

Как называется паяльник для труб: Аппараты для сварки полипропиленовых труб – Купить паяльники для ПЭ и ПНД труб по низким ценам. ВсеИнструменты.Ру.
Аппараты для сварки полипропиленовых труб
Сварка полипропиленовых труб проводится следующим способом:
- На сварочный аппарат устанавливаются нагревательные элементы необходимого диаметра, и прибор включается в сеть 220В. Для контактной сварки пластиковых труб следует применять устройства, способные обеспечить температуру сменных нагревательных гильз +260 °С с расхождением не более ±5°С;
- Полипропиленовая труба обрезается в нужный размер специальными ножницами и на торцах снимается фаска под углом 30 градусов. Отклонение торца обрезанной полипропиленовой трубы от плоскости, перпендикулярной плоскости трубы, не должно превышать 0.5 мм;
- Свариваемые поверхности и внутреннюю поверхность раструба фитинга очищают и обезжиривают;
- Раструб фитинга насаживают на дорн, а торец трубы вводят в гильзу нагревательного элемента, следя за соосностью трубы и дорна. Отклонение не должно быть больше пяти градусов;
- Заготовки нагреваются паяльником до температуры плавления, после снимаются и стыкуются вручную.


Примечание: Сварка полипропиленовых труб должна выполняться при температурах не ниже 0°C. Сварка пластиковых труб вручную рекомендуется только до номинальных диаметров 40 мм включительно. Сварка больших диаметров должна осуществляется с помощью приспособлений, которые обеспечивают соосность трубы и нагревательной гильзы.
Как выбрать паяльник полипропиленовых труб?
Перед покупкой нужного аппарата для сварки пластиковых труб, обратите внимание на его технические параметры. Самым важным является диаметр наконечников. Исходя из этого, понятно какого диаметра трубы можно будет им сваривать. Аппараты для сварки полипропиленовых труб можно приобрести как для домашнего использования, так и в профессиональных целях. Любительские устройства для периодического использования отличаются от промышленных аппаратов меньшей комплектностью и надежностью.
Как называется паяльник для полипропиленовых труб
Аппарат для сварки полипропиленовых труб: рейтинг лучших 2020-ый год
На чтение 15 мин. Обновлено
Сварочные аппараты для полипропиленовых труб применяются при монтаже водопроводных магистралей. Для сварки в быту подойдёт недорогая модель, а профессиональный паяльник рекомендован для мастеров сантехников осуществляющих большой объем монтажных работ.
Аппарат для сварки полипропиленовых трубВ данном обзоре мы представили рейтинг качественных аппаратов для сварки пластиковых труб, основанный на их характеристиках и с учётом отзывов пользователей.
Какие параметры является основными для выбора аппарата для сварки
Основными элементами аппарата для сварки полипропиленовых труб выступает нагреватель и матрица. Они отвечают за нагрев и соединение элементов конструкции между собой, в результате чего получается шов высокого качества.
Критерии выбора инструмента для сваривания пластиковых труб:
- Мощность — от 600 до 2000 Вт. Влияет на уровень производительности, в частности на скорость нагрева полипропилена (в зависимости от диаметра изделия). Чем показатель больше, тем быстрее происходит сваривание.
- Насадки (их количество и размер) — влияет на ширину диапазона диаметров полипропиленовых труб, которые можно соединять.
- Регулировка температуры — у разных производителей полипропиленовых труб отличается температура плавления материала (может варироваться от 220 до 260 градусов по Цельсию), так же на степень нагрева может влиять температура окружающей среды (например, зимой на улице). Поэтому лучше отдать предпочтение прибору с наличием температурной регулировки.
- Защитные функции — защита от перегрева и загрязнений убережёт от случайных поломок.
 Поэтому лучше отдать предпочтение прибору с наличием температурной регулировки.
Поэтому лучше отдать предпочтение прибору с наличием температурной регулировки.При выборе паяльника надо учитывать его мобильность и безопасность, а также форму нагревательного элемента. Она бывает:
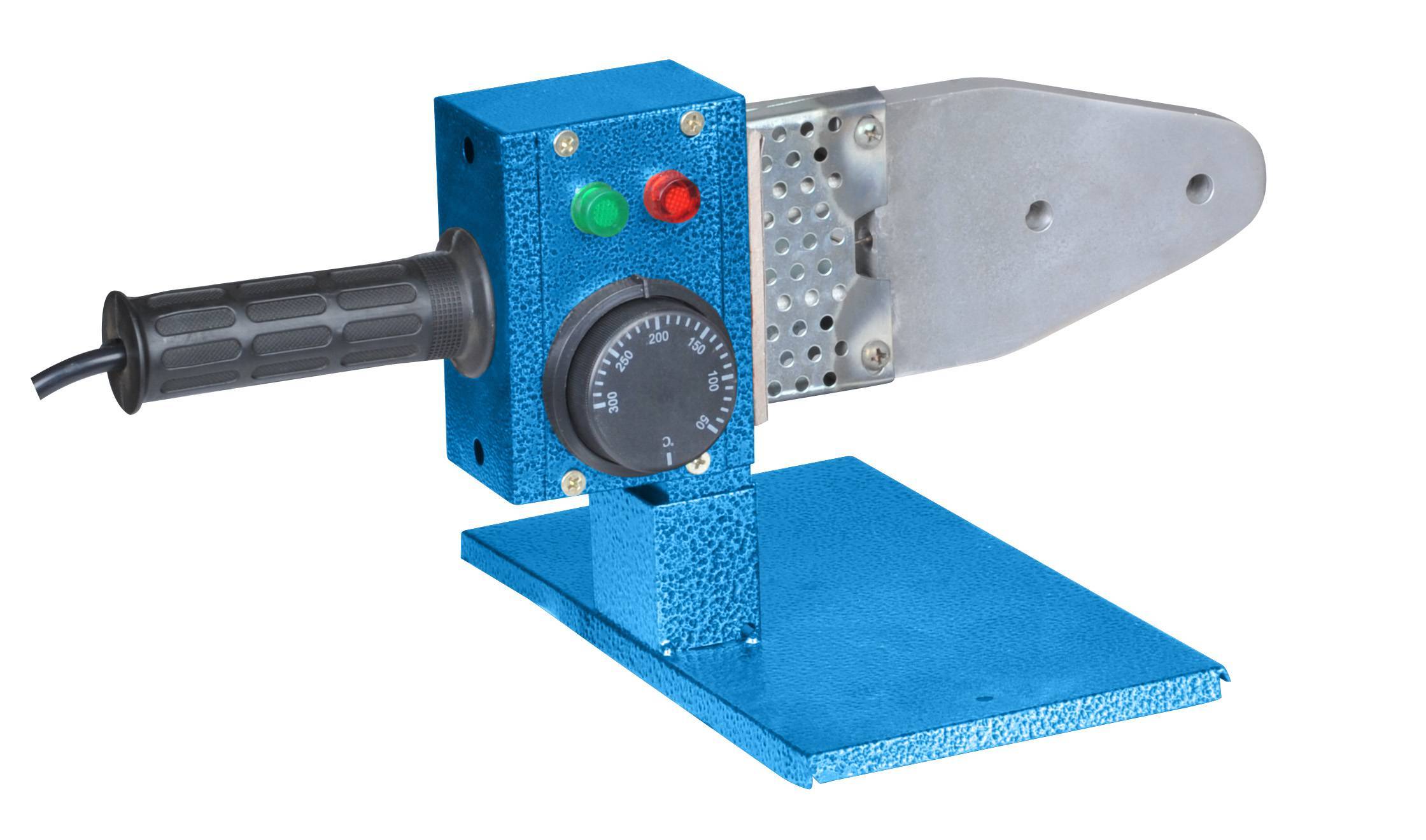
- Мечевидная (утюг) — широкая пластина напоминающая меч, с зафиксированной на ней насадкой. Такой инструмент предназначен для стационарного использования на столе.
Мечевидный паяльник называется так из-за формы пластины, которая передаёт температуру матрице. Кроме того, при установке нескольких парных матриц, возможно, сваривать полимерные трубы с разным диаметром.
Инструмент рекомендован для стационарного использования. Этим паяльником удобно сшивать в легкодоступных местах. А также, возможна установка одновременно нескольких матриц.
Мечевидные сварочные аппараты- Цилиндрическая — элемент нагрева в форме цилиндра. Рекомендуется для сварки при сложной развязке ПВХ трубопровода. Возможна стационарная работа, для этого в комплекте есть подставка.
 Возможна стационарная работа, для этого в комплекте есть подставка.
Возможна стационарная работа, для этого в комплекте есть подставка.Насадки на таких паяльниках цилиндрической формы, устанавливаются с торца, и крепятся на болты. Так как, удалённость матрицы от начала цилиндра не имеет ограничений, то пайку трубы можно производить в самых трудных местах, например, около стены.
Возможно производить работы на различных участках открытого трубопровода, и в стационаре.
Цилиндрический сварочный аппаратДорогие модели оснащены терморегулятором, для регулировки нагрева тэна. Это удобная функция, и лучше выбирать прибор с регулятором нагрева.
О типовых конструкциях
Держатели и нагревательные элементы размещаются внутри. Держатель изолирован, что позволяет сохранять одно положение инструмента во время работы. Нагревательный элемент отвечает за процесс плавления. Конструкция у всех аппаратов для сварки примерно одинаковая.
Если требуется сварка труб больших диаметров – берутся приспособления с довольно сложной системой, позволяющей управлять процессом пайки. Ведь важно сделать так, чтобы нагрев конструкции не был слишком сильным. Иначе трубка или муфта могут полностью расплавиться.
Ведь важно сделать так, чтобы нагрев конструкции не был слишком сильным. Иначе трубка или муфта могут полностью расплавиться.
Конструкции часто снабжаются защитными функциями, с помощью которых регулируется не только температура на рабочем нагревательном устройстве, но и время, за которое плавится труба или фитинг.
Температура вместе со временем привязываются к толщине стенке муфты и диаметру изделия.
Как правильно выбрать насадки
- Для паяльников с меньшей производительностью надо выбрать меньший диаметр, которым обладает насадка. Маломощные приборы просто не способны прогреть слишком большие насадки. Перед покупкой паяльника надо убедиться в том, что эти два элемента в комплекте соответствуют друг другу.
- Специалисты рекомендуют при выборе учитывать свои личные потребности. Профессиональным мастерам надо работать с насадками и с 10, и со 110 миллиметрами. В домашних условиях в основном интерес представляют только три варианта – 16, 24 и 32 мм. В этот размерный ряд укладывается любой домашний трубопровод. Бессмысленно приобретать насадки большего диаметра.
- Важен и материал изготовления. Тефлоновое покрытие и хорошая теплопроводность – наиболее актуальные требования.
 В этот размерный ряд укладывается любой домашний трубопровод. Бессмысленно приобретать насадки большего диаметра.
В этот размерный ряд укладывается любой домашний трубопровод. Бессмысленно приобретать насадки большего диаметра.- Чем больше насадок, тем лучше. Правда, стоит учесть, что цена растёт вместе с увеличением их размера.
Рейтинг лучших паяльников для полипропиленовых труб
 youtube.com/embed/gepspy80NC8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/gepspy80NC8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Оснащённость сварочных аппаратов для пластиковых труб напрямую связана с их ценой, чем выше укомплектованность набора, тем больше стоимость.
Также, при классификации паяльников учитывается их предназначение: для профессиональных нужд или бытовых целей.
Профессиональные аппараты
В рейтинге лучших паяльников для труб из полипропилена, которые рекомендуются для профессиональных мастеров, представлены следующие модели.
1. Rothenberge
Фирма из Германии, самая продвинутая в этой сфере. Выпускаемые приборы для сварки простые, но надёжные и удобные.
Производятся паяльники в виде меча и производительностью 800 Вт, оснащённых терморегулятором, способные поддерживать заданный температурный уровень. Он дешевле, чем с электронным регулятором, но это не отражается на его функциональности.
Предназначен для трубных полипропиленовых изделий размером 20 — 63 мм. При поставке, в комплекте идут насадки покрытые тефлоном. Соединение производится раструбным способом. Максимальная степень нагрева 280 градусов, работает от электрической сети 220 В.
Для сварки трубопровода с большим диаметром они не подходят, так как имеет маленькую производительность. Поэтому, процесс соединения происходит медленно. Но в результате шов получяется надежным и аккуратным.
Паяльник оснащён постаментом для установки на струбцине. После нагревания, полипропиленовые трубы и фитинги свободно снимаются с насадок.
Паяльник RothenbergerПлюсы:
- удобство при эксплуатации и транспортировке — вес оборудования 2 кг, а всего комплекта 8 кг;
- качественная сборка;
- надёжность.
Минусы:
- немалая цена;
- относительно медленный разогрев.
2. Dytron Polys P-4a 1200W TraceWeld Solo blue
Профессиональное оборудование, страна производитель Чехия. Данный аппарат для пайки имеет меньшую цену, чем у немецкой модели. Но надо понимать, что «solo» в названии говорит о том, что аппарат не укомплектован насадками и кейсом. Их потребуется покупать отдельно, а это приведёт к общему удорожанию. Для этого инструмента рекомендуются насадки, покрытые тефлоном от 16 до 125 мм. Комплект состоит из паяльника для сварки, подставки и шестигранника для закручивания насадок.
Данный аппарат для пайки имеет меньшую цену, чем у немецкой модели. Но надо понимать, что «solo» в названии говорит о том, что аппарат не укомплектован насадками и кейсом. Их потребуется покупать отдельно, а это приведёт к общему удорожанию. Для этого инструмента рекомендуются насадки, покрытые тефлоном от 16 до 125 мм. Комплект состоит из паяльника для сварки, подставки и шестигранника для закручивания насадок.
Прибор имеет вес 2 кг, обладает высокой мощностью, поэтому легко сшивает толстостенные полипропиленовые трубы. Возможно, регулировать температуру микропроцессором в диапазоне от 180 до 280 градусов, но процесс настройки не удобен — с помощью отвёртки. Соединение труб осуществляется раструбным способом. Работает от обычной сети.
Положительные стороны:
- мощный нагревательный элемент;
- точность поддерживания заданной температуры.
Отрицательные стороны:
- минимальная укомплектованность;
- не удобная подставка.
3.
 CANDAN СМ-04
CANDAN СМ-04Производитель Турция, компания на рынке появилась не так давно, но выпускаемые модели в топе лучших. По работоспособности, эти сварочники отлично себя зарекомендовали (по отзывам покупателей), но внешний вид не доработан. Паяльник 2-х Квт, сшивает трубы размером 50 — 110 мм. Нагреватель имеет две секции, каждая может работать независимо. Нагревательный элемент круглый.
Терморегулятор оснащён большой ручкой, что удобно при сварке. Температура нагрева постоянная, не происходит перегрева или недогрева труб, максимальный нагрев до 320 градусов. Подставка функциональна — возможна установка, как на полу, так и на верстаке. Хуже дело обстоит с насадками — их всего 3.
Компания Candan производит следующие аппарат для сварки. Candan CM-01 и CM-03 для сварки полипропиленовых трубопрокатов диаметром от 20 до 63 мм. Candan CM-04 и CM-05 – соединяет диаметры в диапазоне от 50 до 160 мм. Candan CM-06 – от 20 до 50 мм. Candan CM-160 для диаметра 160 миллиметров.
CANDAN СМ-04Плюсы:
- два рабочих режима;
- удобная подставка;
- приемлемая цена.

Минусы:
- мало насадок;
- сложность при транспортировке — вес аппарата 3 кг, а комплекта 7 кг.
4. Nowatech Zern-800 PLUS
Оборудование универсальное, способное сваривать трубы из пластика до 160 мм. Оснащённое программным обеспечением, что позволяет производить дистанционную настройку. Для продления срока службы, прибор имеет защитную функцию от грязи и воды IP54.
Достоинства:
- надёжность;
- удобство настройки;
- оснащённость звуковым и визуальным индуктором.
Недостатки:
- высокая стоимость.
Бюджетные паяльники
Среди оборудования бюджетного класса, предназначенного для сварки в быту, можно выделить следующие паяльники из ТОП 10.
 youtube.com/embed/KNLy3o3pHJE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/KNLy3o3pHJE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
1. ДИОЛД АСПТ-1
Неплохой китайский прибор для труб из полипропилена с мечевидным нагревателем 1500 Вт. Укомплектован парными насадками — 6 штук (размером от 23 до 63 мм), труборезом, перчатками. Допустимый максимальный уровень нагрева до 300 градусов.
Паяльник ДИОЛД АСПТ-1Достоинства:
- удобен при сварке в труднодоступном месте;
- вес 1 кг;
- качественные насадки;
- быстрый разогрев;
- плотный чемоданчик с надёжными крепежами.
Недостатки:
- не качественная пластиковая подставка с плохой фиксацией;
- труборез плохого качества.
В общем, не плохая и эффективная модель, за относительно небольшие деньги.
2. Denzel DWP-2000
Эргономика аппарата сделана на высоком уровне. Рукоятка хорошо помещается в руке, тем самым сваривать на весу им несложно. Зато, варить на подставке проблематично, паяльник клонится вперёд и падает. Нагревательный элемент в виде меча, производительность 2Квт, функционирует не на половину, а в полную силу.
Зато, варить на подставке проблематично, паяльник клонится вперёд и падает. Нагревательный элемент в виде меча, производительность 2Квт, функционирует не на половину, а в полную силу.
Аппарат с тефлоновыми насадками — 6 штук, с размером от 20 до 63 мм. При покупке оборудования следует проверять терморегулятор на точность, он может перегревать малые полипропиленовые трубы.
Достоинства:
- прогревается быстро;
- насадки высокого качества;
- удобный.
Недостатки:
- плохой постамент.
Если б не подставка — вполне приличный, бюджетный сварочный аппарат.
3. ELITECH СПТ 1500
Простой прибор имеющий универсальную подставку. Но сваривать на весу им трудно, так как у него не малый вес, и жёсткая, далеко расположенная рукоятка от мечевидной пластины нагревателя. У аппарата мощность 1500 Вт, она достаточна для нагрева и спайки труб до 63 мм в быстром режиме.
А вот чехол для транспортировки и хранения низкого качества, имеющий тонкий и не прочный материал. Функциональность трубореза низкая, придется покупать новый, при выборе обратите на это внимание.
Функциональность трубореза низкая, придется покупать новый, при выборе обратите на это внимание.
Плюсы:
- можно крепить на верстаке;
- тефлоновые насадки — 6 шт.
Минусы:
- чемоданчик плохого качества;
- сложность работы вне стационарных условиях.
4. ЗУБР АСТ-800
Бюджетный бытовой двух киловаттный мечевидный паяльник, имеющий оригинальный дизайн, прочную и надёжную конструкцию. Корпус — прямоугольный короб, для подставки используются сваренные трубы. Укомплектован 6 парами насадок с антипригарной поверхностью, размером от 20 до 63 мм.
Нагревательный элемент состоит из двух секций, которые работают самостоятельно. Разогрев при такой мощности происходит быстро.
ЗУБР АСТ-800Его не стандартные конструктивные особенности привели к утяжелению конструкции, поэтому работать на весу с ним утомительно. Кроме того, рукоятка не удобная, хотелось бы, чтоб она была эргономичней. К сборке также есть претензии, даже на глаз видна кривизна корпуса. Но это мелочь, так как особых нареканий к работе нет.
К сборке также есть претензии, даже на глаз видна кривизна корпуса. Но это мелочь, так как особых нареканий к работе нет.
Положительные стороны:
- быстрый нагрев;
- качественная пайка;
- надёжная подставка;
- хорошие насадки.
Отрицательные стороны:
- не качественная сборка.
5. Sturm TW7218
Дешёвый паяльник цилиндрической формы для трубопровода малого размера 16 — 32 мм, все насадки для них входят в комплект. Мощность — 1800 Вт, поэтому прогрев осуществляется быстро.
А вот процесс регулировки температуры грубый, и отсутствует подставка.
Вместо неё паяльник имеет неустойчивую «ножку». Однако, все эти моменты не критичны для китайского дешёвого прибора.
Плюсы:
- малый вес;
- высокая скорость нагрева.
Минусы:
- не укомплектованность подставкой;
- сшивает только полипропиленовые трубные изделия малого диаметра.
6.
 Weste DWM 100A
Weste DWM 100AСхожий с мечевидной моделью Rothenberger, даже подставка фиксируется также. Снизу размещён радиатор электронного термостата. Но стоимость такого прибора с 6 насадками размером от 20 до 63 мм значительно меньше.
Киловаттный паяльник имеет неплохую скорость нагрева и швы хорошего качества. Несмотря на это, невысокая стоимость вполне обоснована, причина в электронике — основные жалобы на функционирование микропроцессорного регулятора.
Мечевидный аппарат Weste DWM 100AПлюсы:
- простой в работе;
- оснащённый цифровой температурной индикацией;
- укомплектован насадками (6 шт).
Минусы
- проблемы с электроникой.
7. РЕСАНТА АСПТ-1000
Дешёвый аппарат в линейки бытовых паяльников. Он прост, но надёжен, и вполне справляется со своими функциями. На мечевидном нагревателе три отверстия под насадки, но одновременно поставить несколько не представляется возможным.
Производительность небольшая, поэтому прогрев медленный.
Плюсы:
- малая стоимость;
- качество пайки неплохое.
Минусы:
- внешний вид не доработан.
Обзор по мощности
Сварные приборы для труб из полимера бывают разной мощностью, от 600 до 2000 Вт.
Чтобы соединить 50-миллиметровые и меньше заготовки, берутся стандартные нагреватели, поддерживающие мощность в 1 кВт. Для большего сечения понадобиться мощность в 1,7-2 кВт.
Но это правило срабатывает не всегда. Рынок предлагает нам сверхэффективные установки, расходующие менее 1 кВт и способные сваривать трубопрокатные заготовки с максимальным диаметром.
Профессионалы обращают внимание на универсальные инструменты с максимальным показателем мощности.
Любителям подходят недорогие приспособления, способные паять хотя бы два-три типоразмера заготовок.
Мощностью до 1000 Вт
Паяльник с данной мощностью встречается как мечевидного, так и цилиндрического вида. Отличие аппаратов до 1000 Вт — один нагревательный элемент, поэтому матрица нагревается медленно, процесс сварки продолжительный.
Оснащённость аппаратов напрямую связана с их стоимостью. В простом устройстве есть световая индукция, тумблер включения и терморегулятор. У дорогих — дисплей, способный точно поддерживать требуемый температурный показатель при помощи электроники.
Неплохо зарекомендовали себя следующие модели:
- Inforce 03-24-01(Россия) — напряжение 1000 Вт, мечевидный нагреватель, цифровой дисплей и регулятор электронного типа.
- Gigant GPW-1000 — российский аппарат, регулировка механическая. Способный к быстрому нагреву до заданного градуса.
- Elitech СПТ 1000 — компактное устройство с цилиндрическим паяльником, регулировка механическая и металлическая откидная подставка.
- Калибр СВА-1000Т (Россия)— нагреватель цилиндрический имеющий три насадки. Есть два диода — сетевой и температурный.
Мощностью более 1000 Вт
Аппараты для сшивки полипропиленового трубного изделия с напряжением от 1500 до 2000 Вт обладают повышенной производительностью. Отличие этого оборудования — быстрота нагревания и скорость сшивания, но на качестве швов это ни как не отражается.
Отличие этого оборудования — быстрота нагревания и скорость сшивания, но на качестве швов это ни как не отражается.
Эти паяльники с улучшенной комплектацией, имеют по два элемента нагрева, которые включаются одновременно и поочередно.
К проверенным моделям с высокой производительностью относятся:
- Inforce 03-12-02 — мощность 1700 Вт, два переключателя для установления одного из трёх режимов (700, 1000, 1700), мечевидный нагреватель.
- PATRIOT PW 205(2000 Вт) — паяльная пластинка мечевидная, X-образный постамент, для регулировки мощности есть два тумблера.
- Elitech СПТ 1500 — заострённый мечевидный нагреватель, который быстро нагревается.
- STURM TW7218 — мощный цилиндрический паяльник (1800 Вт), возможность регулировать температурный уровень от 0 до 300 градусов.
Рейтинг качества по странам производителям
Существует негласный список рейтинга качества производителей, который основывается исключительно на реальных отзывах потребителя:
- Первое место принадлежит Германии;
- Второе – Чехии;
- Третье – Турции;
- Четвертое уверенно занимает Россия;
- Китай.

Теперь более детально о странах производителях.
- Германия. Это прежде всего передовые технологии, возможность протоколирование процесса и сохранение информации на флешку (для контроля и анализа процесса), большое внимание уделяется безопасности и защитным функциям.
- Чехия. Аппарат для сварки этой страны отличается функциональностью и высоким уровнем качества элементов и насадок.
- Турция. Эта страна продолжает рейтинг производителей. Изделия страны стали отменной альтернативой чешским товарам. Но, среди предоставленных моделей от турецкого производителя часто можно встретить оборудование низкого качества. Самыми популярными моделями являются: Valtec, Kalde и Candan. Они заслуженно получили большое количество положительных отзывов, и выгодно отличаются хорошим сочетанием стоимости и качества.
- Россия. С недавнего времени отечественные производители стали выставлять на рынок аппараты для сварки высокого качества. При этом оборудование данной линейки выгодно отличает доступная стоимость.
- Китай. К сожалению, товары этого производителя из-за своего невысокого качества, не получили высокой оценки от профессионалов.
 При этом оборудование данной линейки выгодно отличает доступная стоимость.
При этом оборудование данной линейки выгодно отличает доступная стоимость.Топ 10 фирм – производителей в соотношении цена/качество
- «Candan». Характеристики сварочного агрегата турецкого производителя отличаются хорошими техническими качествами и приемлемой ценой.
- «Valtek». Оборудование российско – итальянской компании славиться высоким уровнем качества и надежностью.
- «REMS». Это оборудование отличается многими достоинствами. Данную компанию хорошо знают на рынке электроинструментов. Наиболее важная часть этого инструмента – элемент нагревания произвели из устойчивого к коррозии сплава. Так же особо выделяют точный механический регулятор температуры. Он функционирует без погрешностей.
- «Gerat Weld». Этот производитель представляет линейку товаров, соединивших в себе оптимальное соотношение стоимости и качества. Это мощное и компактное устройство будет превосходным помощником домашнему мастеру. На нагреватель такого устройства можно ставить два вида насадок одновременно. Совокупная мощность устройства составляет 1500 киловат.
- «Рrorab». Если нужно устройство с невысокой ценой и маленьким весом, то лучше варианта не отыскать. В комплекте к таким устройствам идут специальные перчатки, ключ – шестигранник, отвертка и рулетка.
- «Sturm». Под этой торговой маркой можно приобрести профессиональный аппарат для сварки двух видов. В первом случае нагревательный элемент имеет форму цилиндра, а во втором случае он произведен в мечевидной форме.
- «Аква Пром». Эти сварочники выделяются небольшой стоимостью и обширной комплектацией. Это мощные устройства, позволяющие легко выполнить прокладку трубопровода, обустройство теплицы и многое другое.
- «Бош». Эти инструменты называют самым лучшим вариантом для новичков. Сварочники «Вosch» – это легкие и надежные в работе инструменты. Приятным дополнением к этим механизмам стала их разнообразная комплектация, которая включает различные по диаметру насадки, позволяющие работать с трубами разного сечения.
- «Rotorica». Данное устройство отличный помощник для домашнего мастера. Его оснастили цифровым регулятором температуры и покрытием из тефлона на насадках. Описывая данные агрегаты, нужно отметить их универсальность – они могут быть использованы в различных рабочих условиях.
- Завершают топ – 10 модель «Электромаш». Это инструменты для выполнения ручной пайки пластиковых систем. Они позволяют выполнить работу с полипропиленовыми материалами без больших усилий. Описываемую линейку товаров выгодно выделяет небольшая стоимость.

 В первом случае нагревательный элемент имеет форму цилиндра, а во втором случае он произведен в мечевидной форме.
В первом случае нагревательный элемент имеет форму цилиндра, а во втором случае он произведен в мечевидной форме. Они позволяют выполнить работу с полипропиленовыми материалами без больших усилий. Описываемую линейку товаров выгодно выделяет небольшая стоимость.
Они позволяют выполнить работу с полипропиленовыми материалами без больших усилий. Описываемую линейку товаров выгодно выделяет небольшая стоимость.Какой выбрать паяльник для сварки полипропиленовых труб
Какой лучше выбрать аппарат для сварки пластиковой трубы — этим вопрос часто задаются как профессиональные монтажники, так и простые люди, перед приобретением инструмента. Если хотите приобрести аппарат для дома, то подойдёт бюджетный вариант.
С его помощью под силу сварить полипропиленовые трубы небольшого размера. Кроме того, если вы станете использовать паяльник редко, то не требуется большая мощностью, достаточно до 1000.
Для профессиональных сварщиков рекомендуется прибор большей мощности, от 1500 до 2000 Вт, с полной комплектацией.
Из всего ассортимента аппаратов для сварки полипропиленовой трубы, мы постарались представить вашему внимаю самые надёжные, цена который отвечает их качественным показателям.
Что такое паяльник TS100?
Пайка — это глубоко ритуализированное занятие. Выбор правильной температуры, нагрев железа, какой припой вы используете, свинец или бессвинцовый? Какую подставку, флюс или марку железа вы выберете? Много лет пользовался утюгом Antex XS25. Этот мощный утюг дал мне 25 Вт мощности и выбор наконечников — дорогих наконечников, — которые могут справиться с любой работой. По сей день этот утюг в моей ротации для больших работ. Для небольших работ у меня есть дешевое USB-железо (да, USB 5 В), аккуратное и аккуратное, выглядит ужасно, но выполняет свою работу.Но проблема обоих этих утюгов в том, что они работают при одной единственной температуре, около 300 ° C. Хотя эта температура может соответствовать скорости, с которой я паяю, она не всегда подходит для паяемых компонентов, поэтому мне нужна была паяльная станция с регулируемой температурой. Проблема с этим решением? Они довольно громоздкие, и у меня только небольшая рабочая станция. Итак, поискав в Интернете, я наткнулся на TS100, паяльник с регулируемой температурой, для которого не требуется громоздкая станция.Заказ размещен и доставлен к моей двери примерно за 40 фунтов стерлингов.
Хотя эта температура может соответствовать скорости, с которой я паяю, она не всегда подходит для паяемых компонентов, поэтому мне нужна была паяльная станция с регулируемой температурой. Проблема с этим решением? Они довольно громоздкие, и у меня только небольшая рабочая станция. Итак, поискав в Интернете, я наткнулся на TS100, паяльник с регулируемой температурой, для которого не требуется громоздкая станция.Заказ размещен и доставлен к моей двери примерно за 40 фунтов стерлингов.
TS100 необычайно мал: 16,5 см от кончика до кончика, 1,5 см в высоту и 1,2 см в ширину. TS100 имеет всего две кнопки для управления паяльником, для вывода есть тонкий OLED-экран, который используется для отображения температуры утюга и т. Д. На задней панели TS100 у нас есть два порта, цилиндрический разъем постоянного тока ( DC5525) и порт micro USB, используемый для обновления TS100, подробнее об этом позже.
Для питания TS100 требуется источник питания постоянного тока с цилиндрическим разъемом DC5525, который должен быть от 12 В до 24 В для нагрева наконечника. Время нагрева различается в зависимости от блока питания, при этом продавец сообщает, что блоку питания 12 В потребуется около 40 секунд, чтобы достичь температуры около 300 ° C, что все же намного быстрее, чем у моего Antex XS25. Я использовал источник питания 19 В, 2,1 А (примерно 40 Вт), и он нагрел TS100 до 300 ° C за 15-20 секунд. Блоки питания могут иметь форму любого источника питания подходящего номинала, если на конце есть разъем DC5525, все в порядке! Фактически, некоторые честолюбивые производители использовали LiPo-батареи через подходящий контроллер и разъем XT-90 для питания TS100 в полевых условиях! Замечательно!
Время нагрева различается в зависимости от блока питания, при этом продавец сообщает, что блоку питания 12 В потребуется около 40 секунд, чтобы достичь температуры около 300 ° C, что все же намного быстрее, чем у моего Antex XS25. Я использовал источник питания 19 В, 2,1 А (примерно 40 Вт), и он нагрел TS100 до 300 ° C за 15-20 секунд. Блоки питания могут иметь форму любого источника питания подходящего номинала, если на конце есть разъем DC5525, все в порядке! Фактически, некоторые честолюбивые производители использовали LiPo-батареи через подходящий контроллер и разъем XT-90 для питания TS100 в полевых условиях! Замечательно!
При включении TS100 мы видим анимированное изображение на OLED-экране, которое советует нам нажать кнопку, ближайшую к наконечнику.Это нагреет утюг до температуры по умолчанию, которой можно управлять, нажимая кнопки на утюге. Утюг нагреется и будет готов к работе, а текущая температура отобразится на OLED-экране, на всякий случай, если вы забудете! TS100 поставляется с прошивкой по умолчанию. Да, вы правильно прочитали, у этого железа есть прошивка, с помощью которой можно прошить микроконтроллер STM32 в основе паяльника. Базовая прошивка выполняет свою работу, но благодаря сообществу хакеров с открытым исходным кодом TS100 получил гораздо лучшую прошивку, которая включает в себя опции для управления источником питания (LiPo-элементы или DC), температурой сна и таймером, таймером выключения прямо в случае оставляем включенным утюг! Есть даже опции для управления чувствительностью к движению, чтобы определять, когда устройство используется.Также возможна калибровка паяльника, чтобы убедиться в правильности температуры. Итак, насколько просто установить новую прошивку на TS100? Что ж, это невероятно просто, опять же благодаря страстному сообществу, которое его поддерживает! Я зашел на https://github.com/Ralim/ts100 и, следуя инструкциям, скопировал файл .hex на TS100, подключив его через порт micro USB, удерживая кнопку, ближайшую к наконечнику. Это смонтировало TS100, как если бы это был USB-накопитель, а затем я скопировал файл.
Да, вы правильно прочитали, у этого железа есть прошивка, с помощью которой можно прошить микроконтроллер STM32 в основе паяльника. Базовая прошивка выполняет свою работу, но благодаря сообществу хакеров с открытым исходным кодом TS100 получил гораздо лучшую прошивку, которая включает в себя опции для управления источником питания (LiPo-элементы или DC), температурой сна и таймером, таймером выключения прямо в случае оставляем включенным утюг! Есть даже опции для управления чувствительностью к движению, чтобы определять, когда устройство используется.Также возможна калибровка паяльника, чтобы убедиться в правильности температуры. Итак, насколько просто установить новую прошивку на TS100? Что ж, это невероятно просто, опять же благодаря страстному сообществу, которое его поддерживает! Я зашел на https://github.com/Ralim/ts100 и, следуя инструкциям, скопировал файл .hex на TS100, подключив его через порт micro USB, удерживая кнопку, ближайшую к наконечнику. Это смонтировало TS100, как если бы это был USB-накопитель, а затем я скопировал файл. hex, и я заработал за считанные минуты. Совет для пользователей Linux: найдите в папке «Перепрошивка» сценарий оболочки, который обрабатывает перепрошивку файла. Он работает с Fedora и Ubuntu.
hex, и я заработал за считанные минуты. Совет для пользователей Linux: найдите в папке «Перепрошивка» сценарий оболочки, который обрабатывает перепрошивку файла. Он работает с Fedora и Ubuntu.
Самое важное в любом паяльнике — это то, как он паяет, а TS100 легко справляется с большими и малыми задачами. Прилагаемый наконечник составляет примерно 1,5 мм в самом тонком месте, что дает нам элемент точности, но при этом обладает достаточной теплоемкостью для больших суставов. Пайка свинцовым припоем Я создал набор для тестирования TS100 и рад сообщить, что он легко справился с небольшими паяными соединениями, более крупные соединения своевременно нагреваются и обеспечивают очень стабильную отделку.
Так стоит ли TS100 ваших кровно заработанных денег? Короткий ответ «Да».
TS100 — отличный паяльник. Он обеспечивает надежную пайку, а контроль температуры обеспечивает дополнительный уровень уверенности при работе с чувствительным оборудованием. Стандартная прошивка пригодна для использования и предоставляет все функции, которые могут вам понадобиться, но прошивка, созданная сообществом, намного лучше, а огромное количество дополнительных функций, которые она предлагает, сделают ваши паяльные проекты намного более рациональными.
Оценка результатов:
Плюсы- Превосходный контроль температуры.
- Легко обновляемая прошивка сообщества.
- Сменные насадки.
- Без блока питания.
- Издает слабое жужжание.
- Дополнительные чаевые стоят около 8 фунтов каждая.
Если вам нужен новый паяльник, он должен быть первым в вашем списке. Он может выполнять как большие, так и мелкие работы. Только не забудьте выделить в бюджет источник питания 12–24 В DC5525, так как он не входит в комплект TS100.
Наслаждайтесь пайкой с этим замечательным утюгом!
Les Pounder любит взламывать и возиться с Arduino, Raspberry Pi и новыми технологиями.Он передает свои навыки и открытия читателям Electromaker через учебные пособия и обзоры.
Основы технологии »Электроника
Пайка — ключевой процесс во многих отраслях промышленности, включая электронику, где она обеспечивает как электрическую проводимость, так и некоторую механическую прочность.
Учебное пособие по пайке Включает:
Основы пайки Ручная пайка: как паять Паяльники Инструменты для пайки Припой — что это такое и как пользоваться Распайка — секреты, как правильно сделать Паяные соединения Припой для печатных плат
См. Также: Методы пайки SMT для сборки печатных плат
Пайка — один из ключевых процессов в производстве электронного оборудования.Пайка позволяет электрически соединять электронные компоненты, а также удерживать их на месте.
Соответственно, пайка лежит в основе конструирования и производства электроники для любителей, энтузиастов или студентов, а также для коммерческих организаций, производящих электронное оборудование в больших масштабах.
Хотя пайка используется в самых разных отраслях промышленности, включая торговлю сантехникой, где она используется для соединения труб и герметизации их для предотвращения утечки воды, а также, в частности, в ювелирной торговле, она является ключевой для электронной промышленности.
Истоки пайки
Понятие пайки известно уже много лет. Некоторые серебряные пайки были обнаружены на предметах, датируемых периодом между 3000 и 2000 годами до нашей эры.
Совсем недавно в 19 веке была разработана пайка для различных ремесленных целей, а затем, с появлением радио и более поздней электроники в начале 20 века, она стала самостоятельной.
Первоначально использовался припой на основе олова и свинца, но по мере того, как проблемы со свинцом для здоровья и окружающей среды стали вызывать более широкое беспокойство, была внедрена технология бессвинцовой пайки.В Европе директивы RoHS требовали, чтобы электронные платы не содержали свинца к 1 июля 2006 года. Однако даже до этого многие страны и компании переходили на бессвинцовую пайку, часто в результате давления на переработку.
Что такое припой
Неудивительно, что припой сам по себе лежит в основе пайки. Это материал, который плавится вокруг стыка и затвердевает, обеспечивая механическую жесткость и электрическую проводимость.
Есть много разных типов припоев.По сути, припой можно определить как плавкий (то есть он может плавиться и снова стать твердым) металлический сплав, используемый для создания прочной связи между двумя или более металлическими предметами.
Припой представляет собой металлический сплав, который имеет гораздо более низкую температуру плавления, чем основные компоненты, и, таким образом, его можно заставить плавиться при температурах, которые могут быть достигнуты относительно легко и без использования очень специализированного оборудования.
Припойможно использовать во многих областях, но интересующий тип для выполнения электрических соединений должен иметь высокую степень электропроводности.Также помогает, если он устойчив к коррозии, поскольку это означает, что соединения и их проводимость со временем ухудшатся.
Техника пайки
Существуют различные методы пайки малых и больших размеров. Трудоемкие схемы не могут использоваться для крупномасштабного производства, где требуется высокая степень автоматизации для обеспечения требуемой производительности, тогда как мелкомасштабное производство для коммерческих предприятий, а также создание прототипов и строительство домов для любителей, студентов и т. Д. Требуют пайки. методы, которые не требуют крупномасштабных инвестиций и настройки, необходимые для массового производства.
Д. Требуют пайки. методы, которые не требуют крупномасштабных инвестиций и настройки, необходимые для массового производства.
Два основных подхода к пайке включают:
- Пайка в массовом производстве: В массовом производстве используются методы пайки, включая пайку волной, а теперь более распространенные методы, такие как инфракрасное оплавление, когда компоненты монтируются на плате, и все компоненты паяются одновременно.
- Мелкосерийное производство: Для мелкосерийного производства и домашнего строительства наиболее распространенным методом является ручная пайка с использованием паяльника и припоя.Чтобы сделать аккуратные и эффективные суставы, требуются определенные навыки, но этому можно довольно легко научиться. Этот тип пайки можно использовать для создания небольших проектов, пайки печатных плат, изготовления выводов и множества других приложений.
Инструмент для пайки
Очевидно, что главное требование для пайки — это сам паяльник. Есть несколько различных типов паяльника, которые можно купить, и фактический паяльник будет зависеть от множества факторов, включая его технические характеристики и стоимость.
Есть несколько различных типов паяльника, которые можно купить, и фактический паяльник будет зависеть от множества факторов, включая его технические характеристики и стоимость.
Паяльники могут быть простыми утюгами, которые регулируют температуру за счет охлаждающего воздействия воздуха, или они могут иметь внутри термостаты для обеспечения контроля температуры. Наконец, на вершине линейки находятся так называемые рабочие станции, состоящие из блока питания и самого утюга. Они обеспечивают гораздо более высокую степень контроля температуры и установку температуры, которая будет использоваться.
Дополнительные инструменты для пайки
Помимо самого паяльника помогает множество других инструментов.Очевидно, такие предметы, как кусачки, плоскогубцы с тонкими носами и тому подобное. Существуют также другие инструменты, такие как «руки помощи», которые могут удерживать провод или компонент на месте, пока одна рука используется для паяльника, а другая — для пайки другого предмета. Держатели для печатных плат также очень полезны при сборке печатных плат. Компоненты можно вставить и удерживать на месте, пока нижняя сторона припаяна.
Держатели для печатных плат также очень полезны при сборке печатных плат. Компоненты можно вставить и удерживать на месте, пока нижняя сторона припаяна.
Технология пайки — ключевой элемент электронной промышленности.Без технологии пайки и пайки электронная промышленность выглядела бы иначе. Он обеспечивает уникальный и очень удобный метод соединения электронных компонентов друг с другом, а вместе с технологией проводки и печатной схемы позволяет создавать схемы и надежно работать.
Другие идеи и концепции конструкции:
Пайка Пайка компонентов SMT ESD — Электростатический разряд Производство печатных плат Сборка печатной платы
Вернуться в меню «Строительные методы».. .
Electronics Club — Руководство по пайке
Electronics Club — Руководство по пайке — как пайка, меры предосторожности, теплоотвод, демонтаж, обработка ожоговКак паять | Радиатор | Компоненты | Припой | Демонтаж | Бернс
Информацию о паяльниках и других инструментах см. На странице Инструменты.
На странице Инструменты.
Загрузите PDF-версию этой страницы: Руководство по пайке (PDF)
Как припаять
Сначала несколько мер предосторожности:
Никогда не прикасайтесь к элементу или наконечнику паяльника. Они очень горячие (около 400 ° C) и могут вызвать неприятный ожог.
Соблюдайте осторожность, чтобы не прикасаться кончиком утюга к сетевому шнуру. Утюг должен иметь термостойкий изгиб для дополнительной защиты. Обычный пластик flex сразу же расплавится, если к нему прикоснуться горячим утюгом, и возникнет серьезный опасность ожога и поражения электрическим током.
Всегда возвращайте паяльник на подставку, когда он не используется. Никогда не кладите его на рабочий стол, даже на мгновение!
Работайте в хорошо вентилируемом помещении. Дым, образующийся при плавлении припоя, в основном возникает из-за флюса и вызывает сильное раздражение. Не дышите им, держите голову сбоку от работы, а не над ней.
Вымойте руки после использования припоя. Традиционный припой содержит свинец, который является ядовитым металлом.
Если вы обожгетесь, см. «Первая помощь при ожогах».
Настоятельно рекомендую использовать паяльник с термостойким силиконовым кабелем в целях безопасности, потому что он не расплавится при случайном прикосновении к горячему утюгу.
Например, паяльник 230В от Rapid Electronics: паяльник
Подготовка паяльника:
Поместите паяльник в подставку и подключите. Утюгу потребуется несколько минут, чтобы достичь своей рабочей температуры около 400 ° C.
Смочите губку в подставке. Лучше всего для этого приподнять подставку и подержать под струей холодной воды. на мгновение, затем нажмите, чтобы удалить лишнюю воду. Он должен быть влажным, а не мокрым.
Подождите несколько минут, чтобы паяльник нагрелся. Вы можете проверить, готов ли он, попробовав немного расплавить припой на наконечнике.
Протрите кончик утюга влажной губкой. Это очистит наконечник.
Расплавьте немного припоя на кончике утюга. Это называется лужением, и оно помогает теплу отводиться от кончика утюга. к суставу. Это нужно делать только тогда, когда вы подключаете утюг, и иногда во время пайки, если вам нужно протереть наконечник о губку.
Теперь вы готовы приступить к пайке:
Держите паяльник, как ручку, у основания ручки (представьте, что вы собираетесь написать свое имя). Не прикасайтесь к горячему элементу или наконечнику.
Коснитесь паяльником соединяемого соединения. Убедитесь, что он касается как вывода компонента, так и дорожки. Держи кончик там на несколько секунд и …
Нанесите немного припоя на соединение. Он должен плавно перетекать на свинец и гусеницу, чтобы сформировать форму вулкана, как показано на рисунке. на диаграмме.Наносите припой на соединение, а не на железо.
Удалите припой, затем утюг, сохраняя соединение неподвижным. Дайте стыку остыть в течение нескольких секунд, прежде чем перемещать печатную плату.
Внимательно осмотрите соединение. Он должен выглядеть блестящим и иметь форму вулкана. Если нет, вам нужно будет разогреть его. и подайте еще немного припоя. На этот раз убедитесь, что и ведут и отслеживают полностью нагреваются перед нанесением припоя.
Если вы получили ожог, см. Раздел «Первая помощь при ожогах» ниже.
Не хватает денег на проекты в области электроники? Продайте свой старый iPhone, iPad, MacBook или другое устройство Apple: macback.co.uk
Использование радиатора
Некоторые компоненты, такие как транзисторы, могут быть повреждены нагревом при пайке, поэтому, если вы не специалист, разумно использовать радиатор, прикрепленный к проводу между стыком и тело компонента. Можно купить специальный инструмент, но стандартный зажим «крокодил» (без пластиковой крышки). работает так же хорошо и дешевле.
работает так же хорошо и дешевле.
Радиатор работает, забирая часть тепла от паяльника и этого помогает предотвратить чрезмерное повышение температуры компонента.
Rapid Electronics: зажим «крокодил»
Рекомендации по пайке компонентов
Очень заманчиво сразу приступить к пайке компонентов на печатной плате, но сначала найдите время, чтобы определить все детали. Наклеивая их на лист макулатуры и обозначение каждого из них имеет смысл, и вы с меньшей вероятностью сделаете ошибку, если сделаете это.
Некоторые ИС чувствительны к статическому электричеству и будут поставляться в антистатической упаковке — оставьте эти микросхемы в упаковке до тех пор, пока они вам не понадобятся, затем заземлите руки, прикоснувшись к металлическому водопроводную трубу или оконную раму перед работой с ИС.
- Наклейте компоненты на бумагу с помощью липкой ленты.
- Определите каждый компонент и напишите рядом с ним его имя или значение.
- При необходимости добавьте метки (R1, R2, C1 и т. Д.), Используемые на схеме проекта.
- Значения резистора можно найти с помощью цветового кода. объяснено на странице резисторов.Вы можете сделать свой собственный калькулятор цветового кода.
- Значения конденсатора могут быть немного сложнее, различные системы маркировки объяснено на странице конденсаторов.

Некоторые компоненты требуют особого ухода при пайке.
Многие должны быть размещены правильно, а некоторые могут быть легко повреждены жаром от пайки.
В таблице приведены рекомендации по различным компонентам и предлагаемый порядок их установки. на борту. Как правило, лучше начинать с мельчайших деталей, но не для полосового картона. Полезно начать с держателя (ов) ИС в качестве ориентира для других деталей.
Связи проволочные
Соединения проводов между точками на плате могут быть выполнены с помощью одножильного провода с пластиковым покрытием, который необходимо зачистить, или луженую медную проволоку, если звено не будет касаться других частей. Луженая медная проволока выглядит как припой, но вы можете Почувствуйте разницу, он жестче припоя (и не плавится).
Луженая медная проволока выглядит как припой, но вы можете Почувствуйте разницу, он жестче припоя (и не плавится).
Провода к частям вне платы должны быть гибкими, поэтому для них используйте многожильный провод с пластиковым покрытием, популярным типом является проволока 7 / 0,2 мм (7 жил по 0.Проволока диаметром 2 мм). Одножильный провод непригоден, так как он ломается при многократном сгибании.
Rapid Electronics: набор проводов 7 / 0,2 мм
| Пайка компонентов Установите компоненты на плату в следующем порядке: |
| 1. Держатели микросхем Подключите правильно — выемка напомнит вам, в какую сторону установить ИС. Пока НЕ вставляйте микросхемы. |
| 2. Резисторы Подключите в любом направлении. |
| 3. Конденсаторы малой емкости Конденсаторы малой емкости ( |
4. Электролитические конденсаторы (1 мкФ +) Электролитические конденсаторы (1 мкФ +) Подключите правильным образом, ищите + или — возле одного провода. Они могут быть радиального типа (оба вывода на одном конце) или осевого типа (выводы на каждом конце). |
| 5. Диоды Подключите правильно. Полоса обозначает катод (линия на символе), обычно обозначаемый буквой k на диаграммах. Для германиевых диодов используйте радиатор. |
| 6. Светодиоды Подключите правильно, катод — это короткий провод. На диаграмме будет отображаться или + для анода, и k или — для катода. |
| 7. Транзисторы Транзисторы имеют 3 «ножки» (вывода), поэтому будьте особенно осторожны, чтобы правильно их подключить. Они могут быть повреждены нагреванием, используйте радиатор, пока не сможете быстро паять. |
| 8. Проволочные перемычки Связи между точками на плате могут быть выполнены одножильным проводом с пластиковым покрытием, или луженую медную проволоку, если звено не будет касаться других частей.  |
| 9. Детали с собственными проводами Зажимы аккумулятора, зуммеры и т. Д. При необходимости подключите правильным образом. |
| 10. Провода к частям вне платы Используйте многожильный провод для переключателей, реле, громкоговорители, переменные резисторы и т. д. |
| 11. Микросхемы (микросхемы) Подключите правильно, ищите выемку или точку рядом с контактом 1. Убедитесь, что все штыри выровнены с гнездом, прежде чем сильно надавить на него большим пальцем. |
Что такое припой?
Традиционный припой представляет собой сплав (смесь) олова и свинца, обычно 60% олова и 40% свинца. Плавится при температуре около 200 ° C.
Современный бессвинцовый припой представляет собой сплав олова с другими металлами, включая медь и серебро. Плавится при температуре около 220 ° C.
Покрытие поверхности припоем называется «лужением» из-за содержания в припое олова.
Фотография © Rapid Electronics
Всегда мойте руки после использования припоя , это особенно важно для традиционных припой, так как он содержит токсичный свинец.
Наилучший размер припоя для электроники — 22 swg (swg = стандартный калибр проводов) и Рекомендую использовать бессвинцовый припой.
Rapid Electronics: бессвинцовый припой
Припой для электроники содержит крошечные сердечники из флюса, похожие на провода внутри гибкого кабеля. Флюс вызывает коррозию, как кислота, и очищает металлические поверхности по мере плавления припоя. Вот почему вы должны плавить припой непосредственно на стыке, а не на наконечнике железа. Без флюс выйдет из строя, потому что металлы быстро окисляются, а сам припой не правильно стечь на грязную окисленную металлическую поверхность.
Удаление припоя
На каком-то этапе вам, вероятно, потребуется отпаять соединение, чтобы удалить или переместить провод или компонент. Удалить припой можно двумя способами:
Удалить припой можно двумя способами:
1. С демонтажным насосом
Также известен как «присоска для припоя». Лучше всего использовать один с ESD (электростатический разряд). насадка для защиты некоторых микросхем, которые могут быть повреждены статическим электричеством.
- Настройте насос, нажав на подпружиненный плунжер вниз до фиксации.
- Приложите к стыку сопло насоса и наконечник паяльника.
- Подождите секунду или две, чтобы припой расплавился.
- Затем нажмите кнопку на насосе, чтобы освободить поршень и всосать расплавленный припой в инструмент.
- Повторите, если необходимо, чтобы удалить как можно больше припоя.
- Время от времени необходимо опорожнять насос, открутив форсунку.
Rapid Electronics: насос для удаления припоя
С помощью демонтажного насоса (присоски для припоя)
2.С оплеткой для удаления припоя
Медная оплетка действует как фитиль для расплавленного припоя, который легко течет на оплетку вдали от стыка.
- Прикрепите конец медной оплетки и наконечник паяльника к стыку.
- По мере плавления припоя большая часть его будет стекать на оплетку в сторону от стыка.
- Снимите сначала оплетку, затем паяльник.
- Отрежьте и выбросьте конец оплетки, покрытой припоем.
Rapid Electronics: оплетка для удаления припоя
После удаления большей части припоя из стыка (-ов) вы можете удалить провод или компонентный провод (подождите несколько секунд, чтобы он остыл).Если соединение не разваливается, легко примените паяльник, чтобы расплавить оставшиеся следы припоя одновременно с разъединением стыка, снятием осторожность, чтобы не обжечься.
Первая помощь при ожогах
Большинство ожогов от пайки, вероятно, будут незначительными, и лечение простое:
- Немедленно охладите пораженный участок под слабой струей холодной воды.
Подержите ожог в холодной воде не менее 5 минут (рекомендуется 15 минут). Если лед легко доступен, это тоже может быть полезно, но не откладывайте первый охлаждение холодной водой. - Не применять кремы или мази.
Ожог лучше заживет без них. Сухая повязка, например, чистый носовой платок, может применяться, если вы хотите защитить участок от грязи. - Обратитесь за медицинской помощью, если ожог охватывает область больше, чем ваша рука.
 Если лед легко доступен, это тоже может быть полезно, но не откладывайте первый охлаждение холодной водой.
Если лед легко доступен, это тоже может быть полезно, но не откладывайте первый охлаждение холодной водой.Для снижения риска ожогов:
- Всегда возвращайте паяльник на подставку сразу после использования.
- Дайте соединениям и компонентам примерно минуту остыть, прежде чем прикасаться к ним.
- Никогда не прикасайтесь к элементу или наконечнику паяльника, если вы не уверены, что он холодный.
Rapid Electronics любезно разрешили мне использовать их изображения на этом веб-сайте, и я очень благодарен за их поддержку. У них есть широкий ассортимент компонентов, инструментов и материалов для электроники, и я рад рекомендую их как поставщика.
Политика конфиденциальности и файлы cookie
Этот сайт не собирает личную информацию.Если вы отправите электронное письмо, ваш адрес электронной почты и любая личная информация будет используется только для ответа на ваше сообщение, оно не будет передано никому. На этом веб-сайте отображается реклама, если вы нажмете на рекламодатель может знать, что вы пришли с этого сайта, и я могу быть вознагражден. Рекламодателям не передается никакая личная информация. Этот веб-сайт использует некоторые файлы cookie, которые классифицируются как «строго необходимые», они необходимы для работы веб-сайта и не могут быть отклонены, но они не содержат никакой личной информации.Этот веб-сайт использует службу Google AdSense, которая использует файлы cookie для показа рекламы на основе использования вами веб-сайтов. (включая этот), как объяснил Google. Чтобы узнать, как удалить файлы cookie и управлять ими в своем браузере, пожалуйста посетите AboutCookies.org.
electronicsclub. info © Джон Хьюс 2020
info © Джон Хьюс 2020
Веб-сайт размещен на Tsohost
.Полное руководство по электронной пайке
Что такое пайка?
Пайка — это соединение двух металлических поверхностей механически и электрически с использованием металла, называемого припоем (произносится как «дерн»). Припой защищает соединение, так что оно не отрывается от вибрации, других механических сил и обеспечивает электрическую непрерывность, поэтому электронный сигнал проходит через соединение без прерывания. Припой расплавляют с помощью паяльника.Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и связываться с металлическими поверхностями.
Ручная пайка — это процесс пайки одного соединения (называемого «паяным соединением») за раз, по сравнению с более автоматизированными процессами пайки в оборудовании для пайки волной припоя или оплавления.
Что нужно для пайки электроники?При пайке электронного разъема в контактную точку (часто называемую «контактной площадкой») обычно требуется следующее:
- Паяльник, достигающий точки плавления припоя
- Проволочный припой с флюсовым сердечником или без него
- Флюс, если проволочный припой не включает сердечник из флюса или если требуется дополнительный флюс
Паяльник — это ручной инструмент, используемый для спайки двух металлических поверхностей вместе.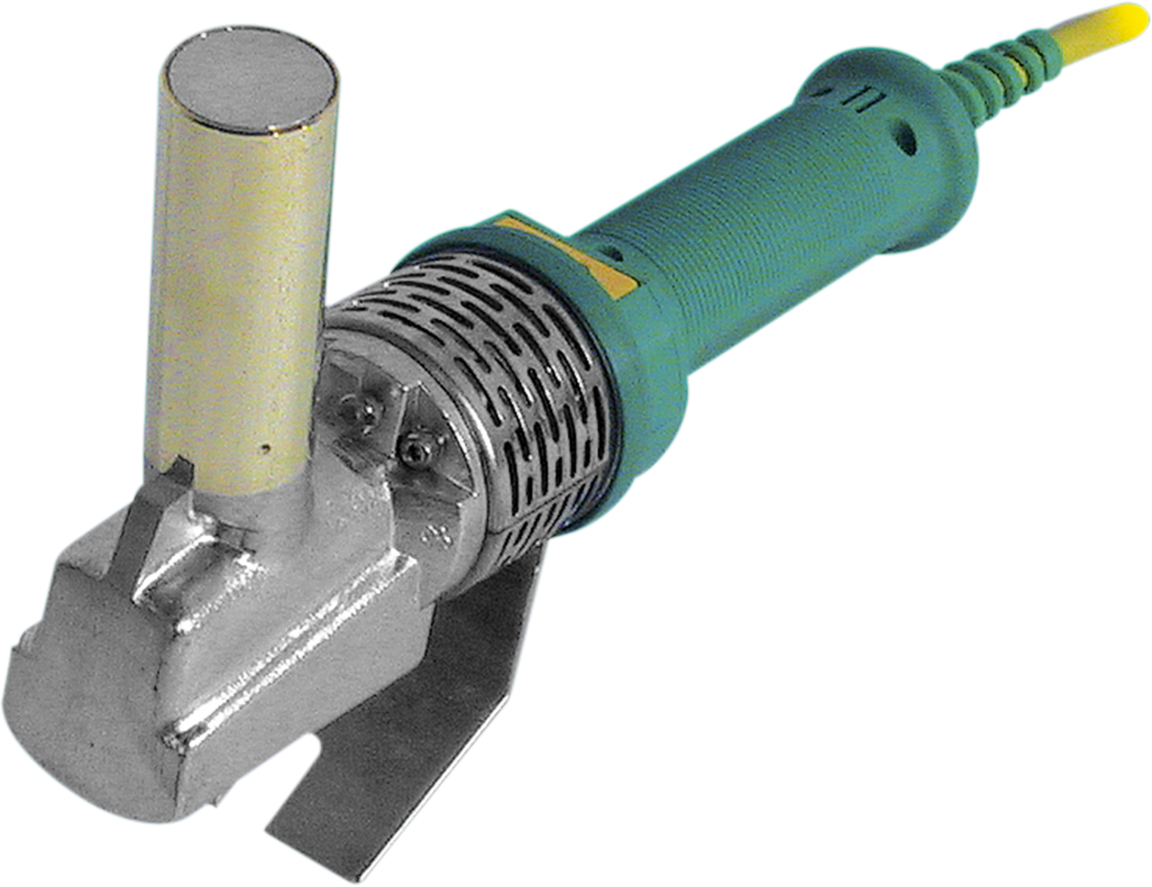 В своей простейшей форме он состоит из металлического наконечника, нагревательного элемента, который доводит наконечник до температуры пайки, изолированной ручки, позволяющей безопасно удерживать паяльник, и вилки для розетки или паяльной станции.
В своей простейшей форме он состоит из металлического наконечника, нагревательного элемента, который доводит наконечник до температуры пайки, изолированной ручки, позволяющей безопасно удерживать паяльник, и вилки для розетки или паяльной станции.
Работа жала паяльника заключается в передаче тепла от нагревательного элемента к предмету. Он имеет медную внутреннюю часть с эффективным и эффективным проводником тепла, железное покрытие для защиты мягкой, склонной к коррозии медь от флюса и припоя и хромоникелевое покрытие, чтобы флюс не смачивал наконечник.
Кроме того, существуют опции, обеспечивающие лучший контроль температуры паяльника и теплового отклика (время, необходимое для повторного нагрева после пайки). Некоторые паяльные наконечники представляют собой металлические вставки, которые упираются в нагревательный элемент, а другие интегрированы с нагревательным элементом в картридже.
Чем отличается паяльник от паяльной станции? На нижнем уровне, наиболее подходящем для любителей, паяльник может подключаться непосредственно к электрической розетке, что не позволяет контролировать температуру паяльника. Просто включено или выключено. С паяльной станцией паяльник подключается к станции для лучшего контроля температуры и других функций, таких как запоминание заданной температуры, блокировка и т. Д.
Просто включено или выключено. С паяльной станцией паяльник подключается к станции для лучшего контроля температуры и других функций, таких как запоминание заданной температуры, блокировка и т. Д.
Несмотря на то, что существует большое количество различных типов припоя, в основном вам необходимо выбирать между свинцовым или бессвинцовым припоем, диаметром проволоки, сердечником или сплошной проволокой и типом флюса.
- Свинец или бессвинцовый — Припой, как правило, представляет собой комбинацию металлов, выбранных из соображений надежности и проводимости.Свинец, часто в сочетании с оловом, был основой электронной пайки с тех пор, как появилась электронная пайка. Свинец имеет относительно низкую температуру плавления, легко смачивается и течет, что делает процесс более быстрым, легким и надежным. Из-за проблем, связанных со свинцом, для окружающей среды и здоровья людей настаивают на переходе на бессвинцовый припой, который часто представляет собой сочетание олова и серебра. Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (более высокое содержание твердых веществ) для достижения тех же характеристик пайки, что и свинцовые припои.Для типичной ручной пайки, если все сделано правильно, надежность должна быть примерно такой же. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, аэрокосмической электроники), существуют опасения по поводу тенденции яркого олова кристаллизоваться и образовывать усы олова, тонкие проволоки из олова, которые могут вырастать из паяных соединений.
Если вы ремонтируете или собираете электронику для использования в США, свинцовым припоем проще всего работать, и он обеспечивает самые надежные паяные соединения. Более низкий нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы.Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовой припое.
Исключением может быть электроника высокой надежности, используемая в аэрокосмической отрасли. В этом случае ознакомьтесь со спецификациями и требованиями конечного пользователя электроники. По-прежнему может потребоваться бессвинцовый припой, или могут существовать исключения, позволяющие использовать свинцовый припой. - Диаметр припоя — Убедитесь, что вы не перепутали припой, предназначенный для водопровода, с припоем для электроники.Проволока для сантехники будет намного толще, диаметром 2 мм и больше. Паяльная проволока для электроники будет тоньше, 1,5 мм или меньше, до 1/2 мм или меньше. Подберите диаметр к размеру паяемых разъемов и контактов. Слишком маленький, вы будете использовать слишком много припоя, а слишком большой может затруднить маневрирование вокруг плотной печатной платы и может увеличить вероятность термического напряжения или даже пайки других компонентов, которые не имеют отношения к вашему ремонту.
- Сердечник из флюса или сплошная проволока — Большинство припоев для проволоки поставляется с сердечником из флюса, поэтому флюс автоматически активируется и течет по зоне пайки, когда припой расплавляется. С ним работать удобнее и эффективнее. Можно использовать сплошную проволоку с добавлением флюса с помощью кисти, дозатора для бутылок или дозатора ручек. Если не требуется очень специфический флюс, который недоступен в качестве припоя для проволоки, обычно рекомендуется припой для проволоки с флюсовым сердечником.
- Тип флюса — Флюс без очистки является хорошим выбором для пайки, когда следует избегать очистки. Легкие остатки можно оставить на доске или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает отличную паяемость в самых разных областях применения.Лучше всего удалить остатки после пайки из соображений эстетики и во избежание коррозии в будущем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA), как правило, можно оставить на печатной плате после пайки, если только эстетика не является проблемой. Водорастворимый флюс (ОА) — очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно счистить остатки водорастворимого флюса, потому что они очень агрессивны.
Вы также можете увидеть варианты «без галогена» или «без галогена». Это для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения по галогенам из-за нормативных или потребительских ограничений. Галогены включают элементы хлор, фтор, йод, бром и астат. Они могут иметь такие компромиссы, как возможность очистки, поэтому, если вам не нужно исключать галогены из вашего процесса, проще использовать стандартные флюсы с галогенами.
 Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (более высокое содержание твердых веществ) для достижения тех же характеристик пайки, что и свинцовые припои.Для типичной ручной пайки, если все сделано правильно, надежность должна быть примерно такой же. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, аэрокосмической электроники), существуют опасения по поводу тенденции яркого олова кристаллизоваться и образовывать усы олова, тонкие проволоки из олова, которые могут вырастать из паяных соединений.
Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (более высокое содержание твердых веществ) для достижения тех же характеристик пайки, что и свинцовые припои.Для типичной ручной пайки, если все сделано правильно, надежность должна быть примерно такой же. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, аэрокосмической электроники), существуют опасения по поводу тенденции яркого олова кристаллизоваться и образовывать усы олова, тонкие проволоки из олова, которые могут вырастать из паяных соединений. Исключением может быть электроника высокой надежности, используемая в аэрокосмической отрасли. В этом случае ознакомьтесь со спецификациями и требованиями конечного пользователя электроники. По-прежнему может потребоваться бессвинцовый припой, или могут существовать исключения, позволяющие использовать свинцовый припой.
Исключением может быть электроника высокой надежности, используемая в аэрокосмической отрасли. В этом случае ознакомьтесь со спецификациями и требованиями конечного пользователя электроники. По-прежнему может потребоваться бессвинцовый припой, или могут существовать исключения, позволяющие использовать свинцовый припой. С ним работать удобнее и эффективнее. Можно использовать сплошную проволоку с добавлением флюса с помощью кисти, дозатора для бутылок или дозатора ручек. Если не требуется очень специфический флюс, который недоступен в качестве припоя для проволоки, обычно рекомендуется припой для проволоки с флюсовым сердечником.
С ним работать удобнее и эффективнее. Можно использовать сплошную проволоку с добавлением флюса с помощью кисти, дозатора для бутылок или дозатора ручек. Если не требуется очень специфический флюс, который недоступен в качестве припоя для проволоки, обычно рекомендуется припой для проволоки с флюсовым сердечником. Его также можно удалить изопропиловым спиртом (IPA). Очень важно счистить остатки водорастворимого флюса, потому что они очень агрессивны.
Его также можно удалить изопропиловым спиртом (IPA). Очень важно счистить остатки водорастворимого флюса, потому что они очень агрессивны.Какой припой использовать: свинец или бессвинцовый?
Если вы ремонтируете или собираете электронику для использования в США, свинцовым припоем проще всего работать, и он обеспечивает самые надежные паяные соединения.Более низкий нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовой припое. Исключением может быть электроника высокой надежности, используемая в аэрокосмической отрасли. В этом случае ознакомьтесь со спецификациями и требованиями конечного пользователя электроники. По-прежнему может потребоваться бессвинцовый припой, или могут существовать исключения, позволяющие использовать свинцовый припой.
Исключением может быть электроника высокой надежности, используемая в аэрокосмической отрасли. В этом случае ознакомьтесь со спецификациями и требованиями конечного пользователя электроники. По-прежнему может потребоваться бессвинцовый припой, или могут существовать исключения, позволяющие использовать свинцовый припой.
Что такое флюс?
Подумайте о флюсе и о добавке для подготовки к процессу пайки.При соединении двух металлических поверхностей вместе с припоем необходимо обеспечить хорошее металлургическое соединение, чтобы паяное соединение не рвалось, а электрическая целостность не изменялась из-за механических, температурных и других нагрузок. Флюс удаляет любое окисление, которое может присутствовать, и слегка травит поверхность, способствуя смачиванию. «Смачивание» — это процесс растекания припоя по поверхности контактов и паяльного жала, что очень важно в процессе пайки.
Какой тип флюса мне использовать? Флюс без очистки — хороший выбор для пайки, когда следует избегать очистки. Легкие остатки можно оставить на доске или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает отличную паяемость в самых разных областях применения. Лучше всего удалить остатки после пайки из соображений эстетики и во избежание коррозии в будущем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA), как правило, можно оставить на печатной плате после пайки, если только эстетика не является проблемой. Водорастворимый флюс (ОА) — очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе.Его также можно удалить изопропиловым спиртом (IPA). Очень важно счистить остатки водорастворимого флюса, потому что они очень агрессивны.
Легкие остатки можно оставить на доске или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает отличную паяемость в самых разных областях применения. Лучше всего удалить остатки после пайки из соображений эстетики и во избежание коррозии в будущем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA), как правило, можно оставить на печатной плате после пайки, если только эстетика не является проблемой. Водорастворимый флюс (ОА) — очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе.Его также можно удалить изопропиловым спиртом (IPA). Очень важно счистить остатки водорастворимого флюса, потому что они очень агрессивны.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Это для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения по галогенам из-за нормативных или потребительских ограничений. Галогены включают элементы хлор, фтор, йод, бром и астат. Они могут иметь такие компромиссы, как возможность очистки, поэтому, если вам не нужно исключать галогены из вашего процесса, проще использовать стандартные флюсы с галогенами.
Они могут иметь такие компромиссы, как возможность очистки, поэтому, если вам не нужно исключать галогены из вашего процесса, проще использовать стандартные флюсы с галогенами.
При пайке простого соединения, например двухпроводного или сквозного вывода, флюса в припое с флюсовым сердечником должно быть достаточно. Для более сложных методов пайки, таких как пайка протаскиванием нескольких выводов на компонент для поверхностного монтажа, может потребоваться добавление дополнительного флюса. Поток активируется и потребляется, когда он изначально вытекает из сердечника. Если припой обработать дальше, например, когда вы протягиваете несколько выводов, вы рискуете получить холодные соединения или перемычки без дополнительного флюса.Хотя кажется, что чем больше, тем лучше, постарайтесь не наносить слишком много флюса. Необходимо удалить лишний флюс, особенно если он не активируется полностью при нагревании до полной температуры пайки.
Сопутствующие товары:
Как нанести дополнительный флюс?Flux можно наносить кислотной кистью, наносить с помощью диспенсера для бутылочек с иглами или диспенсера для ручек. Хотя кажется, что чем больше, тем лучше, постарайтесь не наносить слишком много флюса. Необходимо удалить лишний флюс, особенно если он не активируется полностью при нагревании до полной температуры пайки.
Сопутствующие товары:
Как паять?- Убедитесь, что паяемые поверхности чистые.
- Включите паяльник и установите температуру выше точки плавления припоя. 600–650 ° F (316–343 ° C) — хорошее начало для припоя на основе свинца и 650–700 ° F (343–371 ° C) для бессвинцового припоя.
- Прижмите наконечник к проводу и контактной точке / контактной площадке в течение нескольких секунд. Идея состоит в том, чтобы довести оба до температуры пайки одновременно.
- Прикоснитесь проволокой припоя к выводу и контактной точке / площадке несколько раз, пока припой не потечет вокруг вывода и контакта.
- Осмотрите паяное соединение, чтобы убедиться, что он полностью покрывает контактную поверхность и вывод. Если это сквозной вывод, отверстие должно быть заполнено, а паяные соединения должны иметь форму небольшой пирамиды.
- При необходимости обрежьте провод ножом для резки свинца. Не обрезайте паяное соединение, так как это может повредить соединение.
- При использовании флюса, активированного канифолью, водного флюса или если эстетический вид остатков флюса является проблемой, очистите область с помощью средства для удаления флюса.

Сопутствующие товары:
Насколько сильно нагревается паяльник? 600 ° -650 ° F (316 ° -343 ° C) — хорошее начало для припоя на основе свинца и 650 ° -700 ° F (343 ° -371 ° C) для бессвинцового припоя. Вам нужно, чтобы жало было достаточно горячим, чтобы расплавить припой, но избыточное тепло может повредить компоненты, поскольку тепло распространяется по выводам, и это сократит срок службы жала паяльника.
Осмотрите паяное соединение, чтобы убедиться, что он полностью покрывает контактную поверхность и вывод.На что следует обратить внимание:
- Если это сквозной вывод, отверстие должно быть заполнено, а паяные соединения должны иметь форму небольшой пирамиды.
- Если паяное соединение устанавливается на поверхность, припой должен полностью покрывать контактную площадку и окружать вывод.
- После пайки провод не должен болтаться или покачиваться.
- Припой не должен перетекать или перекрывать другие контактные точки / площадки.
- При использовании припоя на основе свинца паяное соединение должно быть блестящим.К сожалению, бессвинцовые покрытия имеют более тусклый оттенок, поэтому в таком случае это не лучший показатель.
Цель состоит в том, чтобы согласовать форму и размер наконечника с контактной площадкой. Это позволяет максимально увеличить площадь контактной поверхности и максимально быстро нагреть провод и контактную поверхность. Если вы выберете слишком большой наконечник, у вас будет больший объем наконечника для нагрева, что замедлит рекуперацию тепла, время, необходимое для повторного нагрева наконечника после пайки соединения.Это также может повлиять на работу других компонентов и контактных поверхностей. Если вы выберете слишком маленький наконечник, у вас не будет достаточной площади поверхности наконечника, контактирующей с проводом, и площади контакта для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Это позволяет максимально увеличить площадь контактной поверхности и максимально быстро нагреть провод и контактную поверхность. Если вы выберете слишком большой наконечник, у вас будет больший объем наконечника для нагрева, что замедлит рекуперацию тепла, время, необходимое для повторного нагрева наконечника после пайки соединения.Это также может повлиять на работу других компонентов и контактных поверхностей. Если вы выберете слишком маленький наконечник, у вас не будет достаточной площади поверхности наконечника, контактирующей с проводом, и площади контакта для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Убедитесь, что вы используете паяльник и жала, предназначенные для пайки электронных плат. Наконечники, предназначенные для других применений, таких как витражи, сантехника или тяжелые электромонтажные работы, обычно намного больше, чем то, что подходит для электроники.
Жала паяльника бывают самых разных форм, чтобы обеспечить различную геометрию печатных плат:
- Заостренный или конический — Конец жала паяльника входит в точку или вокруг плоской поверхности. Размер определяется диаметром конца, поэтому может быть от 0,1 мм до 1 мм. Эти наконечники обычно используются, когда требуется высокая точность, например, с очень тонкими безвыводными компонентами для поверхностного монтажа. Они могут быть длинными для большей досягаемости в плотной конструкции платы или более короткими микровыступами для уменьшения количества металла наконечника, который необходимо нагреть.Это может улучшить рекуперацию тепла. Концы наконечников также можно согнуть, чтобы не мешать другим компонентам или областям контакта.
- Лезвие или нож — Наконечник лезвия обычно используется для плавной пайки, когда припой протягивается через несколько контактных площадок. Это обычное явление при пайке компонентов технологии поверхностного монтажа (SMT). Размер измеряется по длине лезвия и может составлять 6,3 мм (1/4 дюйма) или больше.
- Зубило или отвертка — Зубило позволяет нагревать большую площадь контакта, что очень удобно для сквозных паяных соединений. Длина может быть разной, а также может быть гнутой, как с коническим наконечником. Размер в основном определяется как длина плоского участка, но глубина или толщина кончика также могут варьироваться. Они могут быть такими маленькими, что выглядят почти как острие, размером менее 1 мм и шириной от 5 до 6 мм.
- Bevel — Наконечник со скошенной кромкой имеет плоский овальный конец, расположенный под углом. Представьте себе металлический стержень, который представляет собой поперечное сечение под углом. Размер определяется диаметром стержня или вала, а иногда и углом скоса.Фаска может быть от 1 мм до 4 мм или больше.
- Наконечники Flow — Наконечники Flow похожи по конструкции на скошенные, но вместо плоской поверхности это небольшое углубление или чашечка. Его также называют «мини-волнообразным наконечником», и он обычно используется для пайки волной, как описано выше.
 Размер определяется диаметром конца, поэтому может быть от 0,1 мм до 1 мм. Эти наконечники обычно используются, когда требуется высокая точность, например, с очень тонкими безвыводными компонентами для поверхностного монтажа. Они могут быть длинными для большей досягаемости в плотной конструкции платы или более короткими микровыступами для уменьшения количества металла наконечника, который необходимо нагреть.Это может улучшить рекуперацию тепла. Концы наконечников также можно согнуть, чтобы не мешать другим компонентам или областям контакта.
Размер определяется диаметром конца, поэтому может быть от 0,1 мм до 1 мм. Эти наконечники обычно используются, когда требуется высокая точность, например, с очень тонкими безвыводными компонентами для поверхностного монтажа. Они могут быть длинными для большей досягаемости в плотной конструкции платы или более короткими микровыступами для уменьшения количества металла наконечника, который необходимо нагреть.Это может улучшить рекуперацию тепла. Концы наконечников также можно согнуть, чтобы не мешать другим компонентам или областям контакта. Длина может быть разной, а также может быть гнутой, как с коническим наконечником. Размер в основном определяется как длина плоского участка, но глубина или толщина кончика также могут варьироваться. Они могут быть такими маленькими, что выглядят почти как острие, размером менее 1 мм и шириной от 5 до 6 мм.
Длина может быть разной, а также может быть гнутой, как с коническим наконечником. Размер в основном определяется как длина плоского участка, но глубина или толщина кончика также могут варьироваться. Они могут быть такими маленькими, что выглядят почти как острие, размером менее 1 мм и шириной от 5 до 6 мм.Сопутствующие товары:
Можно установить максимальную температуру нагрева для ускорения пайки?
В пайке, как и во всем остальном, главное — скорость. Операторы увеличивают температуру пайки, чтобы ускорить отвод тепла.Это позволяет им быстрее переходить от одного паяного соединения к другому. Уловка — чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреться до 900 ° F, но 750 ° F — это самый высокий уровень, который вам нужен для бессвинцового провода. Дополнительный нагрев может также излишне нагружать компоненты, увеличивая вероятность выхода печатной платы из строя в дальнейшем. Почему припой стекает с жала?
Операторы увеличивают температуру пайки, чтобы ускорить отвод тепла.Это позволяет им быстрее переходить от одного паяного соединения к другому. Уловка — чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреться до 900 ° F, но 750 ° F — это самый высокий уровень, который вам нужен для бессвинцового провода. Дополнительный нагрев может также излишне нагружать компоненты, увеличивая вероятность выхода печатной платы из строя в дальнейшем. Почему припой стекает с жала? Это признак того, что паяльное жало необходимо очистить, так что это «холодное» жало (хотя оно все еще очень горячее, так что не трогайте!).Когда флюс и окисление накапливаются с течением времени, тепло не передается так эффективно, и припой не смачивается и не течет по наконечнику должным образом. Припой будет плавиться, но просто стечь с кончика. Это затрудняет переход к пайке вокруг контактных участков так, как вам это может понадобиться.
Как почистить паяльник? Паяльные станции обычно поставляются с губкой и / или латунной площадкой «brillo». Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника.Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге отварится и станет непригодным для использования (но не обязательно безвозвратно). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она сделана из натуральной целлюлозы (например, губки Plato). Синтетические губки плавятся на жало паяльника и могут сократить срок его службы. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут накапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы она не промокла.Слишком много воды может увеличить термическое напряжение наконечника и замедлить восстановление наконечника.
Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника.Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге отварится и станет непригодным для использования (но не обязательно безвозвратно). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она сделана из натуральной целлюлозы (например, губки Plato). Синтетические губки плавятся на жало паяльника и могут сократить срок его службы. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут накапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы она не промокла.Слишком много воды может увеличить термическое напряжение наконечника и замедлить восстановление наконечника.
Когда жало паяльника почернело от запекания флюса и больше не смачивается должным образом, пришло время для очистки инструментов в крайнем случае. Тонировщик для наконечников (Plato # TT-95) представляет собой комбинацию бессвинцового припоя и очистителя. Пока паяльник нагревается до полной температуры, обваляйте его в растворителе для жала. По мере того, как вы катите его, он должен измениться с черного на блестящий серебристый, поскольку запеченный флюс будет счищен.Затем сотрите излишки красителя с жала и сетчатки с помощью проволочного припоя. Не позволяйте названию ввести вас в заблуждение — «средство для чистки наконечников» не предназначено для того, чтобы оставлять их на наконечнике.
Пока паяльник нагревается до полной температуры, обваляйте его в растворителе для жала. По мере того, как вы катите его, он должен измениться с черного на блестящий серебристый, поскольку запеченный флюс будет счищен.Затем сотрите излишки красителя с жала и сетчатки с помощью проволочного припоя. Не позволяйте названию ввести вас в заблуждение — «средство для чистки наконечников» не предназначено для того, чтобы оставлять их на наконечнике.
Также доступны полировальные стержни, которые используются для очистки наконечника от остатков флюса. Это следует использовать только в крайнем случае, потому что вы будете удалять железо вместе с пригоревшим флюсом. Как только на наконечнике появляются точечные дефекты, настоящие дыры в утюге, пора заменять.
Сопутствующие товары:
Что лучше для чистки жала паяльника — латунная «губка» или губка?Как и все остальное, у каждого есть свои плюсы и минусы:
Латунный очиститель наконечников- Pro-Быстрый и простой в использовании, не требует пропитки водой и не подвергает жало паяльника термическому удару.
- Con — Абразивен, хотя латунь на конце наконечника мягче железа. Он имеет больше склонности к царапинам на хромированном покрытии, что не позволяет припою намокать наконечник. Это может привести к появлению коррозии под покрытием, сокращая срок службы наконечника.

Не забудьте использовать проталкивающие движения с помощью латунного очистителя наконечников. Протирание поверхности увеличивает вероятность разбрасывания расплавленного припоя.
Целлюлозная губка- Pro — это эффективный и быстрый способ очистки жала.Они имеют разные отверстия или прорези, чтобы сделать это еще быстрее и проще, а также для предотвращения выброса расплавленного припоя.
- Con — Охлаждает наконечник, поэтому требуется повторный нагрев наконечника. Это также может привести к термическому удару насадки, особенно если губка слишком пропитана. Это может сократить срок службы наконечника из-за микротрещин в металлическом покрытии.
 Целлюлоза — это натуральный материал, получаемый из древесной массы.Он не расплавится и не повредит жало паяльника, как синтетическая губка. Губка не должна быть мокрой, а только слегка влажной. После насыщения деионизированной (ДИ) водой тщательно отожмите. Рекомендуется использовать деионизированную воду для предотвращения накопления минералов на жало паяльника. После очистки жала паяльника не забудьте растопить небольшое количество припоя на конце жала. Это предотвращает коррозию рабочего конца наконечника, который является железом, под воздействием воздуха в течение определенного периода времени.Сопутствующие товары: Следует ли счистить весь припой с жала паяльника после того, как я закончу пайку? Перед тем, как положить паяльник обратно в держатель, принято протирать его. Это обнажит необработанное железо на рабочем конце наконечника, которое начнет ржаветь на открытом воздухе. Добавьте в смесь остаточный флюс, и у вас будет преждевременно изъеденное паяльное жало.
Целлюлоза — это натуральный материал, получаемый из древесной массы.Он не расплавится и не повредит жало паяльника, как синтетическая губка. Губка не должна быть мокрой, а только слегка влажной. После насыщения деионизированной (ДИ) водой тщательно отожмите. Рекомендуется использовать деионизированную воду для предотвращения накопления минералов на жало паяльника. После очистки жала паяльника не забудьте растопить небольшое количество припоя на конце жала. Это предотвращает коррозию рабочего конца наконечника, который является железом, под воздействием воздуха в течение определенного периода времени.Сопутствующие товары: Следует ли счистить весь припой с жала паяльника после того, как я закончу пайку? Перед тем, как положить паяльник обратно в держатель, принято протирать его. Это обнажит необработанное железо на рабочем конце наконечника, которое начнет ржаветь на открытом воздухе. Добавьте в смесь остаточный флюс, и у вас будет преждевременно изъеденное паяльное жало. Перед тем, как сделать перерыв или остановиться на день, сотрите остаточный флюс, припой и сетчатку, нанеся свежий припой на конец наконечника. Что можно сделать, чтобы продлить срок службы паяльного жала?
Перед тем, как сделать перерыв или остановиться на день, сотрите остаточный флюс, припой и сетчатку, нанеся свежий припой на конец наконечника. Что можно сделать, чтобы продлить срок службы паяльного жала? С момента перехода от свинца к бессвинцовым припоям частой жалобой был короткий срок службы наконечников. Более высокий нагрев, необходимый для бессвинцовых припоев и флюса с большей активностью, приводит к более быстрому выгоранию наконечника. Часто наконечники чернеют, а припой просто стекает с конца наконечника. Его также называют «холодным наконечником», но старайтесь не прикасаться к нему голыми пальцами!
Жала имеют медный сердечник, который передает тепло от нагревательного элемента к рабочему концу (наконечнику жала).Поскольку медь очень мягкая и легко корродирует и изнашивается, для покрытия меди используются другие металлы, включая внешний слой железа. Хотя железо очень твердое, со временем оно все равно подвергнется коррозии. Кроме того, его можно покрыть флюсом и другими грунтами, которые могут вызвать обезвоживание. Коррозия и обезвоживание замедлят пайку и в конечном итоге потребуют утилизации жала. Хотя все наконечники будут выброшены в мусорное ведро, оператор может предпринять несколько шагов, чтобы продлить срок службы наконечников:
Коррозия и обезвоживание замедлят пайку и в конечном итоге потребуют утилизации жала. Хотя все наконечники будут выброшены в мусорное ведро, оператор может предпринять несколько шагов, чтобы продлить срок службы наконечников:
- Убавить огонь
- Правильно очистить наконечник
- Лужить жало паяльника
- Используйте специальные инструменты для очистки
Если оставить паяльную станцию более чем на 5 минут, выключите ее.Когда вы оставляете станцию включенной, жало остается при температуре пайки, что еще больше сокращает срок службы жала. Современное паяльное оборудование нагревается до температуры пайки за секунды, поэтому экономия времени не стоит сокращения срока службы жала.
Сопутствующие товары:
Когда следует выбрасывать старое паяльное жало?
Когда наконечник черный и влажный (припой не налипает на него), это называется «холодным наконечником», его обычно можно очистить и использовать снова. Как только появится точечная коррозия и видимая коррозия, пришло время заменить насадку. Снаружи жало паяльника покрыто железом поверх теплопроводящей меди. Это защищает мягкую, подверженную коррозии медь от агрессивных флюсов. Как только флюс проходит через ямы через железное покрытие, наконечник быстро разъедается.
Снаружи жало паяльника покрыто железом поверх теплопроводящей меди. Это защищает мягкую, подверженную коррозии медь от агрессивных флюсов. Как только флюс проходит через ямы через железное покрытие, наконечник быстро разъедается.
Остатки флюса могут вызвать рост дендритов и коррозию на сборках печатных плат, поэтому убедитесь, что вы используете передовые методы, и очистите плату.В конце концов, компоненты были заменены, а излишки припоя удалены…
- Тщательно очистите поверхность качественным средством для удаления флюса.
- Наклоните доску под углом, чтобы очиститель и остатки стекали.
- При необходимости используйте щетку из конского волоса или безворсовую салфетку, чтобы аккуратно протереть печатную плату, а затем промойте ее.
- При использовании салфетки убедитесь, что она не оставляет волокон на печатной плате, что может вызвать проблемы в дальнейшем.

Это необязательный шаг для флюса без очистки, но все же хорошая идея для густонаселенных плат или плат высокого напряжения.Это абсолютно необходимо, независимо от типа флюса, если после ремонта вы планируете нанести защитное покрытие.
Сопутствующие товары:
10 советов по хорошей пайке- Начните с чистой поверхности.
- Подберите размер припоя для проволоки к тому, что вы паяете.
- Подберите жало паяльника к тому, что вы паяете.
- Тщательно выбирайте припой и флюс.
- Держите наконечник чистым и луженым.
- Выберите температуру пайки, достаточно высокую для эффективного плавления припоя, но не слишком высокую.
- Удерживайте жало паяльника на выводе и контактной точке / контактной площадке, пока оба не нагреются до температуры.
- Нанесите достаточно припоя, чтобы покрыть контактную площадку и окружить провод.
- При необходимости обрежьте выводы острым ножом для резки проводов и не задевайте паяное соединение.
- Удалите остатки флюса в зоне пайки с помощью качественного съемника флюса.

Сопутствующие товары:
.Как выбрать паяльник для полипропиленовых труб для дома?
Полипропиленовые трубы постепенно вытесняют традиционные металлические изделия. Их популярность обуславливается низкой стоимостью, простотой монтажа, ремонтопригодностью. Собрать водопровод самостоятельно может большинство домашних мастеров. Разрезать полипропилен намного проще, чем металл, а для соединения отрезков не потребуется громоздкое оборудование — достаточно купить компактный паяльник. Устройство быстро прогревает концы труб, что обеспечивает возможность соединения отдельных участков при помощи фитингов.
Благодаря использованию полипропиленовых труб, легко обустроить водопровод любой конфигурации. Создание схемы любой сложности не составит труда. Именно поэтому паяльник для полипропиленовых труб используется не только профессиональными сантехниками, но и практичными хозяевами.
Особенности эксплуатации паяльника
Официальное название оборудования — сварочный аппарат. Однако в народе его называют паяльником по аналогии режима работы или утюжком из-за специфической формы. Рабочая часть разогревается до 300 °С, раскаляет насадки-матрицы, расположенные с двух сторон.
Одна матрица отвечает за разогрев наружной части трубы, вторая — за прогрев внутренней части фитинга. Оба элемента удерживаются на паяльнике одновременно, затем быстро стыкуются. Полипропилен остывает, образуя прочное неразъемное соединение. Так соединяются все отрезки трубопровода. Большинство моделей оснащается подставкой, поэтому паяльник можно установить, проводить пайку на рабочем столе. Так снижается нагрузка на мастеров, обеспечивается комфорт во время работы.
На весу остается только соединить только те стыки труб, которые располагаются в труднодоступных местах. Тогда устройство снимается с подставки, пайка осуществляется в месте прокладки трубопровода. Чтобы исключить ожоги, мастер удерживает прибор за ручку. Однако оборудование достаточно громоздкое, удерживать его на весу не всегда удобно. Именно поэтому оно чаще используется для стационарной работы, а готовые участки трубопровода укладываются в соответствии со схемой.
Тогда устройство снимается с подставки, пайка осуществляется в месте прокладки трубопровода. Чтобы исключить ожоги, мастер удерживает прибор за ручку. Однако оборудование достаточно громоздкое, удерживать его на весу не всегда удобно. Именно поэтому оно чаще используется для стационарной работы, а готовые участки трубопровода укладываются в соответствии со схемой.
Еще одной разновидностью сварочного аппарата является цилиндр, на котором закреплены матрицы. Несомненным плюсом подобных моделей является возможность закрепить насадки в любом положении: на концах или в средней части цилиндра. Благодаря конструктивным особенностям обеспечивается возможность работать с самыми сложными участками, включая места с затрудненным доступом, прилегающие близко к стене, наличием всевозможных препятствий, сложной геометрии помещения. Сам инструмент отличается компактностью, поэтому его легко завести в любое место. Подобные модели оснащаются шнуром не менее двух метров, что обеспечивает возможность для мастера свободно перемещаться по рабочей зоне.
При соблюдении технологии пайки, наличии хорошего сварочного аппарата, получаются надежные, а срок использования трубопровода может превышать 100 лет. Однако прежде, чем начать разбираться в самом процессе, стоит выбрать подходящий паяльник.
Рекомендации по выбору паяльного оборудования
Перед покупкой оборудования важно определить для себя, как часто вы планируете его использовать, трубы какого объема будете паять, какой максимальный уровень нагрева необходим. Определившись с основными моментами, можно переходить к основным техническим показателям:
- Мощность — все оборудование для сварки полипропиленовых труб, стоит разделить на две большие категории. Паяльники мощностью до 1000 Вт оснащены одним нагревательным элементом, поэтому перед началом работы потребуется немного подождать. Оборудование с мощностью до 2000 Вт оснащается двумя ТЭНами. В зависимости от того, будет подключен один или два нагревательных элемента, изменяется время прогревания оборудования. Для профессионального использования требуется высокая скорость, поэтому стоит остановиться на более мощных моделях. Для домашнего мастера, решившего заменить трубопровод самостоятельно, будет достаточно паяльника с одним нагревательным элементом.
- Диаметр пайки. В зависимости от назначения, полипропиленовые трубы бывают разного диаметра. Для создания трубопровода различного назначения необходимо, чтобы в комплекте паяльника были матрицы нужного размера. Чем больше количество насадок, тем шире сфера применения оборудования. Наличие матриц с диаметром 20-63 мм позволяет работать с водопроводом, а также системой отвода стоков в квартире. Для более широкого использования оснащения, стоит приобрести профессиональную модель, диаметр насадок в которой будет достигать 110 мм.
- Максимальная температура нагрева большинства паяльников варьируется в пределах 260-300 °С. При выборе инструмента важно учитывать не только максимальный показатель, но и возможность регулировки нагрева. Удобно, когда есть возможность установить температуру от 50 °С, подстраивая степень нагрева инструмента под материалы, которые требуется сварить. Например, полиэтиленовая труба отлично плавится при температуре 200 °С, тогда как полипропиленов необходимо минимум 260 °С.
 Для профессионального использования требуется высокая скорость, поэтому стоит остановиться на более мощных моделях. Для домашнего мастера, решившего заменить трубопровод самостоятельно, будет достаточно паяльника с одним нагревательным элементом.
Для профессионального использования требуется высокая скорость, поэтому стоит остановиться на более мощных моделях. Для домашнего мастера, решившего заменить трубопровод самостоятельно, будет достаточно паяльника с одним нагревательным элементом.Выбирая паяльник, стоит обратить внимание на наличие дополнительных элементов. Дополнительный комфорт эксплуатации обеспечивает наличие световой индикации питания, уровня нагрева. Профессиональные паяльники оснащаются специальным дисплеем, позволяющим установить температуру подогрева на выбранном уровне. Это обеспечивает несомненный плюс, по сравнению с более дешевыми моделями, поскольку в последних уровень прогрева рабочей части определяется мастером интуитивно.
Модели, оснащенные встроенным термостатом, более экономичны в использовании, способны поддерживать температуру на одном уровне, периодически отключая нагревательные элементы. Более дешевые паяльники приходится периодически отключать от сети самостоятельно. Это не всегда удобно, постоянно отвлекает от резки, монтажа, сварки трубопровода.
Популярные бренды
Когда основные критерии покупки определены, возникает вопрос о выборе производителя. Домашние мастера и профессионалы интересуются, стоит ли переплачивать за бренд, можно ли приобрести хороший паяльник, у не раскрученной компании. Ниже представлены производители, чей инструмент пользуется широкой популярностью.
Rothenberger европейский производитель, занимающий ведущие позиции в сфере выпуска специализированного оснащения для строительства, производства. Его продукция востребована среди домашних мастеров, частных сантехников, крупных строительных организаций, управляющих компаний, обслуживающих многоквартирные дома. Ассортимент производителя отличается разнообразием. В нем представлено все: от паяльника для домашнего мастера, до высокотехнологичных сварочных аппаратов, стоимость которых достигает десятков тысяч.
Gerat специализируется на выпуске оснащения для слесарных, сантехнических работ. Бренд появился относительно недавно, но сумел быстро завоевать сердца профессионалов и любителей. Демократичная стоимость, универсальность оснащения обеспечивает возможность использовать паяльники производителя в самых разных сферах.
Valfex — компания начинала работу, как производитель пластиковых труб, фитингов, прочих аксессуаров для создания трубопроводов из полимеров. Сегодня предприятие предлагает и широкий комплект оборудования для монтажа. В ассортименте представлены любительские модели, а также профессиональные наборы с богатым комплектом насадок, упакованные в практичный кейс.
Представленные выше производители работают в области сантехнических приборов, аксессуаров, оборудования. Однако паяльники для монтажа полипропиленовых труб выпускают и компании, разрабатывающие электроинструмент. Выбирая оборудование таких торговых марок PATRIOT, Энкор, Калибр легко подобрать недорогую, но качественную модель.
Какой паяльник выбрать
Планируя приобретение оборудования для домашнего использования, не стоит тянуться за дорогостоящим паяльником с огромным количеством насадок. Чтобы самостоятельно собрать трубопровод на даче или в квартире, достаточно недорогой любительской модели. Серьезные вложения будут оправданы только в том случае, когда вы планируете сделать монтаж трубопровода своей профессией.
Предложенное ниже видео поможет определиться с оптимальным вариантом.
Как правильно выбрать паяльник для сварки ПП труб, виды паяльников
Для сварки полипропиленовых труб используют специальный инструмент — двусторонний паяльник или, как его еще называют — утюг для спайки. Устройство отличается простотой конструкции, состоит из нагревательного элемента, рукояти и блока регулировки. Процесс сварки включает несколько этапов:
- Аппарат нагревает насадки до определенной температуры.
- Мастер прикладывает концы труб к паяльнику, выдерживает несколько секунд.
- Соединяет разогретые трубы между собой. После остывания получает качественный герметичный шов.
Для создания систем водо- или теплоснабжения применяют различные виды устройств. Для того чтобы выбрать оптимальный для себя прибор, необходимо учесть ряд нюансов, главные из них — это производительность и сфера применения.
Виды паяльников
Для производства ремонтно-строительных работ используются две разновидности паяльников: ручные и механические (электрогидравлические). Ручной аппарат отличается компактностью, применяется как в домашних условиях, так и в промышленных. Не требует особых навыков обращения, однако при покупке следует учитывать, что с помощью этого устройства можно соединять трубы диаметром не более 125 мм.
Ручные паяльники бывают двух типов: мечевидные и цилиндрические. Модели отличаются формой, принцип работы же одинаковый. В основном в комплекте идут 2 вида насадок. Их, как правило, достаточно для создания систем водоснабжения и отопления в домашних условиях. Есть в продаже паяльники с насадками, рассчитанными на 3 и более диаметра труб, однако их стоимость значительно выше. Фиксируются насадки легко, с помощью шестигранного ключа.
Механические агрегаты предназначены для спайки труб больших диаметров, применяются в промышленных условиях. В таких устройствах прижим выполняется электрогидравлическим приводом, сила прижима контролируется с помощью динамометра. Механические паяльники относятся к профессиональному оборудованию, для работы с ними необходим навык.
Критерии выбора
При покупке паяльника для соединения ПП труб, необходимо обратить внимание на следующие аспекты:
- Вид устройства — ручной прибор или механический. Для создания систем водоснабжения и отопления в частном доме оптимальным решением станет ручная модель.
- Тефлоновое покрытие — при наличии такой поверхности пластик не прилипает к нагретым элементам, трубы легко снимаются.
- Мощность агрегата. Для бытового «утюга» достаточным будет показатель в 850 Вт, однако, если предстоит выполнить большой объем работ, то лучше приобрести устройство мощностью 1-1,2 кВт.
- Температура — качество шва зависит от устойчивой температуры, стандартом является показатель — 260 °С.
- Комплектность. Обычно в ручных приборах в комплект входит 2 пары насадок, обратите внимание рассчитаны ли они на те виды труб, с которыми предстоит работать.
- Производитель — известные бренды заботятся об имидже компании, поэтому контролируют качество продукции. Наиболее популярные —Candan, Sturm, Dytron, Valtec. Также желательно ознакомиться с отзывами покупателей.
- Качество сборки.
При выборе модели, исходите из предстоящего объема работ. Если необходимо выполнить ремонт или разово создать систему водоснабжения, то можно отдать предпочтение простой модели с определенными насадками. Если же устройство приобретается для регулярной работы, то стоит купить полный комплект высокого качества.
Рекомендуем
В чем разница между электрическим припоем и медным водопроводным припоем?
Автор Майлз Будимир
Старший редактор, WTWH Media
Пайка электрической платы с помощью паяльника и электрического припоя.
Пайка — это метод, используемый для соединения двух отдельных металлов с использованием другого металла (или металлического сплава) с низкой температурой плавления. Источник тепла, такой как паяльник, повышает температуру соединяемых двух металлов.Когда припой соприкасается с нагретыми металлами, он плавится. Расплавленный припой растекается по металлам и быстро затвердевает, связывая их друг с другом.
Этот плавящийся металлический сплав, сам припой, бывает разных видов в зависимости от предполагаемого использования. Таким образом, припой для электротехники отличается от припоя, используемого, например, для медной сантехники. Исторически свинец был обычным компонентом припоя из-за его относительно низкой температуры плавления. Другие сопутствующие металлы, часто встречающиеся в припое, — это олово, медь и серебро.
Припой можно разделить на две категории; припои на основе свинца (обычно комбинация свинца и олова) и новые бессвинцовые припои, в которых олово используется вместе с другими металлами, такими как серебро, медь, висмут или сурьма.
Электрические припои имеют более низкую температуру плавления (около 360 ° F), в то время как припои, используемые в сантехнике, имеют более высокие температуры плавления, обычно значительно превышающие 400 ° F. Вот почему электрическая пайка может выполняться с помощью паяльника, в то время как в большинстве случаев пайки в сантехнике используется газовая горелка для нагрева металлов.Электрические припои, как правило, имеют меньшую толщину, что означает, что они плавятся быстрее, в отличие от водопроводных припоев, которые обычно имеют большую толщину и для плавления требуется больше тепла.
В водопроводах существует еще одно различие в том, используются ли трубы для канализации или для питьевой воды. Для первых приемлем припой на основе свинца. Тем не менее, большинство местных норм и правил требуют использования бессвинцового припоя для всех соединений водопровода с питьевой водой.
Возможно, ключевое различие между электрическим припоем и водопроводным припоем заключается в типе флюса, используемого в каждой области применения.Флюс используется для очистки соединяемых металлов, удаления окислов и предотвращения их образования. Флюс также способствует смачиванию, помогая припою течь и легче сцепляться с металлами.
Обычно электрический припой содержит канифольный сердечник; В припое для сантехники используется флюс на кислотной основе. Поэтому не рекомендуется использовать водопроводный припой для электрических соединений, потому что кислота во флюсе может повредить проводку и привести к сбою соединения.
[Руководство] Как паять медную трубу с водой в ней
Вам понадобится следующее: бессвинцовый припой, бессвинцовый флюс, подходящие щетки для подгонки, абразивная ткань или наждачная бумага, инструмент для развертывания, резаки для медных труб, измерительная лента, пропан или бутан, горелка, медные трубки и фитинги, а также сухая и влажная тряпка.Минимальное защитное снаряжение — это перчатки, огнетушитель и классы безопасности. При пайке вблизи любых горючих материалов рекомендуется использовать огнестойкий тепловой экран.Направляющая
Враг номер один в обеспечении герметичного профессионального соединения — это вода. Удалите как можно больше воды, согнув трубку вниз. Если стоячая вода все еще осталась, вы можете использовать горелку, чтобы вскипятить ее. Определите необходимую длину трубки с помощью измерительной ленты и отрежьте ее до нужной длины с помощью ножниц.
Перед тем, как приступить к проекту, рекомендуется потренировать несколько суставов. Это позволит вам освоиться с нагревом, припоем и техникой. Просто помните, чтобы не расстраиваться, и что подготовка — самая важная часть. Если вы потратите время на то, чтобы высохнуть, почистить и правильно обработать флюсом, соединение будет иметь значение между соединением, которое протекает, и соединением, которое прослужит всю жизнь.
На внутренней стороне трубы от ножниц образуется заусенец, который может вызвать турбулентный поток и преждевременный износ меди и фитингов.Важно удалить этот заусенец с помощью расширителя внутренней трубки. Любые соприкасающиеся друг с другом медные поверхности необходимо очистить и обработать флюсом. Трубку очищают абразивной тканью, а фитинг или охватывающий конец очищают подходящей щеткой. Это три четверти дюйма из меди, поэтому будет использоваться щетка размером три четверти дюйма. Вы ищете блестящую голую медь. Осторожно, не касайтесь чистой медной поверхности, так как масло с ваших перчаток или рук загрязнит соединение.Чистой тканью можно стереть медную пыль.
Нанесите флюс на все сопрягаемые поверхности тонким ровным слоем. Прежде чем приступить к работе, вытащите небольшое количество припоя. Равномерно нагрейте фитинг. Припой будет следовать за нагревом. Вот почему важно нагреть подходящее или охватывающее соединение, чтобы припой втягивался в фитинг за счет капиллярного действия. Используйте медную трубку, а не пламя, чтобы расплавить припой. Каждые несколько секунд проверяйте, достаточно ли горячая медь, постукивая припоем по стыку.Будьте осторожны, чтобы не перегреть фитинг, так как это приведет к сгоранию флюса, из-за чего припой не будет течь должным образом.
Практическое правило — использовать такое же количество припоя, как диаметр паяемой трубы на стык. Это три четверти дюйма из меди, поэтому каждое соединение должно занимать три четверти дюйма припоя. После того, как стыки будут завершены. Дайте меди остыть естественным образом. Слишком быстрое охлаждение соединений может привести к поломке припоя. После того, как медь остынет естественным образом, протрите стык влажной тканью.Это удалит остатки флюса с трубы и фитингов. Если не протереть стык, участок с остатками флюса станет зеленым. Это также прекрасное время для осмотра суставов.
Распространенные ошибки
Первый пример даст тот же результат, если будет использовано слишком много тепла, недостаточно флюса или правильно очищенные фитинги. Вторая наиболее распространенная ошибка заключается в использовании пламени для плавления припоя вместо использования нагретой меди.
Советы профессионалов
Перед тем, как приступить к проекту, рекомендуется потренировать несколько суставов.Это позволит вам освоиться с нагревом, припоем и техникой. Просто помните, чтобы не расстраиваться, и что подготовка — самая важная часть. Если вы потратите время на то, чтобы высохнуть, почистить и правильно обработать флюсом, соединение будет иметь значение между соединением, которое протекает, и соединением, которое прослужит всю жизнь.
Как паять медную трубу — FAQ
Насколько сложно припаять медную трубу?
Медь — довольно надежный материал. Многие используют такие трубы для решения различных задач.Важно знать и уметь создать надлежащее паяное соединение между медной трубой, коленами и фитингами. Чтобы начать пайку медных труб, лучше узнать больше о методах и информации о том, как это сделать. Если вы планируете пайку мягким и твердым припоем, вам следует начать с очистки от оксидов. Просто вы делаете металлическую поверхность оголенной и готовой к пайке. Существуют различные варианты очистки, в том числе чистящая флисовая безметалловая ткань, наждачная бумага с правильным зерном или кольцо.Также можно использовать круглые щетки из латуни или нержавеющей стали с щетиной.
При работе с медной трубкой обычно используют капиллярную технику при пайке мягким или твердым припоем. Следовательно, паяльный зазор должен быть, с одной стороны, равномерным. С другой стороны, возникает капиллярный эффект, когда припой проходит через зазор между трубами, когда его нужно припаять против силы тяжести. Таким образом, вам не составит большого труда паять медные трубы, когда у вас есть все необходимое оборудование и материалы.
Почему припой не прилипает к медной трубе?
Есть разные причины, по которым припой может не приставать там, где он нужен. Одна из причин — срок службы припоя. Если он слишком старый, вы не получите такого же эффекта. Также следует позаботиться о жало паяльника и регулярно его чистить. Вы можете не получить достаточную температуру из-за окисления железа.
Если вы хотите соединить медные трубы, вам нужна рабочая температура. Если он упадет, вы не сможете выполнить свою задачу.Более того, могут быть термочувствительные компоненты, которым требуется больше времени для пайки. Паяльник следует чистить часто. Можно даже потереть горячую влажную губку. Сильные окисления можно удалить наждачной бумагой или шлифовальной губкой. Они легко справляются с грязью и ржавчиной.
Другой вариант — использовать смазку для пайки на плате. Вы также можете использовать немного воды там, где будете выполнять пайку, и очистить ее щеткой. Иногда нужно просто получить новый флюс и не тратить время и силы на попытки оживить старый.В настоящее время очень легко получить различные типы флюсов.
Вам нужен флюс для пайки медных труб?
Для пайки мягким припоем вам понадобится паяльная паста или флюс, а также припой (полный припой без флюса, особенно при пайке труб с питьевой водой). При подготовке трубы к пайке необходимо очистить медную трубу и плотно прилегать (внутри). Это можно сделать с флисом. Затем медная труба шлифуется по всей длине с помощью флиса до металлической отделки.Фурнитура отполирована и соответственно очищена изнутри.
После этого наносите флюс. В большинстве случаев это своего рода паста. Это относится только к внешней стороне медной трубы, то есть не внутри фитинга. Убедитесь, что он нанесен равномерно.
Повреждает ли флюс медные трубы?
На рынке можно найти различные флюсы, и все они подходят для пайки. Однако, когда вы имеете дело с медными трубами, все не так просто. Большинство из них содержат кислотные компоненты, которые могут вызвать коррозию.Поэтому после пайки флюс необходимо тщательно очистить.
Один из вариантов — использовать водорастворимый флюс. Они не такие кислые и легко смываются водой. Даже после такой очистки рекомендуется протирать область нанесения флюса тряпкой.
Плохо ли портится флюс для пайки?
У большинства флюсов есть срок годности. Поскольку они содержат кислотные компоненты, флюс испаряется и становится непригодным для дальнейшей пайки. С сантехническим припоем ситуация немного лучше.Если вы держите его должным образом запечатанным, такой флюс может работать исправно даже в течение многих лет. Если у вас есть такой флюс, рекомендуется примерить его на небольшой детали, прежде чем работать над основной.
Через какое время после пайки можно включать воду?
Только большая разница температур может вызвать повреждение медных труб. Однако пайка в некоторых местах обычно выполняется, и тепло быстро распространяется по всей трубе. Таким образом, около 30 секунд достаточно, чтобы подождать, прежде чем включать воду.
Как устранить утечку в медной трубе без припоя стыков?
Существуют разные способы устранения протечек медных труб без пайки. Один из них — лента для защиты от протечек. Простая в использовании и недорогая лента для защиты от протечек станет вашим другом, если ваша медная труба не слишком повреждена. Сначала выключите воду и протрите ремонтируемое место сухой тканью. Накройте проблемный участок лентой, предотвращающей протекание. Обойдите всю трубу или трубу. Подождите, пока лента займет свое место, затем подключите воду и проверьте ремонт.
Холодная сварка также является решением. Вы должны знать, что холодная сварка не заменяет горячую с точки зрения качества. Если пораженный участок находится под давлением или используется для подъема предметов, переходите непосредственно к термосварке. Для начала выберите правильный припой для ремонта медной трубы. Выключите воду, затем очистите детали, которые необходимо собрать, специальным продуктом (обезжиривающим средством) и удалите загрязнения с помощью шлифовального листа или стальной мочалки.
Возьмите пару защитных перчаток и приготовьте смесь, тщательно следуя инструкциям производителя холодной сварки.Это зависит от модели, которую вы выбрали в магазине.
Нанесите смесь на поврежденный участок, не экономя на количестве. Затем протяните ткань по материалу, который вы могли отложить в избытке. Как только смесь высохнет, добавьте воду и убедитесь, что ремонт прошел.
Что такое пайка? Полное руководство (значение, определение и типы)
Пайка — это процесс соединения, используемый для соединения различных типов металлов путем плавления припоя. Припой — это металлический сплав, обычно состоящий из олова и свинца, который плавится горячим утюгом.Утюг нагревается до температуры выше 600 градусов по Фаренгейту, а затем остывает, чтобы создать прочную электрическую связь.
Содержание
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Припой плавится за счет тепла от утюга, подключенного к контроллеру температуры. Он нагревается до температуры, превышающей его точку плавления, около 600 градусов по Фаренгейту, что затем вызывает его плавление, которое затем охлаждается, образуя паяное соединение.
Помимо создания прочных электрических соединений, припой можно удалить с помощью приспособления для удаления припоя.
Припой — это металлический сплав, используемый для создания прочных постоянных связей; например, соединение меди в печатных платах и соединения медных труб. Он также может поставляться двух разных типов и диаметров, бессвинцовый и бессвинцовый, а также от 0,032 до 0,062 дюйма. Внутри сердечника припоя находится флюс, материал, используемый для усиления и улучшения его механических свойств.
Присадочные металлы, используемые при пайке, когда-то были на основе свинца (свинцовый припой), однако, в соответствии с правилами, припои на основе свинца все чаще заменяются припоями, не содержащими свинца, которые могут состоять из сурьмы, висмута, латуни, меди, индия, олова или серебра. .
Иногда в месте соединения присутствуют загрязнения, такие как масло, грязь или окисление, флюс помогает предотвратить окисление, а иногда может химически очистить металл. Используемый флюс канифольный флюс , который способствует механической прочности и электрическому контакту электрических соединений. Иногда также можно нанести «смачивающий агент» для уменьшения поверхностного натяжения.
Существует три типа пайки, в которых используются все более высокие температуры, которые, в свою очередь, обеспечивают все более прочное соединение:
- Пайка мягким припоем (90 ° C — 450 ° C) — Этот процесс имеет самую низкую температуру плавления присадочного металла среди всех типов пайки при температуре менее 400 ° C, эти присадочные металлы обычно представляют собой сплавы, часто содержащие свинец с температурой ликвидуса ниже 350 ° C.Из-за низких температур, используемых при пайке мягким припоем, он наименее термически нагружает компоненты, но не обеспечивает прочных соединений и, следовательно, непригоден для механических нагрузок. Он также не подходит для использования при высоких температурах, поскольку этот тип припоя теряет прочность и плавится.
- Твердая (серебряная) пайка (> 450 ° C) — Латунь или серебро являются связующим металлом, используемым в этом процессе, и для достижения температур, при которых паяются металлы, требуется паяльная лампа.
- Пайка (> 450 ° C) — В этом типе пайки используется металл с гораздо более высокой температурой плавления, чем при твердой и мягкой пайке. Однако, как и при твердой пайке, склеиваемый металл нагревается, а не плавится. Когда оба материала достаточно нагреются, вы можете поместить между ними припой, который плавится и действует как связующее.
Паяльник — это ручной инструмент , используемый для нагрева припоя , обычно от источника питания при высоких температурах, превышающих точку плавления металлического сплава.Это позволяет припою течь между деталями, которые необходимо соединить.
Этот паяльный инструмент состоит из изолированной ручки и металлического металлического наконечника с подогревом. На хорошую пайку влияет чистота жала паяльника. Для поддержания чистоты пользователь будет держать паяльник и использовать влажную губку для очистки жала паяльника перед пайкой компонентов или выполнением паяных соединений.
Помимо паяльника, более старые присоски s являются важной частью паяльной установки.Если применяется чрезмерное количество припоя, эти небольшие инструменты используются для удаления припоя, оставляя только то, что нужно.
Паяльные пистолетыиспользуются там, где требуется больше тепла, поскольку утюги потребляют меньшую мощность. Этот инструмент используется для соединения витражей, легкого листового металла и тяжелых работ по пайке электроники. Когда вам нужно паять с перерывами, паяльник гораздо практичнее, так как он намного быстрее остывает.
Как припаять колпачок к существующей трубе | Руководства по дому
При ремонте ванной комнаты, кухни или подвала обычно необходимо переместить или перекрыть существующие медные водопроводные линии.Медные трубы спаяны вместе с использованием так называемого «потового» соединения. Когда трубы нагреваются, в стык втягивается припой, образуя водонепроницаемое уплотнение. Этот процесс относительно прост с некоторыми специализированными инструментами.
Закройте кран подачи воды на перекрываемую трубу. Если у него нет запорного клапана, закройте главный водяной клапан дома. Включите все краны на самом нижнем уровне дома, чтобы слить воду из трубы.
Отрежьте трубу ножовкой.Обязательно разрежьте как можно прямее.
Очистите внешнюю поверхность трубы куском наждачной бумаги. Приблизительно один-два дюйма конца трубы должны быть блестящими без металлических заусенцев. Очистите внутреннюю часть крышки с помощью сантехнической щетки.
Нанесите флюс на внешнюю сторону трубы и внутреннюю часть крышки.
Очистите рабочую зону от максимально возможного количества легковоспламеняющихся материалов. Это включает пыль гипсокартона, изоляцию и древесные волокна. Наполните ведро водой, приготовьте полотенце и огнетушитель.
Наденьте колпачок на конец трубы. Нагрейте соединение пропановой горелкой, пока флюс не начнет шипеть. Это должно занять от 10 до 15 секунд. Уберите пламя из стыка.
Поднесите припой к стыку. Припой расплавится и затянется в стык. Перемещать припой не нужно. Подайте в стык столько припоя, сколько необходимо, пока не увидите, что припой полностью покрыл стык.
Накиньте пропитанное водой полотенце на сустав, чтобы охладить его.Переместите полотенце, чтобы не прожечь в нем дыру.
Включите запорный водяной кран и проверьте герметичность соединения. Если соединение протекает, отключите воду, отрежьте трубу рядом с заглушкой и повторите предыдущие шаги, чтобы припаять новую заглушку. Не пытайтесь повторно использовать колпачок.
Ссылки
Наконечники
- Никогда не прикладывайте пламя непосредственно к припою, так как он просто сгорит. Припой нагревается. Поэтому он способен проникать в нагретую медь и герметизировать стык.
Предупреждения
- При пайке всегда держите поблизости огнетушитель. Пропановая горелка может воспламенить ворс, дерево или гипсокартон; особенно при пайке в полостях стен рядом со стойками каркаса.
Писатель Биография
Эмра Орук — генеральный подрядчик, писатель-фрилансер и бывший механик по гоночным автомобилям, который профессионально пишет с 2000 года. Он был опубликован в журнале «Семейный разнорабочий» и имеет опыт работы консультантом по разработке и доставке. -пользовательское обучение.Орук имеет степень бакалавра политических наук и экономику в Университете Делавэра.
Как паять водопроводные трубы. Советы профессионалов
Если вам нужно дополнительное подключение к водопроводу, вы можете подключить новую трубу к существующей трубе. Доступны муфты для любого диаметра трубы и для любого изменения направления. Чтобы предотвратить утечку, соединение необходимо припаять. Это не особо сложно, но важно работать аккуратно и чисто.
Материалы
• Муфты
• Труба медная
• Паяльная паста
• Припой
Инструменты
• Паяльник
• Труборез или ножовка по металлу
• Клещи для труб
• Ключ трубный
• Шлифовальное белье *
* Шлифовка полотна работает так же, как наждачная бумага, но абразивные зерна приклеиваются к поверхности тонкого тканого материала.
Пайка мягким и твердым припоем
Термин «мягкая пайка» используется для пайки оловом при температуре до 450 градусов.Для пайки твердым припоем требуется температура от 450 до 700 градусов, а припой состоит из сплава разных металлов. Это предпочтительный метод для газовых труб и движущихся частей. Поскольку для водопроводной трубы такое сверхпрочное соединение не требуется, здесь мы ограничимся мягкой пайкой.
Препарат
- Определите диаметр трубы. Для водопровода это обычно 15 мм.
- Определите самый короткий и красивый маршрут для нового трубопровода.С помощью плоскогубцев можно согнуть медные трубы в нужную форму.
- Закройте главный кран и откройте кран на конце существующей трубы, чтобы полностью слить ее.
- Отрежьте трубу по размеру ножовкой, а лучше труборезом. Это не только требует меньше усилий, но и обеспечивает абсолютно ровную кромку.
- Удалите заусенцы — на задней части трубореза есть специальный нож — и используйте шлифовальное полотно, чтобы сделать режущую кромку внутри и снаружи совершенно гладкой и чистой.Олово припоя плохо держится на грязной или жирной поверхности.
Пайка водопровода за 6 шагов
1. Равномерно нанесите немного паяльной пасты на концы трубы и муфты и сдвиньте детали вместе.
2. Отрегулируйте пламя паяльника так, чтобы был хорошо виден внутренний конус пламени. Тогда у вас есть подходящая температура для пайки.
3. Возьмитесь за трубу трубным ключом и дайте пламени равномерно перемещаться по месту пайки.Когда паяльная паста начинает испаряться, пятно припоя достаточно горячее. Паста может не пригореть, потому что тогда вы получите неровный и пористый паяный шов. Совет: Если существующая труба уже прикреплена к стене, вставьте кусок жести между трубой и стеной, чтобы предотвратить ожог.
4. Прижмите припой к швам. Из-за тепла олово немедленно плавится и течет внутрь, образуя прочное водонепроницаемое соединение. Не используйте слишком много жести, на швах не должно быть комочков.Держите трубку неподвижно, пока жестяная банка не затупится, это займет не более минуты.
5. Протрите влажной тканью остатки припоя и паяльной пасты с остывшей детали.
6. Теперь вы можете прикрепить новую трубу к стене с помощью так называемых хомутов. Используйте 1 седло на 40 см, чтобы труба не дребезжала при открытии и закрытии крана. Откройте главный кран и проверьте, нет ли утечек.
СвязанныеСантехника: TechCorner — Объяснение пайки и пайки
На протяжении многих лет двумя наиболее распространенными методами соединения медных труб и фитингов были пайка и пайка.Эти проверенные и проверенные методы во многом схожи, но есть также несколько явных различий, которые их отличают. В этой статье объясняются сходства и подчеркиваются различия между двумя процессами соединения, чтобы помочь определить, какой метод соединения наиболее желателен.
Обзор
Самый распространенный метод соединения медных труб — это использование фитингов из меди или медного сплава, в которые вставляются секции трубки и закрепляются с помощью присадочного металла с использованием процесса пайки или пайки.Этот тип соединения известен как капиллярное соединение или соединение внахлест, поскольку гнездо фитинга перекрывает конец трубки, и между трубкой и фитингом образуется пространство. Это пространство называется капиллярным. Поверхности фитинга и трубки, которые перекрываются для образования соединения, известны как стыковые поверхности. Затем трубка и фитинг прочно соединяются с помощью присадочного металла, который плавится в капиллярном пространстве и прилипает к этим поверхностям.
Рисунок 1. Соединение внахлест — трубчатые деталиПрисадочный металл — это металлический сплав, температура плавления которого ниже температуры плавления трубки или фитинга.Температура плавления медного (Cu) сплава UNS C12200 составляет 1 981 ° F / 1082 ° C. Таким образом, присадочные металлы для пайки и пайки труб и фитингов из меди и медных сплавов должны иметь температуру плавления ниже этой температуры.
Основное различие между пайкой и пайкой — это температура, необходимая для плавления присадочного металла. Американское сварочное общество (AWS) определило эту температуру как 842ºF / 450ºC, но часто округляется до 840ºF. Если присадочный металл плавится ниже 840ºF, выполняется пайка.Выше этой температуры идет пайка.
Припой для присадочного металла
Основным элементом, используемым в припоях, является олово (Sn), потому что олово имеет сродство с медью и хочет прилипать к трубке и фитингу из медного сплава. Однако использование чистого олова (Sn) приведет к очень слабому соединению, и, как и с любым чистым металлом, будет очень трудно работать. Поэтому в сплав с оловом добавляют другие элементы, чтобы обеспечить прочность и облегчить использование присадочного металла.До 1986 года наиболее распространенным присадочным металлом, используемым для соединения труб и фитингов из медного сплава, был припой 50/50, который состоял на 50% из олова (Sn) и на 50% из свинца (Pb). В связи с национальными требованиями, изложенными в Законе о безопасной питьевой воде, свинцовые припои были запрещены для использования в системах питьевой воды. С запретом на использование припоя 50/50 (Sn / Pb) было разработано много новых и более прочных бессвинцовых сплавов, которые сегодня широко используются во всех областях пайки. Они состоят из сплавов, которые по-прежнему состоят в основном из олова с добавлением различных комбинаций других элементов, таких как никель, висмут, сурьма, серебро и даже медь.
Присадочные металлы: припои
Паяные соединения обычно используются для повышения прочности соединения или сопротивления усталости. Для этого необходимо использовать более прочные присадочные металлы, чем те, которые в основном состоят из олова. Однако эта повышенная прочность обычно обеспечивается присадочными металлами, изготовленными из материалов, плавящихся при более высоких температурах. Температура пайки большинства припоев, используемых для соединения систем медных трубопроводов (сплавы BCuP и BAg, см. Ниже), составляет примерно от 1150 ° F / 621 ° C до 1550 ° F / 843 ° C.
Наиболее часто используемые типы присадочного металла для пайки, используемые для соединения медных труб и фитингов, делятся на две отдельные категории:
- Сплав BCuP (произносится как b-чашка) — где B означает пайку, Cu — химический символ меди, а P — химический символ фосфора. Следовательно, припой BCuP — это в первую очередь медно-фосфорный припой, который может содержать от 0% до 30% серебра (Ag).
- BAg Alloy (произносится как мешок) — где B означает пайку, а Ag — химический символ серебра.В то время как в сплавах BAg присутствуют и другие элементы, помимо серебра, большинство сплавов BAg могут содержать от 24% до 93% серебра.
Совместные требования и сильные стороны
Независимо от того, является ли используемый процесс соединения пайкой или твердой пайкой, есть определенные основные шаги, которые необходимо соблюдать для стабильного получения прочных соединений. Эти основные этапы описаны в стандарте по установке (ASTM B828). Этот стандарт и его процедуры касаются подготовки концов, очистки и правильного применения нагрева и присадочного металла.Более подробно они описаны в Руководстве по медным трубам CDA.
Независимо от того, используется ли процесс соединения — пайка или пайка, трубка должна быть полностью вставлена в фитинг до задней части чашки фитинга.
Рисунок 2. Деталь Трубное соединениеГлубина нахлеста или глубина гнезда в фитингах внахлест или капиллярных соединениях указана в производственных стандартах ASME / ANSI B16.18 и B16.22 для фитингов под давлением. Это важный параметр, потому что в идеале присадочный металл должен быть расплавлен в капиллярном пространстве, чтобы он полностью стекал к задней части чашки фитинга и полностью перекрывал (заполнял) пространство между трубкой и фитингом.Хотя желательно 100% проникновение и заполнение фитинга капиллярного пространства, заполнение 70% паяного соединения (или не более 30% пустот) считается удовлетворительным для получения соединений, которые могут выдерживать максимальные рекомендуемые давления для паяных медных трубок и фитингов. системы.
Основное различие между паяными и паяными соединениями заключается в количестве стыков внахлест или заполнении, необходимом для развития полной прочности соединения. В паяных соединениях по-прежнему настоятельно рекомендуется полностью вставлять трубку в заднюю часть чашки фитинга; однако полное заполнение этого места соединения по всей длине не является необходимым для достижения полной прочности соединения.Согласно Американскому сварочному обществу (AWS), предполагается, что припойный присадочный металл проникает в капиллярное пространство, по крайней мере, в три раза больше толщины самого тонкого соединяемого компонента, которым обычно является труба. Это известно в отрасли как правило AWS 3-T.
Из-за повышенной прочности припоев, даже такое небольшое проникновение наполнителя приведет к получению правильно изготовленного паяного соединения, более прочного, чем сама трубка или фитинг. Однако, в отличие от паяного соединения, где колпачок или галтель обеспечивает минимальную дополнительную прочность, паяное соединение должно быть выполнено так, чтобы между трубкой и фитингом на торце фитинга был обеспечен хорошо развитый галтель или «колпачок» из присадочного металла. .Эта галтель, или крышка, как ее часто называют в торговле, позволяет распределять напряжения, возникающие в соединении (в результате теплового расширения, давления или других циклических реакций, таких как вибрация или термическая усталость), по поверхности галтели. В паяном соединении, изготовленном без хорошо развитой вогнутой кромки, все напряжения будут сосредоточены в острой точке контакта между трубкой, припоем (присадочным металлом) и фитингом, что может привести к развитию трещин под напряжением в трубке. в таком случае.Создание галтели при изготовлении паяного соединения значительно снижает эту возможность.
Рисунок 3. Объяснение правила AWS 3-TПомимо прочности присадочного металла в соединении, при выборе использования паяных или паяных соединений необходимо также учитывать общую прочность соединения или узла (трубы, фитинга и соединения) после операции соединения. Как уже говорилось, по определению температура, определяющая разницу между пайкой и пайкой меди, составляет приблизительно 840 ° F / 449 ° C.Эта температура намного важнее, чем просто произвольный порог определения. Это важно, потому что 700 ° F / 371 ° C — это температура, при которой медь начинает отжиг или переход от твердого состояния (жесткий) к состоянию после отжига (мягкий). С этим изменением характера происходит внутренняя потеря прочности — медь с твердым отпуском прочнее, чем медь с отожженным отпуском. Общий объем происходящего отжига и, следовательно, потеря прочности определяется температурой и временем, в течение которого материал находится при этой температуре.Чем выше температура, тем меньше времени требуется для перехода от жесткого к мягкому.
Поскольку температура пайки должна превышать температуру плавления припоев, от 1150 ° F / 621 ° C до 1550 ° F / 843 ° C, процесс создания паяного соединения вызывает отжиг или размягчение основных металлов, что приводит к снижение общей прочности сборки. Хотя паяное соединение явно прочнее, чем паяное соединение, номинальное внутреннее рабочее давление, то есть допустимое рабочее давление системы в режиме 24/7, ниже для отожженной трубы (см. Справочник по медным трубам, таблицы с 3a по 3e).
Следовательно, это необходимо учитывать при принятии решения о пайке или пайке. Хотя паяные соединения прочнее и в целом более устойчивы к усталости (вибрации, тепловому перемещению и т. Д.), Рабочее давление в системе должно соответствовать допустимым пределам для отожженной трубы.
Дополнительные ссылки
- Американское общество сварки: Руководство по пайке — 3-е издание
- Американское общество сварки: Справочник по пайке — 4-е издание
- AWS A5.8 / AWS A5.8M: Спецификация присадочных металлов для пайки и сварки припоем
- ASTM B32-04: Стандартные технические условия на металлический припой
Как и когда использовать горелки, тепловые пистолеты и паяльники
Немного тепла прожигает некоторые сложные проблемы с ремонтом дома. На нижнем уровне, от 200 до 400 градусов по Фаренгейту, тепло размягчает старую краску и шпатлевку. На более высоком уровне, от 400 до 800 градусов, он может размораживать замороженные замки и ржавые гайки, а также паять электрические и водопроводные соединения.Тем не менее, большая огневая мощь, до 3000 градусов, позволит паять металлы (более прочная форма пайки, в которой используются более твердые присадочные материалы) и резать или сваривать железо и низкоуглеродистую сталь.
Высокая температура для домашнего использования создается с помощью электричества или зажигания газа, такого как пропан, MAPP (метилацетилен-пропадиен) или ацетилен, каждый из которых горит сильнее предыдущего. Хотя эти газы будут гореть сами по себе, используя кислород из воздуха, для выработки наибольшего количества тепла их необходимо сжечь вместе с чистым кислородом из отдельного резервуара.
Важно, чтобы тепловая мощность инструмента соответствовала поставленной задаче. Кислородно-ацетиленовая горелка за 245 долларов может сваривать сталь; он также может пропотевать медными трубками или карамелизироваться, но это было бы излишним. Приблизительно за 50 долларов каждая ручная пропановая горелка и кислородно-топливная комбинация, если вы много ремонтируете заборы или трубы, должны дать вам необходимое тепло в удобной упаковке.
Типы горелок
Горелка кислородно-топливная (МАПП или пропан)Подходит Для: Резка и сварка чугуна и стали, как при ремонте ограждений.Эти газы не создают такого острого и эффективного пламени, как кислородно-ацетиленовая горелка.
Кислородно-ацетиленовыйПодходит для: Пайка, резка и сварка чугуна и стали. Внимание! Ацетилен сложнее контролировать и более опасен, чем другие виды топлива. Посетите магазин сварочных материалов, чтобы купить защитные очки и другое защитное снаряжение — а также классы сварки — вам нужно будет использовать его безопасно.
На фото: Компактный комбинированный кислородно-ацетиленовый комплект, типичный для этих горелок.
Пропановая горелка Иллюстрация Дженнифер ТермесПодходит для: Пайка медных труб, пайка и нагревание замерзших труб и заржавевших гаек.
На фото: Горелка с электронным зажиганием, которая более безопасна и надежна, чем искра, и наконечник, распространяющий пламя, который снижает тепло для смягчения краски и карамелизации продуктов.
Типы тепловых пушек и паяльников
Электрический фенДля: Смягчение старой краски, шпатлевки и асфальтовой плитки; термоусаживаемые полиэтиленовые пленки и электротрубки; пайка (требуется специальная насадка).
На фото: Пистолет пистолетного типа с регулируемым управлением, который безопаснее, чем однотемпературный стержневой пистолет.
Паяльные инструменты электрические Фото Петра МерецкогоПодходит для: Пайка электрических соединений.
На фото: Утюг в виде карандаша и паяльник. Утюг нагревается дольше, но стоит дешевле.
Горячие точки
Пламя факела состоит из множества частей, каждая из которых имеет разную температуру. В то время как разные газы производят разное пламя, самая горячая точка любого пламени находится на вершине внутреннего конуса, где бледное пламя встречается с более темным внешним пламенем.
Как пользоваться фонариками
| УРОВЕНЬ | ТЕМПЕРАТУРА | ЧТО МОЖНО СДЕЛАТЬ |
|---|---|---|
| УРОВЕНЬ | ТЕМПЕРАТУРА | ЧТО МОЖНО СДЕЛАТЬ |
| ГОРЯЧЕЕ | 200-400 градусов по Фаренгейту | Смягчающая краска и шпатлевка |
| 350-840 градусов по Фаренгейту | Пайка: соединение металлов низкотемпературным металлическим наполнителем | |
| ГОРЯЧЕЕ | 840–1500 градусов по Фаренгейту | Пайка: пайка с твердым наполнителем |
| 1300–1600 градусов по Фаренгейту | Резка стали | |
| ГОРЯЧИЙ | 1250–2800 градусов по Фаренгейту | Сварка: плавление металлов (обычно алюминия, железо или сталь) вместе |
Где найти
Электрический фен:
Сверхмощная тепловая пушка с регулируемой температурой Модель № 8977-20
Milwaukee Electric Tool Corporation
Brookfield, WI
800-729-3878
Milwaukee
Электрический паяльный инструмент:
Универсальный универсальный паяльник Weller с двойным нагревом (140/100 Вт) и паяльник с подсветкой Weller 25 Вт
Cooper Tools, Барри
Онтарио, Канада
Cooper Tools
Литая алюминиевая головка горелки с пусковым механизмом:
Модель # TS4000T
Bernz-Omatic
Newell Company
Medina, NY
800-654-9011
Bernz-Omatic
Комплект кислородной / газовой пайки / сварки MAPP / резака:
Модель # OX2550KC
BernzOmatic
Горючие газы:
Пропан, MAPP и кислород — все от BernzOmatic.