

Сварка с нуля: Страница не найдена – Совет Инженера
сварка электродами, аргоном, с чего начать, советы
Профессия сварщика несомненно требует некоторых профессиональных навыков.
Обучение этой специальности проводят в училищах и ПТУ, где студенты проходят теоретический и практический курс.
Но навыками сварщика не трудно овладеть и самостоятельно, если пользоваться грамотными и эффективными советами в руководствах по электрической дуговой сварке.
Начало самостоятельного обучения сварке
Прежде всего будущему сварщику или соискателю, желающему приобрести навыки для самостоятельного владения сваркой необходимо разобраться в самой технологии сварки.
Не нужно углубляться в строение инвертора или выпрямляющего трансформатора, единственное, чего будет достаточно, так это следующее правило: для возникновения электрической дуги между электродом и поверхностью для сварки должен быть образован замкнутый контур.
Для того, чтобы получить замкнутый контур необходимо сделать следующее: от баласного реостата протянут “нулевой” ус, который необходимо закрепить на массу, то есть на поверхность для сварки.
В этом случае ток начнет циркулировать по контуру, и возникнет дуга.
Главным, что должен уяснить сварщик, так это первичные меры предосторожности и техники безопасности:
- главным вредным фактором электродуговой сварки является сильное световое излучение.
Для избежание таких последствий необходимо пользоваться защитными сварочными щитками, которые оснащены поляризационными фильтрами.
По исполнению существует множество щитков, которые можно выбрать самостоятельно;
Кроме световой нагрузки сварка опасна ожогами и термическими поражениями, так как соединение металлических кромок достигается путем их оплавления.
В настоящее время существует множество вариантов сварочных костюмов, лидирующее место среди которых занимают костюмы из замши или кожаных производных;
- кроме того дуга в сварке достигается наращивание электрической силы, замкнутой на электрод.


Необходимо защищать руки резиновыми перчатками, которые предотвратят поражение сварщика электрическим током.
Работа дуговой электрической сварки с баласного реостата или инверторного преобразователя практически невозможна без использования выпрямителей. Читайте статью о сварочных выпрямителях.
В настоящее время существует довольно-таки много сварочных электродов различной маркировки. Какие есть виды электродов и как выбрать подходящий электрод смотрите здесь.
Сварка электродом для начинающих
После освоения кратких теоретических данных по сварке можно непосредственно в рабочем процессе постичь все нюансы производства.
Приступаем к работе: для начала необходимо установить замкнутый контур “Заготовка-заземление-баласный реостат (инвертор)”.
После этого можно попытаться зажечь дугу, первый раз, как правило, это не удается никому.
Для того, чтобы зажечь дугу нужно пару раз отрывисто прикоснуться кончиком электрода к металлической заготовке.
Когда зажглась дуга, то можно начать прокладывать шов. Есть несколько характерных приемов, которые подойдут для начинающих: движение “полумесяцем” и “перетаскивание” – своеобразные техники работы электродом в сварочной ванне.
Важно: следует не допускать залипания электрода в сварочной ванне, так как при этом весь ток идет обратно на реостат баласника, а это может привести к короткому замыканию и поломке инвертора.Этот способ широко применяют автолюбители и сантехники – холодная сварка металла широкодоступна и не требует специальной подготовки и сложного оборудования. Узнайте для себя все о холодной сварке.
Хотите не только расширить свои познания в области сварки, но и обучиться ее применять профессионально? Читайте тут статью о том, как пройти аттестацию на сварщика.
Советы начинающему сварщику
Сварка электрической дугой производится из двух положений:
- верхнее положение.
При верхнем положении сварщику следует соблюдать осторожность;
Расплавленный метал может начать стекать на сварщика, для того, чтобы это избежать необходимо варить поверхность короткими шовчиками по 2-3 сантиметра, а потом увеличив длину шва, проварить его полностью.
- нижнее положение полностью безопасно для сварщика, но иногда сварка в таком положении требует наложение дополнительного проварочного шва.
Положение электрода:
- горизонтальную прямую поверхность желательно варить под углом в 60 градусов, это обеспечивает равномерное наложение расплавленного электрода на сварочную ванну.
После проваривания шва необходимо сбить шлак, который образуется в процессе сварки. Электроды со стеклянной обсыпкой проваривают шов, от которого шлак отпадет самостоятельно;
- вертикальное положение заготовки требует того, чтобы электрод подносился под углом 90 градусов.
В труднодоступных местах можно использовать гнутый электрод.
Почему предприятиям выгоднее использовать лазерную резку, и в чем ее особенность? Это и многое другое, читайте в публикации о лазерной резке металла.
Специалисты в штате ремонтной компании должны иметь большой опыт работы по ремонту сварочных аппаратов и иметь высокий уровень квалификации. Детали о ремонте сварочных аппаратов, смотрите здесь.
Сварка аргоном для начинающих
Сварка аргоном – это метод сварки, который технологически отличается от электрической дуговой сварки.
Сварка аргоном, как правило, производится на автоматических сварочных агрегатах, которые управляются сварщиком, к тому же манипуляции с заготовками так же осуществляются человеком.
Аргон необходим для защиты сварочной ванны от проникновения кислорода.
Начинающему сварщику нужно знать о том, что попадание воздуха в сварочную ванну приведет к порче и искривлению шва, искрению при работе электродом в сварочной ванне.
Соблюдение всех нюансов, которые описаны выше позволит простому новичку начать карьеру сварщика, хотя бы в своем собственном гараже, постепенно совершенствуя свое мастерство.
Читайте также:
- 4 особенности обучения сварщиков Сварщик — специальность, которая требует от мастера специальных навыков и умений в работе с раскаленным металлом, кроме того необходимо разбираться […]
- Как вести журнал сварочных работ Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, […]
Электрическая дуговая сварка
При зажигании дуги напряжение между электродами и свариваемым изделием обычно равно 60 В, для электродов отдельных промышленных марок напряжение холостого хода должно быть повышено до 70 В. При замыкании сварочной цепи напряжение падает почти до нуля и после возбуждения дуги поддерживается в пределах 16-30 В в зависимости от длины дуги и марки электрода.
При замыкании сварочной цепи напряжение падает почти до нуля и после возбуждения дуги поддерживается в пределах 16-30 В в зависимости от длины дуги и марки электрода.
На рис. 1 приведена статическая характеристика дуги. Точка А соответствует моменту зажигания дуги; точка Б – точка устойчивого горения дуги.
Основными характеристиками процесса плавления электрода являются количество расплавленного металла gэ и относительные потери Ψ (коэффициент потерь) электродного металла в процессе сварки из-за разбрызгивания, испарения и окисления.
При установившемся процессе сварки плавление электрода под действием дуги происходит равномерно по следующей приближенной зависимости, установленной опытным путем при большой плотности тока: gэ=αрIt, где αр – коэффициент расплавления, определяемый опытным путем, r/A*ч; I –сила тока, А; t – время горения дуги, ч.
Коэффициент расплавления зависит от материала электродного стержня и состава обмазки, покрывающей его поверхность, от рода и полярности тока и колеблется в пределах 8-14 r/A*ч. При сварке на постоянном токе он несколько повышается.
Электрическая дуговая сварка обладает основными параметрами режима сварки: — силой сварочного тока; — напряжением дуги; — скоростью сварки.
Выбор электрода определяется в зависимости от химического состава свариваемого металла, согласно паспортным данным изготовителя электродов, руководствуясь каталогами на электроды.
При дуговой электрической сварке диаметр электрода выбирают в зависимости от — толщины свариваемого металла; — положения шва в пространстве; — размеров изделия.
По принятому диаметру электрода и положению шва в пространстве подбирают сварочный ток.
| Толщина металла, мм | 1-2 | 3-5 | 4-10 | 12-24 | 30-60 |
| Диаметр электрода, мм | 2-3 | 3-4 | 4-5 | 5-6 | 6-8 |
Зависимость силы тока от диаметра электрода показа на рис. 2, где между штриховыми кривыми заключены допустимые отклонения силы тока. Сила тока увеличивается быстрее, чем диаметр электрода, и медленнее, чем площадь его сечения.
2, где между штриховыми кривыми заключены допустимые отклонения силы тока. Сила тока увеличивается быстрее, чем диаметр электрода, и медленнее, чем площадь его сечения.
Сварку швов в вертикальном и потолочном положениях выполняют, как правило, электродами диаметром не более 4 мм. При этом сила тока должна быть на 10-20% ниже, чем для сварки в нижнем положении.
На рис. 3 показаны траектории движения конца электрода: а) при наплавке усиленного валика; б), в), г) — при выполнении углового шва с усиленным прогревом соответственно его краев, одного края и середины шва.
Для получения валика постоянной ширины необходимо, чтобы в процессе сварки поперечные колебания электрода и скорость его перемещения вдоль шва не менялись, при этом амплитуда поперечных колебаний не должна превышать 2-4 электрода.
Увеличение диаметра электрода ограничено возможностью возникновения прожогов свариваемого изделия, затруднением сварки швов в вертикальном и потолочном положениях, а также возникновением непровара при наложении первого слоя, который в многослойном шве обычно выполняют электродами диаметром 4-5 мм.
При укладке первого слоя многослойного шва электрод ведут без поперечных колебаний.
Особенности выполнения швов различных типов
Влияние магнитных полей на сварочную дугу. Столб сварочной дуги можно рассматривать как гибкий проводник, по которому проходит электрический ток. Собственное магнитное поле дуги и поле сварочного контура (ферромагнитных масс) вызывает явление, известное под названием «магнитного дутья».
На магнитное дутье влияют следующие факторы:
— место подвода тока и изделия;
— толщина свариваемого металла;
— конфигурация изделия и пр.
Под влиянием магнитных полей сварочная дуга может перемещаться и изменять форму.
Магнитное дутье может затруднять сварку дугой постоянного тока, особенно при повышении его значения, так как сила воздействия магнитного поля приблизительно пропорциональна квадрату тока.
На рис. 4 а), б), в) показаны схемы отклонений сварочной дуги под влиянием магнитного поля в зависимости от положения обратного сварочного провода на свариваемом металле.
На рис. 4 а) сварочный провод находится непосредственно под дугой. В этом случае дуга находится в равномерном магнитном поле, которое её уравновешивает; отклонений дуги не будет.
На рис. 4 б) сварочный провод присоединен слева от дуги. Магнитные поля, сконцентрированные внутри угла, образованного электродом и токоподводящей частью металла, будут отклонять дугу вправо, и, наоборот, — если переместить токопровод вправо от дуги, то магнитное поле будет отклонять дугу влево (рис. 4 в).
Угол наклона электрода к поверхности свариваемого металла также влияет на величину отклонения столба дуги. Чем больше угол наклона, тем сильнее дуга выдувается в сторону, противоположную наклону электроду (рис. 4 г) и д). Как видно из рисунка, изменением угла наклона электрода можно регулировать величину отклонения дуги под влиянием магнитного дутья. Наличие вблизи дуги значительных ферромагнитных масс (массивных стальных деталей) оказывает влияние на отклонение дуги.
С явлением магнитного дутья сварщик сталкивается при сварке угловых (рис. 4 е) и стыковых (рис.4 ж) швов, когда дуга отклоняется на одну из кромок и затрудняет сварку.
При сварке на переменном токе магнитное дутье влияет на дугу значительно слабее. Магнитный поток, создаваемый в сварочном контуре переменным током, индуктирует в массе основного металла токи Фуко (вихревые токи), которые порождают переменное поле, сдвинутое почти на 1800 по отношению к сварочному току. Результирующий магнитный поток, равный геометрической сумме магнитных потоков сварочного и вихревых токов, значительно меньше магнитного потока при постоянном токе; кроме того, он сдвинут по фазе относительно сварочного тока, что ослабляет электромагнитную силу взаимодействия магнитного поля с током.
Для ослабления нежелательного действия магнитного дутья при сварке рекомендуется применять следующие меры:
— изменять наклон электрода;
— изменять место подключения сварочного провода к изделию;
— применять переменный ток и т.п.
Бесплатный курс Михаила Щербакова | ||||
http://svarka-elektrodom. | ||||
После просмотра серии видеоуроков вы узнаете, как варить электросваркой:с нуля без специальных знаний совершенно безвозмедно | ||||
Содержание видеоуроков:
| ||||
| ||||
| Понравилось? Расскажите друзьям! | ||||
Обратная связь: http://elektrosvarka.support-desk.ru/ Все права защищены. М.Щербаков 2012-2017 г. Соглашение об обработке персональных данных. Регистируясь на получение видеоуроков по электросварке, вы соглашаетесь передать нам ваши имя и адрес e-mail. Ваше имя будет использоваться для персонифицированного обращения к вам в письмах, а ваш адрес электронной почты требуется для отправки вам обещанных уроков. Указанные данные будут храниться исключительно для отправки вам писем с уроками и ни при каких обстоятельствах не будут переданы третьим лицам. Вы в любой момент можете отказаться от получения писем и потребовать удаления ваших персональных данных. Ваши данные будут храниться до поступления вашего требования их удаления. | ||||
 ru/free/confirm.html
ru/free/confirm.html
 Когда научитесь и этому, можно пробовать сварить две детали, что также вы можете посмотреть на моих видео.
Когда научитесь и этому, можно пробовать сварить две детали, что также вы можете посмотреть на моих видео. ru/free/confirm.html
ru/free/confirm.html7 правил, как научиться варить электросваркой тонкий металл
Как научиться варить электросваркой: понятие электросварки + 3 ее разновидности + как научиться варить электросваркой дома – детальный разбор 3 технологических этапов + 7 правил сваривания тонкостенных материалов + меры предосторожности в работе сварщика + 4 распространенных дефекта у новичков.
Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто. В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле.
Что такое электросварка, и зачем она нужна дома?
Чтобы разобраться с термином, потребуется задеть школьный курс физики и разобраться в сопутствующих процессах при сваривании деталей. Полученные знания помогут сварщику делать более качественные швы, ведь понимание основы работы электросварки дает возможность вести работу осознанно, а не полагаясь на шаблонные действия других специалистов. Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.
Во время процесса образования шва, происходит временное расплавление основы и электрода, за счет чего образуется сварочная ванна. После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности.
Классификация электросварки производится на основании множества критериев – уровень механизации процесса сваривания, тип тока + его полярность, дуга, характеристики электрода, способ защиты зоны и так далее. Давайте рассмотрим классическое распределение – ручная дуговая, полуавтоматическая дуговая и автоматическая дуговая типы сварок.
1) Ручная дуговая сварка
Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде
Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом
Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки: Подача проволоки за счет специальных роликов. Посредством контакта скользящего типа производится подведение к проволоке электрического тока. Начинается движение электрода вдоль разметки для шва. Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды. Образование шва. Очистка от шлаковой корки. Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз.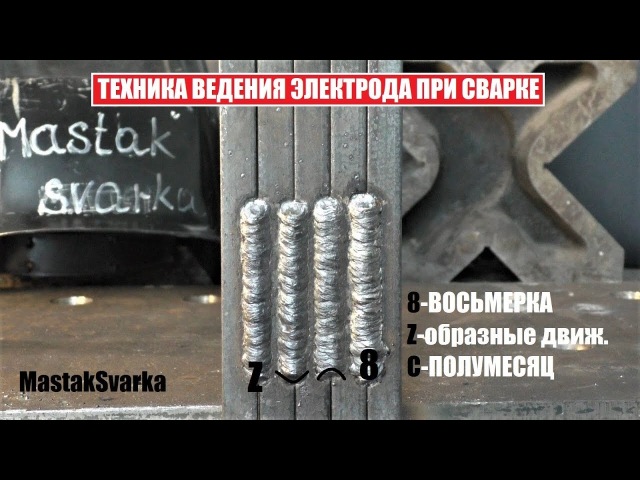
Как научиться варить электросваркой в домашних условиях?
Следует понимать, что чем больше автоматизирован процесс сваривания, тем дороже обойдется закупка оборудования. К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок.
1) Технологические особенности электросварки
В процессе сварки человек отталкивается от аппарата на руках. В зависимости от назначения оборудования, существуют промышленные мини-трансформаторы, работающие за счет обмотки катушек, и домашние инверторы. Суть работы первых и вторых заключается в понижении напряжения и повышении силы тока. Результата должно хватить, чтобы расплавить металл для нанесения будущего шва.
В домашних условиях рациональнее использовать более современные и компактные версии оборудования – инверторы. Такие сварочные аппараты работают от стандартной сети в 220 вольт. Переменное входящее напряжение автоматически преобразуется в постоянное.
Процесс сварки инвертором проходит такие шаги: Выдача оборудованием требуемого уровня напряжения. Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе. При касании конечной части электрода к металлу, возникает электрическая дуга. При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
А) Подготовка рабочего места
Процесс сварки – опасное дело, и относиться к нему следует должным образом как новичку, так и специалисту. К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
Учиться азам сварки проще всего на материалах с низким содержанием углерода. Толщина металлического сплава — средняя. Сваривать тонколистовую сталь в разы сложнее, потому, приступать к ее обработке стоит спустя 1-2 месяца стабильной практики в простых задачах дуговой сварки.
Оптимальные электроды для новичка – «тройка» (3 мм диаметр). Если практикуетесь с толстостенным металлом, берем электроды толщиной в 0.5-0.6 сантиметра по диаметру. Для тонкостенной сварки оптимальными считаются 0.16-0.2 сантиметровые электроды.
Важно: при выборе электродов берите в учет мощность сварочного аппарата. Обычно в инструкции указывается соотношение мощности и диаметра. Также таблицы соответствия силы тока и толщины электрода имеются в сети интернет.
В свободном доступе для новичков имеются электроды с обмазкой – специальные прутки, обеспечивающие высокое качество работы без использования флюса. Образование газового облака происходит за счет плавления самого электрода.
Б) Подключение инвертора + розжиг дуги
В процессе сборки конструкции, требуется брать во внимание способы соединения с массой электрода и сварочной поверхности. Всего существует 2 метода подключения элементов – прямой и обратный. В случае прямой полярности электрод ставят на минус, а изделие для сваривания на плюс. Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
При обратной полярности наоборот – электрод на плюс, изделие на минус. Движение электродов происходит от детали к электроду, из-за чего получаемый шов боле мелкий, но широкий. Такая цепь прекрасно себя показывает при работе с тонкостенными материалами.
Методы розжига дуги: чирканье. Процедура сравни зажиганию головки спички; постукивание. Быстрый удар электродом о свариваемую поверхность и медленный подъем. В процессе обучения новичкам рекомендуется использовать метод чирканья, так как соблюдать вручную расстояние в 2-3 миллиметра при постукивании неопытному сварщику крайне сложно.
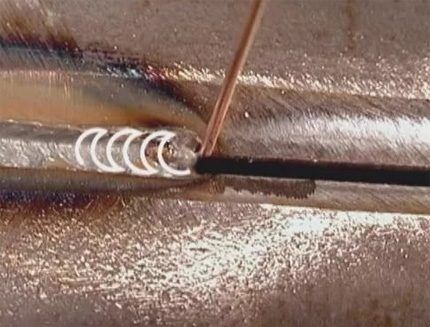
В) Ведение электрода при формировании шва
После зажигания дуги начнет формироваться сварочная ванна. Внимательно присмотритесь к скорости выделения шлаковых накоплений. Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Важно: расстояние между швом и дугой должно быть всегда в промежутке от 2 до 4 миллиметров. Выход за оговоренные рамки приведет к ухудшению качества наплавки.
Если расстояние от дуги к поверхности менее 0.2 сантиметра – шов будет неглубокий, из-за чего пострадает прочность соединения, а при расстоянии более 0.4 сантиметра дуга теряет стабильность, и наплав начинает разбрызгиваться.
Электрод может располагаться в 3 позициях:
— углом вперед. Получаем глубокую ванну на старте. Положение хорошо показывает себя при соединении потолочным, горизонтальным и вертикальными типами швов. Визуально кажется, что дуга выталкивает металл + не дает ему вытекать из области сварной ванны;
— углом назад. Здесь сварщику проще держать под контролем процесс наложения шва. Минус положения – актуален только для швов нижнего типа. Часто углом назад делают прихватки и временные швы;
— прямой угол. Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
В процессе работы также не стоит забывать о постоянном уменьшении длины электрода – типичная причина косяков новичка, из-за которой сварочный шов получается с кучей капель металла и не совсем ровный.
Для образования широкого шва прямого прохода будет недостаточно. Потребуется использовать шаблонные рисунки цикличных проходов. Наиболее популярные отображены на картинке выше.
2) Как научиться варить электросваркой тонкий металл: 7 базовых правил для новичка
В домашних условиях чаще всего приходится иметь дело с тонкостенным материалом, но при сваривании таких элементов, проблем у новичков больше всего. Залатать канистру, емкость для воды, рамку ворот или даже часть кузова авто – все это требует от сварщика предельной концентрации внимания на процессе + соблюдение некоторых технологических особенностей.
Правила сваривания тонкого металла:
1. Ток в промежутке ото 20 до 30А.
2. Диаметр по электроду не должен превышать 0.2 сантиметра в диаметре. Оптимально – 0.16 сантиметра.
3. Перед наложением шва поверхность тщательно зачищается от пятен жира, пыли, ржавчины и прочего мусора.
4. При сваривании в нижней позиции, под шов кладут подложку из графита. Материал будет выполнять поддерживающую функцию для расплавленного электрода с металлом + позволит избежать прилипания.
5. Шов ведется углом вперед.
6. Повышенная скорость ведения шва.
7. Промежуток между дугой и поверхностью металла не более 0.5 сантиметра.
Чтобы повысить шанс на успех, следует купить специальные электроды с рутиловым покрытием. Прутки обеспечивают достаточно устойчивое горение + легко возбуждаются. Еще один лайфхак, способный упростить жизнь сварщику – использование инвертора с режимом форсажа дуги. Заявленная функция обезопасит конец электрода от залипания при сбое расстояния между дугой и поверхностью.
Пояснение азов сварочного процесса + рекомендации и советы для новичков:
 youtube.com/embed/qTdj3kZ4ods» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/qTdj3kZ4ods» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
3) Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности: осмотр инструментария на наличие механических повреждений; заземление; регулярная проверка соединения заготовки с контактом; качественная изоляция кабелей; влажность не более 75%; использование маски, перчаток и других средств индивидуальной защиты; наличие огнетушителя рядом с рабочим местом. Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Как научиться варить сварочным инвертором с нуля: электросварка и ручная дуговая для новичков и чайников, основы и азы, правильно работаем с металлом и швами
Многих домашних мастеров интересует, как научиться варить сварочным инвертором с нуля. Особых секретов нет, если взять сварочный инвертор бытового или полупрофессионального класса, сделать это не так сложно. Понадобится лишь терпение, аккуратность и соблюдение рекомендаций опытных сварщиков.
Принцип работы
Сварочный инвертор для ручной сварки преобразует напряжение сети (220 или 380 в 50 Гц) в напряжение, подходящее для поддержания электродуги. Это преобразование проходит в три этапа:
Это преобразование проходит в три этапа:
- входное напряжение переменного тока выпрямляется,
- этот постоянный ток питает высокочастотный генератор, он создает переменный ток частотой 20-50 тыс. Гц.,
- трансформатор понижает напряжение до 70-90 вольт, ток во рабочей обмотке достигает 100-300А.
Тройное преобразование позволяет сократить габариты и вес устройства в несколько раз по сравнению с обычными сварочными трансформаторами. Кроме того, благодаря автоматической регулировке параметров электронной схемы прибор обеспечивает высокую стабильность тока и напряжения на выходе. На инвертор не влияют скачки напряжения в питающей сети, и сам он не вызывает таких скачков.
В полупрофессиональных и профессиональных моделях устанавливают также системы, облегчающие розжиг дуги и предотвращающие прилипание электрода.
Рабочий ток протекает по цепи, образованной:
- электродный и массовый кабели,
- электрод,
- электродуга в воздушном промежутке,
- заготовка.
Электродный провод подключается к держателю, массовый провод к зачищенному месту на детали.
Конструкция
Конструкция инвертора для сварки достаточно сложная, это объясняется его широкими возможностями и удобством эксплуатации. Аппарат состоит из:
- корпус,
- панель управления с регулятором силы тока, индикаторами режимов и параметров,
- шасси,
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече,
- электронная схема инверторного преобразователя напряжения,
- вентилятор для охлаждения,
- сетевой кабель,
- сварочные провода.
Бытовые модели весом в 5-7 кг способны развивать сварочный ток до 120-150 А, их легко можно носить на плече. Такие устройства могут варить сталь толщиной до 4-5 мм.
Более мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку- вес составляет до 20 кг.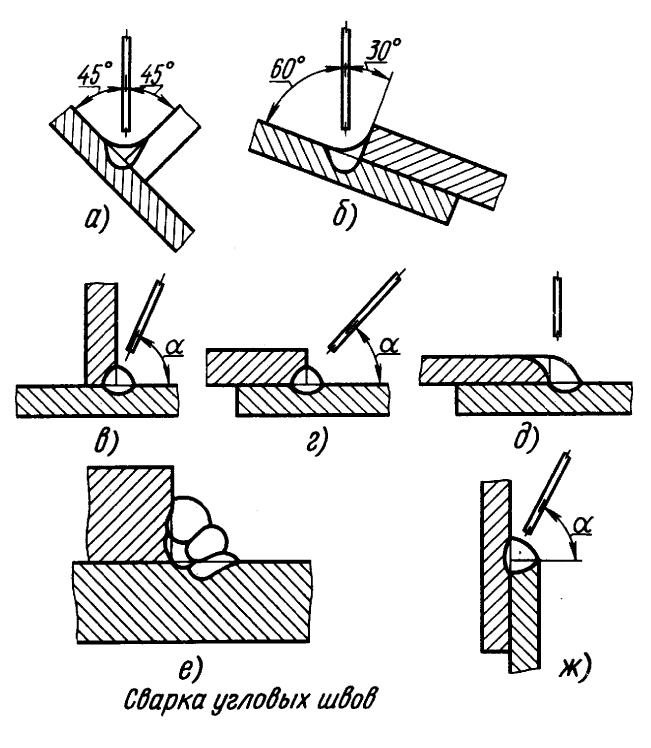 Сварка для «чайников» лучше всего осваивается именно на инверторе.
Сварка для «чайников» лучше всего осваивается именно на инверторе.
Чтобы обучение работе сварочным инвертором не закончилось печально, нужно знать, как правильно и безопасно варить инверторной сваркой. Обязательно использовать защитные средства.
Место сварки должно соответствовать следующим требованиям:
- имеется изолирующий настил или диэлектрический коврик,
- установлены защитные металлические ширмы, предохраняющие от разлета расплавленных брызг, а также искр при сварке и зачистке,
- обеспечено качественное освещение,
- устроена вытяжная вентиляция для удаления сварочных газов,
Важно! Категорически недопустимо загромождать рабочую зону, в ней должны находиться только заготовка, оснастка, сварочный аппарат и сварщик. Нельзя также размещать легковоспламеняющиеся материалы в радиусе 5 м от места сварки.
Азы
Сварка инвертором для начинающих на инверторе осваивается существенно легче, чем на морально устаревшем трансформаторе или выпрямителе. Чтобы учиться варить, лучше взять отходы черного металла средней толщины- 2-5 мм, и на первых уроках освоить простые прямые швы в положении «сверху», встык и внахлест.
Когда простые приемы, как варить инвертором, будут освоены и начнут получаться с постоянным качеством, можно переходит к освоению более сложный уроков: заварить вертикальные и наклонные швы, сварка тонких листов, многослойная сварка деталей большой толщины и других.
Полярность
Прямая полярность подразумевает подключение электрода к разъему «-», а заготовки к «+». Электроны в этом случае движутся от электрода к заготовке. Разогрев металла получается более интенсивным, область расплава – узкая и глубока. Такое подключение используется при работе с заготовками большой толщины, а также для резки металла.
Обратная полярность означает, что «-» подсоединяется через зажим к заготовке, а «+» подключается к электроду. Электроны двигаются от детали к электроду, область расплавления становится мельче и шире. При этом снижается опасность прожигания тонколистовых заготовок
Электроны двигаются от детали к электроду, область расплавления становится мельче и шире. При этом снижается опасность прожигания тонколистовых заготовок
Скорость подачи электродов
Скорость движения электрода выбирается так, чтобы в рабочую зону поступало достаточное количество расплава для формирования шовного материала. Если перемещать электрод слишком быстро, металл не успеет прогреться, шов получится мелким, так называемый «непровар».
Если же скорость будет недостаточной, металл будет перегреваться, повысится расход сварочных материалов и возрастет риск прожога и деформации заготовки малой толщины.
Сила тока
Этот параметр выбирают в зависимости от толщины заготовки и электрода по таблице.
Более сильный ток повышает глубины проплавления металла, при этом электрод можно вести быстрее. При превышении оптимальных значений также возможен перегрев металла и прожог.
На практике точное значение подбирают, учитывая конфигурацию изделия и климатические условия.
Заготовки малой толщины сваривают током обратной полярности, применяя способ ведения электрода углом вперед. Диаметр электродов нужно выбрать поменьше.
Особую осторожность нужно соблюдать при розжиге: в этот момент легко прожечь лист.
На конце шва нельзя резко поднимать электрод – может образоваться кратер. Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой.
Как образуется шов?
Электродуга расплавляет металл на кромках соединяемых заготовок. Область расплава называют сварочной ванной. Сверху в нее поступает расплавленный металл сердечника электрода. При ведении электрода вдоль шва электродуга и сварочная ванна движется вслед за ним, а там, откуда дуга ушла, металл остывает и кристаллизуется.
Предварительная подготовка
Как научиться хорошо варить сваркой Ресанта самому? Прежде всего нужно качественно подготовить рабочее место, материал и оборудование. От качества подготовки напрямую зависит прочность и долговечность шва. Необходимо работать электродами, подходящими по материалу и толщине к свариваемым заготовкам. Таблицы соответствия приводятся в руководствах по сварочному делу.
От качества подготовки напрямую зависит прочность и долговечность шва. Необходимо работать электродами, подходящими по материалу и толщине к свариваемым заготовкам. Таблицы соответствия приводятся в руководствах по сварочному делу.
Средства защиты
Чтобы не пострадать во время электродуговой сварки, следует:
- использовать рабочую одежду из негорючей ткани,
- одежда должна полностью закрывать кожу,
- использовать силковые сварочные перчатки-краги,
- обувь из толстой кожи со усиленной подошвой и стальным подноском должна быть с высоким голенищем, брюки выпущены поверх обуви,
- обязательно использовать маску сварщика с автоматически затемняемым стеклом.
Рабочее место
Рабочее место нужно готовить так, чтобы оно было удобным и безопасным. Заготовки должны быть прочно зафиксированы к рабочему столу. При больших размерах их раскладывают на ровной сухой основе и надежно крепят друг к другу. Должны быть убраны все легковоспламеняемые материалы в радиусе 5 метров, либо следует пользоваться негорючими ширмами.
Как выбрать электрод?
Какой диаметр и материал электрода выбрать, определяют, исходя из материала и толщины заготовки. Рекомендуемые значения приведены в инструкции к инвертору.
Обучение лучше начинать с заготовок из черного металла толщиной 3-5 мм. Электроды подойдут толщиной 2,5-4 мм.
Схема подключения инвертора, полярность
Инвертор подключается к электросети или к бензогенератору.
Полярность подключения выбирается исходя из толщины заготовки. Место крепления зажима массового провода к заготовке нужно обязательно зачистить и обезжирить. Если рабочий столик имеет большую площадь контакта с деталью, массу можно подать на него.
Подготовка металла
Металл обычно покрыт окисным слоем, ржавчиной, остатками старой краски и другими загрязнениями. Чтобы сварить качественный шов, их необходимо удалить. Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Масложировые пятна удаляют путем обезжиривания протиркой ветошью, смоченной растворителем, таким, как бензин, уайт-спирит, ацетон. Это обязательное условие, без которого хороший шов не получить.
Как работать?
Несколько рекомендаций, как правильно сваривать металл инвертором для новичков, помогут освоить технологию. Силу тока для начала можно выставить, используя табличные значения. Теперь можно приступать непосредственно к сварке.
Розжиг дуги
Дуговая сварка для опытных и для начинающих начинается с розжига дуги. Дугу разжигают двумя способами:
- чиркая электродом по заготовке
- постукивая.
Для начинающих домашних мастеров рекомендуется зажигать дугу методом чиркания. Подводить электрод к заготовке нужно быстро, а отводить- медленно, на расстояние 2-3 мм.
Как вести электрод?
Чтобы тяжелый кабель не поворачивал держатель при ведении вдоль шва, мастера дают следующий совет: обернуть его вокруг рабочей руки и прижать к боку.
Вести держатель нужно равномерно, без рывков и остановок, на одном и том же расстоянии между кончиком электрода заготовкой. Нужно учитывать то, что по мере движения вдоль шва стержень выгорает и длина его уменьшается.
Как научиться сваривать металл ровно?
В зависимости от особенностей шва используется несколько техник, определяемых положений электрода относительно заготовки:
- углом вперед (30-40о) подходит для вертикальных и потолочных швов, неповоротных стыков труб,
- прямой угол (90о) удобен для труднодоступных мест и стыков профильного проката,
- углом назад (30-40о).
Сварочный шов для начинающих рекомендуется способ «углом назад».
Контроль дугового промежутка
Очень важен постоянный зазор между кончиком стержня и деталью. Правильно поддерживать его в пределах 2-3 мм. При увеличении зазора возрастает мощность дуги, теряется ее стабильность, расплав начинает разбрызгиваться.
Правильно поддерживать его в пределах 2-3 мм. При увеличении зазора возрастает мощность дуги, теряется ее стабильность, расплав начинает разбрызгиваться.
При уменьшении зазора мощность дуги падает, возрастает риск непровара и залипания электрода.
Для начинающих лучше осваивать электросварку инвертором. Если нет опытного сварщика, который сможет научить всем основам и тонкостям сварного дела, освоить сварку можно и самостоятельно. Толстый самоучитель приобретать необязательно, вполне достаточно данных рекомендаций.
Загрузка…Обучение на электросварщика
Профессия сварщика всегда очень востребована на рынке труда. В большинстве промышленных отраслях выполняются сварочные работы. Сварщики создают системы коммуникаций, конструкции из металла и прочие объекты на строительных площадках.
В ЧОУ ДПО «УТЦ «Профессионал» проводят курсы по освоению и повышению квалификации электросварщиков, электрогазосварщиков, сварщиков, газорезчиков , аргонщиков. Прайс на обучение этой специальности вы можете найти тут. Повышение квалификации, обучение и аттестация проходят в г.Ростове-на-Дону по учебной программе на новом оборудовании в специально оборудованных учебных аудиториях и мастерских. Вы сможете освоить ручную дуговую сварку штучными плавящимися электродами и полуавтоматическую. У нас Вы можете освоить спецальность сварщика или повысить квалификацию.
Курсы сварщиков – это специально разработанная учебная программа для тех, кто хочет получить профессию сварщика, специалиста по ручной дуговой сварке «с нуля». Приходите к нам и за короткий период вы получите качественное образование.
Программа по которой проходит обучение построена на постепенном освоении специальности и технологии сварочных работ с использованием сварочных аппаратов, ручной дуговой сварки. Свое обучение сварщики всегда начинают с основ теории сварки и резки металлов. Изучая профессию «с нуля», Вы получаете необходимые знания, который в дальнейшем помогут Вам вести успешную трудовую деятельность.
Курс сварки начинается с изучения правил безопасности при проведении электросварочных работ, ознакомления с техникой электробезопасности, физических основ сварки и оказанием первой помощи при получении травм. Изучив основу безопасных сварочных работ согласно нормам, правилам и требованиям, будущие специалисты продолжают свое профессиональное обучение, детально знакомясь со всеми видами сварочных аппаратов, технологический процесс производства сварных конструкций, технологией ручной дуговой сварки покрытыми электродами и контроль качества сварки.
ЧОУ ДПО «УТЦ «Профессионал» предлагает Вам отличную возможность получить отличную профессию, пройдя обучение сварочному мастерству на краткосрочных курсах. Сварщик (электросварщик в частности) – это специалист, который востребованный и в машиностроительном производстве, и в строительстве. Знания полученые в ЧОУ ДПО «УТЦ «Профессионал», станут гарантом постоянной востребованности Вас, как высококвалифицированного специалиста, ну и конечно же высоким уровнем оплаты за Ваш труд.
Бизнес план сварочных работ. От идеи к открытию собственной мастерской.
Опытный сварщик никогда не сидит без работы, особенно это актуально для современного общества, когда все учатся и идут работать в офисы, и не хотят зарабатывать деньги ручным трудом. Количество нормальных специалистов на этом рынке постоянно падает, а спрос на услуги остается по-прежнему высоким. Заказчиками услуг сварщиков являются не только коммерческие компании, связанные со строительством, но и частные лица, которым нужно решить бытовую задачу, по типу сделать ворота в гараж или же сварить каркас под забор. В этой статье мы пошагово разберем то, как запустить свой бизнес на сварке и как искать выгодные заказы на вашу работу.
Стоит отметить, что сварочную мастерскую можно открывать как
в крупных, так и в мелких городах, главное предварительно оценить конкуренцию и
составить план по привлечению продаж. В перечень услуг такого цеха будут
входить услуги по изготовлению различных конструкций из металла с выездом на
объект, выполнение индивидуальных заказов прямо в гараже, или же продажа
готовых изделий из металла.
С чего начать?
Содержание статьи
Если вы решили связать свою деятельность со сварочными работами, то вам нужно самому быть специалистом в этом деле, а многие и вовсе начинают такой бизнес в одиночку, да еще и с минимальными вложениями. Исходя из такой постановки задачи, если у вас нет навыков сварщика, то вам нужно пойти, учится к специалистам. Это могут быть частные школы или обучающие курсы, индивидуальные занятия с мастером, самостоятельное обучение. Как итог, у вас должны быть база знаний и умений, чтобы устроится сварщиком, пускай и за невысокую зарплату.
Работа в таком цехе, обеспечит самое необходимое для вас как будущего специалиста – это опыт. Общение с профессионалами, полезные советы, работа с различными типами сварочного оборудования, все это принесет рост вашей квалификации, и в итоге вы сможете выполнять даже достаточно сложную работу.
Список идей для сварочного бизнеса
Перед тем, как открыть сварочную мастерскую, нужно определиться с направлением, в котором вы будете работать, а их на самом деле много. Второе – это изучить конкуренцию и по возможности стараться выбрать вид деятельности с минимальным количеством фирм предоставляющих точно такие же услуги как у вас.
Производство уличных изделий из металла
Если вы проживаете в городе, где есть много частных домовладений, то это направление позволит вам неплохо зарабатывать. Домовладельцы часто что-то ремонтируют, совершенствуют и оформляют частную территорию при строительстве недвижимости.
Бизнес на сварке металлоконструкций предлагает следующие варианты изделий:
- Заборы.
- Калитки и ворота в заборах.
- Ворота для гаража.
- Декоративные оградки.
- Лавочки.
- Козырьки и навесы.
- Каркасы под террасу и прочее.
Сфер применения металла при строительстве много, и люди придумывают различные конструкции, которые потом заказывают у специалистов. К примеру, некоторые заказывают каркасы для теплиц или же шпалеры для винограда.
Продажа готовых изделий
В этом случае сварщик инвестирует собственные средства в материал и изготавливает изделие. В последующем с помощью объявлений в интернете продает его с наценкой.
Наиболее часто продают:
- Мангалы. В магазинах они хлипкие и после нескольких жарок шашлыка стенки мангала крутит, и они теряют внешний вид. Если делать качественно, то люди будут с удовольствием покупать ваши изделия, даже если они будут по более высокой цене.
- Строительные леса. Помимо продажи, можно изготовить их и сдавать в аренду для строительных бригад.
- Почтовые ящики. С использованием штампованных элементов для их декорирования.
- Столы, стулья. Тут уже нужно будет сотрудничать со столяром, чтобы он делал столешницы, а вы каркас. Дополнительно может понадобиться и услуги швеи.
- Элементы декора для дома: подставки под вазоны, лопатки для камина и прочее.
- Турники.
На самом деле можно выдумать много товарных групп, которые может изготавливать даже малоопытный сварщик, тут скорее стоит вопрос с реализацией готового товара.
Замена старых коммуникаций
Если вы проживаете в большом городе, то наверняка там есть много старых квартирных домов. В таких зданиях, за счет длительной эксплуатации выходят из строя стояки, трубы отопления и водопровода. Решение этого вопроса люди не откладывают и ищут сварщиков, которые могут демонтировать поврежденные участки коммуникаций и приварить новые трубы в этих местах.
При таком формате работы, вам точно не обойтись без собственного автомобиля, к тому же нужно будет активно рекламироваться в интернете, чтобы находить своих клиентов.
Изготовление товарных линеек конструкций
Вы можете сконцентрироваться на каком-то виде товара, и делать линейку изделий с последующей реализацией у вас в городе и через интернет.
Как пример, можно отметить твердотопливные котлы для домов и
бань. Отличная ниша, но вам нужно будет пригласить инженера, который будет
проектировать данное оборудование и рассчитывать все параметры будущего котла. Еще один товар из той же тематики – это расширительные баки для отопления,
которые представляют собой утепленные емкости для хранения определенного объема
воды.
Еще один товар из той же тематики – это расширительные баки для отопления,
которые представляют собой утепленные емкости для хранения определенного объема
воды.
Автомобильная ниша
Это целый отдельный сегмент работ, который подразумевает, что мастер имеет навыки кузовного ремонта. На этом можно очень хорошо зарабатывать. Сюда входит восстановление и ремонт кузова авто после ДТП, рихтовка отдельных деталей авто, проварка днища, которое уже прогнило от коррозии. Учитывая качество металла используемого в современном автомобилестроении, то машины будут гнить все быстрее, и работа у сварщика в этой нише будет всегда.
Также, существуют целые сервисы по ремонту глушителей автомобилей. Поверьте это частая поломка в машине, и ее также не откладывают, поскольку громкий звук от выхлопной трубы, быстро заставляет авто владельца ехать в сервис. Тут нужно иметь комплектующие к выхлопным трубам различных марок автомобиля. Иногда придется использовать аргоновую сварку, для работы с тонкостенным металлом.
И третий пример – это ремонт литых дисков с помощью аргона.
Услуги в сфере строительства
Коммерческие организации, чаще всего будут заказывать услуги в сфере строительства, предлагая большие объемы работ.
Тут также есть несколько направлений:
- Построение металлических конструкций для ангаров.
- Изготовление металлических гаражей и боксов для строителей.
- Производство каркасов для лестниц.
- Сварка арматуры в фундамент или межэтажное перекрытие.
- Каркасы для свай.
- Изготовление конструкций под балконы и много другого.
На деле этот список может быть значительно больше, так как все будет зависеть от объекта, с которыми работает заказчик. Это могут быть торговые центры, заводы или же ангарные конструкции.
Продажа мебели из металла
Кровати, столы и стулья, стеллажи, барные стойки и подставки
под мойку и много других элементов мебели можно производить и продавать как
готовые варианты товара или же делать ее под заказ, имея каталог. Изготовление
мебели под заказ может занимать срок 1 – 2 недели.
Изготовление
мебели под заказ может занимать срок 1 – 2 недели.
Дополнительно можно сотрудничать с дизайнерами интерьеров и изготавливать эксклюзивную мебель или декор для дома.
После того, как вы проанализируете конкурентов и определитесь с нишей, можно приступать к организационным вопросам по запуску бизнеса в формате сварочной мастерской.
Организуйте свою мастерскую по производству и продаже кованых изделий. Инструменты, поиск заказов, продажи в интернете и рентабельность.
Помещение
Большинство начинающих предпринимателей открывают свой бизнес на сварочной мастерской прямо в собственном гараже. Это оптимальное решение, если, конечно же, у вас есть в собственности такая недвижимость. Под выполнение задач по сварке металлоконструкций стоит подыскивать помещение, которое будет подходить по нескольким параметрам.
- Размещение вашей мастерской не играет большой роли с точки зрения маркетинга, но цена в случае аренды или покупки такой недвижимости может существенно отличаться. Поэтому можно рассматривать варианты боксов на окраине города, или промышленных районах. При выборе локации обратите внимание и на ближайших соседей, поскольку работа с металлом – это шумный процесс, и конфликтов с соседями в будущем можно не избежать.
- Площадь помещения – от 25 кв.м. и больше. Такой площади хватит для самой мастерской, неплохо, если рядом будет возможность снять или соорудить небольшое складское помещение для хранения готовых изделий и материалов. Оптимальным будет гараж площадью 35 кв.м. для проведения работ и подсобное помещение еще на 15 – 20 кв.м. для хранения заготовок и материалов.
- Коммуникации. Очень важный момент, на который
стоит обратить внимание. Электропроводка в помещении должна быть новой,
поскольку вы будете использовать оборудование с большой потребляемой мощностью.
К тому же огромный плюс наличие подключения 380В. Продумайте систему
вентиляции, пожарной безопасности и возможность быстрого проветривания рабочего
пространства. На холодный период года, нужно позаботиться об отоплении.
- Ремонт в гараже или боксе, может быть простой, но выполнен из негорючих материалов. Пол можно сделать из плитки, стены оштукатурить и покрасить, а на потолок закрепить металлопрофиль. Ваша задача – максимально обезопасить рабочий процесс, к тому же такие требования у проверяющих служб.
- Удобный подъезд к гаражу грузового транспорта, для отгрузки изделий или заготовок. Как минимум на территории возле гаража должна развернуться грузовая Газель.
 На холодный период года, нужно позаботиться об отоплении.
На холодный период года, нужно позаботиться об отоплении.Найти помещение под эти требования вполне реально, но не спешите брать первое попавшееся, рассмотрите несколько предложений и выберите себе наиболее выгодный вариант с финансовой точки зрения.
Оборудование
Выбор оборудования – это, пожалуй, самый затратный этап для запуска бизнеса на сварке в гараже. Многие новички покупают китайский инструмент, но на практике качество отечественных аппаратов ничем не хуже, да и ценник адекватный. Если бюджет позволяет, то лучше взять качественное оборудование европейских производителей, если нет, то можно купить дешевые аналоги и потом, постепенно закупать качественный инструмент.
Если ваш цех будет предоставлять услуги по: газосварке, электросварке, аргонно-дуговой сварке, то нужна будет внушительная сумма для старта бизнеса. Обычно начинают с покупки электросварки, а далее уже расширяют список услуг, поэтому в зависимости от направления деятельности, вы можете корректировать список оборудования под себя.
Вот список оборудования для сварочной мастерской:
- трансформатор;
- сварочный инвертор;
- сварочный аппарат;
- установку для плазменной резки;
- установку для аргонно-дуговой сварки;
- несколько горелок для сварочных полуавтоматов;
- специальный сварочный кабель;
- несколько газовых баллонов;
- паяльную лампу;
- газовый редуктор;
- сварочный ацетиленовый генератор;
- специальные сварочные столы;
- спецодежда: костюм, перчатки и защитные очки;
- маска сварочная;
- болгарки: большая и маленькая;
- измерительные приспособления: линейки, уголки,
карандаши, уровень, мели.
- ручной инструмент: молоток, отвертка, щетка по металлу.
Из расходных материалов потребуются: электроды, круги на болгарку, грунтовка, краска, антикоррозийные средства, и другие.
Дополнительно нужно будет установить охранную и противопожарную системы, а также закупить огнетушители.
Если вы стартуете с нуля, и бюджет сильно ограничен, то можно взять комплект, состоящий из: инвертора, горелки и трансформатора, который позволит выполнять самые простые сварочные работы, а стоимость такого оборудования не превысит $1200 — $1500. К примеру, простой инвертор стоит около $400 — $600. К тому же можно рассматривать покупку и б/у оборудования, предварительно проверив его.
Еще один небольшой нюанс – это наличие транспорта. Работа сварщика подразумевает и закупку материала, и часто доставку и установку металлических изделий клиенту. Если собственного автомобиля нет, то нужно выделить бюджет, хотя бы $4000 для покупки б/у Газели грузового типа, для транспортировки оборудования и изделий.
Персонал
Навыки и умения ваших работников будут влиять на количество клиентов вашего цеха и репутацию на рынке. Качество выполненной сварочной работы может стать конкурентным преимуществом, а для этого нужно внимательно изучать все требования клиента и очень ответственно подходить к работе. Для начала можно работать самостоятельно, а со временем взять помощника, или же в случае загруженности мастерской еще одного сварщика в напарники. Оплату труда обычно осуществляют в формате небольшой оклад + % от заказа. Такой подход мотивирует ваших сотрудников работать качественно и быстро.
Функции бухгалтера и маркетолога, вы можете взять на себя, ведь наличие клиентов – это основа вашего бизнеса, и этому вопросу нужно уделить должное внимание.
Поиск клиентов
Для поиска заказов, чаще всего потребуется бюджет на рекламу, давайте более детально разберемся, какие методы рекламы работают для этой ниши.
- Реклама на досках объявлений по вашему городу. Это может быть описание услуг или продажа готовых изделий. Можно пробовать
покупать платное размещение в ТОПе, и смотреть на отдачу.
- Собственный сайт и контекстная реклама. Особенно это актуально, если вы строите узконишевый бизнес, например на аргоновой сварке.
- Реклама в печатных изданиях вашего города. Это позволит привлечь аудиторию старшего возраста, которая ищет исполнителей для различных работ через объявления в газете.
- Реклама на вашем авто.
- Расклейка объявлений в частном секторе.
- Сотрудничество со строительными бригадами или же дизайнерами интерьеров.
 Это может быть описание услуг или продажа готовых изделий. Можно пробовать
покупать платное размещение в ТОПе, и смотреть на отдачу.
Это может быть описание услуг или продажа готовых изделий. Можно пробовать
покупать платное размещение в ТОПе, и смотреть на отдачу.В последующем, вас будут находить клиенты через личные рекомендации знакомых, а часть заказчиков станет постоянными.
Документы
Для официальной работы вашей мастерской потребуется оформить документы.
- открыть ИП.
- указать ОКВЭД на деятельность. Для России это коды – 33.1, класс ОКВЭД 25. Для Украины это коды – 33.1, 25.6.
- получить разрешение от СЭС и пожарной службы.
- подписать договор аренды или купли продажи на помещение.
- оформить на работу персонал.
Обязательно уточните у юриста вопрос необходимости лицензии для сварочных работ в вашей стране. А также, желательно воспользоваться услугами такого специалиста для составления полного пакетов документов для этого бизнеса.
Сколько нужно денег для старта?
Проводя расчеты для бизнес плана предприятия по сварке металлических конструкций вам нужно учесть все статьи расходов. Мы приведем список основных затрат, а вам нужно просчитать их конкретно под ваш регион.
Стартовые платежи:
- ремонт помещения – от $1200
- покупка оборудования и расходных материалов – от $1700
- покупка авто – от $4000
- оформление документов – $200
- рекламная продукция (сайт, листовки, логотип, визитки) – $450
Ежемесячные затраты:
- аренда помещения (в случае отсутствия
собственного помещения) – от $15 за 1 кв. м. + коммунальные платежи.
- налоги – $200
- заработная плата – ставка + % от заказов (для мастера), или же сдельная оплата труда для помощника.
- реклама – от $100
- транспортные затраты – от $70
- пополнение запасов расходных материалов – в зависимости от объемов продаж.
 м. + коммунальные платежи.
м. + коммунальные платежи.Стоит отметить, что начать можно как с малым бюджетом на покупку базового комплекта оборудования и работать при этом самостоятельно, а можно сразу открыть большую мастерскую, все будет зависеть от стартового капитала.
Сколько можно заработать?
Цены сварочных швов грн./метр шва:
Нержавеющая сталь
- (1мм — 2мм): $8,2
- (2мм — 4мм): $12,2
- (4мм — 8мм): $16,4
Алюминий
- (1,5мм — 3мм): $12,2
- (3мм — 5мм): $18,3
- (5мм — 10мм): $28,5
Сталь
- (1,5мм — 3мм): $8,2
- (3мм — 6мм): $12,2
- (6мм — 10мм): $16,4
Сварка труб (несколько значений для примера в зависимости от диаметра трубы).
- диаметр 27: $2,85
- диаметр 60: $5,3
- диаметр 273: $20,4
По конструкциям:
- Каркас лестницы: $490 — $655 этаж
- Ворота: от $49 м.п.
- Ограждения: от $32 м.п.
- Балконы: от $40 м.п.
- Беседки: от $245
- Навесы: от $32 кв.м.
- Козырьки: от $32 кв.м.
Стоимость сварки металлоконструкций: от $325 за тонну.
Исходя из этого прайс-листа вы можете делать прогноз по заработку вашего цеха в зависимости от загруженностью работой.
Аргоновая сварка – как бизнес идея для новичка
Если вас смущает высокая конкуренция в нише сварочных работ,
то вы можете уменьшить количество конкурирующих мастерских выбрать узкое
направление деятельности, как вариант – сварку с помощью аргона. Аргонодуговая
сварка происходит в среде инертного газа аргона, откуда и идет название самой
технологии. Существует несколько режимов такой сварки: ручной,
полуавтоматический и автоматический.
Такой вид технологии используется для сварки сложно соединяемых видов металла: стали и меди, титана, алюминия и чугуна. Работа с этими материалами, вы сможете быть конкурентоспособными на рынке этих услуг и к тому же получать большую прибыль от такой деятельности.
Выводы. Сварочный бизнес – это стабильный источник дохода, для опытных мастеров в своем деле. Спрос на услуги не падает, и хороший сварщик всегда найдет высокооплачиваемую работу или заказчика для продажи своих услуг.
ВЧ пуск по сравнению с лифтом на постоянном токе Тигр по сравнению с пуском с нуля
Если вы до сих пор «ломаете голову» о различиях в различных методах пуска ТИГ, вы не одиноки. Многие опытные пользователи ошибаются, когда речь идет о трех основных способах зажигания дуги TIG.
Пуск с нуля ВИГ, вероятно, самый старый метод зажигания дуги. Это неприятный процесс, так как он включает в себя движение расплавленного вольфрама по металлу, пока не загорится дуга. Скретч-старт аналогичен чеканке спички на коробке.Он работает хорошо и позволяет без особых усилий превратить практически любой сварочный аппарат постоянного тока в сварочный аппарат TIG. Но Scratch start имеет некоторые существенные недостатки, так как вольфрам нагревается почти мгновенно, когда зажигается дуга, а небольшие кусочки вольфрама отламываются и застревают в сварном шве. Позже это может вызвать структурные проблемы. Для общей работы это работает довольно хорошо. Старт с нуля — это хороший способ начать сварку TIG, которая ежедневно используется во всем мире.Он далек от того, чтобы выйти из употребления.
Запуск от подъема , вероятно, является наиболее неправильно понимаемой формой запуска. Часто это путают с запуском с нуля. Это может выглядеть похоже, но это далеко не так. Это относительно чистый процесс, несмотря на то, что он связан с контактом с металлом. Старт подъема включает в себя быстрое и легкое соприкосновение вольфрама с металлом, а затем быстрое поднятие вверх, чтобы «натянуть» дугу. Что происходит с запуском подъема — это то, что OCV сварочного аппарата снижается до очень низкого выходного напряжения, когда устройство определяет, что оно прервано с обрабатываемой деталью.После подъема установка переходит на более высокую мощность, поскольку вольфрам покидает поверхность. Это создает небольшое загрязнение и сохраняет острие на вольфраме. Он все еще не на 100% чист. Вольфрам все еще может быть загрязнен. Но старт с подъемом — гораздо лучший вариант, чем старт с нуля, для стали и нержавеющей стали. Но это не лучший вариант для алюминия из-за близости алюминия и вольфрама друг к другу.
Старт подъема включает в себя быстрое и легкое соприкосновение вольфрама с металлом, а затем быстрое поднятие вверх, чтобы «натянуть» дугу. Что происходит с запуском подъема — это то, что OCV сварочного аппарата снижается до очень низкого выходного напряжения, когда устройство определяет, что оно прервано с обрабатываемой деталью.После подъема установка переходит на более высокую мощность, поскольку вольфрам покидает поверхность. Это создает небольшое загрязнение и сохраняет острие на вольфраме. Он все еще не на 100% чист. Вольфрам все еще может быть загрязнен. Но старт с подъемом — гораздо лучший вариант, чем старт с нуля, для стали и нержавеющей стали. Но это не лучший вариант для алюминия из-за близости алюминия и вольфрама друг к другу.
Самым популярным и лучшим вариантом является использование высокочастотного пуска , который генерирует высокочастотную дугу, способную ионизировать воздух и перекрывать зазор между вольфрамовым наконечником и заготовкой. Высокочастотный пуск — это бесконтактный метод, который создает почти загрязнение, если только вольфрам не переточен или сила тока не будет слишком большой при запуске. Это отличный выбор для сварки алюминия и действительно единственный приемлемый вариант. Если вам не нужно сваривать алюминий, вам не обязательно иметь High Frequency start , но неплохо иметь возможность сваривать переменным или постоянным током, если у вас есть возможность.
Знакомство с методами зажигания дуги TIG | IndMacDig
Технические эксперты ESAB получают множество вопросов о зажигании дуги TIG, и больше вопросов касается Lift TIG, чем чего-либо еще.Хотя эта технология существует уже более 10 лет, заблуждения остаются, и пользователи все еще не могут применить надлежащую процедуру.
Почему Lift TIG
Разработанный как альтернатива «пускам с нуля» или высокочастотным (HF) дугам, Lift TIG обеспечивает постоянный положительный пуск дуги для сварки с выходом постоянного тока. Было две основные причины для разработки Lift TIG. Во-первых, высокочастотный ток может мешать работе электроники, включая портативные компьютеры и станки с ЧПУ. Во-вторых, метод скретч-старта, при котором оператор царапает кончик вольфрама о заготовку движением, похожим на удар спички, может загрязнить сварной шов частицами вольфрама.В критических случаях возникновение дуги необходимо заземлить и повторно заварить.
Было две основные причины для разработки Lift TIG. Во-первых, высокочастотный ток может мешать работе электроники, включая портативные компьютеры и станки с ЧПУ. Во-вторых, метод скретч-старта, при котором оператор царапает кончик вольфрама о заготовку движением, похожим на удар спички, может загрязнить сварной шов частицами вольфрама.В критических случаях возникновение дуги необходимо заземлить и повторно заварить.
Lift TIG полностью устраняет проблему, связанную с HF, и при правильном выполнении почти полностью исключает риск включения вольфрама. Когда мы видим, что люди разочаровываются в установке Lift TIG, в большинстве случаев это происходит из-за того, что они пытаются использовать технику запуска с нуля. Очень важно, чтобы вы просто слегка прикасались, а не царапали вольфрам к заготовке, а также задерживали его там на секунду, прежде чем поднимать горелку TIG.
Возможности HF
Обратите внимание, что Lift TIG неприемлем для процедур сварки, в которых указывается бесконтактный метод зажигания дуги, как это часто бывает с сосудами высокого давления и технологическими трубопроводами. Здесь вам нужна сварочная система, которая обеспечивает запуск высокочастотной дуги, что обычно приводит к тому, что люди спрашивают: «Почему у устройства X, Y или Z нет возможности высокочастотной дуги?»
Ответ прост: у ESAB и других производителей есть устройства, специально разработанные для зажигания дуги HF TIG.Выходя за рамки этого, можно было бы понять, что HF — это высокое напряжение, низкий ток, высокая частота RF, которая индуцируется на сварочном кабеле.
Использование высокочастотных компонентов увеличивает стоимость источника питания на сотни долларов, и не каждый покупатель хочет платить за функциональность, которую он не планирует использовать. Вот почему производители оборудования предлагают только источники питания для Lift TIG, а также источники питания с дуговым запуском Lift TIG и HF TIG.
О компании ESAB
ESAB — мировой лидер в производстве сварочного и режущего оборудования и расходных материалов. Наше инновационное всемирно известное оборудование и решения разработаны с участием наших клиентов и созданы с учетом опыта и наследия мирового лидера в области производства. Бренд ESAB является синонимом ведущего мирового опыта в следующих ключевых областях: оборудование для ручной сварки и резки, сварочные материалы, автоматизация сварки, системы механизированной резки.
Наше инновационное всемирно известное оборудование и решения разработаны с участием наших клиентов и созданы с учетом опыта и наследия мирового лидера в области производства. Бренд ESAB является синонимом ведущего мирового опыта в следующих ключевых областях: оборудование для ручной сварки и резки, сварочные материалы, автоматизация сварки, системы механизированной резки.
Для каждой дисциплины постоянное развитие методов, материалов и ноу-хау направлено на решение проблем, связанных с разнообразием отраслей, которые мы обслуживаем.ЭСАБ организован для предоставления эффективных и высокопроизводительных решений, отвечающих требованиям клиентов, которые превосходят их ожидания независимо от сегмента рынка. ЭСАБ предлагает целый мир продуктов и решений практически для любого процесса сварки и резки.
Для получения дополнительной информации посетите сайт www.esabna.com
—
(Поместите в боковую планку)
5 шагов для Lift TIG Success
- Установите задний край чашки на заготовка.
- Потрясите чашу вперед и слегка коснитесь вольфрамом заготовки.
- Нажмите выключатель горелки или педаль и удерживайте контакт между вольфрамом и заготовкой в течение секунды — источнику питания требуется это короткое время, чтобы распознать цепь.
- Откиньте чашку назад, чтобы создать небольшой зазор — возможно, 1/16 дюйма. Когда машина обнаруживает зазор, она зажигает дугу.
- Как только дуга образовалась, переместите резак на нужную длину дуги, которая обычно равна или немного меньше диаметра вольфрама.Попрактиковавшись в нескольких запусках, вы обнаружите, что вам больше не нужно ставить чашку на заготовку.
Практическое, информативное руководство для самостоятельных работников
Начало работы
Существует множество способов сварки на выбор, но ни один из них не подходит для всех областей применения. Очень важно учитывать ваши навыки сварки, доступные основные процессы, а также возможности и преимущества каждого из них, чтобы определить, какой процесс лучше всего подходит для ваших нужд и областей применения.
Очень важно учитывать ваши навыки сварки, доступные основные процессы, а также возможности и преимущества каждого из них, чтобы определить, какой процесс лучше всего подходит для ваших нужд и областей применения.
Обзор сварочных процессов
Наиболее распространенными процессами являются MIG, TIG и Stick. У каждого из них есть преимущества и ограничения для определенных приложений. Не существует универсального подхода.
- MIG / газовая дуговая сварка металла (GMAW) — Сварочные аппараты MIG используют проволочный сварочный электрод на катушке, которая подается автоматически с постоянной предварительно выбранной скоростью. Дуга, создаваемая электрическим током между основным металлом и проволокой, расплавляет проволоку и соединяет ее с основанием, создавая высокопрочный сварной шов с прекрасным внешним видом и небольшой потребностью в очистке.Сварка MIG чиста и проста, ее можно использовать как на тонких, так и на толстых металлах.
Подобно MIG, дуговая сварка порошковой проволокой (FCAW) * представляет собой процесс подачи проволоки, но отличается тем, что самозащитная сварка FCAW не требует защитного газа. Вместо этого порошковая проволока защищает дугу от загрязнения. Это простой и эффективный подход, особенно при сварке на открытом воздухе, в ветреную погоду или на грязных материалах. FCAW широко используется в строительстве из-за высокой скорости сварки и портативности.
Сварка MIG и порошковой проволокой проста в освоении и позволяет создавать чрезвычайно чистые сварные швы на стали, алюминии и нержавеющей стали.Оба процесса позволяют сваривать материалы толщиной до 26 калибра.
* Процесс FCAW предлагается на машинах Miller® MIG.
- Дуговая сварка TIG / газом вольфрамовым электродом (GTAW) — В этом процессе дуговой сварки для получения сварного шва используется неплавящийся вольфрамовый электрод. Область сварного шва защищена от атмосферного загрязнения защитным газом (обычно аргоном) и присадочным металлом, хотя для некоторых сварных швов, известных как автогенные швы, этого не требуется. Сварочный источник постоянного тока вырабатывает энергию, которая проходит по дуге через столб высокоионизированного газа и паров металлов, известный как плазма.
Сварка
TIG обычно используется для сварки тонких профилей из легированной стали, нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы. Этот процесс дает оператору больший контроль над сварным швом, что позволяет получать прочные и высококачественные сварные швы. TIG сравнительно сложнее и труднее в освоении, чем другие процессы, и он значительно медленнее.
 Сварочный источник постоянного тока вырабатывает энергию, которая проходит по дуге через столб высокоионизированного газа и паров металлов, известный как плазма.
Сварочный источник постоянного тока вырабатывает энергию, которая проходит по дуге через столб высокоионизированного газа и паров металлов, известный как плазма. - Дуговая сварка палкой / экранированным металлом (SMAW) — На протяжении многих лет палочка была самым популярным методом сварки в домашних условиях. В этом процессе используется электрический ток, протекающий из зазора между металлом и электродом для дуговой сварки. Stick эффективен для сварки большинства сплавов или соединений и может использоваться в помещении и на открытом воздухе или на сквозняках. Кроме того, это наиболее экономичный метод, обеспечивающий хорошее сцепление с ржавыми или грязными металлами.
Однако он ограничен металлами толщиной не менее 18, требует частой замены стержней, излучает значительное количество брызг и требует очистки готовых сварных швов.Сварку палкой также труднее изучить и использовать, особенно способность зажигать и поддерживать дугу. Доступны аппараты для дуговой сварки переменным, постоянным или переменным / постоянным током, причем переменный ток является наиболее экономичным. Он используется для сварки более толстых металлов от 1/16 дюйма и более. Эти машины — хороший выбор для фермеров, любителей и домашних работников.
На приведенной ниже схеме показан каждый сварочный процесс. Учтите эти факторы, решая, какой процесс лучше всего подходит для ваших общих нужд.
Сварка МИГ
| Сварка TIG
|
Порошковая сварка
| Ручная сварка
|
Какой процесс лучше всего соответствует вашим потребностям?
Определите типы сварочных работ и материалы, которые вы будете сваривать чаще всего.Вы создаете скульптуры из металла? Собираетесь ли вы отремонтировать старый маслкар в своем гараже? Мотоцикл, который вы купили много лет назад, требует изготовления? Может быть, вам нужно сделать базовый ремонт сельхозтехники.
Возможные проекты | Средняя толщина материала |
Кузов авто | 3/16 дюйма или меньше |
Рамы и ограждения прицепов | от 1/4 дюйма до 5/16 дюйма |
Ферма, ранчо и ландшафт | от 5/16 дюйма до 3/8 дюйма |
Толстые конструкционные элементы | Более 3/8 дюйма |
Велосипеды, газонокосилки или рамы для труб | 1/16 дюйма |
Лодки, автомобили и мотоциклы | От 1/16 дюйма до 1/8 дюйма |
Стойки охотничьи и хозяйственные | От 1/16 дюйма до 1/8 дюйма |
От общего до капитального ремонта | от 3/16 дюйма до 1/4 дюйма |
Заблаговременное выделение времени для определения проектов, которые будут занимать наибольший процент вашей сварочной деятельности, поможет вам определить конкретную толщину металла, с которой вы, вероятно, будете сваривать чаще всего, и, в конечном итоге, поможет вам выбрать наиболее подходящего сварщика.
Пора уточнить детали. Давайте посмотрим, какой процесс сварки можно использовать для каждого типа металла. Имейте в виду, что многие из этих материалов также обрабатываются с использованием различных комбинаций двух или более металлов для усиления прочности и функциональности.
Металл | Сварочный процесс | ||
МИГ | Рукоять | TIG | |
Сталь | Х | Х | Х |
Нержавеющая сталь | Х | Х | Х |
Алюминиевые сплавы | Х | Х | |
Чугун | Х | ||
Хромолибден | Х | ||
Медь | Х | ||
Латунь | Х | ||
экзотических металлов (магний, титан и т. Д.) | Х | ||
Какие факторы следует учитывать при определении бюджета?
Тип сварочного аппарата, который вы приобретаете, должен подходить для конкретных функций, которые вам требуются, а также для проектов, над которыми вы будете работать больше всего. Подумайте о своей конечной цели и подумайте о возможностях повышения эффективности вашего сварщика.Вы хотите больше мощности или силы тока в будущем? Вы когда-нибудь захотите изучить или использовать дополнительные сварочные процессы?
Важно учитывать различные требования к силе тока и мощности, а также рабочий цикл, необходимый для достижения наиболее эффективных и экономичных эксплуатационных результатов для проектов, которые вы планируете завершить.
Помимо стоимости самого сварочного аппарата, не забудьте включить в него расходы на принадлежности и расходные материалы, которые потребуются для работы вашего нового сварочного аппарата.Сюда входит защита от сварки (каска, перчатки, куртка и т. Д.), А также газ и расходные материалы.
Не спешите принимать решение о покупке. Найдите время, чтобы определить свои потребности. Если у вас есть вопросы или что-то неясно, Миллер может ответить на любые ваши вопросы о сварочных процессах, преимуществах, ограничениях и работе аппарата. Когда вы будете готовы сопоставить конкретную модель с задачей, хобби или бизнесом, Миллер может предложить модель или продукт, который лучше всего подходит для вас.
Miller предоставляет качественных сварочных аппаратов с 1929 года. Когда вы будете готовы совершить покупку, для нас будет честью, если вашим первым сварщиком будет сварщик Miller.
Может ли ваш сварочный аппарат сваривать алюминий TIG? : Maine Welding Company
Может ли ваш сварочный аппарат сваривать алюминий TIG?
Значительное количество наших клиентов спрашивают о требованиях к сварочному аппарату для сварки алюминия
TIG .Алюминий, сварка TIG, с положительным электродом постоянного тока (DCEP) или постоянным током (+)
** Можно ли сваривать TIG алюминий без переменного тока и высокочастотного блока? ** Да, вы действительно можете сваривать алюминий с помощью недорогого источника постоянного тока.Это нисколько не упрощает задачу, и вы не сможете сваривать очень толстые материалы (обычно максимум 16 калибра), но вы можете получить высокопрочные, великолепно выглядящие сварные швы на алюминии, используя технику DC (+).
TIG Weld Aluminium DC (+) Порядок и техника:
— Сваривайте алюминий TIG , установите сварочный аппарат на DC + (в некоторых случаях вам просто нужно перевернуть кабели).
- Поместите 2% -ный торированный или церированный вольфрам, заостренный (до точки) диаметром 1/8 дюйма — в горелку TIG
- Установите поток 100% аргона (не смеси) примерно на 15-20 кубических футов в час
- Начинайте с нуля и поддерживайте очень близкое расстояние дуги (максимум 1/16 дюйма вольфрама до лужи)
- Будьте очень терпеливы, поскольку в вашей части накапливается тепло.
При сварке алюминия методом TIG с постоянным током (+) произойдет следующее:
После того, как вы начнете с нуля и сохраните дугу, острие вольфрама начнет шарик, а затем продолжит само себя, вы увидите, как оксиды алюминия начинают рассеиваться, потому что вы получаете половину цикла очистки при сварке TIG на постоянном токе +.
Ваша сварочная лужа, наконец, сформируется, и важно видеть лужу и наносить небольшие мазки присадочного материала для поддержания контроля. Используйте наполнитель диаметром 1/16 дюйма (максимум).Если вы загрязнили вольфрам, дотронувшись до лужи, то измельчите вольфрам до точки.
** Сварка алюминия методом TIG ** — это всегда сложная задача, но если у вас есть небольшие проекты по сварке алюминия в доме, это сработает для вас, а общая стоимость настройки составит менее 500 долларов. Он хорошо работает для материала толщиной 0,020–062 дюйма.
Если у вас возникли проблемы с получением лужи из-за того, что вашему сварочному аппарату не хватает мощности, простой и недорогой способ компенсации — это «предварительный нагрев с помощью электрического пистолета для удаления краски, поместите его на желаемое место. заварить и оставить на 5-10 минут.Удивительно, как предварительный нагрев поможет вам при сварке алюминия и не забывайте всегда использовать присадочный материал, чтобы избежать горячих коротких трещин.
Удачи!
Реальность сварщика начального уровня
Начинающим производителям металлоизделий, которые рассматривают потенциальную карьеру сварщика, необходимо понимать, что они, вероятно, начнут с зарплаты начального уровня. Getty Images
Самое замечательное в социальных сетях — это то, что случается на вашем пути в любой день.Однажды осенним днем я увидел ссылку на статью из журнала The Atlantic : «Сварка не сделает вас богатым». Я решил щелкнуть ссылку и прочитать статью Пола Таф, адаптированную из его книги «Годы, которые имеют наибольшее значение: как колледж делает или ломает нас».
Суть статьи заключалась в том, чтобы поставить под сомнение стремление людей отказаться от четырехлетнего обучения в колледже в пользу обучения и подготовки, ориентированных на профессию. Сенатор Марко Рубио, республиканец от штата Флорида, цитата из президентских дебатов Республиканской партии в 2015 году была одной из ссылок, приведенных в рамках разговора: «Да хоть убей, я не знаю, почему мы заклеймили профессиональное образование.Сварщики зарабатывают больше денег, чем философы. Нам нужно больше сварщиков и меньше философов ».
Само по себе это утверждение трудно оспорить, особенно если акцент делается на стоимости получения этой степени философии. Газеты пестрят заголовками о молодых людях, которых отягощает задолженность перед колледжем и не хватает рыночных навыков, которые затем вынуждены откладывать приобретение жилья и создание семьи, потому что они не в финансовом положении для этого.
В газетах и отраслевых журналах, подобных этому, также были заголовки, сетующие на нехватку квалифицированной рабочей силы в обрабатывающей промышленности.Согласно исследованию Deloitte и Производственного института, проведенного в 2018 г., пробел в навыках и будущее работы, в обрабатывающей промышленности потребуется дополнительно около 1,96 миллиона рабочих в период с 2017 по 2028 год для производства товаров, которые потребуются растущей экономике США, но не могут найти наличие необходимых квалифицированных рабочих и предстоящий выход на пенсию бэби-бумеров может привести к тому, что 2,4 миллиона рабочих мест останутся незаполненными. Американское общество сварщиков утверждает, что большой процент этих необходимых квалифицированных рабочих будут сварщиками, и к 2022 году будет нехватка 450 000 квалифицированных сварщиков.
Вот почему политики тяготели к продвижению сварки как пути к среднему классу и всем атрибутам, связанным с ним. Они знают, что средняя годовая заработная плата сварщика, по данным Бюро статистики труда, составляет 44 360 долларов США, и они знают, что промышленность требует сварщиков. Это выигрыш для политиков, соискателей и работодателей, верно?
Насколько политики любят способствовать созданию рабочих мест, они также любят преувеличения, и именно здесь продвижение сварочного дела может оказаться под вопросом.Сварочные работы открывают множество возможностей, но в большинстве случаев они не принесут богатства начинающему сварщику. К сожалению, колонки в The Wall Street Journal («Сварщики зарабатывают 150 000 долларов? Верните мастер-класс», Джош Мандель, 21 апреля 2014 г.) и статьи в Интернете о подводных сварщиках, зарабатывающих 300 000 долларов, могут повлиять на восприятие реальности, которое не соответствует действительности. совершенно верно.
Автор ухватился за эту предпосылку в своей статье в The Atlantic. Он рассказал историю 20-летнего жителя Северной Каролины, который был разорен и воспитывал двоих детей со своей бывшей женой, но видел в дипломе специалиста по сварке способ стабильной работы и хорошей оплаты.Однако возникли неудачи, и молодой человек не смог добиться своей цели — получить эту степень. Стоило ли оно того, если бы он его выполнил, ведь местные сварочные работы предлагают от 12 до 15 долларов в час для опытных сварщиков?
Очевидно, это всего лишь один пример, но другие отмечали, что гиперболические разговоры о зарплате сварщика могут затуманивать реальность для тех, кто хочет сменить профессию и сделать карьеру сварщика. Сварщик и защитник торговли Джош Велтон написал популярный пост в блоге для фабриканта.com в декабре 2018 года, в котором он подчеркнул необходимость того, чтобы люди знали факты о сварке, потому что это может быть не для всех. Он написал: «Но я хочу, чтобы потенциальные торговцы начали свою карьеру с открытыми глазами, и отчасти это положит конец вводящим в заблуждение цифрам, которые отрасль навязывает нам в повседневной жизни через средства массовой информации». Одна статистика, которую он упомянул, заключалась в том, что некоторые «адвокатские» организации назвали 45 000 долларов средней начальной заработной платой, хотя на самом деле это ближе к средней годовой заработной плате.
Как и в любой отрасли, работа начального уровня обычно сопровождается оплатой начального уровня. Всегда есть шанс на сверхурочную работу и ускоренное продвижение по службе, если работник начального уровня подает надежды, но это необходимо для правильного соответствия между работодателем и сотрудником. Ничего не гарантировано.
Сварщики не могут сразу разбогатеть, но у них есть потенциал, чтобы зарабатывать очень хорошо. Им просто нужно быть в нужном месте, обладать нужными навыками и иметь обязательство продолжать развивать эти навыки.
У других, кто попадает в фабричный цех, может не быть такого же потенциала для получения максимальной заработной платы, как у трубопроводных рабочих, но у них может быть более четко определенный карьерный путь, который может привести к руководящей роли или даже руководству цехом. Короче говоря, сварка полна возможностей. Сварщик должен предпринять шаги, необходимые для получения максимальной зарплаты. Если вы хороший сварщик, вы не проголодаетесь, и, возможно, у вас на подъездной дорожке стоит неплохой Ford F-150.
Как нанести удар и установить дугу
Сварочная дуга поддерживается, когда сварочный ток проходит через зазор между наконечником электрода и основным металлом.Сварщик должен уметь легко и быстро зажигать дугу и устанавливать правильную дугу.Есть два основных метода зажигания дуги:
- Царапины
- Нарезание метчиком
Метод царапания проще для новичков и при использовании машины переменного тока. Электрод перемещается по пластине под углом, как если бы вы чиркнули спичкой. Когда электрод царапает пластину, зажигается дуга. Когда дуга сформировалась, на мгновение извлеките электрод, чтобы образовалась слишком длинная дуга, затем вернитесь к нормальной длине дуги (см. Рисунок 1).
Рис. 1. «Царапающий» метод зажигания дуги. |
В методе нарезания резьбы электрод перемещается вниз к основному металлу в вертикальном направлении. Как только он касается металла, он на мгновение вынимается, образуя слишком длинную дугу, а затем возвращается к нормальной длине дуги (см. Рис. 2).
Рис. 2. Метод зажигания дуги «постукиванием». |
Основная трудность, с которой сталкиваются при зажигании дуги, — это «замерзание», или когда электрод прилипает или плавится на детали. Это вызвано тем, что ток плавит наконечник электрода и прилипает к холодному основному металлу до того, как он выйдет из контакта. Сверхсильный ток, потребляемый «коротким замыканием», вскоре приведет к перегреву электрода и расплавлению его или флюса, если только цепь не будет нарушена. Если дать держателю электрода быстрый щелчок назад от направления движения, обычно электрод высвобождается.Если этого не произойдет, необходимо будет разомкнуть цепь, высвободив электрод из держателя.
Предупреждение: Никогда не снимайте защитную маску с лица, если электрод замерз. Освободите электрод с экраном перед глазами, так как он будет «вспыхивать», когда отсоединяется.
Совет: Очистите свою работу щеткой от грязи и окалины, прежде чем зажигать дугу.
Сварка | Hackaday
Как мы убедились на протяжении многих лет, можно создать собственный металлообрабатывающий цех, используя немного больше, чем кучу стального лома, сварочный аппарат и угловую шлифовальную машину.Со временем и целеустремленностью вы сможете создавать все более сложные инструменты магазина, пока не получите симпатичную маленькую постапокалиптическую мастерскую. В этом вся идея канала [Workshop From Scratch], и нам никогда не надоест видеть его невероятные инженерные решения на заднем дворе.
Но, в конце концов, вы построите все основные вещи. Что тогда? Что ж, как [Мастерская с нуля] показывает в недавнем видео, вы можете начать работать над предметами роскоши. Вам нужен моторизованный стол , который позволит вам вращать заготовку и размещать ее под произвольным углом? Нет, наверное, нет.Но, как показывает видео после перерыва, это определенно удобно иметь в магазине. Нам особенно нравится, как он использует его для быстрого и простого создания почти идеальных круглых сварных швов.
Обратите внимание на приварные стойки, которые удерживают крышку.С технической точки зрения это, пожалуй, одна из наиболее простых его сборок. Но в то же время внимание к деталям, которое он вкладывает даже в этот «простой» дизайн, феноменально. Ничего не теряется, и отрезанные части из одной секции часто творчески используются в других местах.
[Workshop From Scratch] — настоящий мастер работы с тем, что у вас есть, и этот проект — прекрасный тому пример.