий процесс посадки ятрофы и производство гранул из жмыха, получаемого в процессе экстракции масла. Авторы обнаружили, что стоимость производства биодизеля остается постоянной, когда производственная мощность превышает 10 000 м 3 3 / год. Однако в этом масштабе затраты на растения были больше, чем доходы растений, которые могут быть компенсированы только более высокими урожаями масла ятрофы.Точно так же Кукос [54] указал, что завод с годовой производственной мощностью> 42 000 тонн может производить экономически конкурентоспособное биодизельное топливо, используя в качестве сырья отработанную кофейную гущу. Как сообщает Apostolakou et al. [51], удельная стоимость производства биодизельного топлива с химическим катализатором снижается и может быть выражена как функция от размера завода. Существенное снижение производственных затрат с 0,9 до 0,75 евро / л биодизеля наблюдалось при увеличении производственной мощности с 0 до 40 кг / год, после чего последовало плато [50].Напротив, общие капитальные вложения увеличиваются пропорционально размеру производства, но не линейно. Как правило, массовое производство всегда рентабельно и наиболее экономично, как и в случае с биодизелем. Это влияние размера установки на общие капитальные вложения было исследовано в предыдущем исследовании [23], где аналогичные тенденции были показаны для работы с дополнительными растворителями и без растворителей. Было замечено, что общие капитальные вложения варьируются от 10 до 60 миллионов евро, в то время как размер завода увеличивается с нуля до 1000 миллионов кг биодизеля в год [23].
Сырье
Большинство технико-экономических исследований пришли к выводу, что высокая стоимость производства биодизеля в основном связана с ценой на сырье. В исследовании экономической оценки, опубликованном Haas et al. [55] продемонстрировали, что стоимость производства биодизеля линейно увеличивается с увеличением стоимости исходного сырья. Они обнаружили, что стоимость сырья составляет около 88% от общей стоимости производства биодизеля. Таким образом, все большее внимание уделялось исследованию дешевого сырья как меры по снижению затрат на биодизельное топливо.Однако дешевый ресурс часто представляет собой сырье низкого качества, которое требует дополнительных затрат на обработку из-за стадий предварительной обработки, разделения и очистки. Например, в промышленных масштабах процесс с использованием основного катализатора является наиболее экономически жизнеспособным вариантом производства биодизельного топлива из высококачественных масел [32, 56]. Однако он переходит к неосуществимым решениям для низкокачественного нефтяного сырья (более дешевое сырье) с высоким содержанием свободных жирных кислот и воды из-за требований дополнительной энергоемкой предварительной обработки.Решение предлагает технология, позволяющая перерабатывать как низкое, так и высококачественное нефтяное сырье без каких-либо дополнительных этапов предварительной обработки. Сверхкритические некаталитические и ферментативные технологии производства биодизельного топлива являются примерами таких технологий, которые позволяют перерабатывать низкокачественное сырье без каких-либо требований предварительной обработки [19, 22, 23, 32].
Альтернативные технологии и их сравнение для экономичного производства биодизеля
Экономика производства биодизеля зависит от технологий производства, которые определяются количеством единичных операций и соответствующими затратами на оборудование и потреблением энергии [47].В качестве альтернативы, такие экономические преимущества могут также возникнуть из-за относительно более дешевого катализатора, используемого в процессе. Более того, тип катализатора очень важен, поскольку он определяет тип и последовательность производства и схему очистки.
В таблице 2 сравниваются исследования по экономической оценке различных каталитических процессов для производства биодизеля. Как упоминалось ранее, процесс, катализируемый щелочью, дает более высокие выходы при более коротком времени реакции, но он не является экономически жизнеспособным вариантом, когда рассматривается низкокачественная нефть [57].Он ограничен реакцией омыления (образование супа), которая происходит между катализатором и свободными жирными кислотами, что приводит к энергоемкой последующей очистке и делает процесс нерентабельным. Кислотно-катализируемый процесс позволяет избежать побочных реакций и может этерифицировать СЖК до биодизеля. Zhang et al. [57] показали, что процесс с кислотным катализом может дать более низкую стоимость производства, более низкую безубыточную цену биодизеля и лучшую ставку возврата после уплаты налогов по сравнению со щелочным процессом с использованием отработанного растительного масла.Однако низкая скорость реакции, высокая потребность в спирте при большом размере реактора и проблемы коррозии, вызванные кислотным катализатором, действительно имеют финансовые последствия и делают процесс экономически невыгодным [22, 32, 57].
Таблица 2 Сводка экономических параметров различных процессов с различным сырьемГетерогенный процесс с кислотным катализом может быть многообещающей альтернативой с экономическими преимуществами по сравнению с гомогенным процессом с кислотным катализом. Технико-экономический анализ, проведенный West et al.[22] показали, что гетерогенный процесс, катализируемый кислотой, имеет лучшие экономические показатели (более низкие производственные затраты и капитальные вложения) по сравнению с гомогенным процессом, катализируемым кислотой, который возникает из-за легкого разделения и возможности повторного использования катализатора, меньшей коррозионной природы и отсутствия промывки. этапы очистки продукта. Однако низкая скорость реакции и более низкий выход биодизеля остаются основными проблемами при использовании процессов с кислотным катализом. Эти проблемы могут быть решены путем переэтерификации триглицеридов сверхкритическим метанолом.Использование сверхкритических условий дает более высокий выход метилового эфира при более коротком времени реакции с уменьшенными стадиями очистки, что приводит к очень конкурентоспособным ценам на биодизельное топливо [32, 51] по сравнению с ранее обозначенными процессами [22, 56]. Исследование, проведенное Lee et al. [32] далее разработали экономические выгоды от сверхкритического некаталитического процесса, оценив наиболее многообещающие значения для нормы возврата дисконтированного денежного потока (DCFRR), дисконтированного периода окупаемости (DPP) и чистой приведенной стоимости (NPV) завода.Однако высокая потребность в спирте и экстремальные условия эксплуатации (350 ° C и 45 МПа) [22] делают процесс энергоемким и влекут за собой значительные затраты.
Другой перспективной технологией является процесс, катализируемый ферментами, который более выгоден [23, 36], чем химические и некаталитические процессы, с точки зрения более мягких условий реакции, допуска некачественного сырья и легкой очистки продуктов. Катализируемый ферментами процесс также можно проводить в присутствии растворителя для увеличения продуктивности фермента.Сотофт и др. [23], продемонстрировали, что стоимость фермента, которая составляла 50% стоимости сырья в отсутствие растворителя, снижалась примерно до 22%, когда т -бутанола использовали в качестве сорастворителя. Хотя стоимость фермента была значительно снижена, но это привело к высокой стоимости производства из-за высоких затрат энергии на восстановление растворителя. Использование сверхкритического CO 2 в качестве сорастворителя может дополнительно повысить рентабельность процесса как за счет увеличения продуктивности фермента, так и за счет исключения энергоемкой стадии восстановления растворителя [36].Это подтвердили Lisboa et al. [36], сообщая, что стоимость производства биодизеля составляет 0,75 евро / л, что ниже стоимости, оцененной Sotoft et al. [23] (2,35 евро / л биодизеля) для процесса без растворителей с аналогичной производительностью ферментов и ценой. Для низкокачественного нефтяного сырья ферментативный процесс экономически превосходит процессы с кислотным и щелочным катализом с точки зрения капитальных вложений, но уступает по эксплуатационным затратам [59]. Это несоответствие было связано с высокой стоимостью, связанной с иммобилизованным ферментом, что указывает на то, что повторное использование фермента для нескольких партий необходимо для снижения эксплуатационных расходов.Рентабельность процесса, оцененная по чистой приведенной стоимости (NPV) для предполагаемой процентной ставки 13,5% и продолжительности жизни растений 10 лет, показала, что ферментативный процесс более экономически привлекателен, чем процесс, катализируемый щелочью [44]. Как правило, возможность повторного использования иммобилизованного фермента или использование дешевого биокатализатора (растворимой или жидкой липазы) являются наиболее важными аспектами, улучшения в которых могут сделать ферментативный процесс экономически конкурентоспособным по сравнению с процессами, катализируемыми химическими веществами.
Экологическая оценка
Анализ жизненного цикла (LCA) широко используется в качестве инструмента для оценки экологических характеристик любого продукта или процесса.В предыдущих ОЖЦ (см. Таблицу 3) инвентаризация производства биодизеля, полученная с помощью автоматизированного процесса, вводилась в ОЖЦ для определения экологических горячих точек, способствующих воздействию, и оценки экологической устойчивости производства биодизеля. Как показано на рис. 9, инвентаризация, включающая потоки ввода-вывода, связана с средними категориями воздействия на окружающую среду и преобразуется в индикаторы категорий с использованием определенных характеристических факторов; Результаты агрегированных показателей представляют собой характеристические профили биодизельных систем, которые можно далее нормализовать и связать с охранными зонами (т.е. категории конечных точек, включая здоровье человека, экосистему, истощение ресурсов).
Таблица 3 Обзор исследований LCA, посвященных производству биодизеля Рис. 9Этап оценки воздействия жизненного цикла (LCIA)
Ключевые методологические проблемы в LCA
Производство биодизеля можно в основном разделить на три стадии жизненного цикла. Производство сырья — это первый этап, который включает выращивание, сбор, транспортировку и хранение масличных культур, а также производство и транспортировку всех необходимых химикатов.Второй этап включает предварительную обработку (измельчение, экстракцию и очистку) нефтяного сырья и преобразование путем этерификации / переэтерификации в биодизельное топливо. Третий этап включает хранение, распределение и транспортировку на заправочную станцию, а также возможное сжигание биодизеля. Как показано в таблице 3, исследование LCA, проведенное Hou et al. [60] приняли подход «от скважины к колесу», включив все соответствующие процессы на этапах жизненного цикла биодизеля (например, производство химикатов и энергии, выращивание и транспортировка сырья, производство биодизеля и сжигание биодизеля на этапе использования).Однако в большинстве обследованных исследований использовался подход от скважины до ворот (см. Таблицу 3), исключая этап распределения и конечного использования биодизеля. Этот подход полезен, когда проводится исследование для сравнения различных технологических путей производства биодизеля, поскольку производительность автомобильного двигателя не меняется при сгорании топлива, производимого разными технологическими способами [61]. Но когда целью оценки является сравнение биодизеля с его заменителем ископаемого топлива, например биодизельное топливо с обычным дизельным топливом, подход «от скважины к колесу» предлагает лучшее отражение общих характеристик жизненного цикла, где двигатель играет роль в выбросах выхлопных газов и характеристиках зажигания.Сообщается о значительном сокращении выбросов твердых частиц, углеводородов и окиси углерода, что является серьезным преимуществом биодизеля по сравнению с обычным дизельным топливом [62].
Функциональная единица — еще один важный фактор, который определяет количественно идентифицированные функции производственной системы, в которой связаны все потоки материалов и энергии, а также все эффекты, возникающие в результате этих потоков [63]. В ОЖЦ биодизеля можно выделить в основном четыре типа функциональных единиц, которые включают единицы, связанные с вводом, единицы, связанные с выпуском, единицы сельскохозяйственной земли и год [64].При оценке жизненного цикла биодизеля в большинстве исследований выбирались функциональные единицы на основе выхода продуктовой системы (например, тонна биодизеля, литр биодизеля, МДж биодизеля) [60, 65,66,67], в то время как в нескольких исследованиях использовались сельскохозяйственные земли и километры транспортной службы как функциональной единицы [68, 69]. Кроме того, в некоторых исследованиях представлены окончательные результаты с использованием многофункциональных устройств [68, 70]. Равиндра и др. [70] использовали функциональные единицы, относящиеся к затратам, выпускаемой продукции и сельскохозяйственным угодьям. Они использовали биодизельное топливо в качестве функциональной единицы, связанной с производительностью; функциональная единица экстракции масла — производство 1000 кг масла, а функциональная единица стадии сельского хозяйства — на гектар пашни.Аналогичным образом Zhang et al. [69] сообщили о двух функциональных единицах, связанных с производительностью, в своем исследовании для биодизеля на основе МДж биодизеля и 1 км пробега. Внедрение километража транспортных услуг в качестве функциональной единицы является лучшим вариантом, когда целью является сравнение биодизельного топлива и ископаемого топлива, используемого для транспортировки. Оценка с использованием нескольких функциональных единиц позволяет избежать предвзятых результатов и очень эффективна для лучшей оценки любой системы в различных сценариях.
Помимо определения функциональных единиц и границ системы, подход распределения, т.е.е. разделение нагрузки на окружающую среду между несколькими продуктами имеет большое значение для биодизельных систем [63]. В LCA для биодизеля основное внимание уделяется распределению между биодизелем и побочным продуктом — глицерином. В основном существует четыре варианта принятия подхода распределения, а именно: нулевое распределение, физическое распределение, распределение по экономической или рыночной стоимости и расширение системы или распределение на основе замещения [71]. Среди рассмотренных в этом обзоре ДЖЦ для биодизеля выбор распределения рассредоточен (Таблица 3).Распределение, принятое в большинстве LCA для биодизеля, было основано на физических свойствах продукта. В некоторых исследованиях, связанных с жизненным циклом жизненного цикла биодизеля, использовался подход нулевого распределения и возлагалось все экологическое бремя на биодизельное топливо, являющееся основным продуктом. Однако этот подход не обязательно отражает реальный вклад исследуемых продуктов. Различные процедуры распределения могут повлиять на результаты LCA для биодизеля, которые следует оценивать с помощью анализа чувствительности [63]. Castanheira и Freire [72] проанализировали чувствительность окончательных результатов LCA к различным подходам к распределению при оценке пальмового биодизеля.Они приняли три различных метода распределения (массовое распределение, распределение энергии и экономическое распределение) и заявили, что воздействие на окружающую среду, оцененное с помощью распределения энергии и экономики, было выше, чем воздействие, полученное с помощью распределения по массе. В нашей сводке в Таблице 3 показано отсутствие анализов устойчивости в LCA для биодизеля, то есть анализов чувствительности, не представленных в большинстве опубликованных работ.
Был опубликован ряд исследовательских статей по оценке экологических характеристик биодизеля и его использования с учетом различных видов сырья и альтернативных технологий производства.В следующих подразделах подробно обсуждаются экологические характеристики биодизеля, использующего различное сырье и различные технологии производства.
Экологические характеристики биодизеля при использовании различного сырья
Для производства биодизеля может использоваться разнообразное сырье, которое обеспечивает экологические преимущества в зависимости от требований сельского хозяйства, транспорта и некоторых других условий. Сырье, оцениваемое с точки зрения экологических характеристик биодизеля на протяжении его жизненного цикла, включает сырье первого, второго и третьего поколений, а также отработанные масла и жиры (см. Таблицу 3).Hou et al. [60] провели комплексную оценку биодизеля из различного сырья (соя, ятрофа, микроводоросли) и сравнили экологические характеристики обычного дизельного топлива (полученного из ископаемых). Среди различных видов сырья микроводоросли являются более реальной альтернативой с точки зрения потенциала экотоксичности для наземных экосистем (TEP) и потенциала экотоксичности для пресной воды (FWAEP) из-за меньших затрат сельского хозяйства. Hou et al. [60] обнаружили, что на долю FWAEP, вызванного сельскохозяйственным процессом, приходилось 92%, 43.9% и 91% от общей нагрузки на окружающую среду в жизненном цикле ятрофы, микроводорослей и биодизеля на основе сои, соответственно. По сравнению с обычным дизельным топливом биодизельное топливо показало лучшие результаты с точки зрения потенциала глобального потепления (GWP), истощения озонового слоя (ODP) и абиотического истощения (ADP), но показало худшие характеристики в отношении подкисления, эвтрофикации, фотохимического окисления и токсичности [60]. Лучшая производительность биодизеля в ADP, GWP и ODP в основном связана с поглощением CO 2 и солнечной энергией из окружающей среды через фотосинтез во время сельского хозяйства биомассы.В другом исследовании экологические характеристики биодизеля второго поколения сравнивались с биодизелем на основе отработанного масла [65]. При сравнении непищевого масла из ятрофы с отработанным кулинарным маслом для производства биодизеля, последнее показало меньшее воздействие на окружающую среду по всем категориям ущерба (изменение климата, здоровье человека и качество экосистем). Ухудшение экологических характеристик биодизеля на основе ятрофы объясняется потребностями в удобрениях, химикатах, воде и земле для выращивания и сбора биомассы [65].Тем не менее, отходы биодизельного топлива на основе кулинарного жира показали серьезное воздействие на окружающую среду в отношении категорий ущерба, связанных с ресурсами (включая добычу полезных ископаемых и спрос на невозобновляемые источники энергии). Общая нагрузка на окружающую среду была на 74% ниже при использовании отработанного растительного масла в качестве сырья по сравнению с маслом ятрофы [65].
Для сравнения воздействия на окружающую среду различных исходных отходов Dufour et al. [73] применили комплексный анализ исходного сырья, включая говяжий жир, осадок сточных вод, птичий жир и отработанное растительное масло.Объем исследования был дополнительно расширен путем проведения поэтапного анализа сырья первого поколения (соя и рапс) для сравнения воздействия биодизельного топлива, полученного из отработанного масла, на первое поколение и обычное дизельное топливо. Когда эти результаты были сопоставлены, результаты выявили экологическое превосходство биодизеля, полученного из материалов с высоким содержанием FFA, по сравнению как с биодизелем первого поколения, так и с обычным дизельным топливом. В то время как среди сырья, богатого FFA, отработанное растительное масло показало лучшие экологические характеристики с точки зрения экономии парниковых газов [73].Из приведенного выше обсуждения можно сделать вывод, что отработанные масла являются важнейшим стимулирующим сырьем для производства биодизеля.
Экологические характеристики биодизеля из технологических маршрутов с химическим катализом
Помимо сравнения различного потенциального сырья, LCA также проводились с точки зрения сравнения различных технологических путей производства биодизеля. Одно из таких исследований было проведено Morais et al. [74] для оценки экологической жизнеспособности биодизеля, полученного с использованием трех технологических альтернатив, включая некаталитический процесс (сверхкритический) с пропаном в качестве сорастворителя, процесс с кислотным катализом и традиционный процесс с щелочным катализом и предварительной обработкой кислотой.Для каждой альтернативной технологии истощение абиотических ресурсов и потенциал морской водной экотоксичности были признаны наиболее актуальными категориями воздействия на окружающую среду. Метанол, который используется в качестве сырья во всех альтернативных процессах, в значительной степени способствует истощению абиотических ресурсов, поскольку он синтезируется из ископаемых ресурсов. По сравнению с метанолом, этанол может быть предпочтительным вариантом из-за его возобновляемого происхождения. То есть этанол отвечает за абсорбцию значительного количества CO 2 , значительно уменьшая эффект парниковых газов производственной системы [75].Помимо этого, некаталитический (сверхкритические условия) способ с использованием пропана в качестве сорастворителя является относительно более экологически благоприятным процессом [74]. Это связано с отсутствием катализатора и меньшим расходом пара по сравнению с другим процессом.
В то время как кислотный катализатор обычно вызывает наибольшее воздействие на окружающую среду, в основном из-за высокого энергетического профиля, связанного с операцией по извлечению метанола. Сообщается, что по сравнению с процессом, катализируемым щелочью, сверхкритический некаталитический процесс снижает подкисление на 754%, сокращение абиотических ресурсов на 313%, экотоксичность морской воды на 793% и глобальное потепление на 496% [74].При сравнении воздействия на окружающую среду щелочного катализатора (гидроксида калия и гидроксида натрия) гидроксид натрия (NaOH) оказывает большее воздействие на окружающую среду на качество экосистемы и здоровье человека [76]. Это можно объяснить тем, что гидроксид натрия является опасным для окружающей среды материалом по сравнению с гидроксидом калия (КОН). Кроме того, NaOH дает водорастворимые соли при нейтрализации кислотой, а KOH осаждается до сульфата калия в результате реакции с серной кислотой. Солевые осадки уменьшают общее потребление воды и сброс загрязненной воды в окружающую среду, в то время как при использовании NaOH этого не происходит [23].
Экологические характеристики биодизеля из технологических маршрутов, катализируемых ферментами
В отличие от вышеупомянутых исследований, многие исследователи оценили ферментативную технологию производства биодизеля в своих LCA и сообщили, что эта технология потенциально оказывает меньшее воздействие на окружающую среду по сравнению с химико-каталитическими технологиями. Например, использование биокатализатора (фосфолипазы) для рафинирования растительных масел может снизить эквивалентный CO 2 на 44 тонны на 1000 тонн произведенного масла из-за высокой эффективности и низкой потребности в сырье [77].Для дальнейшего изучения экологических преимуществ ферментативного производства биодизеля были проведены LCA для сравнения ферментативного процесса с процессом, катализируемым щелочами. Эти исследования показали, что процесс, катализируемый ферментами, превосходит процесс, катализируемый щелочами, по каждой категории потенциальных воздействий, включая токсичность для человека, глобальное потепление и разрушение озонового слоя [33, 70]. Равиндра и др. [70] сравнили результаты для обоих процессов на основе единой оценки и окончательной общей оценки.Результат единой оценки показал, что для обоих процессов землепользование оказывает наибольшее воздействие на окружающую среду (75% для катализируемых ферментами и 70% для катализируемых щелочами). Однако общая оценка указывает на меньший вклад ферментативно-катализируемого процесса в общее воздействие на окружающую среду [70]. Было обнаружено, что использование иммобилизованного фермента вместо свободного фермента в производстве биодизельного топлива дополнительно снижает нагрузку на окружающую среду для производственных процессов [67]. Это связано с тем, что повторное использование иммобилизованной липазы снижает потребление минералов и углеводов, необходимых для производства ее растворимой формы.
В целом технология производства ферментов обеспечивает значительное снижение воздействия на окружающую среду по сравнению с процессами с химическим катализатором. Однако фотохимическое образование озона, потенциал глобального потепления, земная экотоксичность и потенциал токсичности для человека — вот некоторые из категорий воздействия, в которых ферментативный процесс демонстрирует почти такой же вклад, как и традиционный процесс, катализируемый щелочью [11]. Эти категории воздействия могут быть снижены для ферментативного процесса, когда избегается стадия сельского хозяйства и в качестве сырья используется дешевое отработанное растительное масло.В ходе исследования было подсчитано, что для производства одной тонны биодизельного топлива в атмосферу выбрасывается 1775, 1633 и 383 кг CO 2 экв. В результате катализируемых щелочью, ферментов и ферментов с использованием отработанного кулинарного масла, соответственно. [11]. Последний процесс показывает значительное сокращение выбросов парниковых газов. На Рисунке 10 показаны выбросы парниковых газов для биодизеля в рамках проведенных в этом обзоре исследований LCA (см. Таблицу 3). Как правило, выбросы парниковых газов находятся в диапазоне от 0,51 × 10 –4 до 0.11 кг CO 2 экв / МДж биодизеля, что в большинстве случаев ниже, чем у обычного дизельного топлива, что обеспечивает чистое сокращение выбросов парниковых газов при использовании биодизеля в качестве замены бензинового дизельного топлива. Различия в выбросах парниковых газов при использовании одной и той же технологии и использования одного и того же сырья можно отнести к различиям в границах системы, методах распределения и других методологических допущениях. В большинстве случаев ферментативные процессы показывают значительное сокращение выбросов парниковых газов по сравнению с процессами с химическим катализом, что, вероятно, связано со снижением потребления энергии.В целом можно сделать вывод, что ферментативный процесс более безопасен для окружающей среды по сравнению с процессами с химическим катализом.
Рис. 10Выбросы ПГ в обследованных исследованиях жизненного цикла биодизеля [11, 29, 60, 67, 73, 75] (обычное дизельное топливо [68])
Оптимизированное производство биодизеля из отработанного кулинарного масла (WCO) с использованием оксида кальция (CaO) Нанокатализатор
Характеристика WCO
Процесс обжарки изменяет химические и физические характеристики масла, потому что в процессе обжарки происходили многие химические реакции, такие как гидролиз, полимеризация, окисление и перенос материала между маслом и пищей.Физико-химические свойства собранных образцов WCO приведены в таблице 1.
Таблица 1 Физико-химические свойства образцов отработанного кулинарного масла.Характеристики катализатора
XRD-анализ
Поскольку интенсивность дифракции XRD (картина) наночастиц CaO представлена на рис. 1, а значение 2θ синтезированного CaO-катализатора было видно в диапазоне 15–70 °.
Рисунок 1Результат XRD синтезированного нанокатализатора CaO.
Как видно на рис.1, острые спектры свидетельствуют о высокой кристалличности порошка. Острые пики проявлялись при 2-тета (2θ) 32,25 °, 37,41 °, 43,03 °, 53,92 ° и 64,2 °. Диаметр кристаллитов (D) наночастиц CaO в нанометрах был рассчитан с использованием уравнения Дебая-Шеррера (D = Kλ / β cos θ), и, как видно из таблицы 2, размер частиц синтезированного CaO составляет от 27,02 до 31,21 нм. нм, при среднем размере кристаллов 29.072 нм.
Таблица 2 Результаты рентгенограммы при пиковых значениях.Анализ SEM
Анализ растровой электронной микроскопии (SEM) выполняли при увеличении 50 мкм, 10 мкм и 5 мкм, как показано на рис. 2 (a – c), соответственно. Согласно SEM-изображениям, приготовленный нанокатализатор CaO обычно содержит частицы неправильной формы, пористую структуру и обладает активными центрами. Другими словами, частицы были разных размеров и форм, что указывает на то, что катализатор имеет большую площадь поверхности для реакции.
На рис. 2( a — c ) показаны СЭМ-изображения синтезированного нанокатализатора CaO при увеличении 50, 10 и 5 мкм соответственно.
Оптимизация параметров реакции
Загрузка катализаторов
Чтобы учесть влияние катализатора на выход биодизельного топлива, базовая реакция без катализатора была проведена при температуре реакции 50 ° C, времени реакции 90 минут и превращении масла в метанол соотношение при реакциях 1: 8, и это не дает биодизеля. Следовательно, наличие и количество используемого катализатора играет жизненно важную роль в процессе оптимизации производства биодизельного топлива в реакции переэтерификации.В этой исследовательской работе количество катализатора, используемого для выхода количества биодизеля, было исследовано путем изменения количества процентной массы катализатора в диапазоне от 0,5% до 5% масс / масс в зависимости от массы WCO и поддержания постоянной температуры реакции при 50 ° C, время реакции 90 минут и отношение масла к метанолу 1: 8, как показано на рис. 3.
Рисунок 3Влияние количества катализатора CaO (%) на выход биодизеля (%).
Как видно из результата, выход биодизеля увеличивается при увеличении концентрации катализатора от 0.От 5 до 1% по весу, в то время как дальнейшее увеличение концентрации загрузки катализатора указывает на снижение выхода биодизельного топлива. Соответственно, оптимальное количество катализатора было отмечено при загрузке катализатора 1% мас. / Мас. С выходом биодизеля 96%. Избыток катализатора несколько снизил выход биодизельного топлива, потому что избыточное количество катализатора также увеличивает образование мыла при реакции и препятствует дальнейшему производству биодизеля 25 . В отличие от других гетерогенных нанокатализаторов, нано-СаО были приготовлены без особых усилий, и для этого требуется только подготовка и активация путем прокаливания приготовленного катализатора 26 .Кроме того, он недорогой, экологически чистый, простой в обращении, с низкой растворимостью в органических растворителях, с высокой основностью и возможностью повторного использования 26,27,28 . Возможность повторного использования CaO в этой исследовательской работе не проводилась. Однако во многих исследованиях можно увидеть, что катализатор Nano-CaO можно повторно использовать без значительного каталитического декремента с трех 26 до шести 28 раз.
Молярное отношение WCO к метанолу
Влияние переменного молярного отношения масла к метанолу на выход биодизельного топлива было изучено для соотношений 1: 4, 1: 5, 1: 6, 1: 7, 1: 8, 1 : 9 и 1:10.Стехиометрическое молярное отношение триглицерида к метанолу в реакции переэтерификации составляет 1: 3. Итак, 1: 4 было принято в качестве начального значения для отношения нефти к метанолу. Отношение масла к метанолу варьировали от 1: 4 до 1:10, поддерживая постоянную температуру реакции на уровне 50 ° C, время реакции на уровне 90 минут и поддерживая оптимальное значение количества катализатора 1% с массой WCO и наблюдается процентное изменение доходности.
Как ясно показано на рис. 4, молярное отношение масла к метанолу оказывает существенное влияние на выход биодизельного топлива.Когда молярное соотношение увеличивается с 1: 4 до 1: 8, выход биодизеля также увеличивается. Оптимальное молярное отношение масла к метанолу составляет 1: 8 с выходом биодизеля 96%. Чтобы увеличить скорость метанолиза, количество метанола должно быть избыточным, чтобы способствовать образованию метоксигрупп на поверхности катализатора. Это сместит равновесие в сторону образования биодизеля. Более того, выход биодизеля немного снижается, когда молярное отношение масла к метанолу выше оптимального соотношения 1: 8.Кроме того, наличие избытка спирта в продукте влияет на качество биодизельного топлива за счет снижения его вязкости, плотности и температуры вспышки 29 . В процессе переэтерификации в качестве побочного продукта реакции получают глицерин. Глицерин хорошо растворяется в избытке метанола и позже препятствует реакции метанола с реагентами и катализатором. Следовательно, это делает отделение глицерина от продукта очень сложным и позволяет равновесию сместиться в обратном направлении и, как следствие, снижает выход биодизельного топлива.
Рисунок 4Влияние диапазона отношения WCO к метанолу от 1: 4 до 1:10 на выход биодизельного топлива (%).
Температура реакции
Сохранение молярного отношения метанола к маслу и загрузки катализатора постоянными на их оптимальном уровне (1: 8 и 1%) и изменение температуры реакции от 30 ° C до 70 ° C дали результат, как показано на рис. 5. Это показывает, что выход биодизеля из отработанного кулинарного масла при различных температурах реакции от 30 до 70 ° C.
Рисунок 5Влияние температуры реакции на выход биодизеля (%).
Выход биодизеля увеличивается при повышении температуры до 50 ° C, что является оптимальной точкой и дает 96% выхода биодизеля. Выше этой температуры выход резко снижается и достигает 74% при 70 ° C. Приложенной тепловой энергии должно быть достаточно для преодоления диффузионного сопротивления, развиваемого в трех фазах реакционной смеси (т.е. масло-спирт-катализатор). Однако применение температуры за пределами оптимального диапазона не является предпочтительным. Поскольку по мере того, как температура достигает точки кипения метанола, он быстро испаряется и образует большое количество пузырьков, что затрудняет реакцию и приводит к снижению выхода биодизельного топлива.
Время реакции
Изменение времени реакции от 30 до 130 минут и поддержание молярного отношения метанола к маслу, количества загруженного катализатора и постоянной температуры на их оптимальном значении дали результат, показанный на рис. 6. Это показывает выход биодизельного топлива из отработанного кулинарного масла в результате реакции переэтерификации при различной продолжительности реакции от 30 до 130 минут.
Рисунок 6Влияние времени реакции (минуты) на выход биодизеля (%).
На первых стадиях реакции переэтерификации прямая реакция или производство биодизеля протекала быстро, пока не достигнет равновесия. Однако обратная реакция начиналась после того, как реакции превышали оптимальную продолжительность реакции. Следовательно, слишком большая продолжительность реакции снижает выход биодизельного топлива. В связи с этим, определение оптимальной продолжительности реакции для переэтерификации является жизненно важным, и в этом случае исследовательской работы оптимальная продолжительность реакции составляла 90 минут с выходом биодизельного топлива 96%.
Общее влияние параметров реакции
Как показано на рис. 7, экспериментальные результаты показали максимальный выход 96,0% (мас. / Мас.), Поэтому был сделан вывод, что максимальный выход биодизеля был получен при 1% (мас. / мас.) загрузки катализатора, молярное отношение масла к метанолу 1: 8 при температуре 50 ° C и продолжительности реакции 90 минут.
Рисунок 7Общее влияние параметров реакции на выход биодизеля (%).
Вязкость полученного биодизеля, удельный вес, вода и осадок, общая кислотность, зольность и содержание серы были проверены в соответствии с ASTM D6571, и было обнаружено, что они хорошо согласуются, см. Таблицу 3.Биодизельное топливо из отработанного кулинарного масла можно использовать в качестве дизельного топлива и в качестве более чистого домашнего источника энергии для приготовления пищи.
Таблица 3 Характеристики произведенного биодизеля в сравнении со стандартными значениями.Что такое биодизель
Что такое биодизель? Каковы преимущества биодизеля? Производство биодизеля Производственный процесс| Поля рапса дают яркие цвета |
Что такое биодизель?
Биодизель — это альтернативное топливо, аналогичное обычному или ископаемому дизельному топливу.Биодизель можно производить из прямой растительное масло, животное масло / жиры, жир и отработанное кулинарное масло. Процесс, используемый для преобразования этих масел в биодизельное топливо: называется переэтерификацией. Этот процесс более подробно описан ниже. Максимально возможный источник подходящего масла получают из масличных культур, таких как рапс, пальма или соя. В Великобритании рапс представляет наибольшую потенциал для производства биодизеля. Большая часть производимого в настоящее время биодизеля производится из отработанного растительного масла. из ресторанов, магазинов чипсов, промышленных производителей продуктов питания, таких как Birdseye и т. д.Хотя масло прямо из сельского хозяйства промышленность представляет собой величайший потенциальный источник, она не добывается коммерчески просто потому, что сырая нефть слишком дорого. После того, как была добавлена стоимость преобразования его в биодизельное топливо, он стал слишком дорогим, чтобы конкурировать с ископаемым дизельным топливом. Отработанное растительное масло часто можно получить бесплатно или получить уже обработанное за небольшую плату. (Отработанное масло необходимо обработать перед переходом на биодизельное топливо для удаления примесей).В результате производится биодизель. из отработанного растительного масла может конкурировать с ископаемым дизельным топливом. Подробнее о стоимости биодизеля и таких факторах, как пошлина играют важную роль можно найти здесь.
Каковы преимущества биодизеля?Биодизель обладает множеством экологически полезных свойств. Основное преимущество биодизеля заключается в том, что его можно описать как углеродно-нейтральный. Это означает, что топливо не производит чистого углерода в виде диоксида углерода (CO2).Этот Эффект возникает из-за того, что при росте масличных культур поглощается такое же количество CO2, которое выделяется при сгорании топлива. На самом деле это не совсем точно, так как CO2 выделяется во время производства удобрений, необходимых для внесения удобрений. поля, на которых выращиваются масличные культуры. Производство удобрений — не единственный источник загрязнения, связанного с производство биодизеля, другие источники включают процесс этерификации, экстракцию масла растворителем, очистка, сушка и транспортировка.Все эти процессы требуют ввода энергии в виде электричества или от топлива, оба из которых обычно приводят к выбросу парниковых газов. Чтобы правильно оценить влияние все эти источники требуют использования метода, называемого анализом жизненного цикла. Наш раздел по LCA присматривается к этому анализу. Биодизельное топливо быстро разлагается микроорганизмами и совершенно нетоксично, а это означает, что утечки представляют гораздо меньший риск, чем ископаемое. разливы дизельного топлива.Биодизель имеет более высокую температуру воспламенения, чем ископаемое дизельное топливо, и поэтому он более безопасен в случае аварии.
Производство биодизеляКак упоминалось выше, биодизель можно производить из растительного масла прямого действия, животного масла / жиров, твердого жира и отработанных масел. Существует три основных пути производства биодизеля из масел и жиров:
- Переэтерификация масла, катализируемая основанием.
- Прямая переэтерификация масла, катализируемая кислотой.
- Преобразование масла в жирные кислоты, а затем в биодизельное топливо.
Почти все биодизельное топливо производится с использованием переэтерификации, катализируемой основанием, поскольку это наиболее экономичный процесс, требующий только низкие температуры и давления с выходом конверсии 98%. По этой причине только этот процесс будет описано в этом отчете.
Процесс переэтерификации — это реакция триглицерида (жир / масло) со спиртом с образованием сложных эфиров и глицерина.Триглицерид имеет молекулу глицерина в качестве основы с тремя присоединенными длинноцепочечными жирными кислотами. Характеристики жир определяется природой жирных кислот, связанных с глицерином. Природа жирных кислот может в свою очередь влияют на характеристики биодизеля. В процессе этерификации триглицерид реагирует с спирт в присутствии катализатора, обычно сильной щелочи, такой как гидроксид натрия. Спирт реагирует с жирные кислоты с образованием сложного моноалкилового эфира или биодизельное топливо и сырой глицерин.В большинстве производств метанол или этанол используемый спирт (метанол производит сложные метиловые эфиры, этанол дает этиловые эфиры) и является основанием, катализируемым либо гидроксид калия или натрия. Было обнаружено, что гидроксид калия более подходит для биодизельного топлива на основе этилового эфира. Для получения метилового эфира можно использовать любое из оснований. Обычным продуктом процесса переэтерификации является изнасилование. Метиловый эфир (RME), полученный из сырого рапсового масла, прореагировал с метанолом.
На приведенном ниже рисунке показан химический процесс получения биодизельного топлива на основе метилового эфира. Реакция между жиром или маслом и спиртом является обратимой реакцией, поэтому необходимо добавлять спирт в избытке, чтобы направить реакцию вправо и обеспечить полное преобразование.
Продуктами реакции являются собственно биодизельное топливо и глицерин.
Об успешной реакции переэтерификации свидетельствует разделение слоев сложного эфира и глицерина после время реакции.Более тяжелый побочный продукт, глицерин осаждается, и его можно продавать как есть, или он может быть очищен для использования в другие отрасли, например фармацевтика, косметика и т. д.
Прямое растительное масло (SVO) можно использовать непосредственно в качестве заменителя ископаемого дизельного топлива, однако использование этого топлива может привести к некоторые довольно серьезные проблемы с двигателем. Из-за своей относительно высокой вязкости SVO приводит к плохому распылению топлива, неполное сгорание, закоксовывание топливных форсунок, карбонизация колец и скопление топлива в смазочном масле.Лучшим методом решения этих проблем является переэтерификация масла.
Преимущества переэтерификации масла для сгорания двигателя:
- Пониженная вязкость
- Полное удаление глицеридов
- Пониженная точка кипения
- Пониженная температура вспышки
- Пониженная температура застывания
Ниже приводится пример простой производственной схемы с кратким объяснением каждого шага.(ссылка 1)
Смесь спирта и катализатора
Катализатор обычно представляет собой гидроксид натрия (едкий натр) или гидроксид калия (поташ). Его растворяют в спирте с помощью стандартной мешалки или миксера. Реакция. Затем смесь спирт / катализатор загружают в закрытый реакционный сосуд и добавляют масло или жир. С этого момента система полностью закрыта от атмосферы, чтобы предотвратить потерю алкоголя.Реакционная смесь держится чуть выше точки кипения спирта (около 160 F), чтобы ускорить вверх реакция и реакция имеет место. Рекомендуемое время реакции варьируется от 1 до 8 часов, а некоторые системы рекомендуют проводить реакцию при комнатной температуре. Избыточный спирт обычно используется для обеспечения полной конверсии жир или масло к его сложным эфирам. Необходимо следить за количеством воды и свободных жирных кислот в поступающем масле или жире. Если уровень свободных жирных кислот или воды слишком высок, это может вызвать проблемы с образованием мыла и отделением побочный продукт глицерина ниже по потоку.
Разделение
После завершения реакции существуют два основных продукта: глицерин и биодизель. У каждого есть значительное количество избыток метанола, который использовали в реакции. Прореагировавшую смесь иногда нейтрализуют на этом этапе, если это необходимо. Глицериновая фаза намного более плотная, чем фаза биодизеля, и их можно просто разделить под действием силы тяжести с помощью глицерина. отводится от дна отстойника.В некоторых случаях для более быстрого разделения двух материалов используется центрифуга.
Удаление спирта
После разделения фаз глицерина и биодизеля избыток спирта в каждой фазе удаляется с помощью процесс мгновенного испарения или перегонкой. В других системах спирт удаляется, а смесь нейтрализуется перед глицерин и сложные эфиры были разделены. В любом случае спирт восстанавливается с помощью дистилляционного оборудования и используется повторно.Необходимо следить за тем, чтобы вода не скапливалась в потоке рекуперированного спирта.
Нейтрализация глицерина
Побочный продукт глицерина содержит неиспользованный катализатор и мыла, которые нейтрализуются кислотой и отправляются на хранение. как сырой глицерин. В некоторых случаях соль, образовавшаяся на этом этапе, восстанавливается для использования в качестве удобрения. В большинстве случаев соль остается в глицерине. Вода и спирт удаляются, чтобы получить глицерин с чистотой 80-88%, который готов к продаже. как сырой глицерин.При более сложных операциях глицерин перегоняется до чистоты 99% или выше и продается в косметический и фармацевтический рынки.
Промывка на основе метилового эфира
После отделения от глицерина биодизель иногда очищают путем осторожной промывки теплой водой для удаления Остаточный катализатор или мыла сушат и отправляют на хранение. В некоторых процессах этот шаг не нужен. Это обычно окончание производственного процесса, в результате которого получается прозрачная жидкость янтарно-желтого цвета с вязкостью, аналогичной нефтедизелю.В некоторых системах биодизель перегоняется на дополнительной стадии для удаления небольших количеств цветных тел с целью получения бесцветный биодизель.
Качество продукции
Перед использованием в качестве коммерческого топлива готовое биодизельное топливо необходимо проанализировать с помощью сложного аналитического оборудования. чтобы убедиться, что он соответствует всем требуемым спецификациям. Наиболее важные аспекты производства биодизеля для устранения проблем К свободной эксплуатации в дизельных двигателях относятся:
- Полная реакция
- Удаление глицерина
- Удаление катализатора
- Удаление спирта
- Отсутствие свободных жирных кислот
Системный анализ производства биодизеля из пшеничной соломы с использованием маслянистых дрожжей: разработка процесса, баланс массы и энергии | Биотехнология для производства биотоплива
SEA. Энергопотребление в транспортном секторе 2014, Отчет ES2015: 01. Шведское энергетическое агентство. 2015.
SEA. Устойчивая биоэнергетика и жидкое биотопливо в течение 2014 года. Отчет: 2015: 12. Шведское энергетическое агентство 2015.
EUROSTAT. Первичное производство возобновляемой энергии по видам. 2015. http://ec.europa.eu/eurostat/tgm/refreshTableAction.do?tab=table&plugin=1&pcode=ten00081&language=en. По состоянию на 26 января 2016 г.
Balat M.Производство биоэтанола из лигноцеллюлозных материалов биохимическим путем: обзор. Energy Convers Manag. 2011; 52 (2): 858–75.
CAS Статья Google Scholar
JRC. Подробный анализ автомобильного топлива и силовых агрегатов будущего в европейском контексте в версии 2c. Объединенный исследовательский центр / CONCAWE / EUCAR. 2007.
Wiloso EI, Heijungs R, de Snoo GR. LCA биоэтанола второго поколения: обзор и некоторые вопросы, которые необходимо решить для надлежащей практики LCA.Renew Sustain Energy Rev.2012; 16 (7): 5295–308.
CAS Статья Google Scholar
Эскобар Дж. К., Лора Е. С., Вентурини О. Дж., Яньес Э. Э., Кастильо Э. Ф., Алмазан О. Биотопливо: окружающая среда, технологии и продовольственная безопасность. Renew Sustain Energy Rev.2009; 13 (6): 1275–87.
CAS Статья Google Scholar
Пассот В. Биоэтанол и другие виды биотоплива, in. In: Piskur J, Compagno C, editors.Молекулярные механизмы в метаболизме углерода дрожжей. Springer: Берлин-Гейдельберг; 2014. с. 217–59.
Глава Google Scholar
Sitepu IR, Garay LA, Sestric R, Levin D, Block DE, German JB, Boundy-Mills KL. Масляные дрожжи для биодизеля: текущие и будущие тенденции в биологии и производстве. Biotechnol Adv. 2014; 32 (7): 1336–60.
CAS Статья Google Scholar
Ху Ц, Ву С, Ван Цзинь, Цзинь Цзинь, Шэнь Х, Чжао KZ. Одновременное использование глюкозы и ксилозы для производства липидов Trichosporon cutaneum . Биотехнология Биотопливо. 2011; 4 (1): 1–8.
CAS Статья Google Scholar
Ratledge C, Wynn JP. Биохимия и молекулярная биология накопления липидов у маслянистых микроорганизмов. Adv Appl Microbiol. 2002; 51: 1–52.
CAS Статья Google Scholar
Торп Р., Ратледж С. Распределение жирных кислот в триглицеридах дрожжей, выращенных на глюкозе или н-алканах. J Gen Microbiol. 1972. С. 72 (1): 151–63.
CAS Статья Google Scholar
Папаниколау С., Аггелис Г. Липиды масляных дрожжей. Часть II: технологии и потенциальные приложения. Eur J Lipid Sci Technol. 2011; 113 (8): 1052–73.
CAS Статья Google Scholar
Ли Q, Du W, Лю Д. Перспективы микробных масел для производства биодизеля. Appl Microbiol Biotechnol. 2008. 80 (5): 749–56.
CAS Статья Google Scholar
Хуанг К., Чен XF, Сюн Л., Чен XD, Ма Л., Чен Ю. Производство одноклеточного масла из недорогих субстратов: возможность и потенциал его индустриализации. Biotechnol Adv. 2013. 31 (2): 129–39.
CAS Статья Google Scholar
Кутинас А.А., Хатцифрагкоу А., Копсахелис Н., Папаниколау С., Кукос И.К. Дизайн и технико-экономическая оценка производства микробного масла как возобновляемого ресурса для биодизельного и олеохимического производства. Топливо. 2014; 116: 566–77.
CAS Статья Google Scholar
Джин М., Слинингер П.Дж., Дин Б.С., Вагмод С., Мозер Б.Р., Орхуэла А., да Коста Соуза Л., Балан В. Лигноцеллюлозный биоперерабатывающий завод на основе микробных липидов: осуществимость и проблемы.Trends Biotechnol. 2015; 33 (1): 43–54.
CAS Статья Google Scholar
Чжоу В., Ли Ю., Чжан Ю., Чжао З. Оценка энергоэффективности производства липидов маслянистыми дрожжами Rhodosporidium toruloides . J Therm Anal Calorim. 2011; 108 (1): 119–26.
Артикул Google Scholar
Пан Дж. Г., Ри Дж. С.. Урожайность биомассы и энергетический выход маслянистых дрожжей в периодическом культивировании.Biotechnol Bioeng. 1986. 28 (1): 112–4.
CAS Статья Google Scholar
Ratledge C. Масла и жиры микробов — обзор. Biotechnol Oils Fats Ind.1984; 11: 119.
CAS Google Scholar
Эдвардс Р., Лариве Дж. Ф., Рикерд Д., Вайндорф В. В: Годвин С., Хасс Х, Кразенбринк А., Лонза Л., Маас Х, Нельсон Р., Рид А., Роуз К. Д., редакторы. Приложение 1 – Версия 4а «От скважины к резервуару» Коэффициенты пересчета и свойства топлива.Люксембург: Центр совместных исследований, Бюро публикаций Европейского Союза. 2014.
Джомо С.Н., Касмиуи О.Е., Сеулеманс Р. Энергетический баланс и баланс парниковых газов при производстве биоэнергии из тополя и ивы: обзор. GCB Bioenerg. 2011; 3 (3): 181–97.
CAS Статья Google Scholar
Эдвардс Р., Лариве Дж.Ф., Безиат Дж.С. Подробный анализ будущих видов автомобильного топлива и силовых агрегатов в европейском контексте.ПРИЛОЖЕНИЕ 2 Описание и подробное описание баланса энергии и парниковых газов отдельных путей. Люксембург: Центр совместных исследований, Бюро публикаций Европейского Союза. 2011.
EcoinventCenter. Ecoinvent data v2.2 отчетов ecoinvent no. 1–25. Дюбендорф: Швейцарский центр изобретений жизненного цикла; 2010.
Годе Дж., Мартинссон Ф., Хагберг Л., Оман А., Хёглунд Дж., Палм Д. Книга экологических фактов 2011 г. Расчетные коэффициенты выбросов для топлива, электроэнергии, тепла и транспорта.Отчет 1183. Värmeforsk Service AB. МОРЕ. 2011.
Нильссон Д. Энергетический, эксергетический и аварийный анализ использования соломы в качестве топлива в установках централизованного теплоснабжения. Биомасса Биоэнерг. 1997. 13 (1): 63–73.
Артикул Google Scholar
Börjesson P, Tufvesson LM. Биотопливо на основе сельскохозяйственных культур — эффективность использования ресурсов и экологические показатели, включая прямые изменения в землепользовании. J Clean Prod. 2011; 19 (2): 108–20.
Артикул Google Scholar
Экман А., Валлберг О., Йоэльссон Э., Бёрьессон П. Возможности устойчивых биоперерабатывающих заводов на основе сельскохозяйственных остатков — пример потенциального производства этанола на основе соломы в Швеции. Appl Energy. 2013; 102: 299–308.
CAS Статья Google Scholar
Карлссон Х., Бёрджессон П., Ханссон П.-А, Альгрен С. Производство этанола на предприятиях биопереработки с использованием лигноцеллюлозного сырья — производительность парниковых газов, энергетический баланс и значение методологии расчета жизненного цикла.J Clean Prod. 2014; 83: 420–7.
CAS Статья Google Scholar
NREL. Биоэтанол из кукурузной соломы. Образец модели предоставлен Aspen Tech. Голден, Колорадо: Национальная лаборатория возобновляемых источников энергии; 2006.
Humbrid D, Davis R, Tao L, Kinchin C, Hsu D, Aden A, Schoen P, Lukas J, Olthof B, Worley M, Sexton D, Dudgeon D. Превращение лигноцеллюлозной биомассы в предварительную обработку разбавленной кислотой этанола и ферментативный гидролиз кукурузной соломы.Технический отчет NREL / TP-5100-47764. Национальная лаборатория возобновляемых источников энергии. 2011.
Miao Z, Grift TE, Hansen AC, Ting KC. Потребность в энергии для измельчения биомассы в зависимости от физических свойств частиц. Ind Crops Prod. 2011; 33 (2): 504–13.
CAS Статья Google Scholar
Линде М., Якобссон Э.Л., Галбе М., Закки Г. Предварительная обработка паром разбавленной пропитанной h3SO4 соломы пшеницы и SSF с низким содержанием дрожжей и ферментов для производства биоэтанола.Биомасса Биоэнерг. 2008. 32 (4): 326–32.
CAS Статья Google Scholar
Сасснер П., Гальбе М., Закки Г. Технико-экономическая оценка производства биоэтанола из трех различных лигноцеллюлозных материалов. Биомасса Биоэнерг. 2008. 32 (5): 422–30.
CAS Статья Google Scholar
Ху Ц., Чжао Х, Чжао Дж., Ву С., Чжао KZ. Влияние побочных продуктов гидролиза биомассы на маслянистые дрожжи Rhodosporidium toruloides .Биоресур Технол. 2009. 100 (20): 4843–7.
CAS Статья Google Scholar
Sitepu I, Selby T, Lin T, Zhu S, Boundary-Mills K. Использование источника углерода и толерантность к ингибиторам 45 видов маслянистых дрожжей. J Ind Microbiol Biotechnol. 2014; 41 (7): 1061–70.
CAS Статья Google Scholar
Калви С.Х., Су И-К, Уиллс Л.Б., Макги М.С., Джеффрис Т.В.Ограничение азота, кислорода и накопление липидов у Lipomyces starkeyi. Биоресур Технол. 2016; 200: 780–8.
CAS Статья Google Scholar
Бранденбург Дж., Бломквист Дж., Пикова Дж., Бонтури Н., Сандгрен М., Пассот В. Производство липидов из гемицеллюлозы с помощью Lipomyces starkeyi при периодическом культивировании с подпиткой с регулируемым pH. Дрожжи. 2016. doi: 10.1002 / yea.3160.
Google Scholar
Hensirisak P, Parasukulsatid P, Agblevor FA, Cundiff JS, Velander WH. Увеличение масштаба генератора дисперсии микропузырьков для аэробной ферментации. Appl Biochem Biotechnol. 2002. 101 (3): 211–27.
CAS Статья Google Scholar
Папаниколау С., Аггелис Г. Липиды масляных дрожжей. Часть I: биохимия производства масла одноклеточными. Eur J Lipid Sci Technol. 2011. 113 (8): 1031–51.
CAS Статья Google Scholar
Davis R, Kinchin C, Markham J, Tan ECD, Laurens LML, Sexton D, Knorr D, Schoen P, Lukas J. Дизайн и экономика процесса преобразования биомассы водорослей в биотопливо: фракционирование биомассы водорослей на липиды и углеводы топливные продукты. Технический отчет NREL / TP-5100-62368, Национальная лаборатория возобновляемых источников энергии. 2014.
Цзинь Г, Ян Ф, Ху Ц, Шэнь Х, Чжао KZ. Экстракция липидов с помощью ферментов непосредственно из культуры маслянистых дрожжей Rhodosporidium toruloides .Биоресур Технол. 2012; 111: 378–82.
CAS Статья Google Scholar
Стивенсон А.Л., Казамиа Э., Деннис Дж.С., Хоу С.Дж., Скотт С.А., Смит АГ. Оценка жизненного цикла потенциального производства биодизельного топлива из водорослей в Соединенном Королевстве: сравнение каналов и трубчатых биореакторов с эрлифтом. Energ Fuels. 2010. 24 (7): 4062–77.
CAS Статья Google Scholar
Стивенсон А., Деннис Дж., Скотт С. Повышение устойчивости производства биодизельного топлива из масличного рапса в Великобритании. Процесс Saf Environ Prot. 2008. 86 (6): 427–40.
CAS Статья Google Scholar
Lardon L, Hélias A, Sialve B, Steyer J-P, Bernard O. Оценка жизненного цикла производства биодизеля из микроводорослей. Environ Sci Technol. 2009. 43 (17): 6475–81.
CAS Статья Google Scholar
AspenTech. Моделирование производства биодизельного топлива из растительного масла при щелочном катализе. Имитационная модель предоставлена Aspen Tech. На основе информации, содержащейся в документе: Zhang Y, Dube MA, McLean DD, Kates M. Производство биодизеля из отработанного растительного масла: 1. Разработка процесса и технологическая оценка. Биоресурсные технологии. 2003; 89: 1–16.
Маттам А.Дж., Кломбург Д.М., Гонсалес Р., Яздани СС. Ферментация глицерина и производство ценных химических веществ и молекул биотоплива.Biotechnol Lett. 2013; 35 (6): 831–42.
CAS Статья Google Scholar
Басвелл А., Мюллер Х. Механизм метанового брожения. Ind Eng Chem. 1952. 44 (3): 550–2.
CAS Статья Google Scholar
Cozma P, Ghinea C, Mămăligă I., Wukovits W., Friedl A, Gavrilescu M. Оценка воздействия на окружающую среду технологии очистки биогаза с помощью очистки водой под высоким давлением.ЧИСТАЯ почва, воздух, вода. 2013. 41 (9): 917–27.
CAS Статья Google Scholar
Li Y, Zhao KZ, Bai F. Высокоплотное культивирование маслянистых дрожжей Rhodosporidium toruloides Y4 в периодической культуре с подпиткой. Enzym Microb Technol. 2007. 41 (3): 312–7.
Артикул Google Scholar
Börjesson P, Tufvesson L, Lantz M. Оценка жизненного цикла биотоплива в Швеции.№ отчета 70. Лундский университет. 2010.
Эдвардс Р., Хасс Х., Лариве Дж.Ф., Лонза Л., Маас Х., Рикерд Д., Годвин С., Хамье Х., Кассенбринк, Нельсон Р., Роуз К.Д. Отчет «От скважины к колесам», версия 4.a Анализ «скважины до колес», JRC. Объединенный исследовательский центр. 2014.
van Boxtel A, Perez-Lopez P, Breitmayer E, Slegers PM. Потенциал оптимизированного технологического процесса для повышения эффективности LCA систем производства водорослей. Appl Energ. 2015; 154: 1122–7.
Артикул Google Scholar
Tunå P, Hulteberg C. Транспортное топливо на основе биомассы Woody — сравнительное технико-экономическое исследование. Топливо. 2014; 117: 1020–6.
Артикул Google Scholar
Swanson RM, Platon A, Satrio JA, Brown RC. Технико-экономический анализ производства жидкой биомассы на основе газификации. Топливо. 2010; 89: S11–9.
CAS Статья Google Scholar
Мартин М., Гроссманн И.Е.Оптимизация технологического процесса производства дизельного топлива ФТ из проса лигноцеллюлозного проса. Ind Eng Chem Res. 2011; 50 (23): 13485–99.