

Сварка армированных полипропиленовых труб: ! (PPR-Al-PPR, PPR-FG-PPR, PPR-GF). PERT-AL-PERT PPR-Al-PPR.
Сварка полипропиленовых труб: правила и типичные ошибки
Одним из основных преимуществ полипропиленовых труб специалисты называют возможность легкой сварки и монтажа. Можно собственноручно собрать, модернизировать и отремонтировать трубопровод.
Трубы из полипропилена собираются методом пайки. При нагреве полипропилен становится эластичным, мягким, что позволяет соединять его.
Существует два основных способа стыковки спаиваемых деталей:
• Муфтами;
• Напрямую.
Давайте разберем подробнее каждый из них.
Сварка с помощью муфт
При стыковке деталей при помощи муфт часть расплавляется части трубы по внешней окружности и части муфты — по внутренней. После этого трубы плотно стыкуются. При застывании пластика образуется надежное соединение.
Результат спайки муфтойСварка напрямую
Технология прямой сварки предполагает точную обработку стыков деталей и установку их строго в соответствии осей.
Кроме того, существует способ «холодной» сварки -когда размягчение полипропилена происходит за счет химических реакций.
Оборудование для сварки полипропиленовых труб
Любой из способов горячей сварки требует наличия специального оборудования. Основной прибор— это утюг для сварки. Он состоит из нагревательного элемента и сменных насадок, устанавливаемых на него.
Для стыковой (прямой) сварки используются более сложные утюги, которые включают в себя системы центровки деталей.
Кроме того, потребуются труборез, угольник, рулетка, шейвер для труб и средство для обезжиривания поверхностей.
Процесс сварки труб
Выполняется подготовка к процессу: установка на утюг насадок необходимого размера, нагрев утюга (обычно используется температура 260 градусов), подготовка свариваемых деталей (обрезка, снятие фаски, обезжиривание).
Затем свариваемые детали (например, труба и муфта) одновременно насаживаются на болванки утюга (труба — внутрь, муфта — снаружи болванки).
И здесь мы подходим к очень важному моменту — времени нагрева. Если детали недогреть — они не сварятся должным образом; перегрев же грозит деформацией, что также приведет к некачественной сварке.
Воспользуйтесь таблицей оптимального времени сварки труб в зависимости от толщины стенки для достижения наилучшего результата:
После нагрева детали снимают с болванки и стыкуют. Стык должен произойти за указанное в таблице время. Допустимо производить в течении пары секунд корректировку осей, но ни в коем случае нельзя проворачивать детали относительно друг друга.
Нужно учитывать, что значения в таблице приведены для усредненных условий окружающей среды. Если работы производятся при отрицательной температуре — время нагрева увеличится.
Сварка труб, армированных алюминием
Самым важным моментом в сварке труб с армированием является снятие защитного материала в месте сварки. Также нужно учитывать, что алюминий, как теплоемкий материал, будет забирать часть тепла — потребуется дольший прогрев.
Также нужно учитывать, что алюминий, как теплоемкий материал, будет забирать часть тепла — потребуется дольший прогрев.
Обычно для зачистки таких труб используется шейвер.
Шейвер для зачистки труб, армированных алюминиемВнутри шейвера содержатся ножи. Шейвер надевают на трубу и вращательными движениями счищают армирование до пластика.
В случае, когда слой алюминия находится в середине трубы, используют торцеватель.
Торцеватель для пластиковых трубТорцеватель отличается от шейвера расположением ножей. При его использовании торец трубы выравнивается, а также на глубину 2 мм вырезается армированный слой.
Распространенные ошибки при сварке полипропиленовых труб
Далеко не всегда получается сделать все идеально — необходимо учесть множество факторов, и только со временем мастер приобретает опыт, позволяющий производить сварочные работы безошибочно.
Но если заранее знать, какие ошибки наиболее типичны — можно избежать их повторения. Давайте рассмотрим их:
Давайте рассмотрим их:
• Значительное смещение деталей относительно друг друга после схватывания полипропилена
Смещение деталей во время застывания всегда приводит к нарушению соединения. Образуются слабые места, в которых спайка практически отсутствует. Такое соединение не сможет прослужить долго.
• Недогрев или перегрев свариваемых деталей
При недостаточном нагреве диффузия материала будет недостаточной, чтобы качественно «схватиться», что впоследствии может привести к разгерметизации и протечкам трубопровода в месте такой сварки. При перегреве деталь деформируется: зачастую труба внутри фитинга меняет свой диаметр, как следствие — частые засоры.
• Неровный срез стыкующихся поверхностей
При несоблюдении соосности торцов свариваемых деталей стык происходит в скошенной плоскости. Такая ошибка может стать заметна не сразу, а после монтирования нескольких метров после места такой сварки.
• Недостаточно тщательное снятие армирующего слоя
Армированный слой, который не был зачищен, забирает на себя часть тепла, которое передается трубе в месте стыка — как следствие, недогрев на этом участке и следующие за ним протечки.
• Недостаточно плотная посадка трубы в муфте (фитинге)
При совершении этой ошибки получается недостаточно плотная сварка, которая может подвести в самый неподходящий для этого момент.
• Отсутствие тщательной обработки (обезжиривания)
Обезжиривание — процедура, которой не следует пренебрегать! Загрязнения не позволят материалу схватиться в должной мере, что приведет, опять же, к протечкам. Свариваемые детали необходимо обрабатывать!
В Компании «Технология» Вы всегда сможете найти все необходимое для того, чтобы создать качественную и долговечную водопроводную систему! Ознакомьтесь с нашим ассортиментом полипропиленовых труб и комплектующих.
Полифузная сварка полипропиленовых труб. — Статьи
просмотров.
Полифузная сварка полипропиленовых труб – процесс образования неразъёмного соединения путём прогрева соединяемых деталей до стадии частичного оплавления их поверхностей. Полифузная (муфтовая) сварка производится специальным аппаратом, состоящим из 3-х основных частей: блока управления, нагревательной пластины и комплекта насадок из алюминиевого сплава с тефлоновым покрытием.
Перед началом сварочных работ, аппарат для полифузной сварки полипропиленовых труб (чаще называемый «паяльник») оснащают одной или несколькими насадками необходимого диаметра, закрепив их на нагревательной пластине шестигранными ключами. Далее, аппарат устанавливается на подставку (струбцину), на температурном реле устанавливается рекомендуемый показатель (обычно 260-270 градусов Цельсия). Включив питание сварочного аппарата, следует дождаться пока не погаснут индикаторы нагрева – это означает, что температура достигла заданного значения.
Внимание! Если аппарат хранился в холодном помещении, сварочные работы следует начинать не ранее, чем по окончанию второго цикла «прогрев-ожидание», иначе, в связи с недостаточной температурой, возможно налипание полипропилена к насадке (в лучшем случае) или бракованное соединение (в худшем).
Далее рассмотрим некоторые тонкости ручной полифузной сварки. Обращаем ваше внимание, что речь идёт именно о ручной сварке, то есть соединение труб и фитингов диаметром до 50-ти мм включительно.
• Настоятельно рекомендуется использовать трубу и полипропиленовые фитинги одного производителя. Как показывает практика, полипропиленовая продукция разных фирм имеет различную температуру плавления, соответственно требует корректировки времени прогрева, что весьма неудобно.
• Перед началом работы необходимо тщательно просмотреть весь материал. Использование фитингов, которые свободно одеваются на не нагретый «дорн» (выступающая часть насадки), а тем более болтаются – недопустимо! Таким же образом следует проверить и свариваемые отрезки трубы, проверив плотность вхождения в «гильзу» насадки.
• При сварке армированной полипропиленовой трубы с наружным расположением слоя алюминиевой фольги, следует произвести её зачистку на длину вхождения в фитинг, при помощи специального зачистного устройства. Полипропиленовые трубы армированные стекловолокном или с внутренним и центральным расположением алюминиевой фольги, так же как и неармированные и металлополипропиленовые – зачищать не нужно!
Полипропиленовые трубы армированные стекловолокном или с внутренним и центральным расположением алюминиевой фольги, так же как и неармированные и металлополипропиленовые – зачищать не нужно!
• Свариваемые поверхности следует тщательным образом очистить от пыли и обезжирить. Запомните – даже одна случайно попавшая волосинка, может вызвать утечку!
• Совсем не лишним будет заранее отметить карандашом или маркером глубину вхождения трубы в гильзу насадки и соосность соединяемых деталей.
• Важный момент – труба и фитинги, хранившиеся при минусовой температуре, должны «отлежаться» в тёплом помещении не менее трёх часов. Это связано с крайне низкой теплопроводностью полипропилена. Тёплая на ощупь труба, остаётся промороженной внутри. В процессе сварки такой трубы, слой расплавленного полипропилена образуется значительно более тонкий, чем при обычных условиях. Как следствие — некачественный шов, который может протечь после достаточно сильного гидравлического удара.
• Для отрезания кусков трубы необходимой длины следует пользоваться специальными ножницами для резки полипропиленовых труб или, в крайнем случае, ножовкой по металлу, что гораздо мене удобно. Необходимо чтобы ножницы резали ровно. Косой срез уменьшает площадь свариваемых поверхностей и, как следствие, надёжность шва.
Необходимо чтобы ножницы резали ровно. Косой срез уменьшает площадь свариваемых поверхностей и, как следствие, надёжность шва.
• Процесс нагрева свариваемых деталей следует начинать с одевания фитинга на дорн (у него более толстая стенка), а уже потом вставляется труба в гильзу. Соединяемые детали должны «садиться» на насадку с некоторым усилием, тем большим, чем больше их диаметр. Внимательно следите за отметкой глубины погружения на трубе!
• Время прогрева соединяемых деталей отсчитывается с момента их полной посадки. Данные о времени нагрева, в зависимости от диаметра трубы, обычно находятся с внутренней стороны крышки ящика «паяльника», либо в паспорте к нему. На практике время прогрева зависит от множества факторов (качество трубы и фитингов, их температура, степень изношенности насадки и сварочного аппарата) и определяется опытном путём.
• С особой осторожностью следует относиться к полифузной сварке тонкостенной полипропиленовой трубы PN10, используемой в системах холодного водоснабжения. Время прогрева такой трубы значительно меньше. Усилие при посадке в гильзу следует тщательно дозировать, иначе последует неизбежное заужение пропускной способности трубы.
Время прогрева такой трубы значительно меньше. Усилие при посадке в гильзу следует тщательно дозировать, иначе последует неизбежное заужение пропускной способности трубы.
• Внимание! Сварка полипропиленовых кранов и вентилей должна производиться в положении «открыто». При закрытом вентиле, в случае наличия в нём даже небольшого количества влаги, образовавшийся при нагреве пар, будучи «запертым», будет стаскивать кран с насадки.
• Запомните – как «недогрев», так и «перегрев», крайне нежелательны! В случае недостаточного прогрева получаются некачественные швы. Зачастую, при первом же запуске отопления – труба просто выскакивает из фитинга. Перегретый шов, кроме того что заужает трубу, теряет пластичность (становится «стеклянным»). Динамические нагрузки и гидроудары ведут к его разрушению.
• По окончании времени прогрева, труба и фитинг одновременно снимаются с насадки и уверенным равномерным движением соединяются. Труба должна войти в фитинг до отметки. В течение нескольких секунд можно откорректировать соосность соединения, путём небольшого осевого поворота. Далее заготовка фиксируется в течение 20-40 секунд (в зависимости от диаметра).
Далее заготовка фиксируется в течение 20-40 секунд (в зависимости от диаметра).
• Последний этап – остужение (ни в коем случае не принудительное!) в течение 2-3 минут.
Вот и всё. Надеемся, эти советы помогут Вам избежать некоторых ошибок при полифузной сварке полипропиленовых труб и получить крепкие и надёжные швы, не уступающие по прочности монолитному полипропилену!
Любое копирование данной статьи возможно, при условии размещения прямой гиперссылки на сайтs-k-s.ru
Сварка полипропиленовых труб,монтаж полипропиленовых труб,монтаж труб ПП видео
Трубы полипропиленовые соединяются между собой при помощи контактной сварки в раструб, которая является основным способом соединения труб полипропиленовых и делится на четыре этапа:
- резку труб по размерам,
- нагревание соединяемых участков труб,
- соединение труб между собой,
- охлаждение готового трубного соединения.
Подготовительные работы при сварке полипропиленовых труб
Сварка полипропиленовых труб, при всей своей технологичности, требует внимательного отношения во время предварительных работ по подготовке сварки. Прежде чем приступить к сварочным работам, необходимо внимательно осмотреть свариваемые детали и тщательно подготовить трубы к сварке. Соединяемые детали должны быть без сколов и трещин. Для того чтобы избежать возникновения подобных повреждений труб полипропиленовых, разгрузка и погрузка труб полипропиленовых, а также их транспортировка, должны осуществляться в условиях температуры наружного воздуха не ниже минус десяти градусов Цельсия.
Прежде чем приступить к сварочным работам, необходимо внимательно осмотреть свариваемые детали и тщательно подготовить трубы к сварке. Соединяемые детали должны быть без сколов и трещин. Для того чтобы избежать возникновения подобных повреждений труб полипропиленовых, разгрузка и погрузка труб полипропиленовых, а также их транспортировка, должны осуществляться в условиях температуры наружного воздуха не ниже минус десяти градусов Цельсия.
При подготовке деталей к свариванию, обязательным условием должно быть проведение обезжиривания свариваемых поверхностей и тщательная очистка их от грязи.
Сварка полипропиленовых труб
Стенки у деталей не должны быть ослаблены, перед монтажом проверяется степень функциональности закрывающих деталей. Резьба на деталях проверяется при помощи противоположной детали. Фитинги одеваются на оправку, проверяются на предмет свободной посадки. Шатающиеся на оправке фитинги отбраковываются в безусловном порядке. При низкой температуре уличного воздуха, сварка полипропиленовых труб производится только при условии начального прогрева соединяемых деталей. Перед началом монтирования полипропиленовых труб, они выдерживаются в тёплом помещении не менее двух часов.
Перед началом монтирования полипропиленовых труб, они выдерживаются в тёплом помещении не менее двух часов.Если сварка полипропиленовых труб предусматривает использование армированных деталей, то, в безусловном порядке, перед началом работ, на концах армированной трубы снимается слой фольги на длину участка предполагаемой глубины сварки. Для снятия фольги используется специальная зачистка.
Процесс сварки полипропиленовых труб
Сварка полипропиленовых труб производится электросварочным аппаратом для полифазной сварки, в комплекте которого имеются сварочные насадки необходимых размеров. При сваривании пластиковых труб необходимо наличие контактного термометра, резака или специальных ножниц, измерительного устройства, маркирующего устройства. Если диаметр соединяемых деталей превышает пятьдесят миллиметров, обязательно наличие шабера и монтажного устройства для сварки.
Перед началом сварки к сварочной машине прикрепляют нагревающие насадки, тщательно очищают тефлоновую поверхность от загрязнений при помощи ветоши и спирта, регулятором устанавливают нагрев на температуру двести пятьдесят-двести семьдесят градусов Цельсия, после чего сварочный аппарат подключается к сети. Время нагревания насадок зависит от температуры окружающей среды.
Время нагревания насадок зависит от температуры окружающей среды.
Сварку полипропиленовых труб можно начинать после того, как сварочный аппарат нагреется до рабочей температуры. Определение температуры производится при помощи контактного термометра, который необходим для замера значения температуры в двести шестьдесят градусов Цельсия. При обрезании торцов труб необходимо следить за остротой режущего инструмента, во избежание возникновения впадин на наружном диаметре свариваемой трубы.
Время нагрева полипропиленовых труб таблица
| Диаметр трубы, мм | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Время нагрева, сек | 7 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Время соединения, сек | 4 | 4 | 6 | 6 | 6 | 8 | 10 | 11 | 12 |
| Время охлаждения, мин | 2 | 3 | 4 | 4 | 5 | 6 | 8 | 8 | 8 |
| Длина свариваемого шва, мм | 16 | 18 | 20 | 22 | 26 | 29 | 32 | 38 | 42 |
Пластиковые трубы, имеющие диаметр менее сорока миллиметров, свариваются вручную. Если же происходит сварка полипропиленовых труб диаметром от пятидесяти миллиметров и более, сварку нужно делать с использованием монтажных приспособлений, которые могут дать нужное давление.
Если же происходит сварка полипропиленовых труб диаметром от пятидесяти миллиметров и более, сварку нужно делать с использованием монтажных приспособлений, которые могут дать нужное давление.
Монтаж полипропиленовых труб видео
Полипропиленовые трубы армированные стекловолокном для отопления: выбор и монтаж
Трубы полипропиленовые армированные стекловолокном
В последний десяток лет применение полипропилена в отоплении стало наиболее популярным способом монтажа водяных систем. И неудивительно, ведь удобство, быстрота проведения работ, а главное, — низкая стоимость материалов и работ поставили трубы ППР вне всякой конкуренции. Кроме того, здесь устранено самое слабое место систем из металлопластика – металлические фитинги, которые отличаются приличной ценой, а при эксплуатации подводят чаще всего. Пластиковые фитинги и полипропиленовые трубы для отопления после сборки становятся единым целым, служат надежно и долговечно.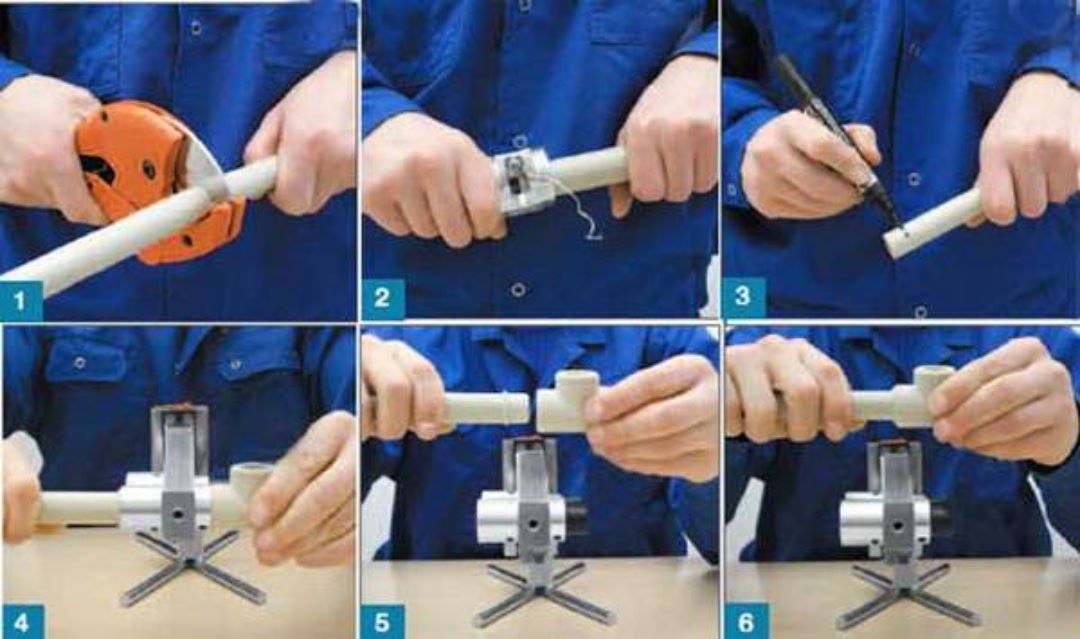
Виды труб ППР
Трубопроводы из этой пластмассы появились в Европе еще в 80-е годы, изначально они применялись только для прокладки трубопроводов для холодной воды. На горячее водоснабжение и отопление пластиковая труба не годится, и вовсе не оттого, что расплавится от высокой температуры.
Дело в том, то линейное тепловое расширение данного материала достаточно велико, например, простая ППР труба диаметром 20 мм при перепаде температур 50ºС на каждых 10 м длины прибавит еще 65 мм. Это очень много, компенсировать такое удлинение невозможно никакими методами.
Поэтому позже были изобретены полипропиленовые армированные трубы для отопления и ГВС, чьи показатели теплового расширения значительно ниже. Значения линейного удлинения труб из металла, различных пластмасс и с армировкой представлены в таблице.
Уменьшение теплового расширения достигнуто благодаря введению в тело пластмассовой трубы армировки из тонколистового алюминия или стекловолокна. Эти материалы имеют более низкий коэффициент расширения и сдерживают увеличение размера пластика. Соответственно, можно разделить типы полипропиленовых труб на группы:
Соответственно, можно разделить типы полипропиленовых труб на группы:
- обычная цельнополимерная труба, применяемая для холодного водоснабжения;
- трубы ППР для ГВС и отопления, стабилизированные алюминием;
- полипропиленовая труба, армированная стекловолокном, также применяемая для горячей воды температурой до 100ºС;
- новинка: используемые для тех же целей трубы, армированные базальтовым волокном.
Примечание: армированный полипропилен имеет маркировку «STABI», оттого в народе его прозвали «штабированным».
Все эти изделия пришли к нам из Европы несколько позже, но уже прочно завоевали рынок. Особенно популярны продукты с алюминиевой вставкой.
Спустя некоторое время в качестве армирующего слоя стали применять такой материал, как стекловолокно, чей коэффициент расширения немного больше, нежели у алюминия. Вы спросите: а какой смысл в таком нововведении, если есть изделия STABI, чья надежность проверена годами? Ответ прост: удешевление материала и упрощение пайки стыков.
Труба из стекловолокна
Особого внимания заслуживают чешские полипропиленовые трубы бренда EKOPLASTIK, где в качестве армирования из стекловолокна применено базальтовое волокно. Этот материал практически не расширяется при нагреве и введен в тело трубы по новейшей технологии — в сплаве с пластмассой. Результат впечатляющий, — по сравнению с цельнополимерным продуктом изделие с базальтовым волокном при нагреве удлиняется в три раза меньше.
Рекомендации по выбору
Современный рынок насыщен полимерными изделиями различных производителей. Условно их можно разделить на «наших», турецких и европейских. В таком же порядке растет качественное исполнение и цена на полипропиленовые трубы, хотя в последнее время некоторые российские предприятия выпускают трубопроводы, не уступающие по качеству турецким. Поэтому здесь каждый должен решить для себя сам, продуктами какой фирмы ему пользоваться. Что же до стоимости разных типов труб, то самые доступные для прокладки отопления – это с армированием из стекловолокна.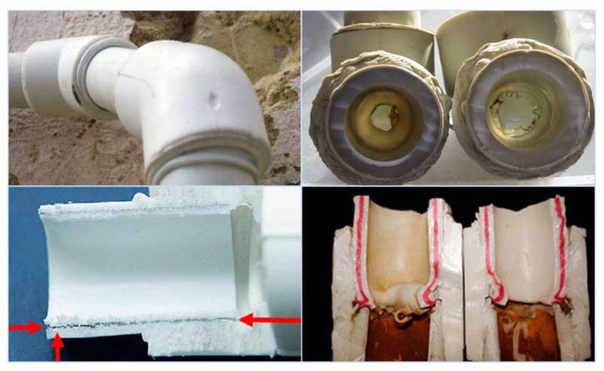 Дороже всех – изделия с базальтовой вставкой.
Дороже всех – изделия с базальтовой вставкой.
Следует отметить, что не всегда стоит стремиться к дешевизне. Если ваша армированная труба прокладывается в открытом взгляду, доступном месте, то есть смысл сэкономить на стоимости материала. Это касается обычных систем отопления и горячего водоснабжения, монтируемых открытым способом внутри помещений.
Другое дело, когда стояки уходят в подвал или на чердак, а то и вовсе закладываются внутрь цементной стяжки. В таком случае заводской брак или недоработки монтажников устранить будет очень сложно, не говоря уже о последствиях. Поэтому для прокладки в недоступных местах или закрытом пространстве лучше применить качественные трубы из полипропилена для отопления с армирующим слоем из алюминия.
Для устройства теплых полов, чья стоимость и ответственность выполнения работ значительна, лучше взять трубы со слоем базальтового волокна. Чешский производитель EKOPLASTIK декларирует срок их службы до 50 лет.
Прежде чем покупать выбранный материал, обратите внимание на технические характеристики полипропиленовых труб, особенно если бренд производителя вам незнаком. Имеют значение 3 параметра: пропускная способность, выражаемая диаметром трубы, максимальная рабочая температура и давление.
Имеют значение 3 параметра: пропускная способность, выражаемая диаметром трубы, максимальная рабочая температура и давление.
Первый параметр определяется заблаговременно, это отдельная тема для разговора. Но следует понимать, что вода течет внутри трубы, а не снаружи, оттого изначально надо определить необходимый внутренний диаметр. На изделии же указывается наружный размер и толщина стенки. Самые распространенные диаметры полипропиленовых труб – это 20, 25, 32, 40 мм, хотя тот же EKOPLASTIK предлагает линейку размеров до 110 мм включительно.
Важно! Заблаговременно узнайте рабочую температуру и давление в ваших сетях и подбирайте трубы по ним. Ориентируйтесь на то, что высокая температура бывает в отопительных системах, а давление – в сети ГВС.
Несколько слов о цвете трубопроводов, мы знаем белый и серый. В действительности качество исполнения и срок службы не зависят от цвета, на это не стоит обращать особое внимание, хотя белый – конечно же, красивее.
Немного о монтаже
Процедура настолько проста, что отопление из полипропилена не паял, наверное, только ленивый. Для выполнения работ нужны следующие инструменты и приспособления:
- специальный паяльник с набором насадок под разные диаметры;
- ножницы для правильной обрезки трубы;
- приспособление, которым зачищают армирующий слой из алюминия, когда монтируются «штабированные» трубы;
- матерчатые перчатки.
Совет. Не следует игнорировать матерчатые перчатки, особенно новичкам. Температура паяльника достигает 300 ºС, а поверхности нагрева достаточно обширны. Лучше защитить руки, чтобы не получить ожогов.
Паяльник для соединения полипропиленовых труб
Монтаж выполняется в такой последовательности: сначала производится разметка и отрезка ножницами участков труб требуемой длины и раскладка их в соответствии со схемой. Перед включением к паяльнику прикрепляют насадку соответствующего диаметра либо сразу несколько насадок. Поскольку для соединения полипропиленовых труб необходимо пользоваться паяльником, разогретым до температуры не ниже 260 ºС, то его лучше включить и настроить заранее. Погасший светодиод на приборе покажет, что он готов к работе.
Перед включением к паяльнику прикрепляют насадку соответствующего диаметра либо сразу несколько насадок. Поскольку для соединения полипропиленовых труб необходимо пользоваться паяльником, разогретым до температуры не ниже 260 ºС, то его лучше включить и настроить заранее. Погасший светодиод на приборе покажет, что он готов к работе.
Места соединения на трубе и фитинге надо обязательно очистить от пыли и грязи, это очень важно. При наличии армирующего слоя из алюминия его придется снять с помощью специального приспособления для зачистки на длину стыка. Так как сварка полипропиленовых труб армированных стекловолокном или базальтом не требует зачистки, то их достаточно просто протереть от пыли.
Следующий этап – разогрев деталей, для чего трубу и фитинг одевают с двух сторон на насадку и выдерживают определенное время, зависящее от диаметра изделий. Для размера 20 мм это время 6 сек, 25 мм – 7 сек, 32 мм – 8 сек и 40 мм – 12 сек. Передерживать нельзя, иначе пластик «потечет» при стыковке и закроет половину проходного сечения. Затем детали снимают с насадки и осуществляют соединение полипропиленовых труб, продержав стык руками секунд 5—10.
Затем детали снимают с насадки и осуществляют соединение полипропиленовых труб, продержав стык руками секунд 5—10.
Важно! При снятии деталей с насадки паяльника и последующей стыковке не допускается их вращать вокруг своей оси.
Подробности процесса пайки труб можно посмотреть на видео.
Заключение
На практике выбор и монтаж полипропиленовых труб осуществить достаточно просто, тут главное, — четко определить параметры для правильного подбора материалов. Перед пайкой же не помешает немного потренироваться на коротких отрезках труб, сделав несколько пробных соединений с фитингами.
Сварка полипропиленовых труб
Процесс сваркиКонтактную сварку в раструб следует осуществлять с соблюдением такой последовательности операций:
— Отмерить и отрезать под прямым углом к оси кусок трубы необходимой длины с помощью ножниц. Зачистным устройством удалить верхний пластиковый и средний алюминиевый слой трубы (для армированных труб).
Зачистным устройством удалить верхний пластиковый и средний алюминиевый слой трубы (для армированных труб).
— Ножом или специальным приспособлением скосить под углом 30-45º наружный конец трубы, предназначенный для нагревания (для труб диаметром ≥ 40).
— Конец трубы и фитинг перед сваркой при необходимости очистить от пыли и грязи и обезжирить спиртом или Тангутом.
— При помощи маркера нанести на трубу метку на расстоянии, равном глубине фитинга минус 1-3 мм.
— Поместить трубу и фитинг на соответствующие насадки (трубу вставить в насадку до отметки, обозначающей глубину сварки). Не вращать и не поворачивать трубу и фитинг, для лучшей ориентации можно использовать вспомогательные маркировки на фитингах.
Выдержать необходимое время нагрева, которое указана в таблице №12
— По окончании нагревания снять трубу и фитинг с насадок и соединить их равномерным движением без осевого поворота на всю глубину до отметки.
— Выдержать время охлаждения.
Пример стыковки труб отопления в жилом доме
Трубы диаметром более 50 мм включительно рекомендуется сваривать при помощи специального монтажного приспособления, в целях обеспечения необходимого давления и во избежание осевых поворотов.
Технологическое время сварки труб и фитингов из PPRC.
наружный диаметр трубы (мм) | время нагрева (сек) | время сварки (сек) | время охлаждения (сек) |
16 | 5 | 4 | 120 |
20 | 6 | 4 | 120 |
25 | 7 | 4 | 180 |
32 | 8 | 4 | 240 |
40 | 12 | 5 | 240 |
50 | 18 | 5 | 300 |
63 | 24 | 6 | 360 |
75 | 30 | 6 | 390 |
90 | 40 | 8 | 390 |
110 | 50 | 10 | 480 |
Табл. : Технологическое время термической сварки в зависимости от диаметра свариваемых трубы и фитинга при температуре насадок 260°C.
: Технологическое время термической сварки в зависимости от диаметра свариваемых трубы и фитинга при температуре насадок 260°C.
Время сварки начинается в момент соединения трубы с фитингом. В процессе охлаждения нельзя использовать какие-либо средства, например, холодную воду.
аппарат для соединения армированных и полиэтиленовых изделий, видео по теме
Сварка полипропиленовых труб в современном строительстве отыгрывает существенную роль. Большинство пластиковых водопроводов как бытовых, так и промышленных соединяют посредством сварки.
Для осуществления сварки полипропиленовых труб своими руками таких диаметров, которые постоянно используются в системах отопления, водоснабжения и канализации, вполне достаточно применения обычного набора инструментов.
А именно:
- сварочного аппарата;
- держателя для труб;
- нагревающих насадок;
- шаблона отверстий;
- подставок;
- рулетки;
- ножниц;
- болтов крепления насадок;
- уровня;
- шестигранного ключа;
- и набора гаечных ключей.


Советы и правила в подготовке к сварке полипропиленовых труб
Для сварки негабаритных изделий используют компактный переносной аппарат для сварки полипропиленовых труб до 1500 Вт мощностью, который работают от сети в 220В.
Одними из наиболее значимых элементов сварочного аппарата являются насадки, нагревающие как внутреннюю, так и внешнюю поверхность свариваемых труб водопровода системы внутриквартирной городской или загородной канализации автономной.
Каждая насадка сделана из двух деталей. Трубу подсоединяют к детали, снабженной отверстием. Вторая деталь насадки вставляется в фитинг. Насадки должны быть установлены и зафиксированы до начала процедуры нагрева.
Насадки покрыты тефлоновым напылением, которое позволяет держать насадки в чистоте, предотвращая налипание расплавленного полипропилена, а также способствует правильному течению сварочного процесса двух однородных элементов. Сварка армированных полипропиленовых труб
Для обеспечения чистоты покрытия из тефлона, его следует тщательно оберегать от повреждений. А чтобы продлить период эксплуатации насадок, следует защищать их от соприкосновения с инструментами из металла, контакта с маслом или грязью, избегать ударов.
А чтобы продлить период эксплуатации насадок, следует защищать их от соприкосновения с инструментами из металла, контакта с маслом или грязью, избегать ударов.
При использовании сварочного аппарата за пределами мастерской, например, при замене труб в квартире, его необходимо устанавливать на специальной подставке. Резку труб до 63 мм диаметром производят с помощью ножниц или специального резака. Касательно труб большего диаметра, то здесь применяют ножовку по металлу либо специальные ножницы.
Инструкция по сварке полипропиленовых труб
Сварка полипропиленовых труб осуществляется следующим образом.
А именно:
- Отрезают кусок трубы необходимой длины строго перпендикулярно продольной оси трубы.
- Отмеряют и отмечают глубину сварки от конца трубы. Трубы с алюминиевым слоем перед сваркой очищают от наружного полипропиленового слоя и удаляют специальным инструментом алюминиевую фольгу.
- Очищают поверхности полипропиленовых элементов, подлежащих сварке, затем включают сварочный аппарат.
- Аппарат должен разогреться до температуры в 260 градусов, и после выключения контрольного индикатора можно начинать сварку.
- Проверяют наружную поверхность трубы, а также внутреннюю сторону фитинга на предмет достаточного нагрева (необходимо удостовериться, что пластик достаточно мягок).
- Фитинги и трубы нагревают одновременно, а по окончанию нагрева вставляют трубу в фитинг и прижимают строго в направлении оси, не двигая и не изменяя положения деталей в процессе их сплавления, начиная с первой секунды соединения.

О том, как осуществляется сварка полиэтиленовых труб – видео, представленное в сети Интернет, может дать не менее подробное представление.
Расчетная таблица времени сварки в зависимости от диаметра свариваемых элементовСовет! Чтобы сварка труб из полипропилена прошла согласно установленному технологическому процессу, нужно строго соблюдать время нагрева, указанное в таблице.
При нагреве деталей дольше предусмотренного времени пластик слишком сильно расплавится, и детали потеряют форму. Если нагреть детали недостаточно, они не смогут достичь нужного для сварки состояния, что в дальнейшем скажется на герметичности соединения.
- Расчетное время, затрачиваемое на нагрев, соединение и остывание полипропиленовых труб, выбирается в зависимости от их диаметра.
По окончанию нагрева обязательно следует быстро и одновременно вынуть трубу и фитинг из нагревающей насадки, а затем совместить элементы воедино до упора.
При этом сваркапредполагает упругое сжатие пластиковой трубы и упругое растягивание фитинга, в результате чего поверхности нагретых свариваемых элементов оказывают давление друг на друга, тем самым вытесняя воздух и обеспечивая диффузию расплавленных материалов во время процедуры совмещения фитинга с трубой.
Естественно, что расплавленные поверхности остывают быстро, а на скорость остывания влияет глубина прогрева (т. е. продолжительность нагрева). Следовательно, максимально возможное время извлечения из сварочного аппарата и совмещение свариваемых деталей зависит от диаметра трубопровода, который сваривается.
е. продолжительность нагрева). Следовательно, максимально возможное время извлечения из сварочного аппарата и совмещение свариваемых деталей зависит от диаметра трубопровода, который сваривается.
В случае соблюдения всех правил и периодов, после совмещения элементов, получится цельная полипропиленовая деталь.
Сразу после совмещения, когда нагретые слои полипропиленовых труб еще сохраняют пластичность, наступает так называемая фаза фиксации, во время которой детали должны быть надежно зафиксированы на период, который также указан в таблице.
По истечению указанного периода трубы теряют эластичность, остыв примерно до 40 градусов, после чего сварка полипропиленовых труб является завершенной. Теперь можно не бояться возможных перекосов и начинать эксплуатацию трубопровода.
(PDF) Влияние процедур сварки на механические и морфологические свойства листов ПЭ, ПП и ПВХ, сваренных встык горячим газом. Швейцария (1999). 2. P.G. de Gennes, J. Chem. Физ., 55, 572 (1971).
3. Р.П. Вул, К.М. O’Connor, J. Appl. Phys., 52, 5953
(1981).
4. Y.H. Ким и Р.П. Вул, Макромолекулы, 16, 1115
(1983).
5. R.P. Wool, B.-L. Юань и О. МакГарел, Polym. Англ. Sci.,
,, 29, 1340 (1989).
6. В.К. Stokes, Polym. Англ. Sci., 29, 1310 (1989).
7. М.М. Шварц, Соединение композитных матричных материалов,
ASM International, Огайо (1994).
8. Б. Марцис и Т. Цигани, Perodica Polythechnica Ser.
мех. Eng., 46, 117 (2002).
9. А. Юсефпур, М. Ходжати, Л.-П. Immarigeon, J. Ther-
мопласт. Compos. Mater.С. 17, 303 (2004).
10. R.C. Reinhardt, патент США 2220545 (1940).
11. Персонал по сварке пластмасс — квалификационные испытания сварных швов —
— сварные узлы из термопластов, EN 13067, евро —
pean Norms, Брюссель (2005).
12. S.L. Haller, патент США 3839126 (1974).
13. Г. Хаим, Руководство по сварке пластмасс-III, Кросби Локвуд
и сыновья, Лондон (1959).
14. R.J. Мешки, Сварка: принципы и практика, 2-е изд.,
Отделение Гленко / Макгроу-Хилл, Нью-Йорк (1981).
15. Х. Гамблтон, Joining Mater., 2, 215 (1989).
16. Ротейзер Дж. Соединение пластмасс: Справочник для дизайнеров
и инженеров, Карл Хансер Верлаг, Мюнхен (1999).
17. D. Hausdo
rfer, H. Herrmann и W. Muth, Kunststoffe, 66,
9 (1976).
18. Г. Дидрих и Б. Кемпе, Кунстстоффе, 70, 87 (1980).
19. Дж. Абрам, Д. У. Клегг, Д.В. Набережная, пласт.Rubber Int.,
7, 58 (1982).
20. П. Джон, Дж. Хессель и Э. Гаубе, Кунсттоффе, 75,11
(1985).
21. Дж. Хессель, Э. Мауэр, Weld. Cut., 37, 222 (1985).
22. Дж. Р. Аткинсон, Б. Э. Тернер, Полим. Англ. Sci., 29, 1368
(1989).
23. Марцис Б., Цигани Т., Polym. Англ. Sci., 46, 1173
(2006).
24. B. Marczis, T. Czigany, Int. Polym. Процесс., 21, 141
(2006).
25. К. Крамер, Кунсттоффе, 83, 32 (1993).
26. Дж. Симс, П.А. Ellwood, и HJ Taylor, Ann. Ок.
Гигиена, 37, 665 (1993).
27. Наполнители для термопластов — объем, назначение,
Требования, испытания, EN 12943, Европейские нормы, Брюссель
(2003).
28. Каталог SIMONA.
29. Руководство пользователя аппарата для газовой сварки горячим воздухом LEISTER.
30. Испытания сварных соединений термопластов. Полупродукты
, Часть 1: Испытание на изгиб, EN 12814-1, Евро-
, Брюссель (2003).
31. Испытание сварных соединений полуфабрикатов из термопластов
Продукция, часть 2: испытание на растяжение, EN 12814-2, европейские нормы
, Брюссель (2003).
32. Пластмассы — определение ударной вязкости по Изоду, EN ISO
180, Европейские нормы, Брюссель (2006).
33. Неразрушающий контроль сварных соединений термопластов
Полуфабрикаты, Часть 1: Визуальный осмотр, EN
13100-1, Европейские нормы, Брюссель (2003).
34. Р.П. Вул, К.М. О’Коннор, Дж. Полим. Sci. Polym. Lett.
Ред., 20, 7 (1982).
35. R.P. Wool, Rubber Chem. Technol., 57, 307 (1984).
36. I.S. Майлз и С. Ростами, Muticomponent Polymer Systems,
Longman по науке и технике, науке о полимерах и
Technology Series, Сингапур (1993).
37. L.E. Nielsen, Polym. Rheol., Марсель Деккер, Нью-Йорк
(1977).
38. M.-J. Шим и С.-В. Ким, матер. Chem. Phys., 48,90
(1997).
39. C. Bonten, E. Schmachtenberg, Polym. Англ. Наук, 41,
475 (2001).
40. E. Schmachtenberg, C. Tu
chert, Macromol. Mater. Eng.,
288, 291 (2003).
41. К. К. Матур и С. Б. Дрисколл, J. Vinyl Technol., 4,81
(1982).
42. П. Мишель, ANTEC-Conf. Proc., 482 (1989).
43. P. Michel, Polym. Англ. Sci., 29, 1376 (1989).
44. Г.М. Колбасук, Геотекст. Геомембрия, 9, 305 (1990).
45.А. Шох, Ультразвук, 14, 209 (1976).
46. C.-Y. Ву и А. Бенатар, ANTEC-Conf. Proc., 1, 1244
(1995).
47. S. Staicovici, C.-Y. Ву, А. Бенатар и З. Бахман,
ANTEC-Conf. Proc., 1, 1285 (1996).
48. J. Bowman, Weld. Металлическая ткань., 64, 62 (1996).
49. H. Potente, J. Korte и R. Stutz, Kunststoffe, 87, 348
(1997).
50. Т.Т. Лин, С. Стайкович, А. Бенатар, ANTEC-Conf. Proc.,
,, 1, 1260 (1996).
51. M.J. Oliveira, C.A. Бернардо, Д.А. Хемсли, Полим.
англ. Наук, 41, 1913 (2001).
52. M.J. Oliveira, C.A. Бернардо, Д.А. Хемсли, Полим.
англ. Наук, 42, 146 (2002).
53. В.К. Stokes, J. Vinyl Addit. Технолоджи, 6, 158 (2000).
54. В.К. Stokes, Polym. Англ. Наук, 43, 1523 (2003).
55. Беккер Ф. и Потенте Х., Polym. Англ. Наук, 42, 365 (2002).
56. М. Геде и Г.В. Эренштейн, Polym. Англ. Sci., 31, 495
(1991).
57. J.-Y. Nieh and L.J. Lee, Polym. Англ. Sci., 38, 1121 (1998).
58. С. Б. Лин и Л. К. Ву, Полим. Англ. Наук, 40, 1931 (2000).
746 POLYMER ENGINEERING AND SCIENCE —- 2008 DOI 10.1002 / pen
Общие сведения о трубопроводной арматуре — типы трубопроводной арматуры, материалы и области применения
Трубная арматура — это компоненты, используемые для соединения секций труб вместе с другими продуктами управления текучей средой, такими как клапаны и насосы. создавать конвейеры. Общее значение термина «фитинги» связано с теми, которые используются для металлических и пластиковых труб, по которым проходят жидкости.Существуют также другие формы трубопроводной арматуры, которые можно использовать для соединения труб для поручней и других архитектурных элементов, где обеспечение герметичного соединения не является обязательным. Фитинги для труб могут быть сварными или резьбовыми, механически соединенными или химически склеенными, чтобы назвать наиболее распространенные механизмы, в зависимости от материала трубы.
Типы фитингов: ассортимент фитингов, включая тройники и заглушки. Изображение предоставлено: Cegli / Shutterstock.com
Существует некоторая несогласованность в терминологии, окружающей термины труба, труба и трубка.Поэтому термин «трубопроводная арматура» иногда упоминается как в контексте труб, так и в контексте труб. Несмотря на то, что по форме они похожи на трубные фитинги, трубные фитинги редко соединяются такими методами, как пайка. Некоторые методы накладываются друг на друга, например, использование компрессионных фитингов, но там, где они являются обычным явлением для соединения труб или трубок, их использование в трубных соединениях встречается реже. Достаточно сказать, что, хотя существуют общие различия, общее использование терминов может отличаться от поставщика к поставщику, хотя они представляют одни и те же элементы.
В этой статье основное внимание будет уделено обсуждению типичных фитингов и способов соединения, связанных с жесткими трубами и трубопроводами, с ограниченным представлением фитингов, связанных с гибкими трубками, трубками или шлангами.
Чтобы узнать больше о разновидностях труб, обратитесь к нашему соответствующему руководству по трубам и трубопроводам.
Трубные фитинги: материалы для фитингов и производственные процессы
Чугун чугун
Фитинги для чугунных труб подразделяются на гладкие и раструбные.Конструкции без хаблеста основаны на эластомерных муфтах, которые крепятся к внешнему диаметру трубы или фитинга с помощью зажимов, обычно это ленточный зажим из нержавеющей стали, который сжимает эластомерный материал и образует уплотнение. Эти конструкции без ступиц или без ступиц иногда называют резиновыми трубными муфтами или резиновыми водопроводными муфтами и особенно популярны для перехода от одного материала к другому — например, от меди к чугуну. Фитинги с раструбом и втулкой, а иногда и с втулкой и втулкой, сегодня соединяются в основном с эластомерными прокладками, которые подходят внутрь раструба и позволяют вставлять гладкий конец трубы или фитинг.Более старые системы до 1950-х годов были заделаны с использованием комбинации расплавленного свинца и волокнистого материала, такого как дуб. Чугунная труба иногда соединяется болтовыми фланцами или, в некоторых случаях, механическими компрессионными соединениями. Фланцевые соединения, применяемые в подземных условиях, могут подвергать трубу оседающим напряжениям, если труба не имеет надлежащей опоры.
Механические компрессионные фланцевые фитинги для железных труб
часто используются там, где труба проходит над землей. Изображение предоставлено: Promus / Shutterstock.ком
Несмотря на то, что доступны как трубная арматура из ковкого чугуна, так и трубная арматура из ковкого чугуна, улучшенные механические свойства и более низкая стоимость ковкого чугуна вызывают сдвиг в сторону более широкого использования этого материала.
Фитинги для стальных (также называемых «черными трубами») и оцинкованных труб, используемых в жилищном и коммерческом сантехнике, обычно отливаются и называются «фитинги из ковкого чугуна». Они могут быть оцинкованы. диаметры, они обычно не используются сегодня, так как нарезание резьбы на трубах большого диаметра считается излишне трудным.
Сталь и стальные сплавы
Стальные трубные фитинги часто экструдируются или вытягиваются через оправку из сварных или бесшовных труб. В меньших размерах они часто имеют резьбу, соответствующую резьбе на концах трубы. По мере увеличения размеров и давления их часто приваривают методом стыковой сварки или стыковой сварки. Фитинги для сварки внахлест, как правило, кованые, предназначены только для труб меньшего диаметра (до NPS 4, но обычно NPS 2 или меньше) и доступны с номинальными давлениями классов 3000, 6000 и 9000, соответствующими Приложению 40, 80 и 160. труба.Фитинги с раструбом привариваются угловыми сварными швами, что делает их слабее, чем фитинги, приваренные встык, но все же предпочтительнее резьбовых фитингов для сложных работ. Необходимость в расширительном зазоре в фитинге исключает их использование в пищевых продуктах высокого давления.
Фитинги и отрезки труб, соединенные стыковыми сварными швами
, требуют подготовки концов для обеспечения целостности окончательных сварных соединений. Изображение предоставлено: mady70 / Shutterstock.com
Также используются фланцы, при этом фланцевые участки трубы соединяются болтами.Использование фланцев делает возможным разрыв трубопровода для замены клапанов и т. Д. Большинство трубопроводного оборудования, такого как насосы и компрессоры, также соединяются с помощью фланцев по той же причине.
Фланцевые фитинги доступны в нескольких стилях, рассчитанных на давление и температуру. К этим стилям относятся внахлест, сварная шейка, сварка муфтой, кольцевое соединение, резьбовое соединение и накладное соединение. Резьбовой фланец подходит только для работы с низким и средним давлением. Другие различные приварные фланцы позволяют использовать более высокое давление.Притертые фланцы часто используются там, где будут частые разъединения, поскольку фланец может свободно вращаться, что упрощает центровку отверстий под болты. Особым случаем является так называемый глухой фланец, который используется для уплотнения конца трубопровода, но позволяет позже подключиться к другой трубе или части оборудования.
Фланцы могут включать несколько различных методов уплотнения прилегающих поверхностей, включая уплотнительные кольца, уплотнительные кольца и прокладки. Уплотнительные кольца обеспечивают особенно плотное соединение и при том же напряжении болта, которое применяется к плоской прокладке, могут выдерживать более высокое давление.
В первую очередь, фланцы труб регулируются тремя стандартами. ASME 16.5 определяет фланец ANSI, наиболее часто используемый фланец. ASME B16.47 охватывает две серии, A и B, которые относятся к приложениям большого диаметра. Фланцы серии A тяжелее и толще, чем серия B, при том же давлении и размере. Фланцы серии B обычно выбираются для ремонтных работ. ASME B16.1 определяет фланец AWWS, но он предназначен только для фланцев, используемых в питьевой воде при атмосферных температурах. Кроме того, существует так называемый фланец промышленного стандарта, который не определяется руководящим органом, а отражает историческую практику.Размеры этих фланцев соответствуют ASME B16. 1, стандарту для фланцев и фланцевых фитингов для чугунных труб классов 25, 125 и 250.
Фланцы с приварной шейкой привариваются встык к концам трубы
, подготовленной аналогичным образом, для получения фланцевых концов с эквивалентной целостностью сварной трубы. Изображение предоставлено: Golf_chalermchai / Shutterstock.com
Фитинги из нержавеющей стали могут использоваться для санитарных применений, таких как пищевая и молочная промышленность, и обычно снабжены быстроразъемными зажимами, позволяющими демонтировать линию для внутренней очистки.Фланцы для этих зажимных систем доступны в виде приварных элементов или, во многих случаях, в виде тройников, тройников и т. Д., Причем фланец является неотъемлемой частью фитинга.
Секции металлических труб также могут быть соединены и построены в виде трубопроводов с использованием трубных муфт и других стандартных резьбовых фитингов для труб, таких как металлические заглушки для труб или отводы на 180 градусов.
Цветные металлы
Алюминиевые фитинги обычно литые. Они доступны во всех формах или формах, что и стальная арматура.Доступны алюминиевые резьбовые фитинги, такие как колпачки или ниппели, а также фитинги, в которых используется сочетание стилей резьбового и стыкового соединения. Также существуют варианты сварки внахлест. Сварка алюминиевых фитингов обычно требует процесса MIG или TIG.
Алюминиевая труба также является популярным выбором для изготовления поручней, и доступен целый ряд фитингов для строительного применения, как свариваемых, так и надвижных / зажимных.
Доступны красные латунные фитинги, такие как латунные патрубки для труб, соответствующие диаметрам труб, и они часто собираются пайкой или пайкой.
Бетон
Фитинги для бетонных труб доступны в различных стилях, подходящих для их применения в крупных гражданских проектах, таких как управление ливневыми водами. Помимо типичных соединений «звездой», специализированная фурнитура включает порталы для служебных отверстий и различные стили хранилищ. Типичные соединения используют концы с буртиком на фитингах, которые сопрягаются с аналогами на приемных трубах. Резиновая прокладка обеспечивает герметичное соединение.
Пластмассы
Пластиковые фитинги для труб доступны как для сварки враструб (иногда называемой сваркой растворителем), так и для резьбовых соединений, причем первая является наиболее распространенной.Фитинги для сварки внахлест предназначены для химической сварки, что делает установку быстрой и простой. Пластиковые трубы обычно устанавливаются всухую, а затем маркируются, так как растворитель, используемый для их соединения, особенно быстродействующий. Муфты обычно используются для соединения и соединения прямых отрезков труб вместе.
Фитинги доступны в стандартных формах и стилях, а также с диапазоном размеров материала, обычного для пластиковых труб, включая ПВХ, ХПВХ, ПЭ, ПЭХ, ПП и АБС.
Обычные фитинги для труб из ПВХ включают в себя переходники, колена, заглушки, тройники, тройники, муфты, соединения и крестовины, и многие другие. Стандартный профиль поперечного сечения для большинства труб из ПВХ является круглым, но доступны и другие формы профилей, например квадратные фитинги из ПВХ. Однако эти альтернативные фитинговые профили обычно связаны с трубой из ПВХ, предназначенной для использования в конструкциях, например, для ограждений, перил или использования в мебельной конструкции, и не связаны с трубами из ПВХ, предназначенными для работы с жидкостями.Помимо ПВХ, для конструкционной фурнитуры могут использоваться и другие материалы, например, оцинкованные перила для труб.
Другие фитинги из ПВХ включают конструкции вставок с зазубринами, которые предназначены для использования с трубками и вдавливаются в трубки и фиксируются ленточными зажимами.
Фитинги CPCV, а также фитинги из ABS (акрилонитрил-бутадиен-стирол) также обычно соединяются с фитингами, сваренными с помощью сварки растворителем. Также широко доступны подходящие переходные переходники для смены типов материалов, например, с ХПВХ на латунь.
В некоторых приложениях, использующих пластиковые трубы, например, в водопроводе для мойки стоков, некоторые трубы светильники, таких как п-ловушки могут быть соединены с резьбовым соединением, используя нейлоновые шайбы и удерживающим или стопорной гайкой. Эта особенность облегчает разборку и устранение засоров.
Фитинги для полиэтиленовых труб и фитинги для полипропиленовых труб обычно доступны как с резьбовыми, так и с зазубренными соединениями, а также доступны варианты со сваркой муфтой или с плавлением. Точно так же фитинги PDVF также производятся с раструбными или резьбовыми соединениями.
Если требуется воздухонепроницаемое или водонепроницаемое уплотнение, можно использовать фитинги для нейлоновых труб, которые можно использовать с нейлоновой трубкой или трубкой, а также с другими типами пластиковых или металлических труб.
Стекло
В некоторых специализированных технологических установках промышленных жидкостей используются стеклянные трубы и фитинги. Боросиликатное стекло предлагает несколько ключевых преимуществ перед альтернативными формами трубопроводных систем. Материал отличается высокой чистотой, поэтому он не загрязняет технологические жидкости. Естественная прозрачность стекла позволяет при необходимости контролировать процесс, а гладкая поверхность предотвращает образование накипи или других отложений на внутренней поверхности трубы.
В лабораторных условиях также могут часто использоваться стеклянные трубки и стеклянные профильные фитинги.
Стеклянную трубу не следует путать с трубами, в которых используется стеклянная футеровка, которую правильнее было бы определить как трубу, облицованную стеклом.
Керамическая глина
Фитинги для труб из стеклокерамики доступны в типовых конфигурациях, необходимых для канализационных сетей. Как и чугун, соединение с раструбом и втулкой является обычным способом соединения этих фитингов с уплотнительным кольцом или прокладкой, используемым для уплотнения соединения.
Типы трубопроводной арматуры: области применения и отрасли промышленности
Вызовы
Резьбовые соединения соответствуют стандартизированному формату на чертежах. Номинальный размер указан перед описанием. Когда два или более конца фитинга имеют разные размеры, размер участка предшествует размерам ответвлений, или для уменьшения фитингов наибольший размер предшествует наименьшему. Таким образом, уличная футболка 1 x 1 x 3/4; колено 1 x 1x 3/4 под углом 45 ° по оси Y; крест 1 x 3/4 x 1/2 x 1/4; и так далее.Размер резьбы на резьбовых фитингах будет соответствовать номинальному размеру резьбы трубы, как указано в ANSI.
Типы резьбы
В большинстве трубопроводов используются резьбовые фитинги, соединения которых обычно характеризуются одной из следующих систем:
- Трубная резьба по национальному стандарту США (NPT)
- Британский стандарт трубной резьбы (BSPT)
Основное различие между ними — угол конуса. В системе NPT используется угол конуса резьбы 60 градусов, в то время как фитинги с британской стандартной трубной резьбой (BPST) используют немного меньший угол конуса — 55 градусов. Помимо конических резьбовых фитингов, в этих системах также предусмотрены фитинги с прямой трубной резьбой, которые не используют конус для герметизации от потери давления или утечек. Как правило, для обеспечения герметичности стыка или соединения требуется подходящий герметик. Большинство резьбовых фитингов предназначены для правой резьбы, но есть несколько вариантов левой (LH) резьбы.
Также доступны фитинги с метрической резьбой, определяемые по номинальному внешнему диаметру и шагу резьбы.Таким образом, трубный ниппель с метрической резьбой M12 x 1,5 будет иметь внешний диаметр 12 миллиметров и шаг резьбы 1,5 витка на миллиметр.
Винтовые фитинги обычно имеют внутреннюю резьбу. Исключением является уличный фитинг, который в случае простого колена имеет одну внешнюю резьбу и одну внутреннюю резьбу. Трубы легко заправляются в полевых условиях. Соединению труб с резьбой и фитингов может помочь тефлоновая лента или трубный компаунд. При нанесении состава рекомендуется наносить его только на внешнюю резьбу, чтобы избежать попадания каких-либо примесей в трубопровод во время сборки стыка.
Типичный рендеринг 3D-конвейера. Изображение предоставлено: cherezoff / Shutterstock.com
Компоновки трубопроводов обычно представляют собой однолинейные или двухстрочные чертежи, в зависимости от сложности установки. Там, где зазоры малы, и для многих заводских трубопроводов используется двухлинейный чертеж, который показывает размер трубы в масштабе. Для более простых установок достаточно однолинейного чертежа с символическим обозначением арматуры, клапанов и т. Д. Чертежи трубопроводов иногда показаны как «развернутые», что предполагает, что вертикальные трубы повернуты в горизонтальной плоскости, или наоборот, чтобы можно было показать всю систему трубопроводов в одной плоскости.
Велдолеты
Эти небольшие привариваемые патрубки укрепляют трубу в месте отверстия, избавляя от необходимости добавлять арматуру. Различные формы этих фитингов доступны под разными торговыми марками, включая типы стыковой и раструбной сварки, варианты резьбового соединения, а также некоторые специальные конструкции, которые позволяют соединения на коленах и т. Д.
Сварочный процесс
Концы и фланцы труб подготовлены к стыковой сварке в соответствии с толщиной стенки трубы. Для стен толщиной 3/4 дюйма или меньше, стены скошены под углом 70 ° и между ними остается зазор 3/16 дюйма.Сварщик выполняет корневой проход, заполняющий проход (или проходы) и закрывающий проход, часто меняя присадочный материал между проходами. Для большей толщины труба сужается под таким же углом, но только частично вверх по стене. Кроме того, на внутренней стене отшлифован небольшой рельефный уголок, служащий местом для подкладного кольца. Для труб с более тонкими стенками обычно используются сварные муфты. Процедуры сварки изложены инженером в Спецификациях на процедуру сварки, и сварщик, выполняющий сварку, будет сертифицирован для конкретного процесса.Иногда трубы необходимо предварительно нагреть перед сваркой и термически обработать после нее, чтобы снять тепловое напряжение.
Накидной фланец приваривается спереди (показано) и сзади.
Навертные фланцы иногда укрепляются аналогичным передним сварным швом. Изображение предоставлено: 22 августа / Shutterstock.com
Необходимость надлежащей подготовки концов труб и необходимость тщательной подгонки перед соединением фитингов, сваренных встык, делают использование фитингов, сваренных с раструбом, привлекательным. Для фитингов, приваренных муфтой, скоса не требуется, а сама муфта служит для выравнивания трубы.Единственное специальное требование — это то, что труба должна немного выходить из фитинга, чтобы учесть расширение во время сварки.
Предварительное изготовление участков трубопровода, называемых «катушками», часто выполняется в помещении, где к процессу изготовления можно применить автоматизацию. Соединения труб можно наматывать на тихоходных токарных станках, чтобы довести работу до сварщика. Можно использовать роботов-сварщиков. Такие методы, как сварка под флюсом, могут применяться для повышения производительности.
В качестве альтернативы традиционным сварным системам трубопроводов предлагаются несварные фитинги или сварные соединители для труб. Используя комбинацию обжатых механических фитингов вместе с холодной гибкой трубы или трубопровода, это решение устраняет нагрузки на трубопровод от сварочных операций, снижает затраты и может обеспечить модульную систему, которую легче разбирать или модифицировать по мере необходимости.
Пластиковая труба и труба из полиэтилена высокой плотности, в частности, могут быть соединены термической сваркой, иногда называемой электросваркой. Трубы могут быть сварными встык или раструб. Это довольно распространенная практика для трубопроводов большого диаметра из ПНД.Для изготовления этих сварных швов доступен ряд специализированного оборудования.
Сварочный аппарат для термического соединения секций труб ПНД. Изображение предоставлено: Ютана artkla / Shutterstock.com
Как правило, при применении пластиковых труб и трубных фитингов необходимо учитывать снижение номинального давления в зависимости от размера трубы или фитинга и рабочей температуры. Для материалов из ПВХ и ХПВХ производители рекомендуют снизить номинальное давление для температур выше 73 градусов F.А для данной рабочей температуры давление необходимо дополнительно снижать по мере увеличения диаметра трубы или фитинга. Кроме того, использование определенных фитингов, таких как фланцы, штуцеры или клапаны, может иметь номинальное давление ниже, чем у прямой трубы того же размера.
Формы и фасоны фитингов
Название большинства подходящих форм говорит само за себя. К общедоступным относятся:
- колпачки
- заглушки
- соски
- колено
- тройники
- лет
- крестов
- профсоюзов
- втулки
- редукторы
- адаптеры
Заглушки или заглушки могут использоваться для герметизации концов трубы.Некоторые формы заглушек высокого давления используются для временной герметизации концов труб с целью облегчения испытаний под давлением в трубопроводах и сосудах под давлением, устраняя при этом необходимость выполнять обычные сварочные операции для проведения этих испытаний.
Заглушка для труб для испытания давлением трубопроводов
Изображение предоставлено: Mechanical Research & Design, Inc.
Отводы можно приобрести с изгибами 22-1 / 2 °, 45 ° и 90 °. Обратные отводы используются для перемещения жидкости через полное изменение направления на 180 °.Трубы с малой резьбой называются ниппелями. Втулки используются для изменения диаметра труб, как и переходники. Такие термины, как «улица» и «обслуживание», описывают арматуру с наружной резьбой. Муфты используются для соединения трубы с резьбой без необходимости поворачивать любую трубу. Адаптеры позволяют системе переключаться между материалами, такими как пластмассовые и металлические трубы.
Отводы труб производятся в соответствии со спецификациями и обычно называются кратными диаметрам трубы. Например, 5-мерный изгиб 10-дюймовой трубы будет иметь радиус изгиба в пять раз больше диаметра.Также указывается угол изгиба.
Фитинги для дождевателей
Системы пожаротушения и пожарные спринклеры могут использовать трубы нескольких видов, чаще всего стальные (черная труба или оцинкованная труба), медные трубы или пластиковые трубы (ХПВХ и полибутилен разрешены NFPA).
В случае стальных труб фитинги могут иметь резьбу, сварку или использовать концевые трубы и соединители с обрезанными или накатанными канавками, в которых используются системы кольца и кулачка для соединения труб. Соединители устанавливаются быстро и легко и исключают стоимость и сложность других методов, таких как сварка.В результате, эти кольцевые и кулачковые системы, кажется, довольно распространены в этой отрасли.
Соединения с прорезанными канавками обычно допускаются спецификацией для труб из списка 40 или выше, где более высокие номера в спецификации указывают на увеличенную толщину стенки трубы. Типы соединения труб с катаной канавкой допустимы при любой толщине стенки.
Медные трубки, используемые в спринклерных системах, обычно паяны, но NFPA 13 допускает ограниченное использование паяных соединений для применений, которые характеризуются низким риском опасности и малым количеством людей.
Пластиковая труба может использоваться в некоторых системах пожаротушения и спринклерных систем, в соответствии с NFPA 13. Для ХПВХ соединение стандартных фитингов под сварку муфтой с помощью растворителя является обычным методом соединения трубных фитингов из ХПВХ со спринклерной трубой. В небольших жилых помещениях также используются трубы из сшитого полиэтилена (PEX). При использовании пластиковых труб необходимо принять дополнительные меры для обеспечения надлежащей поддержки системы и защиты труб и фитингов от прямого воздействия огня.
Co nsiderations / Attributes
Падение давления на изгибах и фитингах может быть значительным или незначительным в зависимости от длины системы. Для длительных периодов это обычно считается «незначительными потерями». Для систем с минимальным количеством прямых участков эти капли играют главную роль. Инженеры по трубопроводам часто определяют и вычисляют эквивалентную длину для каждого компонента в системе, чтобы получить теоретическую эффективную длину трубопровода, по которой можно оценить ожидаемое падение системы. Такую информацию можно найти в технических справочниках или у самих производителей.
Дополнительные ресурсы
Помимо организаций, спонсирующих стандарты для труб и трубопроводов, таких как ASTM, ANSI и ASME, следующие торговые организации могут предоставить полезную информацию о различных специальных трубах, производстве трубопроводов и т. Д.
Резюме
Это руководство дает общее представление о трубопроводной арматуре, ее материалах, производстве, конкретных типах, областях применения и особенностях использования.Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники или просмотреть подробную информацию о конкретных продуктах.
Акронимы
- ABS — Акрилонитрилбутадиенстирол
- AWS — Американское сварочное общество
- DWV — слив, отходы и вентиляция
- MEP — механическая, электрическая, сантехническая
- NPT — трубная коническая резьба National
- NPS — Прямая трубная резьба National; также, номинальный размер трубы
- PCCP — предварительно напряженная бетонная цилиндрическая труба
- PE — полиэтилен (PEX, сшитый)
- P&ID — Схема трубопроводов и КИП
- PP — полипропилен
- ПВХ — поливинилхлорид
- SDR — стандартное соотношение размеров
- WPS — Спецификация процедуры сварки
Источники:
- https: // www. plantservices.com/articles/2010/04mechanicalpipejoints/?start=2
- https://www.who.int
- https://info.myssp.com/blog/frequent-asked-questions-about-fittings
Трубы прочие изделия
Еще из оборудования
Проверка сварных соединений пластиковых труб (технический отчет)
Райхерт, Конни. Проверка сварных соединений в пластиковой трубе . США: Н. с., 2005.
Интернет. DOI: 10,2172 / 888552.
Райхерт, Конни. Проверка сварных соединений в пластиковой трубе . Соединенные Штаты. https://doi.org/10.2172/888552
Райхерт, Конни. Чт.
«Проверка сварных соединений в пластиковых трубах».Соединенные Штаты. https://doi.org/10.2172/888552. https://www.osti.gov/servlets/purl/888552.
@article {osti_888552,
title = {Проверка сварных соединений в пластиковой трубе},
author = {Reichert, Connie},
abstractNote = {Стандартный метод соединения пластиковых труб в полевых условиях - это процесс стыковой сварки. Как и в случае с любым другим трубопроводом, качество соединений сильно влияет на общую эксплуатационную безопасность системы.В настоящее время не существует простого, надежного и экономичного метода оценки качества сварных соединений в полевых условиях. Визуальный осмотр и опрессовка - это современные методы неразрушающего контроля, которые не дают никаких гарантий относительно долгосрочной работы трубопровода. В рамках этого проекта разработан, продемонстрирован и апробирован метод неразрушающего контроля на месте стыковых сварных соединений в газораспределительных пластиковых трубопроводах. Система контроля включает в себя лазерную систему распознавания изображений, которая автоматически генерирует и интерпретирует цифровые изображения стыков труб и присваивает им оценку «годен / не годен», что устраняет предвзятость оператора при оценке качества стыков. Запатентованный EWI процесс, метод контроля зоны сварного шва (WZIM), был разработан, в котором локальное тепло прикладывается к области соединения для ослабления остаточных напряжений, образованных первоначальной операцией соединения, что позволяет выявить состояние поверхности соединения. В случаях, когда соединение не формируется в оптимальных условиях и межмолекулярные силы между контактирующими поверхностями недостаточно сильны, релаксация макромолекул в поверхностном слое заставляет материал отодвигаться, обнажая линию плавления.Если соединение прочное, изображение линии склейки не проявляется. Чтобы установить первоначальную осуществимость подхода, сварные швы выполнялись в стандартных и нестандартных условиях. Эти сварные швы были подвергнуты WZIM и двум разрушающим формам испытаний: краткосрочному испытанию на растяжение и долгосрочному испытанию на разрыв при ползучести. Похоже, существует прямая корреляция между WZIM и результатами разрушающих испытаний. Хотя WZIM кажется более чувствительным, чем можно проверить с помощью деструктивного тестирования, подход кажется верным. },
doi = {10.2172 / 888552},
url = {https://www.osti.gov/biblio/888552},
журнал = {},
номер =,
объем =,
place = {United States},
год = {2005},
месяц = {9}
}
Консультации — Инженер по подбору | Выбор труб и материалов для трубопроводов
Джефф Болдт, ЧП, LEED AP, FASHRAE, FPE, HBDP; Кейт Стоун, ЧП 17 сентября 2018 г.
Предоставлено: IMEG Corp.
Цели обучения
- Разберитесь в плюсах и минусах различных материалов трубопроводов.
- Ознакомьтесь с некоторыми проблемами, связанными с совместимостью материалов.
- Узнайте о проблемах коррозии в гидравлических и бытовых системах трубопроводов.
Так же, как свойства различных материалов труб сильно различаются (см. Таблицу 1), важность этих свойств широко варьируется в зависимости от проекта. Выбор материала трубопровода зависит от области применения и качества воды. Например, в системах отопления часто используются стальные трубы из-за их низкой стоимости, прочности и устойчивости к теплу, в то время как в системах с чистой водой, вероятно, будут использоваться трубы из чистого полипропилена (PP) или поливинилиденфторида (PVDF).
Основные свойства материала
Сталь прочная, жесткая и имеет низкий коэффициент теплового расширения. Он также тяжелый (для его транспортировки может потребоваться несколько рабочих) и подвержен коррозии. Иногда ее называют углеродистой или черной сталью, чтобы отличить нержавеющую и оцинкованную сталь.Вся сталь по определению содержит углерод.
Сталь часто используется для замкнутых гидравлических систем, поскольку она недорогая, особенно по сравнению с другими материалами в системах с высоким давлением, а коррозия в этих системах относительно легко контролируется. Он также является хорошим выбором для паровых и пароконденсатных систем, поскольку хорошо выдерживает высокие температуры и давления, а коррозия обычно не является проблемой для паропроводов. Тем не менее, коррозия является проблемой в пароконденсатных трубах, и многие инженеры указывают стальные трубы сортамента 80 просто потому, что для прохождения коррозии требуется примерно в два раза больше времени, чем у трубы сортамента 40.
Если амины (обычно циклогексиламин, морфолин или диэтилэтаноламин (DEAE) подаются правильно для нейтрализации pH конденсатной трубы, конденсатные трубы могут прослужить жизнь здания. Некоторые владельцы зданий не хотят, чтобы эти химические вещества содержались в паре, который может использоваться для увлажнения, потому что проблем со здоровьем, однако отказ от использования этих аминов может потребовать замены трубопровода из нержавеющей стали (SS) или добавления отдельной системы «чистого пара» для увлажнения и стерилизации медицинских инструментов.
Жесткость важна, поскольку она определяет расстояние между подвесами. Стальные трубы изготавливаются длиной 21 фут, и подвески могут быть разнесены на такое большое расстояние для труб большого диаметра. Однако для более гибких материалов могут потребоваться подвесы на расстоянии не менее 4 футов от центра или даже непрерывно. Обратитесь к ANSI / MSS SP-58: Подвески и опоры для труб — материалы, конструкция, изготовление, выбор, применение и установка для получения подробной информации о подвесках и расстоянии между подвесками.
Низкий коэффициент теплового расширения сводит к минимуму необходимость в расширительных петлях и компенсаторах.Однако высокая жесткость стали означает, что, хотя она меньше расширяется, она оказывает очень большие усилия на анкеры.
Труба из оцинкованной стали — это стальная труба, погруженная в ванну с цинком (см. Рисунок 1). Цинкование имеет два метода уменьшения коррозии:
- Он покрывает поверхность, как краска, и в большинстве случаев образует прочный оксидный слой, такой как алюминий и нержавеющая сталь.
- Обеспечивает протекторный анод (цинк) для защиты от коррозии вместо коррозии стали.
Оцинкованная стальная труба обладает всеми преимуществами стальной трубы, а также повышенной коррозионной стойкостью в большинстве сред, хотя и по несколько более высокой стоимости. Цинкование почти идеально подходит для областей применения, где его периодически смачивают и сушат (например, дорожные знаки и ограждения). Он может выйти из строя в средах с высоким содержанием натрия (например, умягченная вода, которая вначале была очень жесткой), потому что натрий заставляет прилипшую оксидную пленку отслаиваться и реагировать больше, как стальная труба, где оксид отслаивается.Если сваривается оцинкованная труба, сварщик должен быть осторожен, чтобы стачивать необработанную сталь. Ремонт цинкования с внутренней стороны трубы затруднен или невозможен. Если в интерьере требуется сплошной оцинкованный слой, подумайте о механических соединениях. (Дополнительную информацию можно получить в Американской ассоциации гальванизаторов.)
Медная труба часто используется как в гидравлической, так и в бытовой технике, особенно для 2-дюймовых. и трубы меньшего размера. Однако некоторые подрядчики предлагают заменить оцинкованные стальные трубы для бытового водоснабжения медными до 6 дюймов. по размеру, особенно на Среднем Западе. Медь — дорогой материал, но имеет то преимущество, что весит меньше стали, и для ее установки может потребоваться меньше сотрудников, в зависимости от веса и ограничений профсоюзов. Кроме того, медь обычно более благородна и устойчива к коррозии, чем сталь или оцинкованная сталь.
В HVAC-промышленности большая часть меди — это твердая (закаленная) медь типа L (средней толщины), хотя подземная мягкая (отожженная) медь часто относится к типу K (толстая). Сливной, сливной и вентиляционный трубопровод (DWV) тоньше (тип M).
Нержавеющая сталь широко считается устойчивой ко всем видам коррозии. Это верно во многих случаях, но не во всех. Анаэробная и хлоридная коррозия могут повлиять на SS. Самый распространенный сплав — нержавеющая сталь 304, который добавляет в сталь 18% хрома и 8% никеля. 304L имеет пониженное содержание углерода, чтобы свести к минимуму склонность SS к коррозии сварных швов. SS с обозначением L рекомендуется для всех SS, которые будут свариваться и могут иметь проблемы с коррозией, например выхлопные газы и некоторые системы трубопроводов. 316 и 316L добавляют молибден для снижения чувствительности к хлоридам.
В последнее десятилетие мы видели, что более тонкая нержавеющая сталь предлагается в качестве альтернативы стальным оцинкованным трубам и медным трубам большего диаметра, в первую очередь для бытовых трубопроводов питьевой воды. Если это сделать неправильно, есть одна потенциальная проблема (см. «Смешивание материалов может вызвать проблемы»).
SS требует некоторого количества кислорода для образования приставшего оксидного слоя, как у алюминиевых автомобильных колес. Обычно это не проблема в системах водяного отопления / охлаждения или системах водоснабжения, но в большой системе хранения охлажденной воды уровень кислорода может стать достаточно низким, чтобы возникли проблемы с коррозией, вызванной микробами (известной как MIC).
Есть много марок СС. В целом сплавы серии 300 являются наиболее стойкими к коррозии и немагнитными. Серия 400 тверже, устойчивее к истиранию, выдерживает более высокие температуры и обладает магнитными свойствами. Сплавы серии 200 используются в мойках и в других местах, где допустима меньшая коррозионная стойкость.
Чугун (CI) используется в основном в канализационных и ливневых системах. В этих применениях он имеет очень хорошую коррозионную стойкость. Недостаток в том, что самые обычные суставы не зажаты.Большинство шарниров из чугуна являются вставными или без ступицы. Вставные соединения очень хорошо работают под землей, где давление грунта помогает остановить движение трубы. Однако над землей существует риск того, что труба может отсоединиться, если произойдет закупорка и давление станет слишком высоким. Оцинкованная сталь, в первую очередь для ливневых систем, с механическими муфтами или трубопроводами с пластиковым соединением, может быть указана, когда кажется возможным риск затопления из-за давления.
Ковкий чугун (DI) похож на чугун, за исключением того, что он имеет более низкий процент углерода и содержит отжиг и / или добавки, такие как магний, для образования другой (шаровидной) матрицы. Это делает его более прочным и пластичным, чем чугун. По коррозионной стойкости он очень похож на чугун. DI обычно используется для городских водопроводов. Для ливневой или канализационной канализации можно указать одну длину трубы прямого ввода, проходящей под фундаментом, чтобы в случае оседания конструкции труба изгибалась и не ломалась.
Duriron почти отсутствует на рынке, но его можно увидеть в проектах реконструкции. Это чугун с добавлением кремния для защиты от коррозии. Ранее он использовался для лабораторных систем удаления отходов.Чугунные форточки, которые «сверкают» на крыше, — это Duriron. Сегодня его обычно заменяют полипропиленом (PP), поливинилиденфторидом (PVDF) или иногда боросиликатным стеклом.
Трубопровод из поливинилхлорида (ПВХ) часто используется в жилых помещениях и становится все более популярным в коммерческих / промышленных применениях. Его преимущество в том, что он очень устойчив к большинству коррозии, но не к растворителям или некоторым маслам. Некоторые производители используют полиэфирное масло (POE) для очистки змеевиков HVAC, что в некоторых случаях вызывает растрескивание труб отвода конденсата из ПВХ.Хлорированный поливинилхлорид (ХПВХ) и акрилонитрил-бутадиенстирол (АБС) также крайне несовместимы с маслами POE.
Одна из проблем, связанных с ПВХ и ХПВХ, заключается в том, что они содержат хлор. Когда хлор горит, образуется горчичный газ. Хотя смертельные случаи не были вызваны горением трубы в зданиях, выделяющей газообразный хлор, они прочитали по крайней мере одну статью о горящей копировальной машине из ПВХ, которая привела к гибели пожарных. Наибольшее беспокойство по поводу ПВХ вызывает близкое расположение подвесок и несоответствие установленному рейтингу распространения пламени / дыма 25/50 согласно NFPA 255: Стандартный метод испытаний характеристик горения поверхности строительных материалов и ASTM E84: Стандартный метод испытания характеристик горения поверхности строительных материалов. Строительные материалы, требуемые строительными нормами для материалов, размещаемых в приточных коллекторах. Это также верно для полипропилена и большинства составов ХПВХ.
CPVC — это в основном ПВХ с добавлением сшитой молекулы хлора для придания ему более высокой термостойкости. Обычно используется в системах горячего водоснабжения. Одним из недостатков систем трубопроводов из ПВХ, ХПВХ и большинства пластиковых и некоторых армированных волокном пластиков (FRP) систем является то, что они имеют фитинги с очень коротким радиусом, поэтому они имеют более высокие коэффициенты падения давления.
Полипропилен известен как олефин в ковровой промышленности, где он используется для изготовления ковров внутри и снаружи помещений.Преимущество полипропилена в том, что он может работать с жидкостями до 210 ° F, и он очень устойчив к коррозии. Некоторые фирмы используют его для очистки кислотных отходов и (в форме без добавок) для систем чистой воды. Он также используется в некоторых трубопроводах для отходов молочной промышленности, где вода при температуре 210 ° F может стекать в канализацию, чтобы очистить затвердевший сыр. В общем, полипропилен является наиболее устойчивым к коррозии из всех материалов, кроме ПВДФ и других производных тефлона.
Поливинилиденфторид (PVDF) — это фторполимер, родственный тефлону.Это дорого, но с прекрасными свойствами. Он может выдерживать 212 ° F жидкостей, соответствует норме распространения пламени / дыма 25/50 для воздухозаборников (и используется для внутренней обшивки городских автобусов, потому что он не горит, как другие пластмассы), и очень инертен ( т. е. его можно использовать в лабораторных или микрочиповых системах с водой высочайшей чистоты).
Трубы PEX (сшитый полиэтилен) стали очень популярными, особенно в системах водоснабжения жилых домов. Это прозрачный гибкий материал для труб, и некоторые его составы соответствуют требованиям 25/50 для пламени / дыма при размещении в камерах вытяжного воздуха.Он очень гибкий, требует частой или постоянной поддержки.
Боросиликатное стекло когда-то было популярным материалом для лабораторных отходов. Он обладает высокой устойчивостью к коррозии, но стоит дорого и может вызвать проблемы, если в канализацию слить очень горячую воду. Обычно это не используется в современных лабораториях.
FRP подходит для применений, где желательны коррозионная стойкость, устойчивость к ультрафиолету (УФ) и большая жесткость, чем у пластмасс. Он имеет различные свойства коррозионной стойкости и прочности в зависимости от используемого пластика и волокна, а также от его ориентации.Многие продукты позволяют выбирать различные внутренние покрытия, устойчивые к определенным химическим веществам. Трубопровод градирни — хорошее применение в системах отопления, вентиляции и кондиционирования воздуха при условии, что изделие имеет фитинги с низким коэффициентом потерь.
Способы соединения
Сварка — старая и надежная технология. По сути, это сплавление труб вместе. Этот метод используется для стали и полипропилена. Сварку можно использовать для оцинкованной стали, но отремонтировать цинковое покрытие внутри труб практически невозможно, поэтому предпочтительнее механическое соединение.
Резьба включает свинчивание труб вместе, обычно с помощью ниппеля с внутренней резьбой между двумя участками трубы с наружной резьбой. Нарезка резьбы обычна для стальных и оцинкованных стальных труб. Это также характерно для некоторых материалов пластиковых труб. Он используется для нержавеющей стали, но требует свежих штампов и анаэробного соединения для труб для герметичных соединений. Резьбовые соединения выдерживают нагрузки во всех направлениях.
Фланец стоит дорого, но практически надежен. Фланцевые соединения могут выдерживать любое желаемое давление и могут быть диэлектрическими для минимизации коррозии (см. Рисунок 2).
Механические муфты (см. Рисунок 3) выдерживают силы во всех направлениях, а также могут выдерживать любое желаемое давление. Сегодня мы наблюдаем движение в сторону либо сборок, сваренных в заводских условиях, которые соединяются в полевых условиях с помощью механических муфт, либо систем, которые полностью механически связаны, в основном в размерах более 2 дюймов. Доступны как жесткие, так и гибкие муфты. Некоторые проекты также включают вертикальные стояки, которые выигрывают от линейной гибкости «гибких» муфт, чтобы избежать деформационных швов или смещений, которые увеличивают размеры вала, чтобы предотвратить разрыв труб из-за усилий сдвига на негибких стенках вала.Гибкие механические муфты также могут заменять гибкие соединения, в зависимости от геометрии и виброизоляции насоса или оборудования.
Коррозия
Коррозия очень важна для трубопроводных систем. Обычно в системах водяного отопления или охлаждения используются ингибиторы коррозии и, возможно, биоциды. Нитриты и молибдаты являются наиболее распространенными ингибиторами коррозии. Некоторые проектные фирмы устанавливают только молибдаты для систем с охлажденной водой, но допускают использование молибдатов или нитритов для систем водяного отопления, которые поднимают температуру воды выше 140 ° F зимой.Это связано с тем, что в прохладной воде нитриты могут быть пищей для микроорганизмов; микробиологическое «цветение» может происходить в системах с охлажденной водой.
Отдельные ингибиторы добавляются для защиты «желтых металлов», таких как медь. В гликольных системах большинство поставщиков используют ингибитор фосфатной коррозии, потому что он также соответствует правилам Управления по санитарному надзору за качеством пищевых продуктов и медикаментов для пищевых продуктов, поэтому им нужно сделать только один продукт для пищевого и непищевого гликоля.
Однако, по крайней мере, один поставщик использует нитраты, поэтому каждый владелец должен вести учет того, что находится в их здании.Данные об эффективности лечения полунитратами и полуфосфатами отсутствуют; смешивание гликолей с ингибиторами различного химического состава не рекомендуется. Системы, содержащие гликоль, должны поддерживать концентрацию гликоля от 18% до 25%. Источники различаются по точному пределу, но ни один производитель не продает предварительно смешанный гликоль с концентрацией ниже 20%; не рекомендуется использовать ничего ниже 25%.
Если этого не сделать, микроорганизмы могут быстро размножаться, потому что гликоль — это пища. Гликоль — это спирт, и, как и при производстве вина, до тех пор, пока его концентрация не станет токсичной, микроорганизмы будут размножаться.Никогда не допускайте подключения подпитки бытовой воды к гликолевой системе, иначе концентрация будет медленно снижаться, пока не возникнет серьезная проблема. Рекомендуется подающий бак, заполненный предварительно смешанным промышленным (не автомобильным) гликолем, реле давления и насос.
Сталь относительно невосприимчива к коррозии, если она находится в среде с высоким pH (например, стальная арматура в бетоне). Шкала pH является логарифмической и обычно находится в диапазоне от 0 до 14. Она показывает, насколько кислым или основным является раствор, где 0 — самый кислый, а 14 — самый основной.PH 7 указывает на нейтральность. Диапазон pH от 8 до 10,5 обычно используется для трубопроводных систем, содержащих сталь. Однако сталь подвержена коррозии при низком pH или при воздействии на нее отдельных химикатов. Многие схемы защиты от коррозии полагаются на высокий pH, но это проблема для систем, которые включают котлы с алюминиевыми теплообменниками, потому что алюминий не совместим с высоким pH. Комбинация стальных труб и алюминиевых теплообменников требует очень узкого диапазона pH в гидравлических системах, обычно от 8 до 8.5.
Поверхностная конденсация — еще одна проблема. На Среднем Западе в некоторых системах принято не изолировать трубы PEX или другие пластиковые трубы, потому что не образуется конденсат. Но с точки зрения энергии PEX теряет тепло быстрее, чем медная труба. Это связано с тем, что больший внешний диаметр PEX обеспечивает большую площадь поверхности для передачи тепла.
Диэлектрическая арматура сегодня вызывает споры. Диэлектрические фланцы часто являются предпочтительным диэлектрическим фитингом, потому что, если диэлектрические фланцы указаны и подрядчик устанавливает не диэлектрические фланцы, единственное исправление — установка пластиковых изолирующих вставок для болтов — замена фланцев не требуется.Однако сегодня NFPA 70: Национальный электротехнический кодекс (NEC) требует соединения металлических трубопроводов бытовой воды, что препятствует диэлектрическому разделению, обеспечиваемому диэлектрическими фланцами, штуцерами и, возможно, ниппелями.
Тщательно продумайте материалы, которые вы укажете для трубопроводных систем. У каждого материала есть прекрасные применения на рынке, но у каждого есть приложения, для которых он не подходит. Здесь были представлены плюсы и минусы нескольких широко используемых материалов, но эта статья лишь коснулась поверхности этой области инженерии.
Смешивание материалов может стать проблемой: знайте, какие материалы трубопроводов вы используете для минимизации коррозии
За последнее десятилетие труба с более тонкими стенками с механическим соединением (нержавеющая сталь марки 10 304 или SS) стала более распространенной для труб диаметром 2,5 дюйма. и более крупные системы бытового водоснабжения. Он обеспечивает высокую коррозионную стойкость и более низкую стоимость монтажа по сравнению с оцинкованной сталью сортамента 40 или медной трубой типа L.
Стоимость материала из нержавеющей стали марки 10 304 почти такая же, как и у оцинкованной стали марки 40, но она вдвое меньше по весу, поэтому установка дешевле. Стоимость медного материала почти вдвое выше, чем у сорта 10 304 SS в этих размерах, но требует аналогичных затрат на установку, поэтому она также имеет более высокую стоимость установки. Одна проблема, которая вызвала проблемы, заключается в том, что фитинги из нержавеющей стали марки 10 304 примерно на треть дороже, чем фитинги из оцинкованной стали категории 40, поэтому оцинкованные фитинги смешивают с прямыми трубами из нержавеющей стали с добрыми намерениями.
Считается, что и нержавеющая сталь, и оцинкованная сталь устойчивы к коррозии, а механическое соединение обеспечивает диэлектрическое разделение, что неверно.Диэлектрическая коррозия, которая возникает между цинкованием (цинком) и SS, очень велика, потому что материалы находятся почти на противоположных концах диаграммы благородства металлов. Коррозия цинка быстрая и серьезная (см. Рисунок 4).
Джефф Болдт является руководителем IMEG Corp., где он является директором по инновациям и качеству. Он также является членом ASHRAE TC 3. 6 Обработка воды.
Кейт Стоун — младший главный специалист и старший специалист по машиностроению в IMEG Corp., где он отвечает за техническую экспертизу и качество.
Армированное ответвление в системе трубопроводов
Где требуется усиленное соединение ответвления?
При больших размерах трубы тройник обычно формируют путем вырезания отверстия в прямом участке (коллектор) и приваривания в перпендикулярном участке ветви (ответвление), это называется ВСТАВКОЙ.
Аналогичным образом форсунки устанавливаются на сосуды высокого давления путем вырезания отверстия в стенке сосуда и приваривания трубы подходящего размера для образования форсунки.Эти пересечения обеспечивают «ослабление дыры» на
резервуар или трубопроводная система из-за удаленного металла и созданной концентрации напряжений.
В критических системах эта слабость должна быть компенсирована и может быть восстановлена с помощью армирующей подкладки для усиления соединения ответвления трубопровода или сопла сосуда высокого давления.
Ответвление с армирующей подушкой (насадного типа)
Размеры усилительной подкладки
Для размеров армирующей подкладки, которую вы можете обработать, как правило:
- Материал = тот же материал, что и подводящая труба
- Ширина = половина диаметра патрубка (не менее 50 мм)
- Толщина = такая же толщина, как у спускной трубы, с мин.3 мм и макс. 20 мм
Тем не менее, для большинства компаний это обычная так называемая обработка таблицы Branch . В этом документе определены методы, которые должны быть
применяется, если необходимо сделать ответвление (с арматурной подушкой или без) в спускной трубе. Также обычно присутствует спецификация, определяющая собственные размеры, потому что у каждой компании свои критерии.
(например, тип продукта, давление и температура, национальные правила, местные рынки)
Установка усилительной подушки
Ниже пример сборки арматурной подушки.
- Определите местоположение ответвления и сделайте круглое отверстие в спускной трубе, диаметр которого должен быть равен внутреннему диаметру ответвления.
- Обработайте ответвление равным внешнему диаметру спускной трубы и сделайте сварной скос около 30 °.
- Разместите ответвление с зазором примерно на 3–4 мм вокруг отверстия на спускной трубе и приварите ответвление прихваточным швом в достаточном количестве мест. Затем новую ветку можно будет полностью сварить.
- Если сварной шов готов, в зависимости от требований необходимо провести неразрушающий контроль (NDE).
- Затем можно разместить усиливающую подушку, надев ее на ветку. Подушка должна быть расположена так, чтобы вокруг ответвления было в целом такое же открытое пространство, и чтобы она полностью совпадала с подающей трубой. Прихватить площадку прихваточным швом в достаточном количестве мест, после чего подкладка может быть полностью приварена внутри и снаружи; в зависимости от предписанных требований к качеству необходимо снова провести неразрушающий контроль.
- Внимание! — Поскольку фланец на патрубке приварен, необходимо, очевидно, убедиться, что кольцо ставится раньше. Вы не будете первым и, вероятно, не последним, с усиливающей подушечкой в руках, и обнаружите, что последовательность действий была не совсем правильной.
Сливное отверстие
На некоторых изображениях вы могли видеть круглое отверстие в армирующей подушке. Это «отверстие для плача», которое может иметь несколько функций. Иногда также называется отверстием Tell Tale или вентиляционным отверстием.
Мнения об использовании этого отверстия различаются, и поэтому я предлагаю 2 возможных использования дренажного отверстия:
Заправляя отверстие резьбой, контрольный калибр может быть нарезан для теста «воздух / мыло» для проверки на утечку.Будет использоваться резьба, в основном 1/4 «NPT.
Сливные отверстия служат для отвода захваченных газов во время сварки и предотвращают превращение армирующей подкладки в сосуд с «рубашкой».
Сливные отверстия в армирующих подушках должны быть закрыты после завершения испытания под давлением.
NPT — наиболее известное и наиболее широко используемое соединение, в котором трубная резьба обеспечивает как механическое соединение, так и гидравлическое уплотнение. NPT имеет коническую наружную и внутреннюю резьбу, которая уплотняет
с помощью ленты Teflon® или герметика.
ASME B1.20.1 охватывает размеры и калибры трубной резьбы NPT для общего применения.
ASME B31.3, в параграфе 328.5.4 говорится:
Вентиляционное отверстие должно быть предусмотрено сбоку (не в промежности) любой подушки или седла для выявления утечек в сварном шве между ответвлением и участком и для обеспечения вентиляции во время сварки и термообработки.
Трубы и фитинги из ПНД Системы трубопроводов из полиэтилена
4- Чтобы объединить водопроводные трубы и удобный выбор для загрузки, необходимо сделать это.
Перед погружением трубы в воду должна быть соответствующая береговая аппарель, а при снятии пола труба должна быть очищена, чтобы не повредить поверхность трубы.
5- Для подготовки модернизации подводного дна и осуществления контроля перехода с суши на воду.
Следует уделять первоочередное внимание трубе в траншее до тех пор, пока вода не будет набирать без остановки, чтобы обеспечить дополнительную защиту. Для защиты от всевозможных происшествий, которые могут повлиять на водопровод, траншея должна быть вырыта по длине и глубине.Настолько, что выполняемая операция промывки должна оставаться надежной, даже если акула Умеда образовала море. Которая будет удерживаться для защиты и стабилизации трубопровода, высотой 30-50 см может быть укреплением на наполнителе.
6- Обратный трубопровод для формирования одного элемента трубопровода
Ресурсы, сделанные birleştirildik, концы водопроводных труб перед остальными частями начнут еще ползать.
По возможности следует уменьшить вес над водопроводной трубой, соединенной с водой после плавучей платформы.Если вес невозможен, это нужно делать, не касаясь водопровода.
7. Подключение весового блока
Требуется достаточное оборудование и транспортные средства для проведения операции. Выполнение весовой сборки, снизу из нижней части трубы были сняты блоки, сверху помещены для сжатия верхней части трубы, также требуется использование данного оборудования и транспорта. Чтобы уменьшить вес подключенной водяной трубы, ее следует оставлять вниз по пандусу.В любом случае поверхность трубы для удаления минимального количества аппарелей должна быть как можно ближе к воде
8- Прикреплена к погружной трубе (7 можно безопасно выполнять одновременно с присутствующим веществом)
Вес можно легко загрузить через прилагаемую рампу для водопровода. При попадании в воду по трубам вода по пандусам способна удерживать вес благодаря пандусу. Не следует использовать веревку для удержания материала трубы, так как вместо нее рекомендуется использовать цепь с широкими полосами.
9- Погружение трубы в заданную точку
Для подготовки первой погружной трубы протягивается над установленной линией трубы. Погруженная в процесс старта земля продолжает погружаться в воду. Для обеспечения того, чтобы трубу сначала нужно было поднять до начала трубы, создайте воздушный карман. Один из вопросов, который следует учитывать в процессе погружения, — это завершение процесса складывания без риска чрезмерного изгиба. При контролируемом вводе в водопровод не будет такой проблемы.Погружен в ситуацию, которая может возникнуть во время подачи, в противном случае удерживайте сжатый воздух от клапана и направляйте воду, чтобы снова плавать. Однако сжатый воздух не следует использовать более 50%, давление трубы из-за давления воды опасно.
10. Подготовка перехода с суши на воду
Установка полезна для контроля веществ, упомянутых ниже, с конца;
— Правильный фитинг трубы HDPE
— Отсутствие весового блока является обычным
— Проверка наличия контакта с любым материалом, который может вызвать повреждение вокруг трубы
— Удаление контрольного наполнителя и временная установка материала на место обязательно должны быть проверены специалистами.
Экструзионная сварка — Layfield
Геомембранная экструзионная сварка
Экструзионная сварка является основным методом отделки полиэтилена высокой плотности и других полиолефиновых геомембран.
Экструзионная сварка — это метод чистовой обработки, при котором полоса расплавленного пластика используется для сварки термопластичных геомембранных материалов. Качество экструзионного шва зависит от навыков сварщика. Персонал Layfield обладает уникальной квалификацией, чтобы удовлетворить ваши требования к экструзионной сварке всех типов термопластичных геомембран.
В машинах для экструзионной сварки используется нагретый цилиндр с пластиковым шнеком для подачи расплавленного пластика на башмак особой формы. Башмак имеет форму валика из пластика, подходящего для свариваемого материала и толщины. К экструзионному сварочному аппарату прикреплен нагнетатель горячего воздуха для предварительного нагрева зоны сварки. Сварщик использует собственный вес для создания давления, необходимого для сварки, а оператор вручную управляет сварщиком. Машины для экструзионной сварки бывают разных размеров с разной производительностью.
Экструзионная сварка чаще всего выполняется на листовых материалах HDPE. Экструзионная сварка также широко используется для покрытия Enviro Liner и полипропилена. Экструзионная сварка других термопластов встречается нечасто.
1 октября 2010 г. Экструзия (Ремонт) Сварка Материал Стили Полиэтилен высокой плотности (HDPE) 40 мил, 60 мил, 80 мил, 100 мил
40T 1 мил, 60T 1 мил, 80T 1 мил, 100T 1 мил Поливинилхлорид (ПВХ) Сварка растворителем или горячим воздухом Enviro Liner® 30 мил, 40 мил Полипроплен (ПП) 36 (S) 2 мил, 45 (S) 2 мил Армированный полиэтилен (RPE®) Не применимо Лайнер из геосинтетической глины (GCL) Не применимо HAZGARD® HAZ535, остальная серия может быть сваркой растворителем или горячим воздухом Арктический Лайнер® Сварка растворителем или горячим воздухом XR-5® Горячий воздух или специальный клей Специальные вкладыши Сварка горячим воздухом Примечание 1 : T относится к текстурированному геомембранному материалу (одностороннему или двустороннему).
Примечание 2 : S относится к поддерживаемой тканевой основе в материале.
Экструзионная сварка — это процесс с ограниченной толщиной. Количество нагретого пластика, необходимое для сварки, может расплавиться через тонкие листы. Сварка экструзией требует баланса между температурой и толщиной сварочного валика. Если валик слишком толстый или температура сварки слишком высокая, может произойти деформация листа. Вообще говоря, чем толще материал, тем меньше будет деформация и тем лучше будет сварной экструзионный шов.Некоторые материалы, например полипропилен, не требуют такой высокой температуры для сварки. Это позволяет проводить экструзионную сварку более тонких материалов. Профили сварочного башмака также адаптированы к толщине свариваемого материала, при этом для тонких листов используется почти плоский башмак. Для сварки тонкопленочных материалов может потребоваться специальное сварочное оборудование, которое дает небольшой сварной валик.
Экструзионная сварка — медленный процесс и обычно ограничивается отделочными работами, поперечными швами и врезками.Сварщик экструзии требуется для всех проектов из полиэтилена высокой плотности, чтобы выполнить отделочные работы, которые не может выполнить сварщик клина. Обычно клиновая сварка используется для всех производственных сварных швов, а экструзионная сварка используется для проплавления труб и чистовой сварки. Экструзионному сварочному аппарату для работы требуется минимальный зазор. В проходах труб и отстойниках под трубой должен быть зазор не менее 600 мм (24 дюйма) для проведения сварки.
Перед началом экструзионной сварки выполняется пробный сварной шов на отдельных кусках проектного материала в условиях площадки.Этот квалификационный сварной шов используется для подтверждения настроек сварщика. Производится короткий участок сварного шва (около 1 м), берутся образцы и подвергаются разрушающим испытаниям. Если испытания соответствуют проектным спецификациям, можно продолжать сварку. Если испытания не пройдут, сварщик корректируется и переквалифицируется.
Экструзионные сварные швы также регулярно подвергаются разрушающим испытаниям. Бригады Лэйфилда оснащены портативными полевыми тензиометрами для проведения разрушающих испытаний в полевых условиях. Клиновые сварные швы испытываются на сдвиг и отслаивание.Испытание на сдвиг — это основное испытание прочности сварного шва, в то время как испытание на отслаивание используется для подтверждения качества сварки. Из-за устройства экструзии испытание на отслаивание сварного шва можно проводить только с одной стороны. Спецификации для испытаний на сдвиг и отслаивание содержатся в буклете со спецификациями геомембраны и в этом разделе в разделе спецификаций HDPE.
Готовые экструзионные сварные швы обычно проверяются в вакуумной камере. Шов заливают мыльной водой, сверху ставят прозрачную коробку и создают вакуум.Дефекты проявляются в виде пузырьков в вакуумной камере. Подробные сведения о тестировании вакуумной камеры см. В технической заметке Layfield по тестированию.
Для полевой сварки необходимо, чтобы свариваемые поверхности были чистыми и сухими. Также могут быть ограничения из-за температуры и других факторов окружающей среды. Сварщики, выполняющие экструзионную сварку, могут быть чувствительны к присутствию влаги в зоне сварного шва, но нагнетатель предварительного нагрева в большинстве случаев сохраняет зону сварки сухой. Экструзионная сварка в очень холодную погоду может быть ограничена; дополнительные сведения см. в техническом примечании Layfield по сварке в холодных условиях.
Подготовка к экструзионной сварке включает очистку и шлифовку свариваемых участков, а затем закрепление заплатки или нахлеста с помощью ручной сварки горячим воздухом. Прихваточный шов удерживает материал на месте во время шлифовальных и сварочных операций. Все участки должны иметь закругленные углы.
Экструзионная сварка листа HDPE требует шлифовки перед сваркой. Пленки HDPE окисляются на поверхности при обнажении, и технология экструзионной сварки требует удаления этого слоя окисления. Экструзионные сварные швы подготавливаются шлифованием абразивным кругом непосредственно перед сваркой. Шлифование должно удалять не более 10% толщины материала футеровки. Направление следов шлифования не имеет значения, как было показано, как параллельное, так и перпендикулярное шлифование эффективно при условии, что следы шлифования не выходят за пределы области сварного шва. Подготовка зоны шва шлифовкой должна производиться не более чем за 45 минут до сварки. Плоское шлифование не всегда требуется для материалов PP или Enviro Liner (в зависимости от условий на объекте), однако придание шероховатости проволочным кругом является обычной практикой.
Из-за большой массы материала, который экструдируется в валике экструзионной сварки, возникают потенциальные проблемы с концентрацией напряжений во время охлаждения. Чтобы предотвратить накопление напряжений в шве экструзией, существует два ограничения. Первое ограничение заключается в том, что сварные швы экструзией нельзя искусственно охлаждать воздухом или водой. Второе ограничение заключается в том, что не более двух экструзионных гранул можно размещать рядом друг с другом.
Сварка экструзией очень чувствительна к присутствию влаги, и распространенной проблемой является просачивание влаги из сварного шва во время сварки.Поскольку экструзионные швы часто ремонтируются, в дефект до начала сварки может просочиться значительное количество воды. В некоторых случаях может быть очень трудно контролировать эту воду, чтобы можно было выполнить сварку. Один из способов — наложить жертвенный патч на протекающий дефект и заклеить его лентой или другим герметиком. Затем прихватывают и сваривают более крупный участок. Жертвенный пластырь остается под готовым пластырем.
Если у вас есть какие-либо вопросы относительно экструзионной сварки или установки в полевых условиях, обратитесь к вашему представителю Layfield.
.



 Р.П. Вул, К.М. О’Коннор, Дж. Полим. Sci. Polym. Lett.
Р.П. Вул, К.М. О’Коннор, Дж. Полим. Sci. Polym. Lett.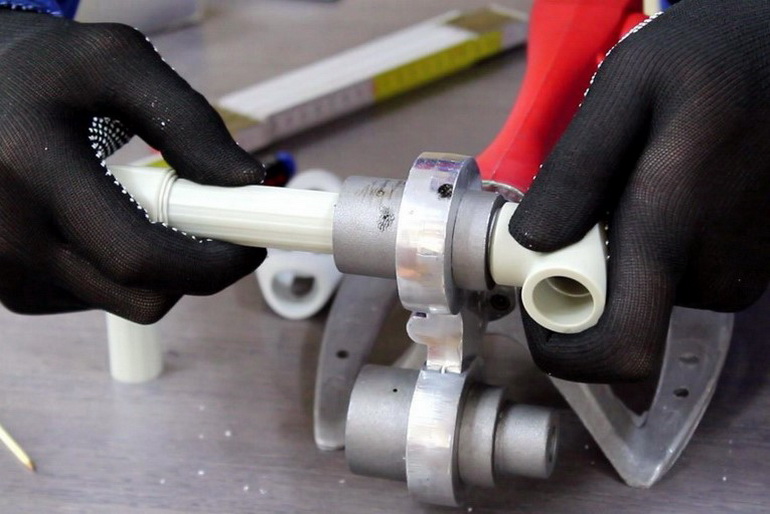 Бенатар, ANTEC-Conf. Proc., 1, 1244
Бенатар, ANTEC-Conf. Proc., 1, 1244 Англ. Наук, 40, 1931 (2000).
Англ. Наук, 40, 1931 (2000).

 Чугунная труба иногда соединяется болтовыми фланцами или, в некоторых случаях, механическими компрессионными соединениями. Фланцевые соединения, применяемые в подземных условиях, могут подвергать трубу оседающим напряжениям, если труба не имеет надлежащей опоры.
Чугунная труба иногда соединяется болтовыми фланцами или, в некоторых случаях, механическими компрессионными соединениями. Фланцевые соединения, применяемые в подземных условиях, могут подвергать трубу оседающим напряжениям, если труба не имеет надлежащей опоры.


 1, стандарту для фланцев и фланцевых фитингов для чугунных труб классов 25, 125 и 250.
1, стандарту для фланцев и фланцевых фитингов для чугунных труб классов 25, 125 и 250.
 Типичные соединения используют концы с буртиком на фитингах, которые сопрягаются с аналогами на приемных трубах. Резиновая прокладка обеспечивает герметичное соединение.
Типичные соединения используют концы с буртиком на фитингах, которые сопрягаются с аналогами на приемных трубах. Резиновая прокладка обеспечивает герметичное соединение. Стандартный профиль поперечного сечения для большинства труб из ПВХ является круглым, но доступны и другие формы профилей, например квадратные фитинги из ПВХ. Однако эти альтернативные фитинговые профили обычно связаны с трубой из ПВХ, предназначенной для использования в конструкциях, например, для ограждений, перил или использования в мебельной конструкции, и не связаны с трубами из ПВХ, предназначенными для работы с жидкостями.Помимо ПВХ, для конструкционной фурнитуры могут использоваться и другие материалы, например, оцинкованные перила для труб.
Стандартный профиль поперечного сечения для большинства труб из ПВХ является круглым, но доступны и другие формы профилей, например квадратные фитинги из ПВХ. Однако эти альтернативные фитинговые профили обычно связаны с трубой из ПВХ, предназначенной для использования в конструкциях, например, для ограждений, перил или использования в мебельной конструкции, и не связаны с трубами из ПВХ, предназначенными для работы с жидкостями.Помимо ПВХ, для конструкционной фурнитуры могут использоваться и другие материалы, например, оцинкованные перила для труб.
 Боросиликатное стекло предлагает несколько ключевых преимуществ перед альтернативными формами трубопроводных систем. Материал отличается высокой чистотой, поэтому он не загрязняет технологические жидкости. Естественная прозрачность стекла позволяет при необходимости контролировать процесс, а гладкая поверхность предотвращает образование накипи или других отложений на внутренней поверхности трубы.
Боросиликатное стекло предлагает несколько ключевых преимуществ перед альтернативными формами трубопроводных систем. Материал отличается высокой чистотой, поэтому он не загрязняет технологические жидкости. Естественная прозрачность стекла позволяет при необходимости контролировать процесс, а гладкая поверхность предотвращает образование накипи или других отложений на внутренней поверхности трубы.
 Помимо конических резьбовых фитингов, в этих системах также предусмотрены фитинги с прямой трубной резьбой, которые не используют конус для герметизации от потери давления или утечек. Как правило, для обеспечения герметичности стыка или соединения требуется подходящий герметик. Большинство резьбовых фитингов предназначены для правой резьбы, но есть несколько вариантов левой (LH) резьбы.
Помимо конических резьбовых фитингов, в этих системах также предусмотрены фитинги с прямой трубной резьбой, которые не используют конус для герметизации от потери давления или утечек. Как правило, для обеспечения герметичности стыка или соединения требуется подходящий герметик. Большинство резьбовых фитингов предназначены для правой резьбы, но есть несколько вариантов левой (LH) резьбы. Д.
Д.
 Используя комбинацию обжатых механических фитингов вместе с холодной гибкой трубы или трубопровода, это решение устраняет нагрузки на трубопровод от сварочных операций, снижает затраты и может обеспечить модульную систему, которую легче разбирать или модифицировать по мере необходимости.
Используя комбинацию обжатых механических фитингов вместе с холодной гибкой трубы или трубопровода, это решение устраняет нагрузки на трубопровод от сварочных операций, снижает затраты и может обеспечить модульную систему, которую легче разбирать или модифицировать по мере необходимости. Для материалов из ПВХ и ХПВХ производители рекомендуют снизить номинальное давление для температур выше 73 градусов F.А для данной рабочей температуры давление необходимо дополнительно снижать по мере увеличения диаметра трубы или фитинга. Кроме того, использование определенных фитингов, таких как фланцы, штуцеры или клапаны, может иметь номинальное давление ниже, чем у прямой трубы того же размера.
Для материалов из ПВХ и ХПВХ производители рекомендуют снизить номинальное давление для температур выше 73 градусов F.А для данной рабочей температуры давление необходимо дополнительно снижать по мере увеличения диаметра трубы или фитинга. Кроме того, использование определенных фитингов, таких как фланцы, штуцеры или клапаны, может иметь номинальное давление ниже, чем у прямой трубы того же размера.

 Такую информацию можно найти в технических справочниках или у самих производителей.
Такую информацию можно найти в технических справочниках или у самих производителей. plantservices.com/articles/2010/04mechanicalpipejoints/?start=2
plantservices.com/articles/2010/04mechanicalpipejoints/?start=2 Райхерт, Конни. Проверка сварных соединений в пластиковой трубе . США: Н. с., 2005.
Интернет. DOI: 10,2172 / 888552. Райхерт, Конни. Проверка сварных соединений в пластиковой трубе . Соединенные Штаты. https://doi.org/10.2172/888552 Райхерт, Конни. Чт.
«Проверка сварных соединений в пластиковых трубах».Соединенные Штаты. https://doi.org/10.2172/888552. https://www.osti.gov/servlets/purl/888552. 
@article {osti_888552,
title = {Проверка сварных соединений в пластиковой трубе},
author = {Reichert, Connie},
abstractNote = {Стандартный метод соединения пластиковых труб в полевых условиях - это процесс стыковой сварки. Как и в случае с любым другим трубопроводом, качество соединений сильно влияет на общую эксплуатационную безопасность системы.В настоящее время не существует простого, надежного и экономичного метода оценки качества сварных соединений в полевых условиях. Визуальный осмотр и опрессовка - это современные методы неразрушающего контроля, которые не дают никаких гарантий относительно долгосрочной работы трубопровода. В рамках этого проекта разработан, продемонстрирован и апробирован метод неразрушающего контроля на месте стыковых сварных соединений в газораспределительных пластиковых трубопроводах. Система контроля включает в себя лазерную систему распознавания изображений, которая автоматически генерирует и интерпретирует цифровые изображения стыков труб и присваивает им оценку «годен / не годен», что устраняет предвзятость оператора при оценке качества стыков. Запатентованный EWI процесс, метод контроля зоны сварного шва (WZIM), был разработан, в котором локальное тепло прикладывается к области соединения для ослабления остаточных напряжений, образованных первоначальной операцией соединения, что позволяет выявить состояние поверхности соединения. В случаях, когда соединение не формируется в оптимальных условиях и межмолекулярные силы между контактирующими поверхностями недостаточно сильны, релаксация макромолекул в поверхностном слое заставляет материал отодвигаться, обнажая линию плавления.Если соединение прочное, изображение линии склейки не проявляется. Чтобы установить первоначальную осуществимость подхода, сварные швы выполнялись в стандартных и нестандартных условиях. Эти сварные швы были подвергнуты WZIM и двум разрушающим формам испытаний: краткосрочному испытанию на растяжение и долгосрочному испытанию на разрыв при ползучести. Похоже, существует прямая корреляция между WZIM и результатами разрушающих испытаний. Хотя WZIM кажется более чувствительным, чем можно проверить с помощью деструктивного тестирования, подход кажется верным. },
doi = {10.2172 / 888552},
url = {https://www.osti.gov/biblio/888552},
журнал = {},
номер =,
объем =,
place = {United States},
год = {2005},
месяц = {9}
}  Запатентованный EWI процесс, метод контроля зоны сварного шва (WZIM), был разработан, в котором локальное тепло прикладывается к области соединения для ослабления остаточных напряжений, образованных первоначальной операцией соединения, что позволяет выявить состояние поверхности соединения. В случаях, когда соединение не формируется в оптимальных условиях и межмолекулярные силы между контактирующими поверхностями недостаточно сильны, релаксация макромолекул в поверхностном слое заставляет материал отодвигаться, обнажая линию плавления.Если соединение прочное, изображение линии склейки не проявляется. Чтобы установить первоначальную осуществимость подхода, сварные швы выполнялись в стандартных и нестандартных условиях. Эти сварные швы были подвергнуты WZIM и двум разрушающим формам испытаний: краткосрочному испытанию на растяжение и долгосрочному испытанию на разрыв при ползучести. Похоже, существует прямая корреляция между WZIM и результатами разрушающих испытаний. Хотя WZIM кажется более чувствительным, чем можно проверить с помощью деструктивного тестирования, подход кажется верным.
Запатентованный EWI процесс, метод контроля зоны сварного шва (WZIM), был разработан, в котором локальное тепло прикладывается к области соединения для ослабления остаточных напряжений, образованных первоначальной операцией соединения, что позволяет выявить состояние поверхности соединения. В случаях, когда соединение не формируется в оптимальных условиях и межмолекулярные силы между контактирующими поверхностями недостаточно сильны, релаксация макромолекул в поверхностном слое заставляет материал отодвигаться, обнажая линию плавления.Если соединение прочное, изображение линии склейки не проявляется. Чтобы установить первоначальную осуществимость подхода, сварные швы выполнялись в стандартных и нестандартных условиях. Эти сварные швы были подвергнуты WZIM и двум разрушающим формам испытаний: краткосрочному испытанию на растяжение и долгосрочному испытанию на разрыв при ползучести. Похоже, существует прямая корреляция между WZIM и результатами разрушающих испытаний. Хотя WZIM кажется более чувствительным, чем можно проверить с помощью деструктивного тестирования, подход кажется верным. },
},  Например, в системах отопления часто используются стальные трубы из-за их низкой стоимости, прочности и устойчивости к теплу, в то время как в системах с чистой водой, вероятно, будут использоваться трубы из чистого полипропилена (PP) или поливинилиденфторида (PVDF).
Например, в системах отопления часто используются стальные трубы из-за их низкой стоимости, прочности и устойчивости к теплу, в то время как в системах с чистой водой, вероятно, будут использоваться трубы из чистого полипропилена (PP) или поливинилиденфторида (PVDF). Тем не менее, коррозия является проблемой в пароконденсатных трубах, и многие инженеры указывают стальные трубы сортамента 80 просто потому, что для прохождения коррозии требуется примерно в два раза больше времени, чем у трубы сортамента 40.
Тем не менее, коррозия является проблемой в пароконденсатных трубах, и многие инженеры указывают стальные трубы сортамента 80 просто потому, что для прохождения коррозии требуется примерно в два раза больше времени, чем у трубы сортамента 40. Однако для более гибких материалов могут потребоваться подвесы на расстоянии не менее 4 футов от центра или даже непрерывно. Обратитесь к ANSI / MSS SP-58: Подвески и опоры для труб — материалы, конструкция, изготовление, выбор, применение и установка для получения подробной информации о подвесках и расстоянии между подвесками.
Однако для более гибких материалов могут потребоваться подвесы на расстоянии не менее 4 футов от центра или даже непрерывно. Обратитесь к ANSI / MSS SP-58: Подвески и опоры для труб — материалы, конструкция, изготовление, выбор, применение и установка для получения подробной информации о подвесках и расстоянии между подвесками.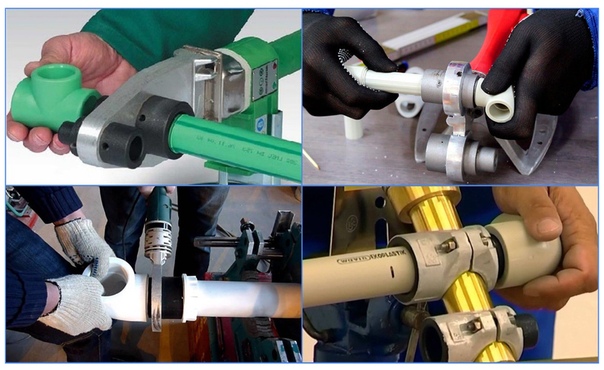 Цинкование почти идеально подходит для областей применения, где его периодически смачивают и сушат (например, дорожные знаки и ограждения). Он может выйти из строя в средах с высоким содержанием натрия (например, умягченная вода, которая вначале была очень жесткой), потому что натрий заставляет прилипшую оксидную пленку отслаиваться и реагировать больше, как стальная труба, где оксид отслаивается.Если сваривается оцинкованная труба, сварщик должен быть осторожен, чтобы стачивать необработанную сталь. Ремонт цинкования с внутренней стороны трубы затруднен или невозможен. Если в интерьере требуется сплошной оцинкованный слой, подумайте о механических соединениях. (Дополнительную информацию можно получить в Американской ассоциации гальванизаторов.)
Цинкование почти идеально подходит для областей применения, где его периодически смачивают и сушат (например, дорожные знаки и ограждения). Он может выйти из строя в средах с высоким содержанием натрия (например, умягченная вода, которая вначале была очень жесткой), потому что натрий заставляет прилипшую оксидную пленку отслаиваться и реагировать больше, как стальная труба, где оксид отслаивается.Если сваривается оцинкованная труба, сварщик должен быть осторожен, чтобы стачивать необработанную сталь. Ремонт цинкования с внутренней стороны трубы затруднен или невозможен. Если в интерьере требуется сплошной оцинкованный слой, подумайте о механических соединениях. (Дополнительную информацию можно получить в Американской ассоциации гальванизаторов.) по размеру, особенно на Среднем Западе. Медь — дорогой материал, но имеет то преимущество, что весит меньше стали, и для ее установки может потребоваться меньше сотрудников, в зависимости от веса и ограничений профсоюзов. Кроме того, медь обычно более благородна и устойчива к коррозии, чем сталь или оцинкованная сталь.
по размеру, особенно на Среднем Западе. Медь — дорогой материал, но имеет то преимущество, что весит меньше стали, и для ее установки может потребоваться меньше сотрудников, в зависимости от веса и ограничений профсоюзов. Кроме того, медь обычно более благородна и устойчива к коррозии, чем сталь или оцинкованная сталь. 316 и 316L добавляют молибден для снижения чувствительности к хлоридам.
316 и 316L добавляют молибден для снижения чувствительности к хлоридам. Сплавы серии 200 используются в мойках и в других местах, где допустима меньшая коррозионная стойкость.
Сплавы серии 200 используются в мойках и в других местах, где допустима меньшая коррозионная стойкость. Это делает его более прочным и пластичным, чем чугун. По коррозионной стойкости он очень похож на чугун. DI обычно используется для городских водопроводов. Для ливневой или канализационной канализации можно указать одну длину трубы прямого ввода, проходящей под фундаментом, чтобы в случае оседания конструкции труба изгибалась и не ломалась.
Это делает его более прочным и пластичным, чем чугун. По коррозионной стойкости он очень похож на чугун. DI обычно используется для городских водопроводов. Для ливневой или канализационной канализации можно указать одну длину трубы прямого ввода, проходящей под фундаментом, чтобы в случае оседания конструкции труба изгибалась и не ломалась. Некоторые производители используют полиэфирное масло (POE) для очистки змеевиков HVAC, что в некоторых случаях вызывает растрескивание труб отвода конденсата из ПВХ.Хлорированный поливинилхлорид (ХПВХ) и акрилонитрил-бутадиенстирол (АБС) также крайне несовместимы с маслами POE.
Некоторые производители используют полиэфирное масло (POE) для очистки змеевиков HVAC, что в некоторых случаях вызывает растрескивание труб отвода конденсата из ПВХ.Хлорированный поливинилхлорид (ХПВХ) и акрилонитрил-бутадиенстирол (АБС) также крайне несовместимы с маслами POE. Это также верно для полипропилена и большинства составов ХПВХ.
Это также верно для полипропилена и большинства составов ХПВХ. В общем, полипропилен является наиболее устойчивым к коррозии из всех материалов, кроме ПВДФ и других производных тефлона. Он обладает высокой устойчивостью к коррозии, но стоит дорого и может вызвать проблемы, если в канализацию слить очень горячую воду. Обычно это не используется в современных лабораториях.
В общем, полипропилен является наиболее устойчивым к коррозии из всех материалов, кроме ПВДФ и других производных тефлона. Он обладает высокой устойчивостью к коррозии, но стоит дорого и может вызвать проблемы, если в канализацию слить очень горячую воду. Обычно это не используется в современных лабораториях.
 Доступны как жесткие, так и гибкие муфты. Некоторые проекты также включают вертикальные стояки, которые выигрывают от линейной гибкости «гибких» муфт, чтобы избежать деформационных швов или смещений, которые увеличивают размеры вала, чтобы предотвратить разрыв труб из-за усилий сдвига на негибких стенках вала.Гибкие механические муфты также могут заменять гибкие соединения, в зависимости от геометрии и виброизоляции насоса или оборудования.
Доступны как жесткие, так и гибкие муфты. Некоторые проекты также включают вертикальные стояки, которые выигрывают от линейной гибкости «гибких» муфт, чтобы избежать деформационных швов или смещений, которые увеличивают размеры вала, чтобы предотвратить разрыв труб из-за усилий сдвига на негибких стенках вала.Гибкие механические муфты также могут заменять гибкие соединения, в зависимости от геометрии и виброизоляции насоса или оборудования.
 Гликоль — это спирт, и, как и при производстве вина, до тех пор, пока его концентрация не станет токсичной, микроорганизмы будут размножаться.Никогда не допускайте подключения подпитки бытовой воды к гликолевой системе, иначе концентрация будет медленно снижаться, пока не возникнет серьезная проблема. Рекомендуется подающий бак, заполненный предварительно смешанным промышленным (не автомобильным) гликолем, реле давления и насос.
Гликоль — это спирт, и, как и при производстве вина, до тех пор, пока его концентрация не станет токсичной, микроорганизмы будут размножаться.Никогда не допускайте подключения подпитки бытовой воды к гликолевой системе, иначе концентрация будет медленно снижаться, пока не возникнет серьезная проблема. Рекомендуется подающий бак, заполненный предварительно смешанным промышленным (не автомобильным) гликолем, реле давления и насос. Комбинация стальных труб и алюминиевых теплообменников требует очень узкого диапазона pH в гидравлических системах, обычно от 8 до 8.5.
Комбинация стальных труб и алюминиевых теплообменников требует очень узкого диапазона pH в гидравлических системах, обычно от 8 до 8.5.
 Стоимость медного материала почти вдвое выше, чем у сорта 10 304 SS в этих размерах, но требует аналогичных затрат на установку, поэтому она также имеет более высокую стоимость установки. Одна проблема, которая вызвала проблемы, заключается в том, что фитинги из нержавеющей стали марки 10 304 примерно на треть дороже, чем фитинги из оцинкованной стали категории 40, поэтому оцинкованные фитинги смешивают с прямыми трубами из нержавеющей стали с добрыми намерениями. 6 Обработка воды.
Стоимость медного материала почти вдвое выше, чем у сорта 10 304 SS в этих размерах, но требует аналогичных затрат на установку, поэтому она также имеет более высокую стоимость установки. Одна проблема, которая вызвала проблемы, заключается в том, что фитинги из нержавеющей стали марки 10 304 примерно на треть дороже, чем фитинги из оцинкованной стали категории 40, поэтому оцинкованные фитинги смешивают с прямыми трубами из нержавеющей стали с добрыми намерениями. 6 Обработка воды.

 Вы не будете первым и, вероятно, не последним, с усиливающей подушечкой в руках, и обнаружите, что последовательность действий была не совсем правильной.
Вы не будете первым и, вероятно, не последним, с усиливающей подушечкой в руках, и обнаружите, что последовательность действий была не совсем правильной.Мнения об использовании этого отверстия различаются, и поэтому я предлагаю 2 возможных использования дренажного отверстия:
Заправляя отверстие резьбой, контрольный калибр может быть нарезан для теста «воздух / мыло» для проверки на утечку.Будет использоваться резьба, в основном 1/4 «NPT.
 NPT имеет коническую наружную и внутреннюю резьбу, которая уплотняет
с помощью ленты Teflon® или герметика.
NPT имеет коническую наружную и внутреннюю резьбу, которая уплотняет
с помощью ленты Teflon® или герметика.ASME B1.20.1 охватывает размеры и калибры трубной резьбы NPT для общего применения.
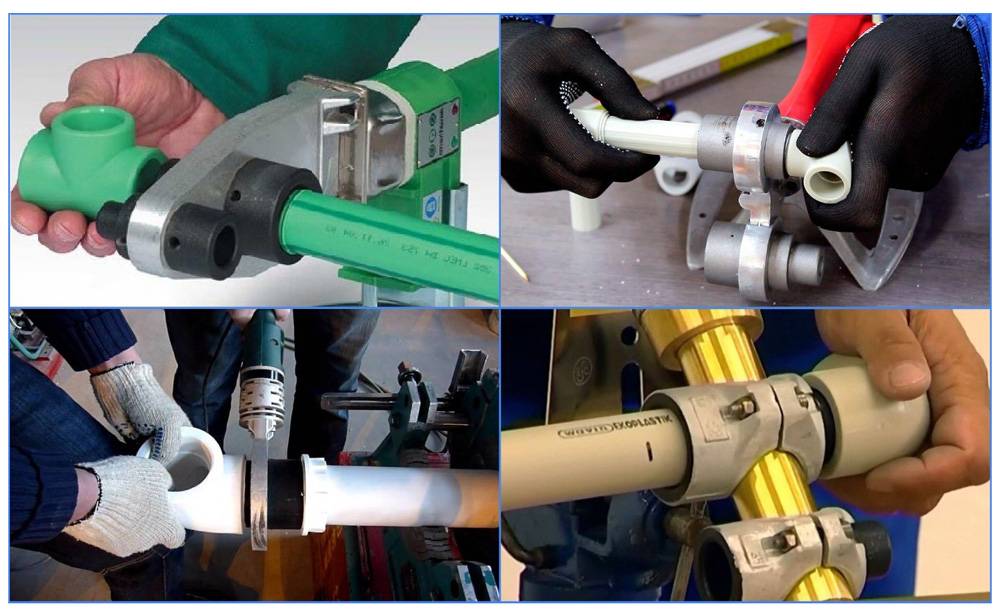 Для защиты от всевозможных происшествий, которые могут повлиять на водопровод, траншея должна быть вырыта по длине и глубине.Настолько, что выполняемая операция промывки должна оставаться надежной, даже если акула Умеда образовала море. Которая будет удерживаться для защиты и стабилизации трубопровода, высотой 30-50 см может быть укреплением на наполнителе.
Для защиты от всевозможных происшествий, которые могут повлиять на водопровод, траншея должна быть вырыта по длине и глубине.Настолько, что выполняемая операция промывки должна оставаться надежной, даже если акула Умеда образовала море. Которая будет удерживаться для защиты и стабилизации трубопровода, высотой 30-50 см может быть укреплением на наполнителе. Чтобы уменьшить вес подключенной водяной трубы, ее следует оставлять вниз по пандусу.В любом случае поверхность трубы для удаления минимального количества аппарелей должна быть как можно ближе к воде
Чтобы уменьшить вес подключенной водяной трубы, ее следует оставлять вниз по пандусу.В любом случае поверхность трубы для удаления минимального количества аппарелей должна быть как можно ближе к воде При контролируемом вводе в водопровод не будет такой проблемы.Погружен в ситуацию, которая может возникнуть во время подачи, в противном случае удерживайте сжатый воздух от клапана и направляйте воду, чтобы снова плавать. Однако сжатый воздух не следует использовать более 50%, давление трубы из-за давления воды опасно.
При контролируемом вводе в водопровод не будет такой проблемы.Погружен в ситуацию, которая может возникнуть во время подачи, в противном случае удерживайте сжатый воздух от клапана и направляйте воду, чтобы снова плавать. Однако сжатый воздух не следует использовать более 50%, давление трубы из-за давления воды опасно.— Правильный фитинг трубы HDPE
— Отсутствие весового блока является обычным
— Проверка наличия контакта с любым материалом, который может вызвать повреждение вокруг трубы
— Удаление контрольного наполнителя и временная установка материала на место обязательно должны быть проверены специалистами.

 Экструзионная сварка также широко используется для покрытия Enviro Liner и полипропилена. Экструзионная сварка других термопластов встречается нечасто.
Экструзионная сварка также широко используется для покрытия Enviro Liner и полипропилена. Экструзионная сварка других термопластов встречается нечасто.40T 1 мил, 60T 1 мил, 80T 1 мил, 100T 1 мил

Примечание 2 : S относится к поддерживаемой тканевой основе в материале.

 Если испытания не пройдут, сварщик корректируется и переквалифицируется.
Если испытания не пройдут, сварщик корректируется и переквалифицируется. В технической заметке Layfield по тестированию.
В технической заметке Layfield по тестированию. Экструзионные сварные швы подготавливаются шлифованием абразивным кругом непосредственно перед сваркой. Шлифование должно удалять не более 10% толщины материала футеровки. Направление следов шлифования не имеет значения, как было показано, как параллельное, так и перпендикулярное шлифование эффективно при условии, что следы шлифования не выходят за пределы области сварного шва. Подготовка зоны шва шлифовкой должна производиться не более чем за 45 минут до сварки. Плоское шлифование не всегда требуется для материалов PP или Enviro Liner (в зависимости от условий на объекте), однако придание шероховатости проволочным кругом является обычной практикой.
Экструзионные сварные швы подготавливаются шлифованием абразивным кругом непосредственно перед сваркой. Шлифование должно удалять не более 10% толщины материала футеровки. Направление следов шлифования не имеет значения, как было показано, как параллельное, так и перпендикулярное шлифование эффективно при условии, что следы шлифования не выходят за пределы области сварного шва. Подготовка зоны шва шлифовкой должна производиться не более чем за 45 минут до сварки. Плоское шлифование не всегда требуется для материалов PP или Enviro Liner (в зависимости от условий на объекте), однако придание шероховатости проволочным кругом является обычной практикой. Второе ограничение заключается в том, что не более двух экструзионных гранул можно размещать рядом друг с другом.
Второе ограничение заключается в том, что не более двух экструзионных гранул можно размещать рядом друг с другом.