

Сварка профильной трубы: какими электродами варить 2мм, как сваривать инвертором, как правильно, электросваркой, как под 90 градусов
Как сваривать профильную трубу Советы для новичков | Ручная дуговая сварка
Источник Яндекс картинкиВсех приветствую . Как сваривать профильную трубу ? Это наверное самый вопросный из всех вопросов у новичков в сварке ! В наше время профильная труба стала самым ходовым материалом для изготовления разных сварочных конструкций — как в быту , так и на производстве серьезных и габаритных изделий из металла .
Источник Яндекс картинкиИсточник Яндекс картинкиНо нам , как новичкам интересна сварка профильной трубы для своих бытовых нужд . Для дома , дачи нам необходимо сделать забор ,летний душ, туалет ,лесенку , беседку , ворота и многое другое . В чем положительные и отрицательные стороны профильной трубы ? Из хорошего — она легкая и недорогая , очень удобно делать из этого материала различные конструкции . Из отрицательного — очень тонкий материал и в быту большинство используемых труб будут толщиной 1.5 — 2 мм , редко 3мм . Поэтому новичку сразу будет непросто варить эти трубы , придется постараться и хорошо проварить и не прожечь трубу .
Поэтому постараюсь дать полезные советы , которые помогут освоить сварку профильных труб . Перво наперво семь раз отмерь и один раз отрежь . На самом деле постарайся как можно точнее измерить размер нужного куска и отрезать его точно по размерам . Поэтому старайся пользоваться теми вещами , которые дают наиболее тонкую линию разметки на металле . Забудь про мел ! Лично я также не люблю пользоваться для разметки маркером — его линия слишком толстая , пару мм будет точно , или металлическая чертилки или химический карандаш , я выбираю карандаш , много лет все размечаю синим химическим карандашом .
Источник Яндекс картинкиСовет следующий — вари электродами с рутиловым покрытием , сварка будет с частым отрывом и зажиганием , для этих целей только рутил — это самые распространенные ( по крайней мере у нас ) МР-3С , АНО-21,МОНОЛИТ. Когда отрезали и прихватили заготовку к заготовке , нужно устроить перекур ! Варить будем с отрывом , так как металл тонкий . Но и ток будем выставлять повышенный для этой толщины , обьясню — сварка оптимальным током сразу у новичка едва ли получиться , это придет со временем . На маленьком токе будет часто залипать и может непроваривать обе кромки соединяемых труб . Так что смелее побольше току , все равно варим с частым отрывом , зато наверняка будут проварены кромки труб , не бойтесь прожечь — это заваривается .
Но и ток будем выставлять повышенный для этой толщины , обьясню — сварка оптимальным током сразу у новичка едва ли получиться , это придет со временем . На маленьком токе будет часто залипать и может непроваривать обе кромки соединяемых труб . Так что смелее побольше току , все равно варим с частым отрывом , зато наверняка будут проварены кромки труб , не бойтесь прожечь — это заваривается .
После того как прихватили заготовку , сделайте еше прихваток между первыми прихватками , можно даже наставить этих прихваток через каждые 1-2 см , еще раз повторюсь — это советы для только только начинающих , с таким количеством прихваток будел легче при сварке не прожигать метал трубы , ведь в месте прихватки толщина металла будет немалая , а таких прихваток много и сварка будет проще . По теории нужно варить на обратной полярности , то есть + на держак . Прежде чем начнешь варить основную конструкцию настрой ток и потренируйся на ненужной железяки той же толщины , начнет получаться — вари основную трубу . Еще совет — необязательно идти варить подряд , даже лучше будет делать так — поставил маленький шовчик вначале стыка — сделай следующий маленький шовчик в конце стыка . потом посередине и так можно вразбежку ( маленький шовчик — это я имею виду несколько точек подряд , выполненных с отрывом ) . Так можно делать во всех пространственных положениях сварки . Еще совет — старайся держать дугу как можно короче — короткая дуга меньше разогревает металл , чем длинная , и меньше будет брызгать металлом .
Еще совет — необязательно идти варить подряд , даже лучше будет делать так — поставил маленький шовчик вначале стыка — сделай следующий маленький шовчик в конце стыка . потом посередине и так можно вразбежку ( маленький шовчик — это я имею виду несколько точек подряд , выполненных с отрывом ) . Так можно делать во всех пространственных положениях сварки . Еще совет — старайся держать дугу как можно короче — короткая дуга меньше разогревает металл , чем длинная , и меньше будет брызгать металлом .
Если соединение будет тавровым , то все то же самое , только дугу нужно почти целиком направлять на основную целую трубу , а торцы отрезанной трубы захватывать дугой еле — еле , просто торец трубы махом прогорает , когда на него направляешь сварочную дугу , поэтому старайся делать это аккуратно и едва касаясь . Но тут также нужно потренироваться на ненужной железяке той же толщины с тем же примером стыка .
Источник Яндекс картинки .Ну вот пожалуй все мои советы , для начала вполне хватит , побольше практикуйтесь на ненужных железяках , не жалейте времени и электродов , все это окупиться в будущем .
Друзья, а вот ссылки на статьи с подробным описанием сварки профильной трубы для новичков с разной степенью сварочного опыта, посмотрите, интересно.
Как варить профильную трубу электродом в 3 раза быстрей и не прожигать
Как новичку сваривать профильную трубу электродом и не прожигать. Два простых способа, плюс видео.
Как варить профильную трубу электродом в 3 раза быстрей и не прожигать | Ручная дуговая сварка
источник яндекс картинкиПриветствую всех новичков самоучек в ручной дуговой сварке на нашем канале!
Сегодня будет достаточно важная и интересная тема не только для новичков, но и для людей с опытом в сварке- Как варить профильную трубу электродом максимально быстро и не прожигать.
Покажу вам технику сварки тонкой профильной трубы, которая увеличивает скорость самой сварки в 2-3 раза, и к тому же снижается вероятность прожогов, не верите что так можно? Тогда читайте внимательно до конца, и ваш арсенал пополнится ещё одной сварочной хитростью!
Первым делом используйте электроды, которые соответствуют диаметром свариваемой профильной трубы. Для трубы 1.5 мм берите электроды диаметром 2 мм, труба 2мм-электроды 2.5 мм, труба 3 и более мм-берите электроды диаметром 3 мм.
Для трубы 1.5 мм берите электроды диаметром 2 мм, труба 2мм-электроды 2.5 мм, труба 3 и более мм-берите электроды диаметром 3 мм.
В нашем примере будет профильная труба 60 на 30 мм, толщина стенки 2 мм, соответственно мы будем использовать электроды с рутиловым покрытием, диаметром 2.5 мм.
На трубе мы сделали вот такие пропилы тонким диском 0.8 мм, они будут имитировать для нас стыковое соединение в нижнем положении. Настраиваем сварочный ток по таким же пропилам, про настройку на канале есть отдельная статья, обязательно почитайте-это важно.
Как обычно происходит сварка тонких профильных труб? Как правило это будет сварка точками, так как металл тонкий, и, ведя шов сплошняком, мы быстро сделаем прожог.
Для примера первый шов мы так и сварили-точками с отрывом.
Оббили шлак, первый шов готов, это привычный классический способ сварки, все так варят. Смотрите как можно сварить этот шов намного быстрее и сплошняком.
Зажигаем электрод вначале шва, и на быстрой скорости ведём его углом вперёд по месту будущего шва-в нашем случае это пропилы в трубе. В этот момент во многих местах будущего шва набрасывается металл и это место становится местами намного толще чем сама 2х миллиметровая труба.
В этот момент во многих местах будущего шва набрасывается металл и это место становится местами намного толще чем сама 2х миллиметровая труба.
Вот мы и исправили саму проблему медленной сварки-малую толщину металла в месте сварки. А теперь, не останавливаясь, мы просто ведём электрод от противоположного края углом назад, теперь варить точками не обязательно, вполне возможно идти сплошняком без отрыва, соответственно скорость такой сварки будет намного выше и вероятность прожога меньше!
Вот такая хитрость! Она помогла нам не только значительно увеличить скорость сварки, но также уменьшает возможность прожигать трубу.
Есть ещё один вариант, но давайте посмотрим видео со всем этим процессом, в видео информация более подробная и наглядная.
Как правильно варить профильную трубу
В данной статье мы опишем основные нюансы, которые нужно знать при сваривании профильных труб, а также любого похожего металлопроката. Существуют основные виды сварки профильных труб:
Существуют основные виды сварки профильных труб:
- Электродуговая сварка;
- Газовая сварка;
- Аргонная сварка.
Электродуговая сварка
Для электросварки вам понадобится инвертор, электрод и прямые руки. Что нужно знать:
- 1) Подбирать диаметр электрода нужно в зависимости от толщины профильной трубы. На каждый 1 мм электрода подают 30 Ампер тока. Так, на электрод диаметром 3 мм подают 90 Ампер. Для сварки в вертикальном положении необходимо уменьшить силу тока на 15%.
- 2) С отрывом или без? Для профильной трубы со стенкой 3 мм и менее лучше сваривать с отрывом, иначе рискуете прожечь стенку трубы. Для трубы со стенками 4 мм и более можно сваривать без отрыва. Но нельзя забывать про правильный подбор рабочей силы тока и диаметр используемого электрода.
- 3) Перемещение электрода во время сварки. Самый простой и надежный шов получается в результате продольно-поступательных движений во время наплавки металла.


Газовая сварка
Для такого вида сварки электричество вообще не нужно. Используется комбинация газов кислорода и ацетилена. Кислород в данном случае будет поддерживать процесс горения ацетилена. Область сварки накаляется и в просвет между свариваемыми трубами вводится специальное присадочное вещество, которое заполнит собой свободное пространство между деталями.
В качестве присадочного материала используется проволока, стержни, металлические сегменты. Желательно чтобы присадочный материал был похож по характеристикам с металлом, который будут сваривать, а в идеале – сделан из того же материала.
Газовая сварка может осуществляться двумя методами:
- Слева-направо. В этом случае горелка находится перед материалом для лучшей присадки.
- Справа-налево. Расположение предметов для сварки применяется в обратном порядке.
Первый способ предпочтительнее, поскольку в такой очередности область сваривания лучше просматривается и это безусловно отразится на результате, а также на экономии расходуемого газа. При использовании именно газового метода сварки получается шов очень хорошего качества и отсутствует негативное воздействие на материал трубы.
При использовании именно газового метода сварки получается шов очень хорошего качества и отсутствует негативное воздействие на материал трубы.
Аргонная сварка
Этим методом соединяют именно тонкостенные трубы. Очень важно в данном методе выбрать правильный электрод с нужным диаметром. Если стенки профильной трубы менее 2 мм, то можно использовать электрод диаметром от 1 до 1,5 мм, если толщина стенки более 2 мм – электрод должен быть 1,6 мм в диаметре. Также нужно подобрать толщину проволоки для сварки. Она будет прямо пропорциональна толщине стенки трубы.
Необходимо учесть некоторые нюансы процесса:
- Электрод должен находится вблизи сварочной ванны. Это повышает качество сварного шва.
- Сварочная проволока и электрод могут передвигаться только вдоль шва. Никаких поперечных движений.
- Присадочный материал должен подаваться постепенно и без резких перепадов, во избежание разбрызгивания.
И не забывайте одну небольшую деталь – перед любым видом сваривания необходимо провести тщательную подготовку профильной трубы – предварительно тщательно очистить и обезжирить области сваривания.
< ПредыдущаяСледующая >
Как варить тонколистовой металл, чтобы не повело
Особенности работы с профильной трубой
Профтруба производится из углеродистой или нержавеющей стали путем литья с последующей формовкой. По сути, она является особым видом металлопроката, сечение которого варьируется в широком диапазоне значений: от 10 до 500 мм. Это дает возможность выбрать оптимальную по размерам трубу для конкретной работы с учетом предполагаемой нагрузки.
Трубный прокат представляет собой особую категорию металлопродукции, которая востребована в создании легких и прочных металлоконструкций по чертежу или без. Основным преимуществом материала является:
- небольшой вес, что позволяет минимизировать издержки на создание, транспортировку и монтаж конструкции;
- большой выбор размеров и сечений;
- стандартные размеры типовых изделий. Их торцевание и стыковка не вызывает особых сложностей;
- унифицированная толщина стенок;
- ровная и гладкая поверхность снаружи и внутри.

Сваривание профтрубы стало основой изготовления поликарбонатных теплиц, декоративных опор для заборов, гаражей, ворот, навесов; а также разного рода коммуникационных магистралей.
Приступая к свариванию профильных труб следует ознакомиться с особенностями работы с таким материалом. В противном случае не стоит рассчитывать на отменный результат. А исправлять ошибки придется методом проб, что забирает время и требует дополнительных вложений.
 youtube.com/embed/lm5Mfdszpkw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/lm5Mfdszpkw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Подведем итоги
Чтобы создавать конструкции по типу каркасов парников, ворот для гаражей или частных домов из металлопроката, важно знать, какими электродами стоит варить профильную трубу, выбрать наиболее подходящий условиях работы метод сварки и ознакомиться с нюансами работы с таким материалом.
Соблюдайте правила работы с металлопрокатом, чтобы получить наилучшую свариваемость металла и максимально долговечные и прочные сварные швы.
Рассмотрем рекомендации по борьбе с таким эффектом, как температурная деформация металла, возникающая при сварочных работах. В конце статьи будут рассмотрены современные способы решения этой задачи.
Это напряжение возникает вследствие того, что металл нагревается неравномерно и при остывании возникают внутренние напряжения в зоне температурного воздействия. Эти напряжения могут привести к деформации металлического изделия.
Какие существуют способы чтобы при изготовлении изделие из металла не повело при сварке?
1. Последовательность прохождения сварочных швов. Сварку изделий из металла следует производить таким образом, чтобы возникающие напряжения компенсировали друг друга. Это возможно при сварке симметричных швов, при правильном выборе направления наложения швов.
Последовательность прохождения сварочных швов. Сварку изделий из металла следует производить таким образом, чтобы возникающие напряжения компенсировали друг друга. Это возможно при сварке симметричных швов, при правильном выборе направления наложения швов.
Так же целесообразно в некоторых случаях собрать изделие на прихватки и потом обваривать швы, находящиеся симметрично друг другу относительно нейтральной оси.
2. Предварительный изгиб деталей в противоположную сторону от возникающих при сварке напряжений. Температурная усадка компенсирует эти напряжения и конструкцию не поведет.
Сварка профильной трубы инвертором
Перед началом работы необходимо принять во внимание общие сведения:
- при температурном воздействии профильные трубы деформируются намного больше, нежели круглые;
- расплавленный металл может попадать во внутренние полости заготовок. Если важно сохранить конструкцию пустотелой, то необходимо контролировать данный процесс. В противном случае расплав может просто перекрыть канал;
- выполняя работы по торцевому соединению заготовок нужно учесть, что в силу неравномерного нагрева или же по причине неправильной формовки валиков на углах конструкции может образоваться высокое напряжение.
 Если важно сохранить конструкцию пустотелой, то необходимо контролировать данный процесс. В противном случае расплав может просто перекрыть канал;
Если важно сохранить конструкцию пустотелой, то необходимо контролировать данный процесс. В противном случае расплав может просто перекрыть канал;Стенки металлопроката делаются разной толщины. И если толстые стенки не вызывают никаких проблем, то сваривание тонкостенных труб требует специальных навыков. Работая инвертером, следует учесть такие моменты:
- металлопрокат следует сваривать при силе тока от 10 до 60 Ампер;
- для работы с тонкостенным прокатом подбираются электроды диаметром 0,5-2 мм. Расходники большего размера не подходят;
- шов делается за один проход;
- скорость сваривания во многом влияет на качество сварного соединения;
- сварка профиля должна быть завершена еще до того момента, когда успеют остыть кромки профиля.

 youtube.com/embed/fnvE_ORPc9s?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/fnvE_ORPc9s?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Приспособления для сварки под прямым углом, острым или тупым
От качества сварочных работ зависит надежность металлических конструкций. Поэтому предусмотрены государственные стандарты, которые регулируют сварочные процессы.
Например, ГОСТ 23518-79 определяет, какими должны быть соединения деталей, сваренных в среде защитных газов, каким образом производить сварку под острым или тупым углом. В зависимости от используемого газа, типа электрода, присадки, устанавливаются требования к процессу сварки.
Для соблюдения технологии применяют приспособления, которые не дают деталям изменить свое положение, облегчая работу сварщика. Такие приспособления помогают выдерживать прямой угол или любой другой.
Наклон электрода
Чтобы сварить детали под прямым или острым углом, необходимо уметь правильно перемещать электрод. В процессе сварки конец электрода расплавляется вместе с обмазкой, которая выделяет защитные газы и частично превращается в шлак, также защищающий сварочную ванну от атмосферного кислорода.
В процессе сварки конец электрода расплавляется вместе с обмазкой, которая выделяет защитные газы и частично превращается в шлак, также защищающий сварочную ванну от атмосферного кислорода.
Необходимо обеспечивать постоянное покрытие ванны жидким шлаком, иначе не получится качественный сварочный шов. Металл в жидком состоянии должен находиться не менее трех секунд, которые требуются для выделения вредных газов.
При этом необходимо перемещать электрод вдоль шва, делая сложные вращательные или зигзагообразные движения концом электрода. Добиться такого контроля над сваркой можно только при правильном угле наклона электрода. Но угол наклона нужен не только для контроля хода сварки. С помощью него можно воздействовать на характеристики сварного шва.
Сварка углом вперед делает глубину провара меньше, в то время как ширина увеличивается. Это можно использовать при сварке металлов малой толщины. При этом способе кромки хорошо проплавляются, скорость сварки повышается.
При сварке углом назад провар становится глубже, а шов выше, но ширина уменьшается. Кромки прогреваются недостаточно, поэтому вероятны непровар и образование пор.
Кромки прогреваются недостаточно, поэтому вероятны непровар и образование пор.
Но умение варить недостаточно для получения качественного сварного шва. Иногда требуется определенное его положение в пространстве, чтобы получился добротный шов.
А это достигается применением особых приспособлений, которые фиксируют свариваемые детали в пространстве так, как необходимо сварщику. Например, при электрошлаковой сварке требуется располагать шов вертикально.
При производстве сварочных работ очень часто требуется закрепить соединяемые детали между собой так, чтобы сварщик мог сделать свою работу. Если изделия тяжелые, сложной формы, то без специальных приспособлений не обойтись.
В небольших мастерских распространение получили устройства универсального типа, способные фиксировать собранное изделие перед сваркой и менять его положение в процессе работ. Они бывают установочные и закрепляющие.
Установочно-закрепляющие механизмы
Более практичны в использовании механизмы, которые выполняют сразу обе функции – закрепляют и устанавливают заготовку в необходимом положении. При этом деталь просто устанавливают в приспособление и зажимают. Дальше идет сваривание заготовок.
Наиболее простое устройство по конструкции – это приспособление для сварки перпендикулярно соединяемых изделий. Основу устройства монтируют на сварочном столе.
Если это большие изделия, то изготавливают решетчатую раму и располагают ее в горизонтальной плоскости. На ее поверхности укладывают свариваемые изделия под прямым углом друг к другу. Для этого на плоскости имеются направляющие в виде уголков.
Если требуется сварить под прямым углом одно или несколько изделий, то можно их зафиксировать с помощью винтовых фиксаторов (струбцин). Любые соединения под прямым углом проще начать варить на сварочном столе.
При укладке на стол получают гарантировано правильное расположение деталей в одной плоскости. Угловая прямоугольная струбцина помогает выдержать прямой угол между деталями. Детали прихватывают в нескольких местах сваркой, после чего целое изделие можно повернуть так, как нужно для следующей операции.
При сваривании объемных изделий необходимо делать поворотные фиксаторы,. Это ускоряет монтаж и выемку изделия.
Самодельный фиксатор
Если заготовки небольшие, то приспособление для закрепления их под углом 90 ° можно сделать самостоятельно из подручного материала. Нужно взять металлический уголок, полоса (два отрезка) и две струбцины. Чтобы выставить прямой угол, нужен будет угольник, другой инструмент не потребуется.
Длина уголков может быть любой. Полоса приваривается под углом 45 градусов к каждому уголку таким образом, чтобы они образовывали равнобедренный прямоугольный треугольник.
Причем уголки (катеты) до вершины треугольника не доходят на несколько сантиметров. Это позволит в дальнейшем спокойно варить стержни или профильные трубы в месте стыка. Если нужно, то к уголкам можно приварить и струбцины. Они будут жестко фиксировать свариваемые изделия.
Для того чтобы конструкцию не повело, сначала необходимо прихватить ее в четырех местах и только затем проваривать полностью. Полученное приспособление при закреплении его на столе прослужит не один год.
Применение магнитов
При сварке в домашних условиях удобно пользоваться магнитными фиксаторами. Они бывают электромагнитными и на основе постоянных магнитов. Электромагниты применяются больше на производстве. Для бытовых нужд и мелких производств удобны фиксаторы на постоянных магнитах. Они компактны, могут устанавливаться где угодно, некоторые имеют переменный угол фиксации.
Наиболее простыми по конструкции и распространенными являются магнитные угольники. Достаточно приложить угольник к свариваемой детали одной плоскостью, и соответственно расположить вторую деталь, чтобы получить надежное закрепление под прямым углом.
Остается прихватить детали в нескольких местах. После этого полностью приваривают изделие. Без прихватки магнитные угольники не выдержат температурных деформаций при сварке.
Кроме угольников существуют универсальные магнитные приспособления. Они могут фиксировать свариваемые изделия во многих положениях.
Как пример, можно рассмотреть устройство MagTab. Приспособление имеет две основные плоскости с магнитами. Угол между плоскостями меняется, поэтому приспособление можно закрепить на цилиндрической, ровной поверхности или в любом углу.
Предусмотрено еще две плоскости, к которым крепят детали. Плоскости расположены под прямым углом и имеют возможность смещаться относительно основания. Это дает возможность устанавливать свариваемое изделие в том положение, которое необходимо.
Если есть в наличие мощные постоянные магниты, особенно из неодима, то можно самостоятельно сделать подобные устройства. При использовании магнитных фиксаторов нужно учитывать, что они теряют свою силу под воздействием высокой температуры, поэтому нужно избегать их перегрева.
Соединение труб
Сварочные работы часто используют, когда нужно соединить трубопроводы. При этом нередко возникает вопрос, а как приварить одну трубу к другой трубе перпендикулярно.
Если используются профильные трубы прямоугольного или квадратного сечения, то все очень просто. В месте соединения, в той трубе, к которой будет приварена другая, необходимо сделать вырез под сечение врезаемого изделия.
После этого их нужно установить в угловую струбцину и зажать винтом, или в любое другое приспособление, обеспечивающее перпендикулярное соединение деталей. Затем производится прихватка в нескольких местах и потом только проваривается все вкруговую.
При сварке круглых труб все происходит точно так же. Только дополнительно в торце привариваемой трубы делают вырез с радиусом, совпадающим с радиусом основной трубы. Это обеспечивает хороший стык, что позволит получить качественный шов.
Для соединения под прямым углом пластиковых труб часто применяют переходники. Деталь так и называется – угол 90 °. Она позволяет быстро и легко обеспечить точность угла поворота.
 youtube.com/embed/seLzTrwvDMM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/seLzTrwvDMM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Электроды для сварки профильной трубы
Для получения хорошего результата при работе с профильной трубой необходимо правильно выбрать толщину расходного материала. Очень тонкий электрод – это потенциально нестабильное горение электрической дуги. Толстый же расходник легко может прожечь стенку трубы.
Очень тонкий электрод – это потенциально нестабильное горение электрической дуги. Толстый же расходник легко может прожечь стенку трубы.
Подбор диаметра присадочной проволоки основывается на толщине стенок заготовок. Практика показывает, что:
- если толщина стенок трубы до 2 мм, то оптимальными будут электроды диаметром 1,5 миллиметра;
- толщина стенок 2- мм – электрод «двоечка»;
- «четверкой» стоит запасаться для работы с профильными трубами, стенки которых имеют толщину 4-6 миллиметров.
Важно учесть, что электроду существуют двух типов: неплавящиеся и плавящиеся. Первые применяются только в сочетании со специальными присадками, выполненными из сплава латуни, олова или иных мягких металлов с фосфатами.
 youtube.com/embed/oDksM4kiDUQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/oDksM4kiDUQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Как варить трубы отопления электросваркой
Сегодня для построения систем отопления используются разные методы – пайка полипропиленовых труб, фитиновое соединение металлопластиковых труб, резьбовое соединение труб из металла. Но, несмотря на использование новых технологий, металл по-прежнему остается востребованным, поэтому и применяется сварка труб отопления электросваркой. Для профессиональных сварщиков нет особой разницы, с каким материалом работать, а вот для тех, кто только решается попробовать себя в роли сварщика стоит внимательно изучить все тонкости работы в этой профессии.
Содержание
Сварка труб отопления: технология соединения металлических труб
Нормальная работа системы отопления дома возможна при полной герметичности всех соединений. Достигнуть необходимого результата при постройке системы с использованием стальных труб способна сварка труб отопления. Используемые технологии сваривания металлов основаны на расплавлении небольшого участка труб и наложения поверх этого участка дополнительного слоя металла – сварного шва.
На сегодняшний момент широко используется две технологии сварки – сварка труб отопления электросваркой и соединение при помощи газосварки. Первая использует для работы электрический ток, во втором случае делается нагрев и расплавление металла при помощи пламени газовой горелки.
Сварка металлических труб отопления при помощи электросварки
Сварка металлических труб отопления при помощи электросварки осуществляется с помощью сварочного аппарата, подключаемого к электрической сети. В основе большинства таких устройств лежит принцип плавления металлического стержня электрода в среде защитных газов под действием электрического тока большой силы. Этот метод менее опасный, чем газосварка поскольку в работе не используется летучий огнеопасный газ и открытое пламя. С другой стороны, сварка отопления электросварочным методом требует наличия определенного опыта работы и знания основ сварочного дела.
Этот метод менее опасный, чем газосварка поскольку в работе не используется летучий огнеопасный газ и открытое пламя. С другой стороны, сварка отопления электросварочным методом требует наличия определенного опыта работы и знания основ сварочного дела.
Принцип соединения металлов электросваркой заключается в создании в месте стыка деталей электрической дуги, от которой происходит плавление металлического стержня электрода.
Перед началом работ к соединяемым деталям подключается отрицательный вывод сварочного аппарата. В положительный вывод берется электрод. После включения питания в аппарате происходит преобразование электрического тока высокого напряжения в ток низкого напряжения, но при этом возрастает сила тока. Когда электрод касается поверхности металла труб, возникает электрическая дуга. Под ее действием происходит розжиг металлического стержня электрода – его сердцевина начинает плавиться, а обмазка под действием высокой температуры гореть. Это пламя выжигает кислород в непосредственной близости электрической дуги, что позволяет создать сварочную ванну из расплавленного металла. Металл электрода, расплавляясь, плавит и края металла, создавая прочный металлический шов. Проводя электродом по месту соединения отрезков труб, постепенно формируется сварной шов. Спустя буквально минуты после наложения шва металл в месте сварки остывает до градусов, а через минут до шва уже можно дотронуться рукой.
Металл электрода, расплавляясь, плавит и края металла, создавая прочный металлический шов. Проводя электродом по месту соединения отрезков труб, постепенно формируется сварной шов. Спустя буквально минуты после наложения шва металл в месте сварки остывает до градусов, а через минут до шва уже можно дотронуться рукой.
При кажущейся простоте технологии сварка труб отопления дело очень кропотливое, без достаточного опыта сделать нормальный шов очень трудно. Дело в том, что электрод касается металла только при розжиге дуги, в дальнейшем он отрывается от металла и держится на определенном расстоянии, так, чтобы металл электрода плавился в сварочной ванне – области жидкого металла. Кроме того, сварщик не проводит по месту соединения строго прямой шов, движение кончика электрода напоминает что-то похожее на урок каллиграфии, когда ученики в специальных тетрадях прописях пишут специальные упражнения – завитки, зигзаги, сложные и простые линии, напоминающие волны.
Использование такой техники и заключается секрет, как правильно варить трубы отопления ручной электросваркой.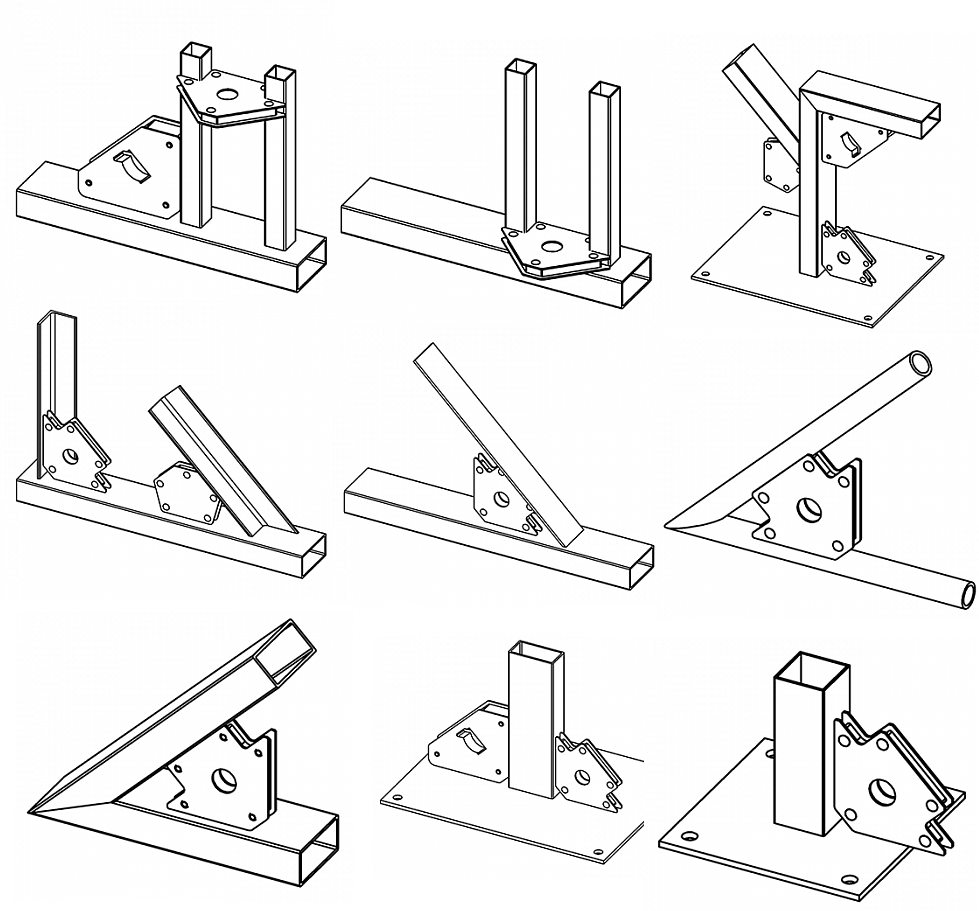
Разновидности сварных швов и соединений труб
В теории сварки и резки металла при помощи электродуговой сварки используется несколько видов сварных соединений, различающихся между собой в зависимости от положения электрода.
Для начинающего сварщика достаточно знать три основных типов соединений деталей:
- Прямое
- Угловое;
- Внахлест.
Прямое соединение подразумевает расположение деталей друг против друга с минимальным зазором между ними. Кстати, как отмечают профессионалы, мастерство заключается не в том, чтобы соединить трубы с большим зазором, а как раз, чтобы соединить поверхности таким образом, чтобы между ними был минимальный зазор.
Угловая сварка подразумевает соединение деталей находящихся под углом друг к другу. Такое соединение встречается в месте врезки трубы меньшего диаметра в трубу большего. Здесь соединяемые поверхности находятся под углом друг к другу.
Сварка внахлест делается, когда детали накладываются друг на друга. Сварка металлических труб отопления делается с применением различных пространственных положений шва – горизонтального, вертикального, потолочного или нижнего.
Сварка металлических труб отопления делается с применением различных пространственных положений шва – горизонтального, вертикального, потолочного или нижнего.
Горизонтальное расположение имеет свиду нахождение свариваемого объекта в горизонтальной плоскости, при этом электрод двигается подобно острию карандаша на листе бумаги, который лежит на столе. Здесь все предельно просто.
С вертикальным швом намного сложнее – здесь электрод ведется не только вверх или вниз, но еще и вправо, и влево.
Самым сложным считается потолочный шов – здесь работа осуществляется с нижнего положения, сварщик находится под соединяемыми деталями. Правда, для таких типов работ существует и специальный инструмент – электрод, у которого при работе кончик напоминает кратер вулкана. Обмазка при сгорании образует чашу, в которой находится расплавленный металл, более того, он не выплескивается и не выпадает во время работы. Что касается приемов работы то стоит помнить, что в процессе соединения всех элементов сварка труб отопления проводится без их жесткой фиксации относительно основных конструкций дома, только в самом конце большие отрезки соединяются в единое целое, вот тогда и приходится варить в самых неудобных положениях. Поэтому предварительно трубы рекомендуется сваривать большими отрезками, чтобы сократить количество потолочных швов до минимума. Кроме того, можно аккуратно согнуть электрод, чтобы получить возможность дотянуться до самой дальней и неудобной точки.
Поэтому предварительно трубы рекомендуется сваривать большими отрезками, чтобы сократить количество потолочных швов до минимума. Кроме того, можно аккуратно согнуть электрод, чтобы получить возможность дотянуться до самой дальней и неудобной точки.
Какими электродами лучше варить трубы отопления: металлы, оборудование, инструкции
Для начинающего электросварщика имеющего небольшой опыт работы важно на начальном этапе сделать два основных шага – правильно выбрать сварочный аппарат и также правильно подобрать к нему электроды. Почему важны именно эти моменты? Дело в том, что сварочные электрические аппараты имеют свои особенности. Для новичков лучше использовать инверторный сварочник постоянного тока. Это небольшой компактный прибор, устройство которого основано на полевых транзисторах, он выдает постоянный ток, который легко можно регулировать. Даже самый простой инвертор позволит новичку научиться держать дугу и правильно регулировать ток. Для более опытных мастеров можно попробовать поработать на аппарате переменного тока. Он мощнее, у него больше запас по мощности, а для сварки труб отопления это большой плюс. Но у него есть и минус – с ним сложно работать, для новичка трудно поймать дугу, нужен опыт, чтобы правильно выставить сопротивление резистора, да и по размерам это устройство намного больше бытового инвертора.
Он мощнее, у него больше запас по мощности, а для сварки труб отопления это большой плюс. Но у него есть и минус – с ним сложно работать, для новичка трудно поймать дугу, нужен опыт, чтобы правильно выставить сопротивление резистора, да и по размерам это устройство намного больше бытового инвертора.
Что касается выбора электродов, то здесь стоит учитывать качества каждой марки, поскольку и диаметр стержня и марка оболочки сильно влияют на качество шва. Для работы используются:
- Марка С – электроды с целлюлозным покрытием. Основное назначение соединение ответственных швов на материале с большой толщиной металла;
- Марка RA – электроды рутилово-кислотные основной вид электродов для работы с металлическими трубами. Особенность этой марки заключается в быстром покрытии шва слоем шлака, который придется удалять.
- Марка RR – электроды для тонких и аккуратных работ. Марка позволяет получить почти ювелирный шов с небольшим слоем шлака, который легко снимается щеткой.
- Марка RC – рутилово-целлюлозные электроды универсального назначения. Они предназначены для сварки в любых положениях.
- Марка В – основные электроды универсального назначения для горизонтальных и вертикальных швов.

Кроме знания марки оболочки важно учитывать и толщину металла сердечника, и толщину металла свариваемых деталей.
Подготовка труб к электросварке
Также как и от оборудования и расходных материалов многое зависит от правильной подготовки самих труб для сварки. Для получения надежного и красивого шва необходимо выполнить ряд операций, облегчающих проведение дальнейших работ:
- Зачистка поверхности края трубы. мм от среза трубы поверхность должна быть зачищена от ржавчины, лакокрасочного покрытия, масляных пятен;
- Необходимо доработать срез – он должен быть максимально ровным, так легче будет сочленить части трубы.
- При использовании толстостенных труб на соединяемых концах рекомендуется сделать фаску не меньше чем на половину толщины металла.
Сварка труб отопления проводится в несколько слоев, это зависит от толщины металла. Профессионалы рекомендуют:
- При толщине стенки до 6 мм наложить 2 слоя;
- При толщине больше 6 и до 12 мм рекомендуется снять фаску и сделать 3 слоя;
- При толщине стенки трубы больше 12 мм делается 4 сварных шва.
Профессионалы советуют при многослойном наложении швов первый шов накладывать методом ступенчатой наплавки – пройдя вперед мм сделать обратный ход на мм, после чего сделать снова участок длиной мм.
При работе с большим диаметром труб делается сначала прихватка – в нескольких местах делается небольшой шов длиной см, после чего делается сплошное сваривание стыка.
Важно помнить, что если будет сделана ошибка и обнаружится брак, то часть работы придется переделать. После прохождения полной длины окружности сварным швом делается отступ на см и начинается наплавка второго слоя. Отступ необходим для того, чтобы исключить брак шва, в точке начала наплавки сразу нескольких слоев.
Описание процедуры сварки труб
Наглядно пояснить, как варить трубы отопления электросваркой рекомендуется на примере монтажа отрезка системы отопления состоящей из двух прямых и двух угловых элементов. Для ясности ситуации рекомендуется представить, что оба элемента в двух смежных комнатах, между которыми имеется отверстие для прокладки трубы.
Перед началом работ осуществляется подгонка всех элементов. При помощи болгарки выравниваются края отрезков. При помощи наждачного круга делается снятие фаски на ½ толщины металла трубы.
Для удобства работы сначала делается соединение угловых элементов с прямыми отрезками:
- Торцы элементов очищаются от ржавчины, пыли, масляных пятен.
- На ровной поверхности выкладывается отрезок и к нему стыкуется угловой элемент.
- В одной точке делается прихватка электродом на мм. И мелом отмечается на наружной поверхности начало формирования шва.
- После того как прихватка остынет при помощи молотка несколькими ударами угловой элемент ставится на место. Дело в том, что наживляя детали, металл может повести, и элементы просто сдвинутся относительно друг друга. После остывания шва можно подкорректировать положение, максимально прижав элементы, друг к другу.
- После коррекции с противоположной стороны снова делается точечный шов. И снова проверяется положение деталей.
- После того как все элементы будут правильно расположены относительно друг друга, делается первый основной шов.
- После прохождения всей окружности дается время остыть шву, буквально через минуты после окончания сваривания при помощи молотка делается отделение шлака и окалины от металла. Особенно тщательно осматриваются углубления и небольшие кратеры, именно в этих местах шлак может образовать отверстие в сварном шве.
- Если подозрительных мест не обнаружено от риски поставленной мелом отступается см и начинается наплавка второго слоя. Движения в этом случае нужно делать зигзагообразные, чтобы наплавка закрывала справа и слева первый, основной шов.
- После того как будет сделано соединение обеих отрезков труб и угловых элементов делается установка их на место и соединение в одну конструкцию.
- При помощи подставок делается выравнивание отрезков. Подобно тому как наживлялись отрезки с уголками, делается наживка в 2- точках и этого шва.
- После того как будет проверена правильность установки делается наложение первого слоя напайки. При работе можно немного расширить отверстие в стене, чтобы уголковые элементы не мешали, а вся конструкция могла сделать полный оборот вокруг оси.
- Работа осуществляется небольшими отрезками с короткими перерывами для поворота конструкции.
- После наложения первого слоя делается очистка и проверка качества поверхности. Аналогично предыдущим соединениям делается напайка второго слоя сварного шва.

Несмотря на простоту операций в реальности многое зависит от опыта подобных работ. Профессионалы советуют в таких случаях не браться сразу за работу самому, а попросить опытного сварщика показать несколько приемов работы и внимательно понаблюдать за действиями наставника, такой урок может многому научить.
Сварка труб электродуговой сваркой
Для сваривания профильных труб электродуговой сваркой необходим минимальный опыт исполнения подобного рода работ. Оборудование дает возможность положить шов даже в самых труднодоступных местах, без проблем соединяет стенки любой толщины и профиль любого сечения. Нужно обратить внимание на то, что при толщине стенок свыше 4 мм требуется предварительная подготовка кромок. Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
Оборудование дает возможность положить шов даже в самых труднодоступных местах, без проблем соединяет стенки любой толщины и профиль любого сечения. Нужно обратить внимание на то, что при толщине стенок свыше 4 мм требуется предварительная подготовка кромок. Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
При изготовлении ферм специалисты советуют швы размещать в нижней позиции, если этому не препятствуют условия выполнения работ. Желательно готовить конструкции из металлической профтрубы в специальных просторных помещениях. Помимо большого объема такие помещения должны иметь и достаточной большой проем (ворота), через который можно вывозить готовые изделия.
Торцы соединяемых труб нужно предварительно зачистить и обезжирить. Тогда обеспечивается максимальное сцепление металла и расплава. Для подготовки кромок толщиной 4 и более миллиметра используется фаскосниматель. В таком случае можно формировать швы в несколько слоев, что дополнительно придаст ему прочности, надежности и долговечности. Более тонкий металлопрокат проваривается за один проход. Важно при этом обеспечить полную неподвижность заготовок.
Более тонкий металлопрокат проваривается за один проход. Важно при этом обеспечить полную неподвижность заготовок.
В случаях, когда металл имеет толщину более 10 мм, специалисты рекомендуют выполнять работы в несколько этапов. Изначально делаются прихватки деталей в разных местах. После этого выполняются сварочные работы в полном объеме. Скорость проводки электрода напрямую зависит от того, насколько быстро плавится металл. Нельзя допускать протекания расплава внутрь металлопрофиля. Если вести электрод быстро, то стенки не успеют нормально прогреться и это ослабит соединение. Если же делать это медленно, то возможно прогорание металла.
При выборе режима дуговой сварки учитывается полярность, сила тока и напряжение, диаметр расходного материала. Сила тока выставляется в диапазоне значений 20-90А в зависимости от сечения электрода. К примеру, если предвидится использование электродов малого диаметра, то потребуется в настройках выбрать обратную полярность и постоянный ток.
На поверхности сварного соединения образуется шлак. Его нужно периодически удалять специальным молоточком. Очищенный шов сохранит свою надежность и прочность намного дольше, если очищенную от шлака поверхность обработать специальными антикоррозийными составами. Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.
Его нужно периодически удалять специальным молоточком. Очищенный шов сохранит свою надежность и прочность намного дольше, если очищенную от шлака поверхность обработать специальными антикоррозийными составами. Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.
Контактная
Для выполнения такого вида сварки нужна высокая квалификация, поэтому своими руками ее исполнить непросто.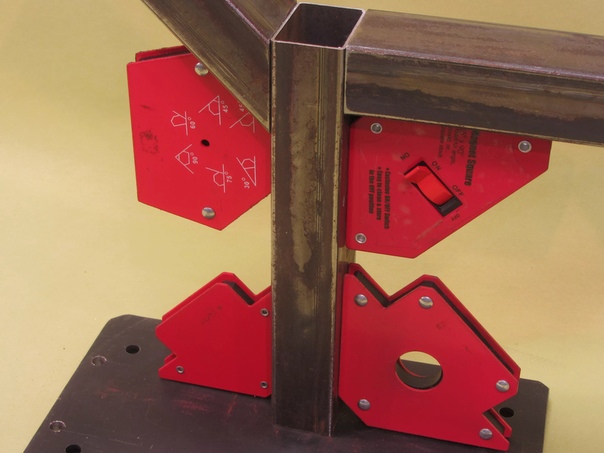 Зато стыковая сварка характеризуется стабильностью качества соединений, даже в усложненных климатических и монтажных условиях.
Зато стыковая сварка характеризуется стабильностью качества соединений, даже в усложненных климатических и монтажных условиях.
Суть способа заключается в соединении изделий при нагревании за счет электрического тока, без использования присадки. Может выполняться за счет наплавления или сопротивлением.
Контактная сварка
В любом случае, какая бы технология не была выбрана для сварки профильных труб своими руками, помните, что дополнительно рекомендуется не только посмотреть видео, но и хорошенько потренироваться, прежде чем приступать к окончательному процессу.
Хитрости при сварке профильной трубы для начинающих
Хитрости при сварке профильной трубы для начинающих Профильная труба очень популярный металлопрокат. Она используется для сборки самых различных металлоконструкций. А поскольку сварка признана одним из лучших способов соединения металлов, то, без неё никак не обойтись.Какие трудности при сварке профильной трубы возникают? Во-первых, очень часто при нагреве профильную трубу ведёт намного больше, чем обычную, круглую трубу. В результате меняется геометрия всей конструкции, что приводит к серьёзным деформациям.
В результате меняется геометрия всей конструкции, что приводит к серьёзным деформациям.
Во-вторых, на углах профильной трубы в месте сварочного шва возникает серьёзное напряжение, что нередко приводит к разрывам соединения. Также, просвет профильной трубы внутри может быть заплавлен металлом, и это важно учитывать, если нужно, чтобы изделие оставались пустотелым внутри.
Как правильно варить профильную трубу? Какими хитростями пользуются опытные сварщики?
Технология сварки профильной трубы
Само собой разумеется, что успех проделанной работы зависит не только от правильности выбора расходных материалов, настроек инвертора, и некоторых других особенностей сварки. Варить профильную трубу лучше на небольших токах, чтобы сильно не расплавлять металл. Ни о какой газовой сварке речи идти и не может, только ручная дуговая сварка.
Электроды можно использовать диаметром 2-3 мм. Для каждого из них выбирается свой определённый сварочный ток. Для электродов диаметром до 2 мм, значения сварочного тока должны быть не более 50 ампер. Если используются электроды 3 мм, то сварочный ток должен быть выше, но не более чем 100 ампер.
Если используются электроды 3 мм, то сварочный ток должен быть выше, но не более чем 100 ампер.
В большинстве случаев ток для сварки выбирается экспериментальным путём. Здесь все зависит не столько от инвертора, сколько от рабочего напряжения в электросети.
При этом многое зависит и от качества подготовительных работ. Поэтому для начала следует осуществить подготовку перед сваркой.
- Подогнать профильную трубу по размерам металлоконструкции. Сделать подрезку и подгонку деталей. Резать трубу рекомендуется болгаркой или сабельной пилой, но никак не при помощи сварочного аппарата.
- Важно выровнять стыки профильных труб и максимально подогнать их. Обычно именно из-за этого и ведёт всю конструкцию. Также следует уделить должное внимание подготовке и очистке металла от ржавчины. Кромки труб должны быть ровными, а зазор между ними — минимальным.
- Только после этого свариваемые детали нужно уложить и зафиксировать точно так, как они и будут находиться в готовой конструкции.

Снимать струбцины или магнитные крепежи можно только после того, как сварка будет завершена, а стыки полностью остынут.
Хитрости сваривания профильной трубы
Для этого сначала:
Рекомендуется прихватить профильную трубу в нескольких местах, и только потом полностью обваривать. Обычно пяти точек на гранях вполне достаточно, чтобы зафиксировать конструкцию. Наплавляя металл в одном месте больше, а в другом меньше, можно добиться выравнивание деталей. Также, контролировать положение можно не слишком сильным постукиванием молотка по заготовке.
Затем необходимо проварить стыки профильных труб, таким образом, чтобы на них образовался ровный, и не слишком высокий валик из расплавленного металла.
При этом важно следить за тем, чтобы плавились лишь кромки заготовок, а металл не стекал вниз. Для этого ведём короткую дугу, таким образом, чтобы металл не слишком сильно расплавлялся.
Если варится толстостенная труба, то, рекомендуется использовать сварку в несколько проходов. При этом второй проход следует выполнять в противоположном направлении предыдущему проходу.
Поделиться в соцсетях
Сварка профильной трубы своими руками: виды сварок, техники выполнения
В бытовом и промышленном строительстве сейчас широко используются металлические профильные трубы. И выбирают потому, что каркасы из таких изделий очень легкие и прочные, они отлично выдерживают динамические нагрузки. Как правило, соединение отдельных элементов осуществляется при помощи сварки. Стоит отметить, что многие профильные трубы производятся с использованием метода сварки.
Поэтому-то и необходимо более подробно остановиться на том, как сваривают профильные трубы, какое оборудование используется для сварки, в каких условиях необходимо осуществлять сварочные работы.
Нужно отметить, что профильная труба – это не всегда изделие квадратной формы.
- заборы;
- каркасы рекламных щитов и др.;
Что касается материала, из которого изготавливают трубы, то можно говорить о стали различных марок:
- низколегированная;
- обогащенная углеродом;
- нержавеющая.
Чтобы сварить конструкцию из профильных труб, используют различные виды сварки. Выделить можно следующие:
- контактная;
- полуавтоматическая;
- газовая.
Каждый из видов сварки, для лучшего понимания, необходимо изучить подробно.
Газовая сварка
 youtube.com/embed/rXRycorsAOo?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/rXRycorsAOo?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
Бытует мнение, что газом можно эффективно лишь резать металл, для его последующей переработки. Это не так. Опытный специалист, имея под рукой газовое оборудование, вполне может соединить в профильные трубы или две части трубы в одну. Сварка осуществляется при помощи ацетилена и кислорода. Смесь этих газов способна давать пламя, достаточное для плавления металла.
Кромки металла предварительно нагреваются, а зазор между ними заполняется расплавленной сталью. Сталь остывает, и образуется достаточно прочный шов. Однако такое соединение получается не всегда достаточно надежным. Чтобы его усилить, применяется сварочная проволока. Кромки металла покрываются дополнительно специальными порошками, чтобы удалить лишний воздух.
Технология сварки газом
Первоначально, необходимо зачистить кромки от грязи. Если металл имеют большую толщину, то кромки еще немного срезаются под углом – образуется скос.
Если металл тонкий, то перед горелкой выносится присадка, а движения горелкой осуществляются справа налево.
Если же толщина металла более 5 мм, то действуют несколько иначе: движения горелкой осуществляются слева направо, присадка располагается за пламенем.
Дуговая сварка
Часто каркасы из профильных труб имеют самую причудливую форму. Элементы, например, могут накладываться друг на друга внахлест. Это серьезно осложняет процедуры сварки. Очевидно, что газосварочное оборудование в такой ситуации мало чем может помочь. Поэтому, чтобы добраться в труднодоступные места, используется дуговая сварка.
Если металл толстый, то кромки его требуют дополнительной подготовки:
- зачистки;
- срезки.
Один из самых актуальных вопросов: какие электроды использовать? Так, если металл тонкий, то рекомендуется использовать тонкие электроды – не толще 2 мм. Очень важно выставить правильную силу тока. Если она будет большой, то металл будет прожигаться, а не свариваться.
Вообще, режимы описываемого вида сварки зависят от следующих параметров:
- сила тока. Очевидно, чем она больше, тем выше температура в свариваемой области. Для сварки толстого металла нужна большая сила тока. С тонким металлом нужно работать в щадящем режиме;
- диаметр электрода. При работе с тонким металлом нужны тонкие электроды. Сваривать толстый металл можно толстыми электродами. Очень важно и то, с какой скорость электрод перемещается по шву;
- тип тока. Выделяют постоянный ток и ток переменный;
- напряжение;
- полярность. Тонкие трубы сваривают при обратной полярности.
Стоит отметить, что электрод нужно перемещать равномерно по свариваемой поверхности. Таким образом, чтобы все кромки успели оплавиться, но чтобы не проседал металл.
Контактная сварка
Способ, которым владеют в полной мере только специалисты самого высокого уровня. Он используется в тех районах, которые характеризуются сложными климатическими условиями.
Присадки при данном способе не используются. Металл нагревается под давлением током. В результате, в зоне шва происходит деформация, благодаря которой части металла соединяются друг с другом.
Таким образом, сваривать профильные металлические трубы и элементы труб между собой можно различными способами. Выбор способа сварки зависит от того, какого уровня специалисты занимаются данным делом, какое оборудование имеется под рукой, а также от ряда иных факторов: особенности конструкции, особенности климатических условий и прочее. Чтобы получить надежный качественный шов, необходимо неукоснительно следовать технологии подготовки металла к сварке, а также технологию самой сварки. Рекомендации, указанные в данной статье, безусловно смогут помочь в достижении положительного результата при сварке профильной трубы самого разного сечения.
Рекомендации, указанные в данной статье, безусловно смогут помочь в достижении положительного результата при сварке профильной трубы самого разного сечения.
Сварка профильных труб | Отопление водоснабжение: монтаж, ремонт, замена, тепло, вода
На чтение 1 мин. Просмотров 332k.
Основной способ сварки профильных труб – обычное соединение торцов встык. Выполняют её дуговым или газовым методом, но благодаря простоте и качественному шву больше распространён первый из них. Однако электросварка профильной трубы требует опыта работы сварщика, хотя бы небольшого.
Много зависит, к примеру, от правильного подбора электрода. Чем он толще, тем мощнее дуга. Излишне толстым электродом профильную трубу можно прожечь, а слишком тонким получить непрочный шов. Учитывая то, что для данного изделия характерная толщина составляет 1,5-5 мм, подойдут «двойка и «тройка».
При работе с профильными трубами важна скорость движения электрода по материалу. Если замедлиться, то есть риск прожечь деталь, при убыстрении – получить некачественный шов. Оптимальное движение подбирается опытным путём.
Работаем круглосуточно
Наша компания проводит все виды работ по сварке трубопровода:
- системы отопления
- водоснабжение
- котельные
Виды труб
- ПВХ
- ПНД
- полипропиленовый
- полимерные
- медные
- стальные
- трубы нержавеющие + паропровод
Сварочные работы
- ПВХ
- ПНД
- полипропиленовый
- полимерные
- медные
- стальные
- трубы нержавеющие + паропровод
Заготовка и монтаж трубопровода, соединения узлов и деталей должно производиться в соответствии с требованиями Госстандарта.
- системы отопления
- водоснабжение
- котельные
- Практикуются два способа сварки газовых труб:
- сварка слева направо.
- Применяют тогда, когда толщина металла больше 5-ти мм.
- Дуга направляется на уже приваренный участок, вместе с горелкой перемещается присадка. Вариант экономит расход газа и повышает производительность на 25%, сварка справа налево.
- Здесь горелку продвигают по не приваренным участкам – присадочная проволока «идёт впереди паровоза».
- Лучший метод для работы с тонкостенными газовыми трубами.
- При работе с профильными трубами важна скорость движения электрода по материалу.
- Если замедлиться, то есть риск прожечь деталь, при убыстрении – получить некачественный шов.
- Оптимальное движение подбирается опытным путём.
- При работе с оцинкованным материалом крайне важно наличие вентиляции.
- В противном случае от цинковых паров сварщик может «заработать» лёгочное заболевание или хуже того, задохнуться.
- А самыми распространёнными на сегодня являются электросварка и полуавтоматическая.
- В обоих случаях процесс начинается с подготовки свариваемых труб.
- Затем соединяемые части центрируют и равномерно прихватывают в трёх-четырёх точках.
- Подобный способ сварки неповоротных стыков исключает непроваренные участки, и шов получается более надёжным.
- При выполнении третьего шва работают по схеме первого варианта.
- После очистки от окалины на первый шов наносят второй.
- Заключительный третий шов начинают наносить с противоположной стороны второму шву.
- При работе с трубами из толстого металла лучше использовать непрерывный способ сварки при токе в 40-60 ампер.
- Важно именно проварить металл, а не прорезать его.
- При этом электрод ведётся не очень быстро – иначе качество шва пострадает.

- Сварить встык изделия большого диаметра можно, выполнив прихватки через 25-30 см.
- Сварка выполняет в три слоя, если толщина стенок составляет до 1,2 см.
- Нужно стремиться, что большинство стыков выполнялось в поворотном положении.
Такой способ позволяет достичь максимальной герметичности и снижает вероятность появления свищей.
- Сварить стальные трубы отопления можно правильно, если выбрать верно электроды.
- Все существует два их вида: неплавящиеся и с плавящимся основанием.
- Технология же ручной дуговой является достаточно простой, поэтому его выполнять можно своими руками.
- Все начинается с подготовки.
Преимущества парового отопления: меньшая площадь поверхности отопительных приборов; быстрый нагрев отопительных приборов при пуске системы; незначительное гидростатическое давление в системе и др.
Выбор системы водяного отопления состоит в установлении параметров воды, гидравлического давления в системе, а также в выборе типа отопительных приборов и конструкции системы
Сварочные работыПродажа и монтаж стальных (металлических) труб
| Наименование и техническая характеристика | Кол-во | Ед.изм. | Материалы и оборудование, ₽ |
| Труба эл.свар.прямошовн. ⌀ 89*3,5-4 | 1,00 | м | 442,64 ₽ |
| Труба эл.свар.прямошовн. ⌀56*3,0 | 1,00 | м | 272,27 ₽ |
| Фланцы ст. ⌀ 80 РУ 10 | 1,00 | шт. | 545,45 ₽ |
| Прокладка паронитовая ⌀ 80 | 1,00 | шт. | 80,36 ₽ |
| Фланцы ст. ⌀ 50 РУ 10 | 1,00 | шт. | 447,35 ₽ |
| Прокладка паронитовая ⌀ 50 | 1,00 | шт. | 36,06 ₽ |
| Болт М16*70 | 1,00 | кг. | 880,11 ₽ |
| Гайка М16 | 1,00 | кг. | 835,77 ₽ |
| Отвод стальной к\з ⌀ 89 | 1,00 | шт. | 855,95 ₽ |
| Отвод стальной к\з ⌀ 57 | 1,00 | шт. | 453,23 ₽ |
Утеплитель для стальных труб
Продажа и монтаж
| Наименование и техническая характеристика | Кол-во | Ед.изм. | Материалы и оборудование, ₽ |
| Цилиндр с алюм.покр. 57х30 мин ват | 1,00 | м/пог | 451,44 ₽ |
| Цилиндр с алюм.покр. 89х30 мин ват | 1,00 | м/пог | 555,50 ₽ |
| Цилиндр под отвод с алюм.покр. 57х30 | 1,00 | шт | 369,00 ₽ |
Цилиндр
под отвод с алюм. покр. 89х30 покр. 89х30 | 1,00 | шт | 495,00 ₽ |
| Скотч армированный 50 мм | 1,00 | шт | 380,00 ₽ |
Наша компания является производителем канализационной и напорной трубы из ПВХ (серого и рыжего цвета) по ГОСТ 51613-2000,а также трубы ПНД. Также осуществляем полную комплектацию строительных объектов сантехническим оборудованием. Осуществляем бесплатную доставку. Для постоянных клиентов и региональных представителей специальные скидки.
Для электрокабеля
| Диаметр труб | Толщина стенки | Цена 1-го п.м. с НДС |
| ТУ 6-49-53883187-01-05 SDR 17.6 | ||
| 16 с | 2 | 9,43 |
| 20 с | 2 | 12,10 |
| 25 с | 2 | 15,48 |
| 32 с | 2 | 20,26 |
| 40 с | 2,3 | 27,71 |
| 50 с | 2,9 | 42,99 |
| 63 с | 3,6 | 63,88 |
| 110 с | 6,3 | 149,75 |
| 160 с | 9,1 | 315,88 |
| 225 с | 12,8 | 619,44 |
| 315 с | 17,9 | 1890,00 |
| 400 с | 22,7 | 3138,75 |
Вода напорная
| Диаметр труб | Толщина стенки | Цена 1-го п. м. с НДС м. с НДС |
| ТУ 6-49-53883187-01-05 SDR 17 | ||
| 16 т | 2 | 13,75 |
| 20 т | 2 | 16,82 |
| 25 с | 2 | 21,46 |
| 32 с | 2,3 | 31,61 |
| 40 с | 2,4 | 41,76 |
| 50 с | 3 | 65,25 |
| 63 с | 3,8 | 103,96 |
| 110 с | 6,6 | 291,82 |
| 160 с | 9,5 | 608,82 |
| 225 с | 13,4 | 1206,46 |
| 315 с | 18,7 | 2349,49 |
| 400 с | 24 | 4114,22 |
Труба ПВХ
| Труба ПВХ 160х3,6х1,000м | шт | 264,37 |
| Труба ПВХ 160х3,6х2,000м | шт | 503,75 |
| Труба ПВХ 160х3,6х3,000м | шт | 775,41 |
| Труба ПВХ 50х3,2х0,500м | шт | 42,30 |
| Труба ПВХ 50х3,2х1,000м | шт | 70,68 |
| Труба ПВХ 50х3,2х2,000м | шт | 131,85 |
| Труба ПВХ 110х2,7х1,000м | шт | 104,87 |
| Труба ПВХ 110х2,7,000м | шт | 195,12 |
| Труба ПВХ 110х2,7,000м | шт | 298,25 |
Мониторинг профиля сварного шва при производстве высокочастотных труб и труб
Мониторинг профиля сварного шва с использованием технологии лазерной 3D-визуализации в последнее время достаточно хорошо продвинулся, чтобы стать надежным инструментом для обеспечения качества электрорезистивной сварки (ERW) и высокочастотной (HF) сварки труб и труб. Применяя методы трехмерного изображения к сварному шву на сформированных трубах и трубах, сваренных методом ВПВ и ВЧ, можно реализовать мощную технику мониторинга для обеспечения постоянного мониторинга профиля сварного шва на трубном стане.
Применяя методы трехмерного изображения к сварному шву на сформированных трубах и трубах, сваренных методом ВПВ и ВЧ, можно реализовать мощную технику мониторинга для обеспечения постоянного мониторинга профиля сварного шва на трубном стане.
Хотя эта технология применяется ко всем типам сварки труб, особый интерес представляет ее применение для контроля профиля сварных швов труб, сваренных ВПВ и ВЧ. Правильный контроль высоты и формы сварного шва позволяет сделать вывод о качестве сварного шва, тем самым позволяя обнаруживать дефекты во время производства в реальном времени. Но без метода измерения контура, предлагаемого с помощью трехмерного изображения, очень сложно измерить типичные дефекты сварного шва трубы, которые постепенно меняются, например:
- Edge презентация (насколько хорошо две стороны представлены друг другу)
- Несовпадение (обычно линейное несовпадение высоты двух сторон, когда они сходятся вместе)
- Размер закрепления линии (точка стыка между двумя поверхностями трубы, которая проявляется как небольшая вогнутость в центре сварного шва).
Системы формирования трехмерных изображений основаны на измерениях триангуляции с использованием плоскости лазера и камеры, оптическая ось которой смещена относительно оси плоскости лазера («угол смещения»). Полученное изображение показывает профиль «сечения» верхней части трубы, как если бы он был разрезан под углом смещения к нормали к поверхности трубы.
При сварке ВПВ и ВЧ на размер валика во время производства может влиять ряд факторов, включая давление сжатия, оказываемое на трубу, и тепло материала при его прохождении через зону сварки.Улучшенное измерение высоты и формы валика, которое стало возможным с помощью лазерной 3D-визуализации, позволяет быстрее и точнее делать выводы о дефектах сварных швов, так что производство может быть остановлено до тех пор, пока проблема не будет устранена.
На рисунке 1 представлено изображение лазерного профиля трубы с хорошим сварным швом. Материал трубы за пределами сварного шва показывает очень четкое указание на то, как была сформирована труба, указывая на очень чистый вид кромок. Материал по обе стороны от сварного шва у его основания довольно ровный, что указывает на довольно низкое несоответствие.Наконец, в центре валика имеется очень небольшая вогнутость, которая все еще безопасна, поскольку она находится значительно выше базовой линии сварного шва. Эта вогнутость является линией застывания, которая особенно беспокоит операторов сварочных работ, когда она проходит ниже поверхности трубы, потому что после удаления сварного шва путем шлифовки или зачистки существует риск того, что останется пустота из несваренного материала. может присутствовать.
Материал по обе стороны от сварного шва у его основания довольно ровный, что указывает на довольно низкое несоответствие.Наконец, в центре валика имеется очень небольшая вогнутость, которая все еще безопасна, поскольку она находится значительно выше базовой линии сварного шва. Эта вогнутость является линией застывания, которая особенно беспокоит операторов сварочных работ, когда она проходит ниже поверхности трубы, потому что после удаления сварного шва путем шлифовки или зачистки существует риск того, что останется пустота из несваренного материала. может присутствовать.
Рисунок 1: Сварка с правильным сплавлением и Минимальная линия замерзания
На рис. 2 показана пустота из несваренного материала, где появилась линия глубокого замерзания из-за недостаточного нагрева трубы при ее прохождении через зону сварки.Линия застывания проходит достаточно низко, чтобы, возможно, оказаться ниже поверхности трубы после того, как сварной шов был отшлифован или сошлифован. В результате может образоваться открытый сварной шов.
В результате может образоваться открытый сварной шов.
Рисунок 2: Плохая сварка, приводящая к линии глубокого замерзания, вызванной недостаточным нагревом
Другой тип дефекта, который четко виден с помощью трехмерного изображения, показан на рисунке 3, где при низком давлении сжатия образовался широкий наклонный сварной шов с малой высотой.В таком сварном шве целостность сварного шва может быть поставлена под сомнение, так как может быть недостаточное сплавление по всему материалу стенки трубы из-за того, что стороны недостаточно прижаты друг к другу.
Рисунок 3: Сварка с правильным сплавлением, но с низким давлением сжатия
Часто эти типы дефектов, как показано на рисунках 2 и 3, могут возникать медленно, постепенно меняясь. Системы измерения трехмерного изображения выполняют полные, абсолютные измерения контура сварного шва в режиме реального времени, не сравнивая одно измерение с последующим. Следовательно, те дефекты, которые постепенно выходят за пределы допуска, лучше всего обнаруживать с помощью систем измерения трехмерного изображения, тогда как другие типы систем неразрушающего контроля обнаруживают что-либо только в случае внезапной аномалии в структуре или геометрии трубки.
Следовательно, те дефекты, которые постепенно выходят за пределы допуска, лучше всего обнаруживать с помощью систем измерения трехмерного изображения, тогда как другие типы систем неразрушающего контроля обнаруживают что-либо только в случае внезапной аномалии в структуре или геометрии трубки.
Система трехмерного изображения может быть размещена вскоре после сварочного бокса, обычно перед зачисткой, для автоматического контроля сварного шва и формирования сразу после того, как труба была сварена. Поместив измерительную систему сразу после сварочной коробки, профиль сварного шва можно мгновенно контролировать, чтобы предупредить операторов о выходе за допустимые пределы, как только они возникают.Таким образом, дефекты могут быть обнаружены раньше, что позволяет избежать производства длинных секций дефектного продукта до того, как их обнаружат операторы линии.
В целом, лазерные системы трехмерной визуализации, такие как WI2000p от Xiris, предлагают отличный вариант измерения для владельцев / операторов трубных заводов, которым требуется дополнительный мониторинг сварных швов в реальном времени. Их можно использовать в упреждающем режиме, предупреждая операторов об изменениях в их сварочном процессе, чтобы они могли выполнить корректирующие действия до появления значительного брака.И путем измерения внешнего контура сварного шва лазерные системы трехмерного изображения могут работать с любым типом материала, независимо от его отражательной способности или магнитных свойств, с помощью одной головки для выполнения измерения.
Их можно использовать в упреждающем режиме, предупреждая операторов об изменениях в их сварочном процессе, чтобы они могли выполнить корректирующие действия до появления значительного брака.И путем измерения внешнего контура сварного шва лазерные системы трехмерного изображения могут работать с любым типом материала, независимо от его отражательной способности или магнитных свойств, с помощью одной головки для выполнения измерения.
Посмотреть видео о сварке
Просмотрите нашу обширную библиотеку записанных видео, охватывающих широкий спектр приложений сварки и резки.
Профиль компании | Теплообменник и сосуд под давлением | Поставка технологического оборудования
Профиль компании
Добро пожаловать в компанию Perfect Welding Technology
Компания Perfect Welding Technology владеет лучшими производственными технологиями и процедурами в отношении специальных металлических фитингов, труб, теплообменников, сосудов под давлением, а также всего остального. промышленное оборудование.Наша продукция, профессионально занимающаяся проектированием, производством, установкой, техническим обслуживанием и ремонтом различного сверхлегированного оборудования, включая титан, ниобий, цирконий, тантал, хастеллой, инконель, никель и монель, жизненно важна для различных отраслей промышленности, включая, помимо прочего, электронику, солнечная энергия, опреснение морской воды, нефтехимические заводы и электростанции.
У нас есть сертификаты ISO 9001 и OHSAS 18001, а также штампы ASME U R. С 1992 года на протяжении двадцати двух лет мы настаиваем на следующих принципах: «Всеобщее управление качеством, высокое качество, постоянное совершенствование и превосходство ожиданий клиентов».Мы искренне приветствуем ваше покровительство и будем продолжать предоставлять лучший сервис сейчас и в будущем.
Milestone
| Time | Достижение |
|---|---|
| 1992 | Найдено. Начните с производства клюшек для гольфа. |
| 1994 | Создание завода |
| 1997 | Начало производства сварных титановых труб и фитингов |
| 2002 | Применение технологии автоматической сварки титановых труб |
| 2003 | ISO-9001 |
| 2006 | Переход к текущему местоположению в Da-Ляо, Гаосюн |
| 2007 | OHSAS 18001 |
| 2011 | Титан охлаждения патент Подложка Тарелка процесс производства |
| 2013 | Expansion.увеличена площадь до 92500 кв.м. |
| 2016 | Расширение. увеличена площадь до 10 000 кв. футов. |
| 2017 | Установить станок для лазерной резки мощностью 4000 кВт. |
Сводка
| Дата основания: | 1992 |
| Капитал: | USD 3,530,000 |
| Тип бизнеса: | OEM-производитель ODM Производитель Добавленная стоимость Торговый посредник дизайнер |
| Рынки: | World Wide |
| Основные продукты: | Титановый резервуар, титановый резервуар, трубопроводы, титановые фитинги, ремонтная сварка для оборудования / деталей на нефтехимическом заводе и сталелитейном заводе |
No. сотрудников: сотрудников: | 99 |
| Расположение: | Тайвань |
| Завод: | Тайвань |
Фильмы
8-тонные низкопрофильные роликовые стойки для труб: SHD-700A / SHD-750
Регулируемые по высоте вращатели сосудов — важный инструмент в сварочных процессах , касающихся труб с очень толстыми стенками, легких труб и других цилиндрических деталей. Они часто используются в качестве основного оборудования для сварки пуль LPG, теплообменников, труб API, навесных сосудов, котлов, бочек, сосудов под давлением и резервуаров .
Поворотные валки для труб LJ обеспечивают удобную и комфортную среду для сварщиков , работающих на производственных площадках, минимальное количество операций с корпусом / работой, быстрое переключение между деталями разного размера и сверхпрочная конструкция , обеспечивающая долговечность в течение многих лет использования .
SHD-700/750 обеспечивает более быструю и гладкую сварку с минимальным вмешательством человека e. Еще одним преимуществом является повышение производительности на , сокращение времени простоя, снижение потребности в квалифицированной рабочей силе и точное вращение цилиндрических деталей.
Наши стенды для роликовой сварки труб SHD-700/750 предназначены для обработки труб диаметром от 2 до 48 дюймов и весом до 8 тонн , которые распределяются поровну на приводе и холостом ходу. Кроме того, он использует усилие на один приводной тракт и обеспечивает скорость вращения в диапазоне от 5 до 50 дюймов / мин . Они оснащены полиуретановыми роликами , , разработанными LJ, которые обеспечивают лучшую долговечность и грузоподъемность , что дает постоянных осевых линий труб .Токарные валки, а также SHD 700/750 поставляются с опциями беспроводного управления , ручными педантами, а также моторизованными или немоторизованными рельсовыми роликами.
Если вам нужна роликовая стойка для сварочных труб с различными техническими характеристиками, обязательно ознакомьтесь с другими продуктами LJ Welding, включая 4-тонные роликовые стойки для труб — HD2L-100/150 или 8-тонная труба с редуктором и регулируемой высотой роликовый стенд ШД-800/850.
| Применение | Многопроходная орбитальная GTAW труба в трубу, труба в фитинг | |
| Длина кабеля | 7.6 м (25 футов) стандарт. Доступны удлинительные кабели | |
| Размер трубы (трубки) | 25 — 356 мм (1 — 14?) | |
| Модуль присадочной проволоки | Сечение провода | 0,8, 0,9, 1,0 мм (0,03 дюйма, 0,035 дюйма, 0,040 дюйма) |
| Макс. скоростная способность | 2540 мм / мин. (100 дюймов в минуту) | |
| Размер катушки | 1 кг (2 фунта) стандарт; 0.5 кг (1 фунт) низкопрофильный | |
| Колебательный модуль | Макс. амплитуда колебаний | 16 мм (0,6725?) |
| Макс. частота колебаний | 1520 мм / мин. (60 дюймов в минуту) | |
| Приостановка колебаний | 0 — 1 секунда | |
| Регулировка поперечного шва | ± 6.4 мм (0,25 дюйма) | |
| Модуль контроля дугового зазора | Ход 13 мм (0,5?). Дополнительная механическая регулировка позволяет сваривать трубы с более толстыми стенками | |
| Приводной модуль горелки | Максимальная скорость вращения 250 мм (10 IPM) | |
| Горелка с водяным охлаждением | 200 А непрерывная работа | |
| Возможность регулировки горелки | Регулировка опережения / запаздывания резака | ± 15 градусов (ручной) |
| Регулировка наклона горелки | ± 10 градусов (ручной) | |
| Совместимость источников питания | Pipemaster 515, Pipemaster 516 | |
| Размеры / масса | ||
| Вес | 3. 6 кг (8 фунтов) 6 кг (8 фунтов) | |
| Осевой зазор | От фонаря C / L до задней конечности: 220 мм (8,51?) | |
| От фонаря C / L до передней конечности: 10 мм (0,41?) | ||
| “А? Радиальный зазор Требование для трубы 44,45 мм (1,75 дюйма) и более | 64 мм (2,5 дюйма) со стандартной катушкой * 51 мм (2,0 дюйма) с низкопрофильной катушкой * | |
| * Для трубы / трубы с внешним диаметром менее 44.45 мм (1,75?), Требования к радиальному зазору увеличиваются с уменьшением диаметра. Свяжитесь с заводом. | ||
Услуги и системы для орбитальной сварки TIG
Независимо от того, требует ли ваш проект TIG (ручная GTAW), орбитальная сварка плавлением (автоматическая GTAW), орбитальная сварка с подачей проволоки (полуавтоматическая GTAW), ручная сварка (SMAW) или сварка MIG (GMAW), мы являемся экспертами в решениях для точной сварки.
Все наши сварщики сертифицированы в соответствии с Разделом IX Кодекса ASME по котлам и сосудам под давлением (B&PV), постоянно соблюдая и превышая широкий спектр стандартов сварки.Мы хорошо разбираемся в сварке похожих и разнородных металлов как на нашем заводе, так и на строительной площадке. Мы пользуемся услугами сторонних инспекторов по сварке.
Компания HPS сваривает не только трубы и трубы. Многие из наших клиентов призывали нас сваривать уникальные узлы, изготовленные по индивидуальному заказу, от нержавеющей стали до экзотических металлов.
Наша команда преуспевает в производстве как стандартных, так и сложных труб и трубных катушек. От очень маленьких соединений со сложными углами сварки до больших катушек, требующих наших обширных знаний для преодоления деформации материала в различных местах сварного шва.Нас просили сделать все и каждый раз доставляли.
Мы регулярно предоставляем услуги орбитальной сварки для производства чрезвычайно сложных систем на салазках для использования в аэрокосмической, химической, сельскохозяйственной и нефтегазовой отраслях. Мы изготовили и доставили 14 салазок из нержавеющей стали для наземного вспомогательного оборудования в Полетный комплекс НАСА на острове Уоллопс в поддержку текущих миссий по поддержке спутников и Международной космической станции, где мы затем установили на месте опорные салазки и соединительные трубопроводы.Эти уникальные сварочные задачи и требуемый уровень точности и детализации — вот что свидетельствует о профессионализме команды HPS.
Мы изготовили и доставили 14 салазок из нержавеющей стали для наземного вспомогательного оборудования в Полетный комплекс НАСА на острове Уоллопс в поддержку текущих миссий по поддержке спутников и Международной космической станции, где мы затем установили на месте опорные салазки и соединительные трубопроводы.Эти уникальные сварочные задачи и требуемый уровень точности и детализации — вот что свидетельствует о профессионализме команды HPS.
Контактные системы высокой чистоты
Есть вопрос о проблеме с трубопроводом? Хотите обсудить предстоящий проект? Давай поговорим.
Команда High Purity Systems разработала 7 патентов , которые предоставляют сварщикам и инспекторам сварки инструменты для повышения общего качества сварной системы.
Эти запатентованные инструменты включают:
- Инструмент для обратной продувки, который внимательно отслеживает и регулирует давление продувки инертным газом во время сварки для создания наиболее стабильного и воспроизводимого сварного шва независимо от его диаметра.
- Инструмент профиля сварного шва «годен / запрещен», который устраняет интерпретацию технических требований к сварке и дает сварщику и инспектору сварки инструмент для измерения окончательных параметров сварки в соответствии с фактическими параметрами сварки. Мы много раз сталкивались с ситуациями, когда сварщик и инспектор по-разному интерпретируют требования к орбитальной сварке. Этот инструмент для профилирования сварных швов кардинально меняет правила игры, позволяя исключить индивидуальную интерпретацию контроля сварных швов!

Эти запатентованные инструменты используются ежедневно в нашей сертифицированной чистой комнате класса 100 / класса 1000 , где мы специализируемся на производстве сварных решений для полупроводниковой, аэрокосмической и биофармацевтической промышленности.Наша собственная чистая комната позволяет нам предлагать услуги двойной упаковки в мешки, необходимые для самых строгих сварочных работ в чистых помещениях, которые требуются нашим клиентам. У нас также есть обширный опыт в предоставлении комплексных пакетов документации по сварке для необходимых FDA пакетов валидации / оборота и необходимой документации НАСА для аэрокосмических проектов.
У нас также есть обширный опыт в предоставлении комплексных пакетов документации по сварке для необходимых FDA пакетов валидации / оборота и необходимой документации НАСА для аэрокосмических проектов.
Независимо от того, требуется ли вам выполнить орбитальную сварку трубы с наружным диаметром 1/16 дюйма или сварку методом MIG трубы диаметром 42 дюйма для водоочистных сооружений, команда High Purity Systems готова просмотреть ваш чертеж или распечатки в САПР и приступить к работе над вашим. -от прототипа или серийного производства.Нет рисунка? Нет проблем, с этим мы тоже можем помочь. Ознакомьтесь с образцами наших работ здесь и ознакомьтесь с полным списком возможностей сварки ниже.
Другая информация:
Характеристики
Общие возможности сварки
- Сварка особой чистоты
- Сварка в чистых помещениях
- Санитарная сварка
- Гигиеническая сварка
- Изготовление катушки
- Сварка
- Сварка малых
0
- Готовность к штампу ASME
- Орбитальная сварка
- Сварка TIG
- GTAW (газовая дуговая сварка вольфрамом)
- MIG-сварка
- GMAW (газовая дуговая сварка металла)
- Ручная сварка
- Shielding
- Серебряная пайка
- Пайка (медицинский газ и высокая чистота)
- Сварка швов
- Точечная сварка
- Распылительная сварка
- Приварка шпилек
- Сварка пластмасс Fusion, в том числе:
7
- ИК стыковая сварка
- Без бортов и трещин (BCF)
- Гладкое внутреннее отверстие (SIB)
- Сварка горячим воздухом
- Обладатель 8 патентов, повышающих качество орбитальной сварки
- Запатентованная система, которая точно регулирует давление продувки, чтобы сделать сварной шов более однородным при малых диаметрах
- Сварка труб малого диаметра
- Вспомогательные панели
- Изготовление смещенных систем
- Чистая среда аргона для снижения окисления
- Чистая комната Класс 100 / Класс 1000
- Автоматическая
- Полуавтоматическая
- Свободная рука
- Чистая комната Класс 100 / Класс 1000
- Пластмассы — Свободная рука для ручной сварки и компьютерное управление для аппаратов IR, BCF и SIB
- Алюминий
- Чугун
- Медь
- Экзотические металлы
- Hastelloy®
- Inconel®
- Молибден
- Никель® 7 Tungel
- Сталь Monel®
- AL6XN Дуплексная нержавеющая сталь
- Титан
- Магний
- Пластмассы, в том числе:
- Полипропилен
- PVDF
- CPVC
0
- CPVC
0
- ПВХ
и различные другие пластмассы
Минимальный внешний диаметр (Min OD)
Трубка из нержавеющей стали 1/16 дюйма
Максимальный внешний диаметр (макс.
OD) 42 «(ручная сварка или сварка MIG)
- Прототипы
- Специальные производственные циклы
- Малые объемы
- Высокие объемы
- Аварийные производственные циклы
- Аварийный ремонт
С ТОГО ЖЕ ДНЯ в зависимости от потребности клиента и сложности проекта
Все сварщики сертифицированы по разделу IX Кодекса ASME по котлам и сосудам под давлением
.Согласно разделу V ASME Кодекса
для котлов и сосудов высокого давления- Внутренние инспекторы по сварке
- CWI сторонних производителей, доступные при необходимости на полевых установках
- Сторонние радиографические испытания (рентгеновские лучи) для любого B31.1, B31.3 или другой стандарт ASME
- Magnaflux Магнитный контроль частиц
- Испытание на проникновение красителя
- Ультразвуковой контроль UT
Стандартная биофармацевтическая документация
В соответствии с требованиями FDA все пакеты валидации / передачи включают:
- Сертификаты сварщика
- Сертификаты материалов
- Сертификат продувочного газа
- Сварные журналы
- Карты сварных швов
- Сертификат электрополировки и / или пассивации
- Процесс анализа конструктивности и обратной связи
- Снизьте риски по проектам за счет привлечения экспертов
- Предварительная подготовка
- Изготовление
- Гибка труб
- Гибка труб
- Сборка
- Установка на объекте / на месте
- Прототипирование
- 281
- Исследования и разработки
- Травление
- Пассивация
- Электрополировка
- Покраска
- Порошковое покрытие
- Полировка
- Тестирование
- Чертежи CAD / Помощь в проектировании / Макет и технико-экономическое обоснование / Удобство использования
- Semiconductor
- Microelectronics
- Biopharm
- Пар
- Пивоварня
- Пищевая промышленность
- Водоподготовка
- Сельское хозяйство
- Автомобильная промышленность
- Морская промышленность
- Технологические системы
- Санитарные катушки
- Гигиенические катушки
- Катушки высокой чистоты
- Катушки из углеродистой стали
- Катушки из нержавеющей стали
- Компоненты вакуумной системы
- Системы на салазках
- Сварные швы из разнородных металлов
- Трубопроводы для чистых помещений высокой чистоты
- Приспособление для технологического инструмента
- Орбитальные сварочные газовые системы сверхвысокой чистоты (UHP)
- DI-Water PVDF Systems, IR & SIB
- Двойные газовые системы
- Химические системы и системы удаления отходов
- Вакуумные системы для технологических инструментов
- Системы технологической охлаждающей воды
- Боковые части и коллекторы базовой сборки
- Волоконно-оптические газовые системы
- Системы чистого пара
- Системы обратного осмоса
- Системы WFI
- Проверенные системы
- Лабораторные газы
- Системы биологических отходов
- Конструкция катушек по индивидуальному заказу 9007
07 Панели управления 9107 - J-Tubes
- Dip Tubes
- Отвод клапана
- Блоки биореактора
- Блоки ферментации
- Газовые панели
- Панели продувки
- Вакуумные системы
- Системы охлаждения
- Приводная сварная установка
- Гибка тонкостенных труб из титана и нержавеющей стали
- Гидравлические трубопроводы
- Криогенные трубопроводы
- Вакуумные системы
- Системы охлаждения
- Технологические трубопроводные системы
- Изготовление на заказ
- ASME B31. 1 Трубопроводы питания
- ASME B31.3 Технологические трубопроводы
- B31.3 Тяжелые циклические условия, при которых происходят чрезмерные циклы смещения в системе трубопроводов
- ASME B31.5 Холодильные трубопроводы и компоненты теплопередачи
- ASME B31. 8 Трубопроводы для транспортировки и распределения газа
- ASME B31.9 Трубопроводы для зданий
- API 1104 Сварка трубопроводов и сопутствующих объектов
- AWS D1.1 Кодекс структурной сварки — сталь
- AWS D1.2 Нормы структурной сварки — алюминий
- AWS D1.3 Кодексы структурной сварки — листовая сталь
- AWS D1.4 Нормы структурной сварки — армированная сталь
- AWS D1.6 Правила структурной сварки — нержавеющая сталь
- AWS D1 .7 Руководство по усилению и ремонту существующих конструкций
- AWS D1.9 Кодексы по сварке конструкций — титан
- AWS D18. 1 Технические условия для сварки труб и трубопроводных систем из аустенитной нержавеющей стали в санитарных (гигиенических) применениях
- AWS D18 .3 Технические условия на сварку резервуаров, сосудов и другого оборудования в санитарных (гигиенических) областях применения
- Контроль согласно ASTM E1742
- Сварка согласно AWS D17 1: 2010
- Изготовление в соответствии со спецификациями очистки IEST-STD-1246E
- Стандарты PFI
- Требования производителя к установке труб и фитингов
- FDA
- SolidWorks (SLDPRT, SLDDRW, SLDDRT)
- AutoCAD (DWG)
- REVIT (RVT)
- NWC
- NWD
- DXF
- IGES
- 3DX
- PRT
- ASM
Aranox Ltd.
Аппарат для сварки пластиковых труб
Halliburton Overseas Ltd.
Детали оборудования для бурения нефтяных и газовых скважин с шарнирным соединением бурильных труб центратор, м.№ 102543657, cwdp- 0500-1214
Plutus Angola Comercial Ltda.
Фитинги для труб и лабораторное оборудование Переходник для стыковой сварки размер 3 «x 1,1 / 2»
Bom Amigo Comercial Ltd.
Трубы и фитинги simless ss: метаные 1 сварной шов (налоговый номер 165 gst No. 27ajppp3026p1zj delux trading)
Active Beauty Cosmetics
Прочие сварные круглого сечения из других легированных стальных труб / труб -c s c-27 aiupm0210g1ze-1691 / g-27.
3,18 (дтлс поUnique Beverages S.a.
Трубы и трубы из других легированных сталей, сварные круглого сечения, прочие (по инв)
- Луанда
- Хуамбо
- Лобито
- Бенгела
- Намибе
Дополнительная информация
07 Газовые панели для подачи газа07Полупроводниковые приложения
Биофармацевтические приложения
Стандартные отраслевые стандарты
10
0EPКонтактные системы высокой чистоты
Есть вопрос о проблеме с трубопроводом? Хотите обсудить предстоящий проект? Давай поговорим.
ТОП 6 покупателей сварочных аппаратов в 🇦🇴 Ангола
Показать все Торговля Производство
Товары Сварка труб оптом
Торгово-закупочная компания
Если вы хотите найти новых клиентов, которые покупают сварку труб оптом
менеджер по логистике в ЕС, Азиюлогистика, сертификат
электронная почта: [электронная почта защищена]Крупнейшие производители и экспортеры трубной сварки
# Компания (размер) Продукт Страна 1 Flow Well Enterprises Co., Ltd. (24) ТРУБНЫЕ ФИТИНГИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ, СОЕДИНИТЕЛЬНЫЕ, ТЫ Тайваньский Китай 2 Bhushan Steel Ltd. (14) КОЛЕНО ТРУБЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ, ОКАЗАНО, ОБЩЕЕ КОЛИЧЕСТВО ПАКЕТОВ ПУЧКОВ ПРЕМИУМ НОВОГО ИЗГОТОВЛЕНИЯ ЭЛЕКТРОПРОЧЕЧНАЯ СВАРНАЯ СТАЛЬНАЯ ТРУБА В СООТВЕТСТВИИ С API L КЛАСС X PSL / ASTM A СОРТА B / ASME S Сингапур 3 Welspun Gujarat Stahl (11) Трубы из углеродистой стали, сваренные под флюсом Труба класса Api, спиральная сварка, Welspun Api L / Psl Pipe Spiral O. D. X WT Grade X Pipe, Spiral Weld, Welspun Api L / Psl Pipe Spiral Grade Xindonesia 4 Zenith Birla (India) Ltd. (9) Zenith Birla Brand Высокочастотная индукционная сварная сталь Трубы с допуском Es, оцинкованная гладкая торцевая стенка, толщина стенок Zenith Birla, высокочастотная индукционная сварка, стальные трубы с допуском Es, оцинкованные Индия 5 Binayak Hi Tech Engineering Ltd. (9) X + + WOODEN & ЖЕЛЕЗНЫЕ ЯЩИКИ / ПОДДОНЫ СВАРНЫЕ СТАЛЬНЫЕ ФИТИНГИ ДЛЯ ТРУБ, ИЗГОТОВЛЕННЫЕ ИЗ E RW СТАЛЬНАЯ ТРУБА, СПЛАВ СТАЛЬНЫЕ ПОВКОВКИ ГЕРМЕТИЧЕСКАЯ СВАРОЧНАЯ ПОВКОВКА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ROUG H ИЗГОТОВЛЕННАЯ СТАЛЬ ИЗДЕЛИЯ NON
Образование: MSU
Не говорите людям, как что-то делать, говорите им, что делать, и позвольте им удивить вас своими результатамиРазрывы сварных швов — Часть 2
Разрывы сварных швов — Часть 2 — Неприемлемые профили сварных швов
Профиль завершенного сварного шва может существенно повлиять на характеристики этого сварного шва в эксплуатации.
Функция инспектора сварки заключается в выявлении этих неоднородностей путем визуального осмотра и часто в оценке их приемлемости или отклонения с использованием применимых правил сварки или стандартных критериев приемки.Неприемлемые профили сварного шва могут вызвать проблемы, связанные с уменьшением толщины основного материала, уменьшением рабочего размера сварного шва или обеспечить концентрацию напряжений на поверхности сварного шва или пластины. Эти типы неоднородностей сварного шва часто могут серьезно ухудшить общие характеристики сварного компонента в эксплуатации. Мы рассмотрим некоторые нарушения сплошности, связанные с профилями сварного шва: поднутрение, перекрытие, недостаточное горло и чрезмерная выпуклость.
Выточка — Эта неоднородность определяется как канавка, проплавленная в основном металле рядом с носком сварного шва или корнем сварного шва, и оставленная незаполненной металлом сварного шва.Термин поднутрение используется для описания любого из двух условий. Первый — это расплавление основного материала на боковой стенке сварного шва с разделкой кромок на краю валика, в результате чего в боковой стенке в области, где должен быть нанесен следующий валик, образуется острая выемка. Этот тип поднутрения может способствовать улавливанию включений, которые могут перекрываться последующим наплавленным валиком. При необходимости это состояние можно исправить, обычно шлифуя углубление перед нанесением следующего валика.Однако, если подрезание небольшое, опытному сварщику, который знает, на какую глубину проникнет дуга, возможно, нет необходимости удалять подрез. Подрез боковой стенки шва с разделкой кромок никоим образом не повлияет на готовый сварной шов, если условие исправлено до нанесения следующего валика. Второе условие — это уменьшение толщины основного металла на линии, где сварной шов на последнем слое металла шва сцепляется с поверхностью основного металла. Это положение известно как основание сварного шва.Это может произойти на угловом сварном шве или стыковом шве. Величина поднутрения, разрешенная на поверхности готового сварного шва, обычно указывается в используемых сварочных нормах или стандартах. Необходимо строго соблюдать требования к максимально допустимым подрезам для завершенных сварных швов, поскольку чрезмерные подрезы могут серьезно повлиять на характеристики сварного шва, особенно в условиях эксплуатации, подверженных усталостным нагрузкам. Оба типа поднутрения обычно возникают из-за используемой при сварке техники сварки, неправильного позиционирования электродов и / или неправильной скорости движения.Высокий ток и большая длина дуги могут увеличить вероятность подреза.
Перекрытие — Эта неоднородность определяется как выступ металла сварного шва за выступ или основание сварного шва. Это состояние может возникать в угловых сварных швах и стыковых соединениях и может приводить к образованию надрезов на носке сварного шва, что нежелательно из-за концентрации возникающих в них напряжений под нагрузкой. Это нарушение непрерывности может быть вызвано неправильной техникой сварки или недостаточными настройками тока.
Недостаточная горловина — Это условие описывает профиль сварного шва, который обычно имеет вогнутую форму и из-за своей вогнутости обеспечивает недостаточную толщину горловины.Избыточная вогнутость, которая может привести к непреднамеренному уменьшению толщины горловины, может возникать в угловых швах и стыковых соединениях. Проблема, связанная с этой неоднородностью, заключается в ее способности значительно уменьшить ту часть сварного шва, которая контролирует прочность сварного шва, а именно толщину шва. Это состояние обычно вызвано чрезмерным сварочным током или длиной дуги.
Чрезмерная выпуклость — Эта неоднородность может вызвать эффект надреза в зоне сварки и, как следствие, концентрацию напряжений под нагрузкой.По этой причине в некоторых нормах и стандартах указана максимальная выпуклость сварного профиля. Это состояние обычно вызвано недостаточным током или неправильной сваркой.
.
Заключение — С внешним профилем или формой завершенного сварного шва связан ряд неоднородностей. Эти неоднородности обычно обнаруживаются при визуальном осмотре сварного шва, однако некоторые из них можно обнаружить с помощью других методов контроля, таких как радиография, проникающая жидкость и контроль магнитных частиц.Максимально допустимые ограничения, связанные с этими неоднородностями, зависят от требований к характеристикам сварного компонента и обычно указываются в соответствующих правилах сварки, стандарте или спецификации. От инспектора по сварке часто требуется определить степень этих неоднородностей и установить их приемлемость или отклонение на основе соответствующих критериев приемки. - CPVC
 OD)
OD) 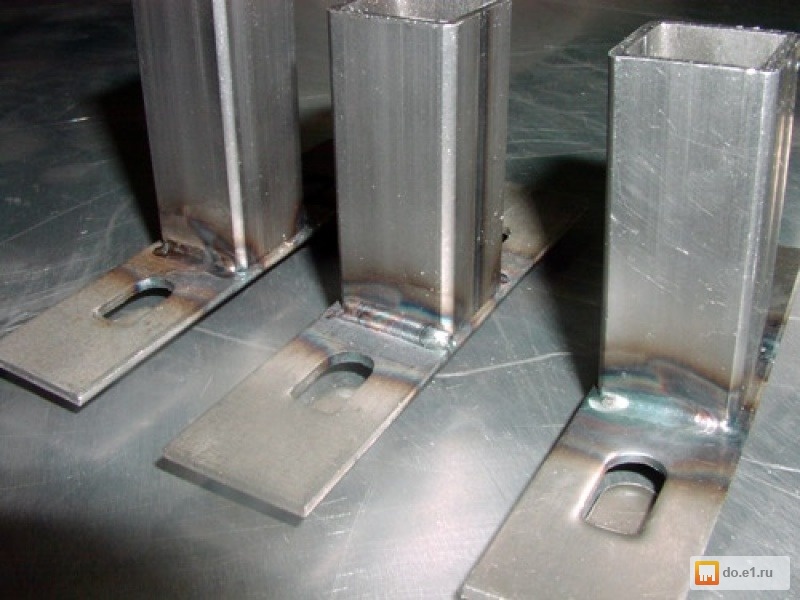 1 Трубопроводы питания
1 Трубопроводы питания 1 Технические условия для сварки труб и трубопроводных систем из аустенитной нержавеющей стали в санитарных (гигиенических) применениях
1 Технические условия для сварки труб и трубопроводных систем из аустенитной нержавеющей стали в санитарных (гигиенических) применениях
 3,18 (дтлс по
3,18 (дтлс по D. X WT Grade X Pipe, Spiral Weld, Welspun Api L / Psl Pipe Spiral Grade X
D. X WT Grade X Pipe, Spiral Weld, Welspun Api L / Psl Pipe Spiral Grade X Функция инспектора сварки заключается в выявлении этих неоднородностей путем визуального осмотра и часто в оценке их приемлемости или отклонения с использованием применимых правил сварки или стандартных критериев приемки.Неприемлемые профили сварного шва могут вызвать проблемы, связанные с уменьшением толщины основного материала, уменьшением рабочего размера сварного шва или обеспечить концентрацию напряжений на поверхности сварного шва или пластины. Эти типы неоднородностей сварного шва часто могут серьезно ухудшить общие характеристики сварного компонента в эксплуатации. Мы рассмотрим некоторые нарушения сплошности, связанные с профилями сварного шва: поднутрение, перекрытие, недостаточное горло и чрезмерная выпуклость.
Функция инспектора сварки заключается в выявлении этих неоднородностей путем визуального осмотра и часто в оценке их приемлемости или отклонения с использованием применимых правил сварки или стандартных критериев приемки.Неприемлемые профили сварного шва могут вызвать проблемы, связанные с уменьшением толщины основного материала, уменьшением рабочего размера сварного шва или обеспечить концентрацию напряжений на поверхности сварного шва или пластины. Эти типы неоднородностей сварного шва часто могут серьезно ухудшить общие характеристики сварного компонента в эксплуатации. Мы рассмотрим некоторые нарушения сплошности, связанные с профилями сварного шва: поднутрение, перекрытие, недостаточное горло и чрезмерная выпуклость. Первый — это расплавление основного материала на боковой стенке сварного шва с разделкой кромок на краю валика, в результате чего в боковой стенке в области, где должен быть нанесен следующий валик, образуется острая выемка. Этот тип поднутрения может способствовать улавливанию включений, которые могут перекрываться последующим наплавленным валиком. При необходимости это состояние можно исправить, обычно шлифуя углубление перед нанесением следующего валика.Однако, если подрезание небольшое, опытному сварщику, который знает, на какую глубину проникнет дуга, возможно, нет необходимости удалять подрез. Подрез боковой стенки шва с разделкой кромок никоим образом не повлияет на готовый сварной шов, если условие исправлено до нанесения следующего валика. Второе условие — это уменьшение толщины основного металла на линии, где сварной шов на последнем слое металла шва сцепляется с поверхностью основного металла. Это положение известно как основание сварного шва.Это может произойти на угловом сварном шве или стыковом шве.
Первый — это расплавление основного материала на боковой стенке сварного шва с разделкой кромок на краю валика, в результате чего в боковой стенке в области, где должен быть нанесен следующий валик, образуется острая выемка. Этот тип поднутрения может способствовать улавливанию включений, которые могут перекрываться последующим наплавленным валиком. При необходимости это состояние можно исправить, обычно шлифуя углубление перед нанесением следующего валика.Однако, если подрезание небольшое, опытному сварщику, который знает, на какую глубину проникнет дуга, возможно, нет необходимости удалять подрез. Подрез боковой стенки шва с разделкой кромок никоим образом не повлияет на готовый сварной шов, если условие исправлено до нанесения следующего валика. Второе условие — это уменьшение толщины основного металла на линии, где сварной шов на последнем слое металла шва сцепляется с поверхностью основного металла. Это положение известно как основание сварного шва.Это может произойти на угловом сварном шве или стыковом шве. Величина поднутрения, разрешенная на поверхности готового сварного шва, обычно указывается в используемых сварочных нормах или стандартах. Необходимо строго соблюдать требования к максимально допустимым подрезам для завершенных сварных швов, поскольку чрезмерные подрезы могут серьезно повлиять на характеристики сварного шва, особенно в условиях эксплуатации, подверженных усталостным нагрузкам. Оба типа поднутрения обычно возникают из-за используемой при сварке техники сварки, неправильного позиционирования электродов и / или неправильной скорости движения.Высокий ток и большая длина дуги могут увеличить вероятность подреза.
Величина поднутрения, разрешенная на поверхности готового сварного шва, обычно указывается в используемых сварочных нормах или стандартах. Необходимо строго соблюдать требования к максимально допустимым подрезам для завершенных сварных швов, поскольку чрезмерные подрезы могут серьезно повлиять на характеристики сварного шва, особенно в условиях эксплуатации, подверженных усталостным нагрузкам. Оба типа поднутрения обычно возникают из-за используемой при сварке техники сварки, неправильного позиционирования электродов и / или неправильной скорости движения.Высокий ток и большая длина дуги могут увеличить вероятность подреза.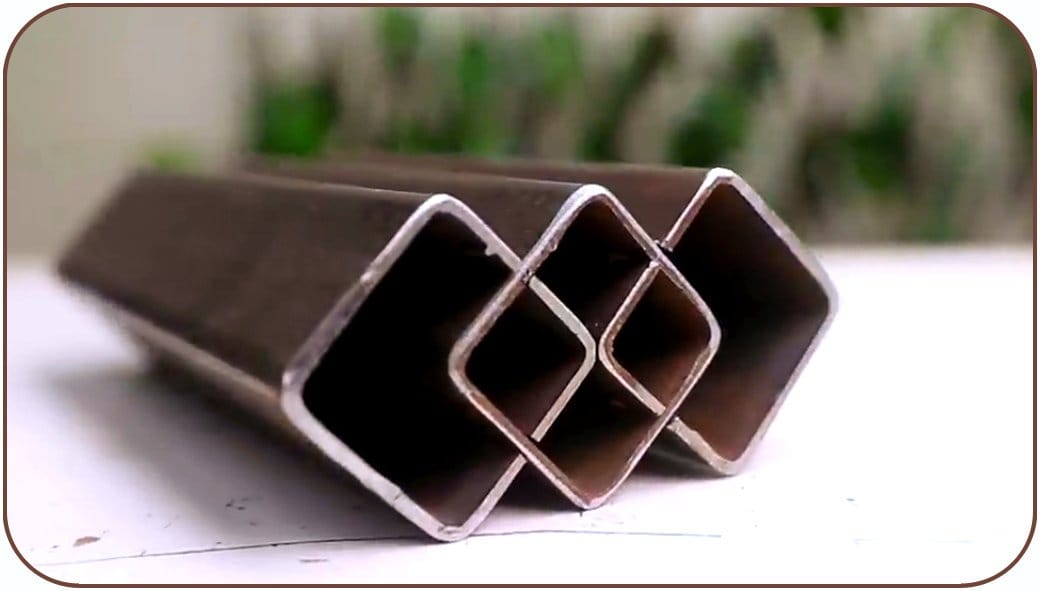 Это нарушение непрерывности может быть вызвано неправильной техникой сварки или недостаточными настройками тока.
Это нарушение непрерывности может быть вызвано неправильной техникой сварки или недостаточными настройками тока. Это состояние обычно вызвано недостаточным током или неправильной сваркой.
Это состояние обычно вызвано недостаточным током или неправильной сваркой.